Фильтр или фильтрующий элемент для табачного дыма, сигарета с таким фильтром или фильтрующим элементом и способ изготовления такого фильтра или фильтрующего элемента - RU2413438C2
Код документа: RU2413438C2
Чертежи
Описание
Изобретение относится к фильтру, соответственно, к фильтрующему элементу для табачного дыма с по существу цилиндрическим фильтрующим телом.
Фильтры для табачного дыма используются в сигаретах с фильтром для того, чтобы, по меньшей мере, частично удалить из дыма продукты горения, образующиеся при сгорании табака, прежде чем произойдет их вдыхание. Известно, что для улучшения фильтрующей способности фильтра для табачного дыма, в фильтр вводят добавки, в частности дисперсный активированный уголь. Это может осуществляться различными способами в зависимости от типа фильтра, используемого в конкретном случае.
Например, известно, что в фильтре предусматривают камеру, которую заполняют активированным углем и через которую при курении проходят продукты горения, причем продукты горения, по меньшей мере, частично адсорбируются гранулированным активированным углем, находящимся в камере. Недостаток таких камерных фильтров состоит в том, что при неполностью заполненной камере, что регулярно имеет место вследствие ограничения коэффициента заполнения камеры, образуется так называемый байпас, через который по меньшей мере часть продуктов горения проходит, не задерживаясь активированным углем.
Данный недостаток устраняется цельными фильтрами и соответственно фильтрующими элементами, в которых активированный уголь распределяется в фильтрующем материале равномерно, вследствие чего достигается задерживание продуктов горения по всему сечению фильтра.
Такие цельные фильтры отличаются от так называемых объемных фильтров и так называемых плоскостных фильтров. Объемные фильтры изготавливают из ленты фильтрующего материала, которую формуют из бесконечных филаментов, обработанных в гофрировочной термокамере. При этом через фильеры продавливают приблизительно 30%-ный раствор 2,5-ацетата целлюлозы в ацетоне, ацетон испаряют в прядильной шахте, множество филаментов собирают в одну прядь и затем обрабатывают в гофрировочной термокамере. Затем продукт сушат и прессуют в кипы. Ленту фильтрующего материала выбирают из кипы, и на машине для формования жгута фильтрующего материала вырабатывают фильтр-палочки. При этом ленту фильтрующего материала вытягивают в вытяжном устройстве, вводя добавку, служащую для склеивания филаментов, после образования так называемого фитиля последний уплотняют в поперечном направлении, обертывают бумагой и разрезают на фильтр-палочки конечной длины.
В объемных фильтрах такого типа гранулированный активированный уголь может располагаться в сетчатой структуре, образуемой филаментами, или же мелкодисперсный активированный уголь может покрывать отдельные филаменты. Такой результат может достигаться, например, засыпкой гранулированного активированного угля или нанесением активированного угля в виде суспензии в водной фазе, летучей органической основе или пластификаторе. При этом способе дисперсный активированный уголь более или менее равномерно распределяется по всему объему фильтра.
Для изготовления плоскостных фильтров в качестве исходного материала используют плоские изделия, такие, как, например, бумага, волокнистое полотно, ткани или нетканые материалы. Для изготовления фильтра разматывают исходный плоский материал, намотанный на бобину, формуют продукт в виде жгута, уплотняют в поперечном направлении, обертывают бумагой и разрезают на фильтр-палочки конечной длины. Плоский материал перед преобразованием в жгут может быть гофрирован параллельно направлению подачи в крепирующем устройстве, вследствие чего достигается снижение плотности материала и влияния сопротивления фильтра при затяжке.
В случае плоскостных фильтров активированный уголь вносится в фильтр посредством введения активированного угля в плоский исходный материал, в частности в бумагу. Обработанные таким образом бумажные фильтры содержат активированный уголь с малым размером частиц, которые связываются с бумагой в процессе изготовления бумаги. Также и в данном случае технологически обусловливается распределение активированного угля по всему объему фильтра.
За подробностями устройства и изготовления объемных и плоскостных фильтров следует обратиться к документу WO 01/28369 A1.
Кроме того, из ранее не публиковавшегося документа DE 10 2004 048 651 известно использование волокон, филаментов или пленок, которые во внутренней структуре содержат другие добавки, улучшающие свойства волокон, филаментов или пленок. Упомянутые добавки представляют собой пластификаторы, средства для маркировки, пигменты и/или стабилизаторы. Такие добавки не обладают никаким задерживающим действием в отношении ингредиентов дыма. Кроме того, все добавки, как активированный уголь, так и другие добавки, предусматриваемые во внутренней структуре волокон, филаментов и пленок, равномерно распределяются по всему объему фильтра.
В документе US 3311519 описывается объемный фильтр, изготовленный из традиционной ленты фильтрующего материала. К упомянутому объемному фильтру добавляют активированный уголь, причем активированный уголь наносят в виде полос на вытянутую ленту фильтрующего материала.
Описанные фильтры имеют тот недостаток, что количество активированного угля, которое может быть внесено в фильтрующее тело, ограничивается объемом фильтра, а также еще приемлемым для курильщика сопротивлением при затяжке, которое при большом количестве активированного угля возрастает в значительной мере. Вследствие этого ограничивается задерживающее действие табачного фильтра, определяемое в существенной мере активированным углем.
Поэтому в основе настоящего изобретения лежит задача разработать фильтр, соответственно, фильтрующий элемент, а также сигарету с таким фильтром, соответственно, фильтрующим элементом, которые делают возможным улучшенное фильтрование продуктов горения. Кроме того, требуется разработать способ изготовления фильтра, соответственно, фильтрующего элемента такого типа.
Такая задача применительно к фильтру, соответственно, фильтрующему элементу альтернативно решается предметами пунктов 1-14, а применительно к сигарете решается предметом пункта 15. Относительно способа задача решается предметом пункта 16.
Изобретение основывается по существу на идее создания фильтра, соответственно, фильтрующего элемента для табачного дыма с, по существу, цилиндрическим фильтрующим телом, содержащим, в частности, по меньшей мере, две разные добавки. Добавки расположены, по меньшей мере, в двух зонах, расположенных друг за другом в продольном направлении фильтрующего тела, и/или, по меньшей мере, в двух расположенных, по меньшей мере, на отдельных участках друг над другом в радиальном направлении фильтрующего тела зонах, в частности в слоях.
Объектом настоящего изобретения является также фильтр или фильтрующий элемент для табачного дыма с, по существу, цилиндрическим фильтрующим телом, изготовляемым из плоского в исходном состоянии материала, в частности из бесконечных гофрированных филаментов, бумаги, волокнистого полотна, ткани, нетканых материалов и тому подобного, характеризующийся тем, что фильтрующее тело содержит, по меньшей мере, две зоны, расположенные друг за другом в продольном направлении фильтрующего тела, причем зона со стороны табака содержит добавку, а в зоне со стороны мундштука добавки отсутствуют.
Достигаемое таким образом пространственное разделение разных добавок, причем в граничных областях зон определенное перемешивание добавок не исключается, создает предпосылку для возможности комбинирования друг с другом разных добавок, повышающих общую фильтрующую способность фильтра. Такое комбинирование может осуществляться, например, посредством выбора приемлемых добавок, усиливающих при совместном действии эффективность отдельных добавок. Кроме того, настоящее изобретение дает возможность расширить спектр различных продуктов горения, которые могут быть удалены из дыма селективным задерживанием разными добавками.
Кроме того, изобретение создает предпосылку для возможности применения разных добавок, одна из которых получает функцию защиты одной или нескольких других добавок. При этом добавка, расположенная в начале, отфильтровывает из дыма ингредиенты, являющиеся вредными для эффективности добавки, расположенной далее, до их вступления в контакт с добавкой, расположенной далее. Для этого настоящим изобретением предусмотрено, что разные добавки разделяются пространственно, а именно образуют, по меньшей мере, две зоны, расположенные друг за другом в продольном направлении фильтрующего тела, и/или, по меньшей мере, две зоны, расположенные, по меньшей мере, на отдельных участках друг над другом в радиальном направлении фильтрующего тела.
Зональное расположение разных добавок дает другое преимущество, заключающееся в возможности применения разных добавок, которые в случае гомогенной смеси вступали бы друг с другом в нежелательную химическую реакцию. Благодаря описанному ранее пространственному разделению добавки такого типа могут свободно оказывать свое действие, при этом такие добавки не влияют друг на друга вредящим образом.
В предпочтительном варианте осуществления фильтр содержит фильтрующее тело из плоского фильтрующего материала, в частности из бесконечных гофрированных филаментов, бумаги, волокнистого полотна, ткани, нетканых материалов или тому подобного. Изобретение является особенно приемлемым в связи с применением так называемых плоскостных фильтров, задерживающая способность которых значительно повышается, так что в особенности проявляются уже известные для плоскостных фильтров преимущества, в частности сравнительно низкое сопротивление при затяжке, а также хорошая биологическая разложимость.
Добавки могут присутствовать на поверхности и/или внутри плоского фильтрующего материала, так что в зависимости от типа фильтрующего материала предусматривается внедрение добавки во внутреннюю структуру фильтрующего материала и/или нанесение добавки на поверхность фильтрующего материала.
Для достижения того, чтобы торцовая поверхность фильтра, видимая курильщику, имела светлый, в частности, белый цвет, может быть предусмотрено, чтобы зона, расположенная непосредственно с внешней стороны мундштука, по существу не содержала добавок.
Изобретением охватываются любые добавки, которые влияют на свойства дыма, причем предпочтительными являются добавки с задерживающим действием, так что, по меньшей мере, одна добавка содержит средство с задерживающим действием, в частности с селективным задерживающим действием, в отношении ингредиентов дыма. При этом добавки могут состоять из одного вещества или смеси нескольких компонентов.
Увеличение фильтрующей способности, соответственно, в общем, воздействия добавок на дым, соответственно, на свойства дыма может достигаться тем, что, по меньшей мере, одна добавка содержит средство для усиления эффективности, по меньшей мере, одной другой добавки.
По соображениям целесообразности, по меньшей мере, одна добавка содержит сорбент, в частности адсорбент или абсорбент, вследствие чего может достигаться эффективное задерживание ингредиентов дыма.
Сорбент может содержать активированный уголь, полимерную смолу, в частности фенольную смолу, или оксиды металлов, гидроксиды металлов и/или гидроксооксиды металлов, причем речь идет, в частности, о таких металлах, как алюминий, кремний, титан и/или магний.
В предпочтительном варианте осуществления изобретения, по меньшей мере, одна добавка содержит катализатор, в частности, для окисления монооксида углерода, причем катализатор располагается в направлении потока после сорбента или под сорбентом. Такое расположение катализатора ведет к тому, что ингредиенты дыма, которые отравляли бы катализатор, отфильтровываются из дыма сорбентом, расположенным перед катализатором. Такой эффект также следует ожидать, если добавки располагаются друг над другом.
Катализатор может содержать катализаторы из благородных металлов, в частности из платины, золота или сплавов золота и серебра.
Общая фильтрующая способность фильтра, кроме того, может быть улучшена, если, по меньшей мере, одна добавка содержит электрофильный реагент с селективным задерживающим действием в отношении аминов, в частности первичных или вторичных аминов. Электрофильный реагент с селективным задерживающим действием в отношении аминов, в частности первичных или вторичных аминов. Электрофильный реагент с селективным задерживающим действием вместе с, по меньшей мере, одной, другой добавкой, предусматриваемой настоящим изобретением, приводит к тому, что из дыма может отфильтровываться сравнительно большой спектр различных ингредиентов дыма.
Альтернативно или дополнительно к электрофильному реагенту, по меньшей мере, одна добавка может содержать нуклеофильный реагент с селективным задерживающим действием в отношении альдегидов и кетонов, в частности ацетатальдегида, протональдегид, бутиральдегида или ацетопропиональдегида. В частности, комбинация нуклеофильного реагента с электрофильным реагентом и происходящая из этого комбинация разных селективных задерживающих эффектов ведет к тому, что из дыма отфильтровываются особенно много различных ингредиентов дыма. Комбинирование электрофильного реагента с нуклеофильным реагентом достигается расположением по настоящему изобретению обеих добавок в разных пространственно разделенных зонах, предусматриваемых в продольном и/или в радиальном направлении цилиндрического фильтрующего тела, вследствие чего предотвращается химическая реакция между веществами.
В п.14 формулы изобретения предусматривается, что фильтр или фильтрующий элемент для табачного дыма содержит по существу цилиндрическое фильтрующее тело, изготавливаемое из плоского в исходном состоянии материала, в частности из бесконечных гофрированных филаментов, бумаги, волокнистого полотна, ткани, нетканых материалов и тому подобного. Кроме того, фильтрующее тело содержит, по меньшей мере, две зоны, расположенные друг за другом в продольном направлении фильтрующего тела, причем зона со стороны табака содержит добавку, а в зоне со стороны мундштука добавки отсутствуют.
В отличие от документа US 3311519 в случае фильтра по п.14 формулы изобретения речь идет о так называемом плоскостном фильтре, изготовляемом из плоского исходного материала. С учетом различной структуры фильтров плоскостной фильтр отличается от объемного фильтра применением плоского исходного материала. В частности, для поверхностного фильтра характерной является структура каналов, которую создает складчатость плоского исходного материала и которая отсутствует в объемных фильтрах.
Фильтр по настоящему изобретению, соответственно, фильтрующий элемент по настоящему изобретению по п.14 формулы изобретения предоставляет то преимущество, что стоимость изготовления может быть снижена по сравнению с традиционно применяемыми двойными фильтрами, так как в случае плоскостного фильтра согласно настоящему изобретению речь идет об одинарном фильтре. Более того, видимая торцовая поверхность фильтра имеет белый цвет, что преимущественно соответствует запросам потребителей. Кроме того, благодаря создаваемой необработанной и соответственно не содержащей добавок зоне достигается то, что, при расположении зоны без добавок со стороны мундштука добавка, предусматриваемая со стороны табака, не выделяется в значительной степени из фильтра и не вдыхается.
Способ согласно настоящему изобретению основывается по существу параллельно друг к другу, и/или в виде слоев друг над другом. Нанесение добавок в виде полос и/или слоев на плоский исходный материал фильтра создает предпосылку для зонального или слоевого расположения добавок после того, как плоский исходный материал сформован и уплотнен в поперечном направлении жгута фильтрующего материала.
Предпочтительный вариант осуществления способа по настоящему изобретению основывается на том, что одну из добавок наносят в виде первой полосы, а другую из добавок наносят в виде второй и третьей полос, которые располагаются по обеим боковым сторонам первой полосы и каждая из которых является более узкой, чем первая полоса. Такое расположение разных добавок делает возможным особенно эффективное производство фильтров, так как фильтр в области более широкой первой полосы может быть разрезан на свою конечную длину, вследствие чего при одном разрезе образуются два фильтра, так как по обеим сторонам более широкой первой полосы предусматриваются более узкие вторая и третья полосы, образованные другой добавкой. При этом вторая полоса с одной из частей полосы, образуемых первой полосой, относится к первому фильтру. Вторая полоса с другой из частей полосы, образуемых первой полосой, относится к другому фильтру. Это означает, что расположение согласно настоящему изобретению зон, расположенных друг за другом в продольном направлении, может достигаться посредством сравнительно малого числа стадий способа, в частности с учетом разрезания жгута фильтрующего материала.
Добавки могут наноситься разбрызгиванием и/или посредством печати, в частности способом струйной печати, способом ротационной печати или способом трафаретной печати. Способы такого типа, известные в связи с изготовлением печатной продукции, делают возможным быстрое и точное нанесение разных добавок с пространственно разделенными функциями.
Добавки могут наноситься в виде раствора или дисперсии, причем растворитель и соответственно диспергатор затем испаряют. Вследствие этого становится возможным особенно простое разбрызгивание или нанесение посредством печати добавок на плоский исходный материал.
В дальнейшем изобретение более детально поясняется другими подробностями посредством примеров осуществления со ссылкой на прилагаемые чертежи.
На чертежах показано:
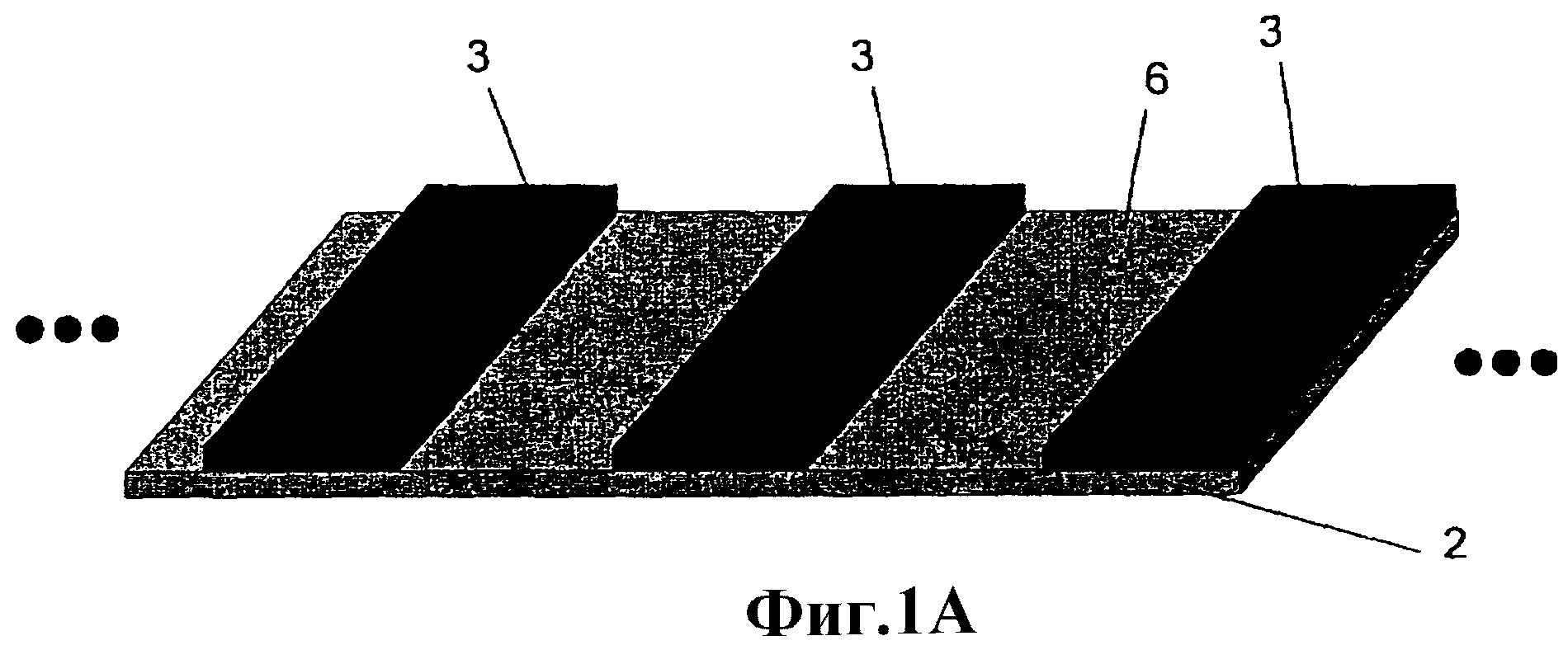
фиг.1a - плоский фильтрующий материал в качестве исходного материала для изготовления плоскостного фильтра, на который чередующимся образом посредством печати нанесена добавка;
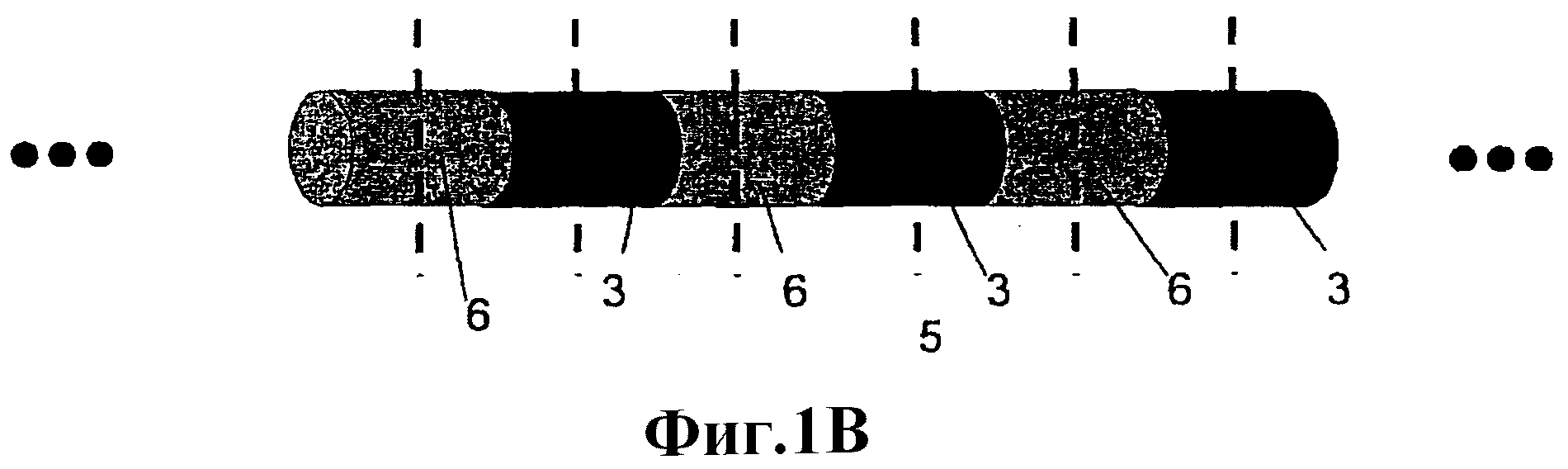
фиг.1b - жгут фильтрующего материала, изготовленный из запечатанного плоского фильтрующего материала, показанного на фиг.1a;
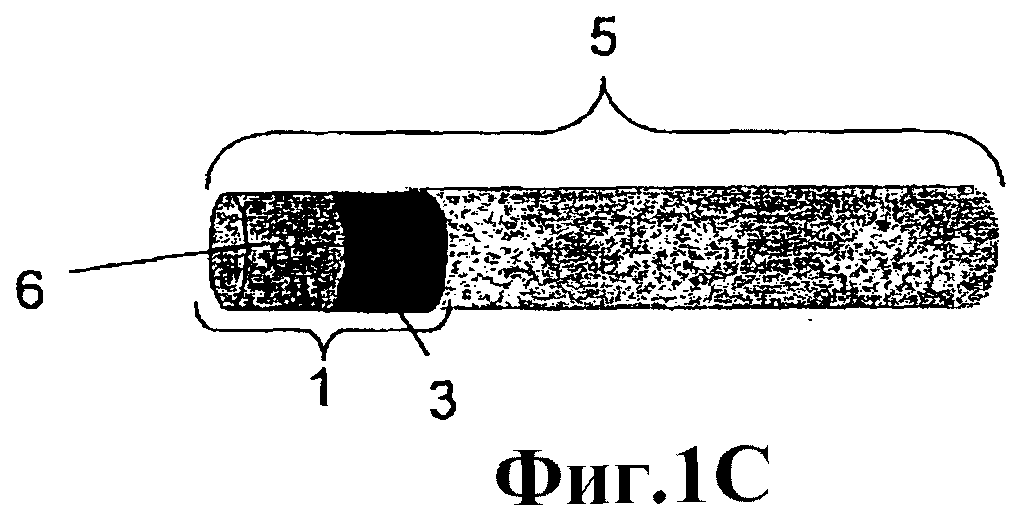
фиг.1c - сигарета с фильтром, изготовленным из жгута фильтрующего материала, показанного на фиг.1b;
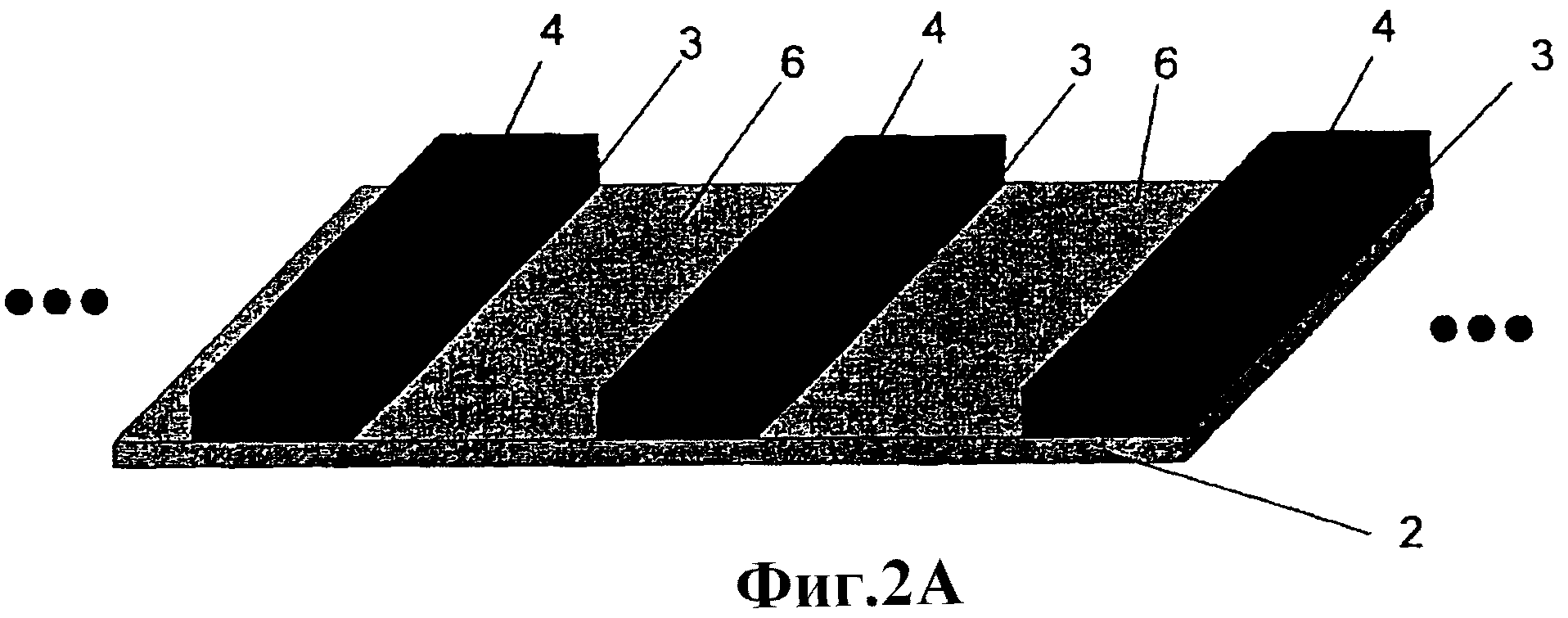
фиг.2a - плоский фильтрующий материал в качестве исходного материала для изготовления жгута фильтрующего материала, на который чередующимся образом посредством печати нанесены две разные добавки;
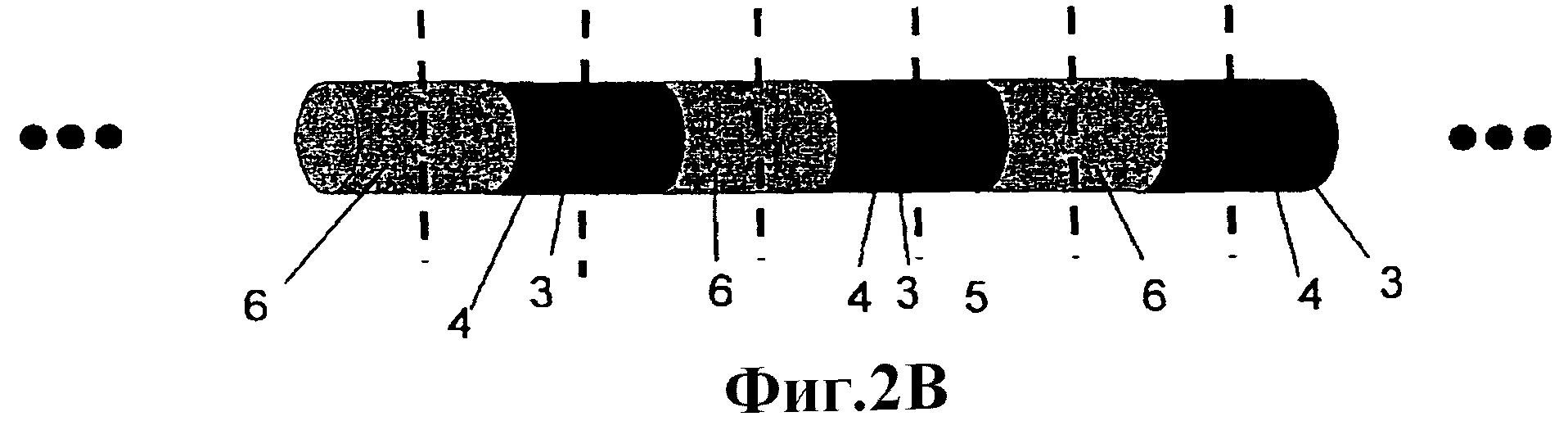
фиг.2b - жгут фильтрующего материала, изготовленный из запечатанного плоского фильтрующего материала, показанного на фиг.2a, причем показаны места, в которых разрезают по длине жгут фильтрующего материала;
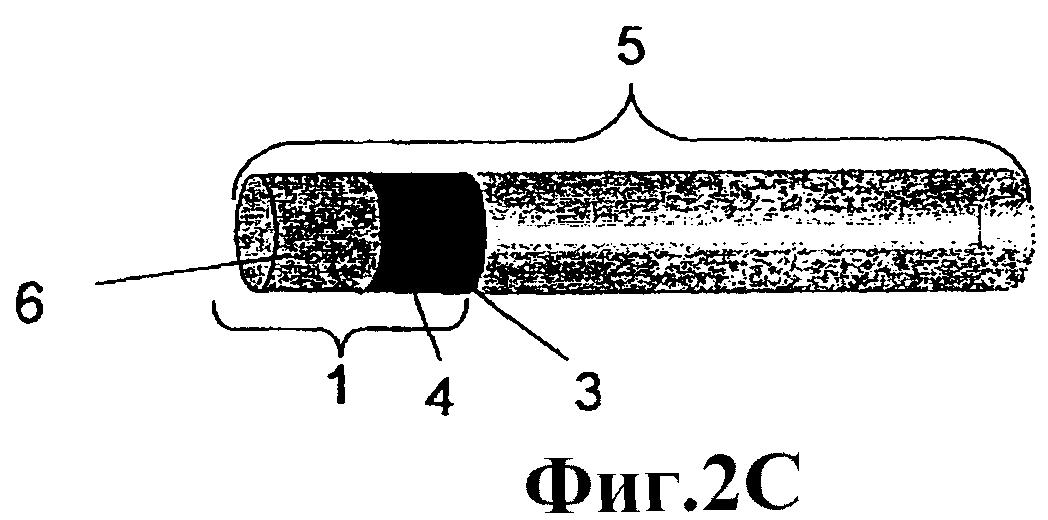
фиг.2c - сигарета с фильтром, изготовленным из жгута фильтрующего материала, показанного на фиг.2b;
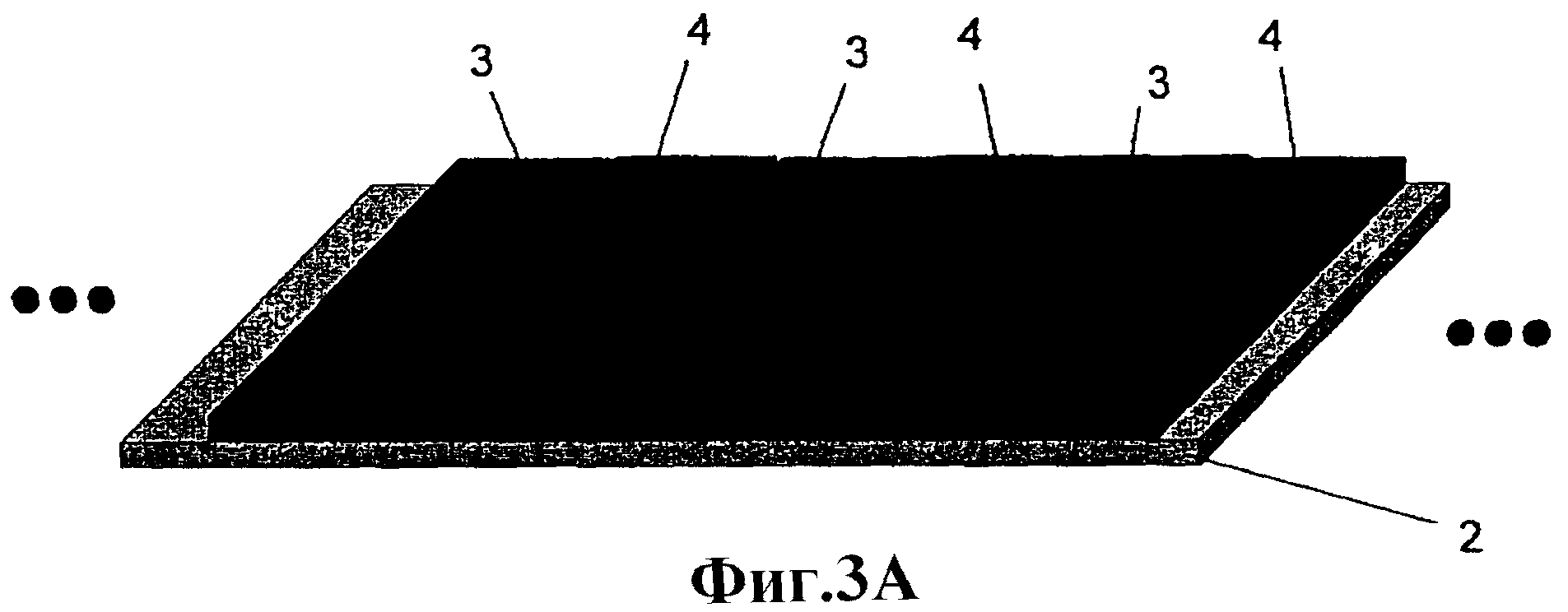
фиг.3a - плоский фильтрующий материал в качестве исходного материала для жгута фильтрующего материала, на который чередующимся образом посредством печати нанесены две разные добавки, причем обе добавки находятся в полосах, расположенных параллельно друг к другу;
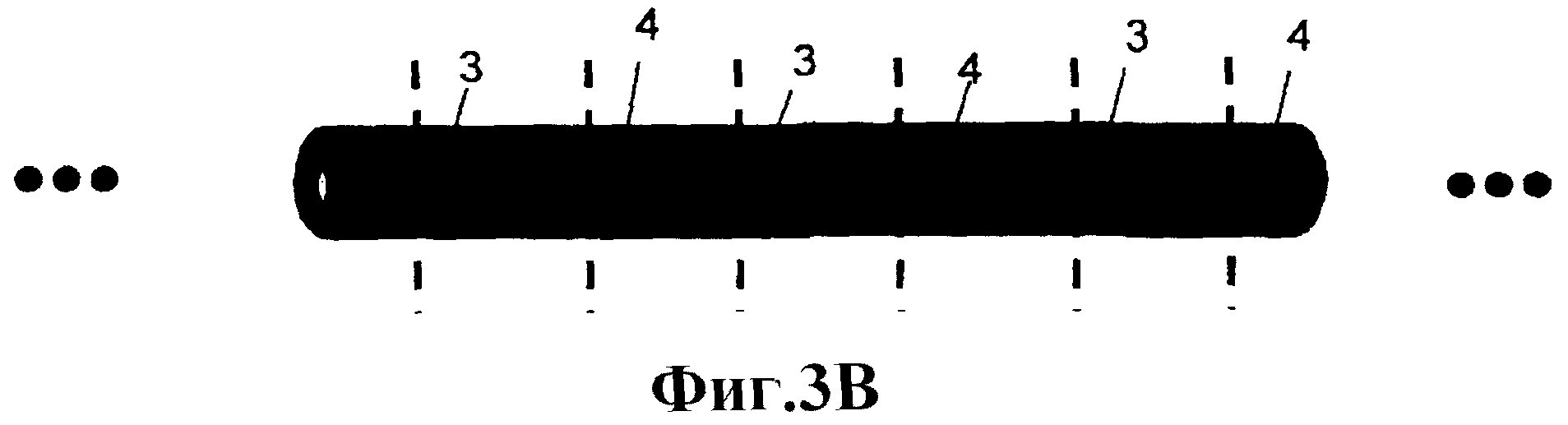
фиг.3b - жгут фильтрующего материала, изготовленный из запечатанного плоского фильтрующего материала, показанного на фиг.3a;
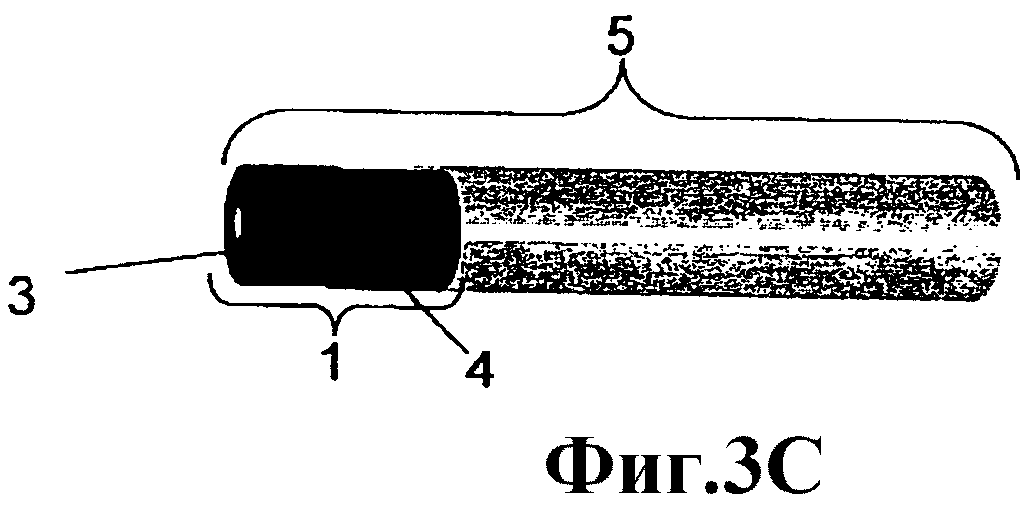
фиг.3c - сигарета с фильтром, изготовленным из жгута фильтрующего материала, показанного на фиг.3b;
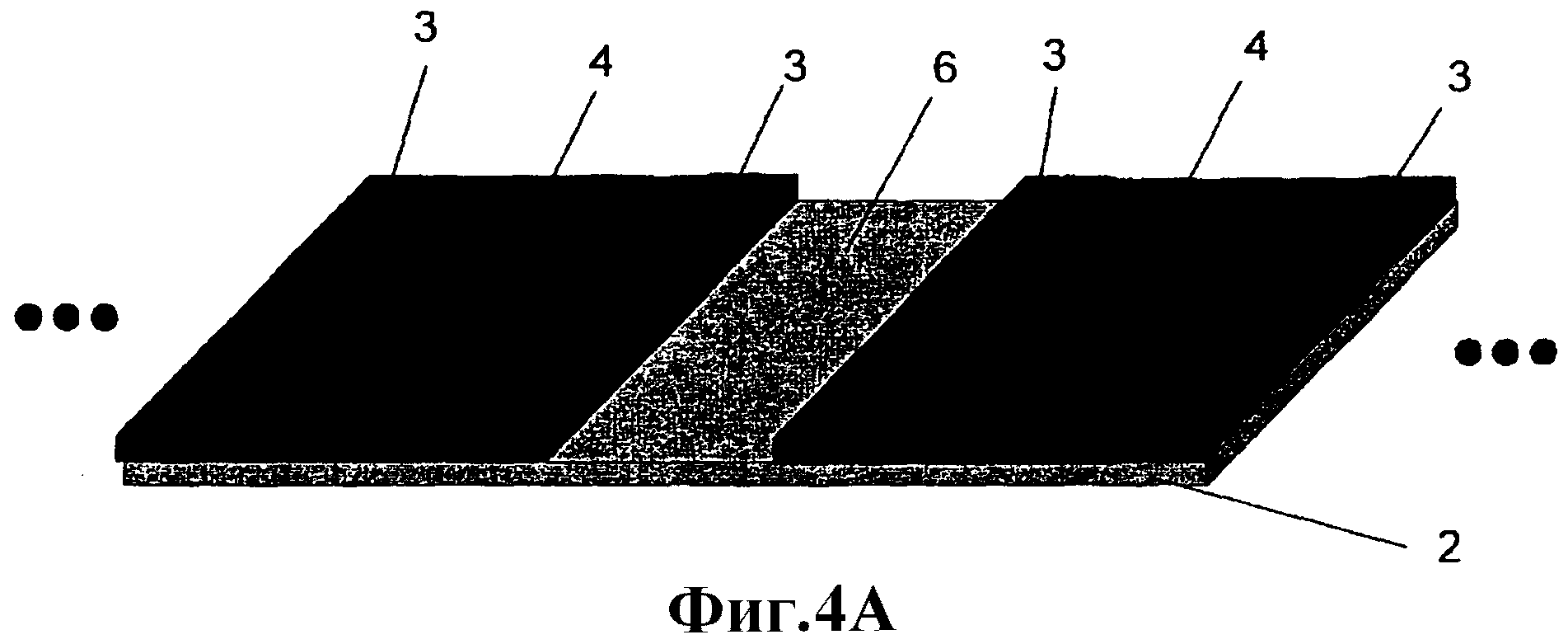
фиг.4a - плоский фильтрующий материал в качестве исходного материала для жгута фильтрующего материала, на который чередующимся образом посредством печати нанесены две разные добавки, причем добавки находятся в полосах различной ширины;
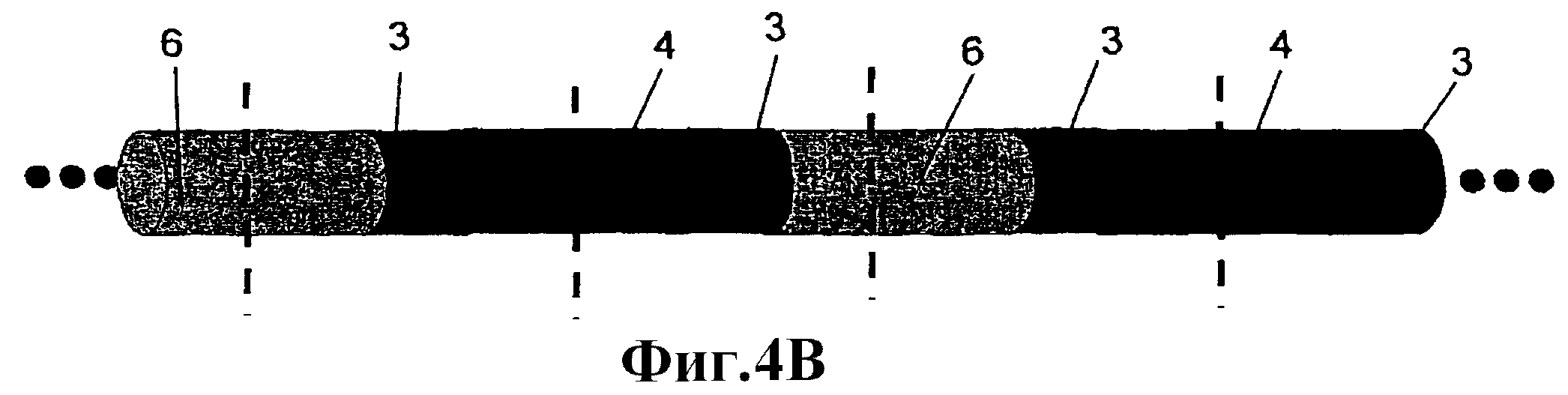
фиг.4b - жгут фильтрующего материала, изготовленный из запечатанного плоского фильтрующего материала, показанного на фиг.4а;
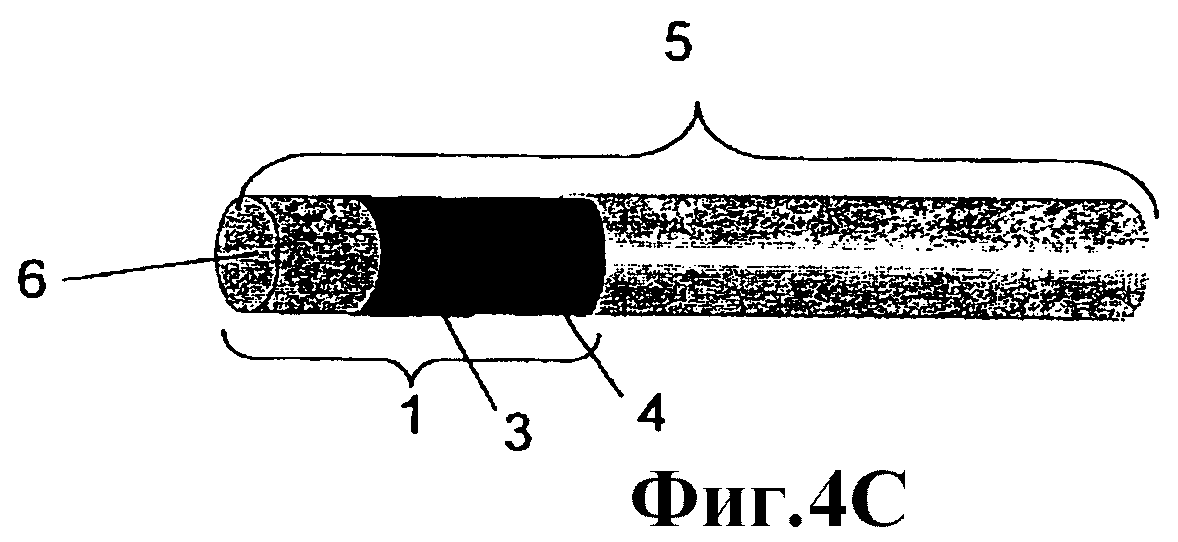
фиг.4с - сигарета с фильтром, изготовленным из жгута фильтрующего материала, показанного на фиг.4b;
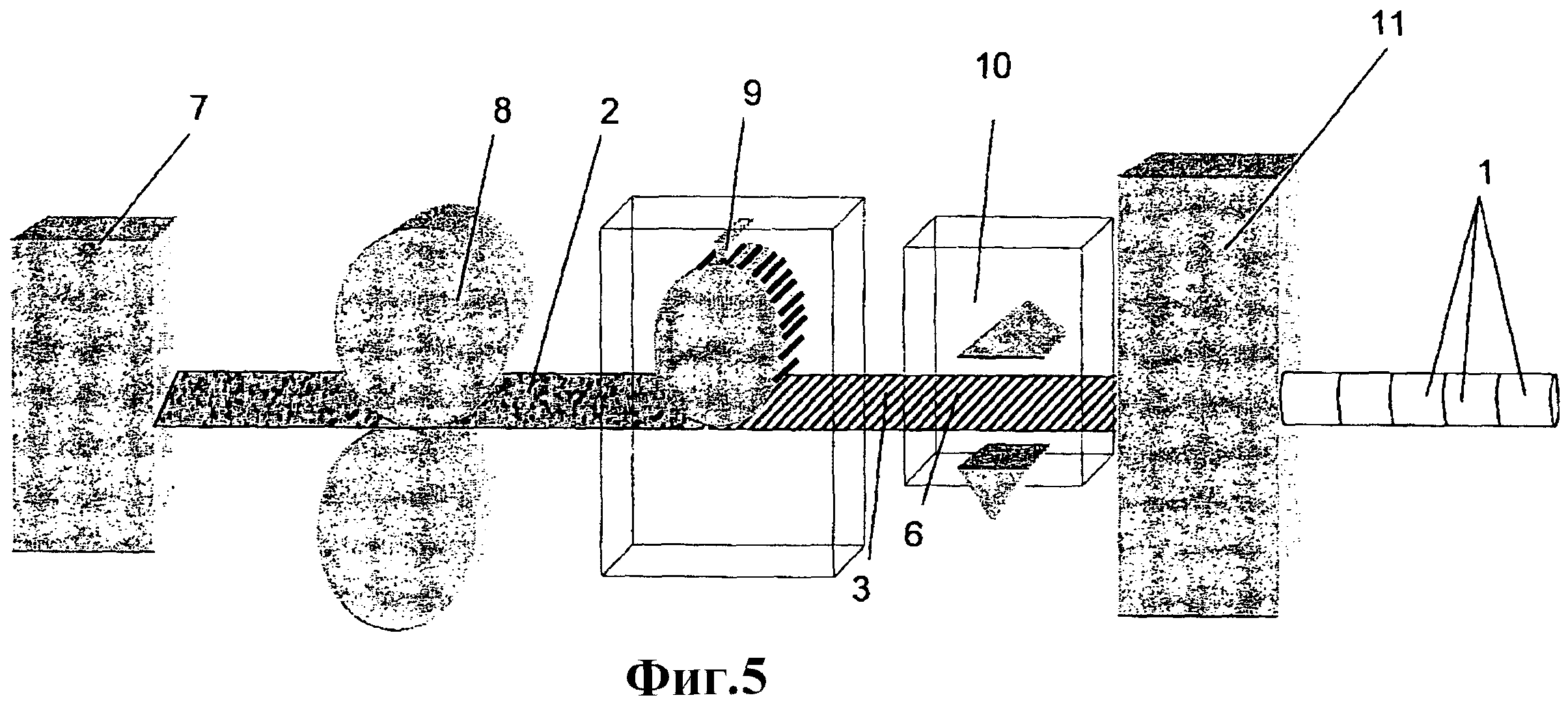
фиг.5 - схематическая конструкция установки для изготовления жгута фильтрующего материала.
На фиг.1а, 1b и 1с представлены на разных стадиях изготовления сигарет предлагаемый исходный продукт, т.е. плоский фильтрующий материал, промежуточный продукт, т.е. жгут фильтрующего материала, и конечный продукт, т.е. сигарета. Пример осуществления, поясняемый фиг.1а, 1b и 1с, относится к фильтру, соответственно, фильтрующему элементу по п.14 формулы изобретения, в котором поверхностный фильтр содержит, по меньшей мере, две зоны, расположенные друг за другом в продольном направлении фильтрующего тела, причем в зоне со стороны табака находится добавка, а в зоне со стороны мундштука добавки отсутствуют.
При изготовлении фильтра такого типа, соответственно, фильтрующего элемента в качестве исходного материала используют плоский фильтрующий материал, как показано на фиг.1а. Такой плоский фильтрующий материал может быть изготовлен, например, из бесконечных гофрированных филаментов, бумаги, волокнистого полотна, ткани, нетканых материалов или подобных плоских изделий. Плоский фильтрующий материал 2 продолжается в продольном направлении в виде бесконечного полотна материала, как подразумевается на фиг.1а. Добавка 3 печатается в виде полос на плоском фильтрующем материале 2, причем отдельные полосы 3 являются, по существу, расположенными параллельно друг другу. Между полосами 3 располагаются, соответственно, незапечатанные полосы 6, ширина которых по существу соответствует ширине полос 3. Таким образом, из этого следует чередующееся расположение запечатанных и незапечатанных областей и также чередующееся расположение полос 3 и 6 с добавкой и без добавок.
В этой связи необходимо указать на то, что размеры, показанные на фиг.1a, в частности толщину и ширину слоев, нанесенных на плоский фильтрующий материал 2, следует понимать как условные. Фактически толщина полосы 3 является более тонкой, чем представлено на фиг.1a. Кроме того, как можно видеть на фиг.1a, добавка находится в области зоны 3 на плоском фильтрующем материале, т.е. на его поверхности. Но добавка может также внедряться в фильтрующий материал 2 или пропитывать фильтрующий материал 2 в виде зон или полос. Также обе зоны не должны обязательно быть, как показано на иллюстрации, одинаковой ширины. Как абсолютная ширина, так и соотношение зон по ширине не ограничиваются критическим образом. Также запечатанная зона не должна обязательно распространяться в поперечном направлении на всю ширину плоского фильтрующего материала.
Данное положение относится также ко всем другим примерам осуществления, приведенным в настоящем описании.
В качестве добавки может использоваться, например, сорбент, содержащий активированный уголь, диоксид кремния или полимерную смолу. Кроме того, в качестве добавки может использоваться также катализатор окисления CO.
Запечатанный плоский фильтрующий материал, показанный на фиг.1a, перерабатывают в машине для формования жгута фильтрующего материала посредством складывания или свертывания известным способом в жгут фильтрующего материала 1a, показанный на фиг.1b. На фиг.1b показан только отрезок жгута фильтрующего материала 1a. Полосы 3 с добавкой, нанесенные посредством печати на плоский фильтрующий материал 2, образуют после переработки фильтрующего материала 2 в жгут фильтрующего материала 1a, показанный на фиг.1b, зоны, расположенные чередующимся образом. Как можно видеть на фиг.1b, разные зоны 3 и 6 располагаются в продольном направлении жгута фильтрующего материала 1a друг за другом, причем зоны 6 без добавок и зоны 3 с добавкой чередуются. Полученный таким образом жгут фильтрующего материала 1a, показанный на фиг.1b, для изготовления фильтров и соответственно фильтрующих элементов разрезают в местах, показанных на фиг.1b. Получаемый при этом фильтр 1, показанный на фиг.1c, содержит зону 6 без добавок, а также зону 3 с добавкой. Фильтр 1, как показано на фиг.1c, используют вместе с сигаретой 5, причем зона 3 с добавкой расположена со стороны табака сигареты, а зона 6 без добавок расположена со стороны мундштука.
Во время курения в зоне 3 с добавкой, например, с активированным углем, находящимся в зоне 3, улавливаются компоненты дыма, образующиеся при курении. Расположенная со стороны мундштука зона 6 без добавок предотвращает при курении выход из фильтра 1 и вдыхание добавки, находящейся в зоне 3. Кроме того, зона 6 без добавок обеспечивает белый цвет торцовой поверхности фильтра 1, требуемый потребителями.
Представленный на фиг.2a, 2b и 2c пример осуществления относится к фильтру, соответственно, фильтрующему элементу по п.1 формулы изобретения. Также и в данном случае разные стадии способа поясняются со ссылкой на исходный, промежуточный и конечный продукты.
На фиг.2а показано, что плоский фильтрующий материал 2 содержит нанесенные посредством печати различные добавки, в частности две разные добавки. При этом добавки расположены на плоском фильтрующем материале 2 таким образом, что они являются по существу пространственно разделенными. Также и в этом примере осуществления показанные размеры, в частности размеры по толщине, следует понимать как условные.
Пространственное разделение добавок достигается в случае примера осуществления, показанного на фиг.2a, вследствие того, что добавки наносят слоями, т.е. расположенными друг над другом зонами 3 и 4.
Зоны 3 и 4, подобно случаю примера осуществления, показанного на фиг.1a, наносят, в частности посредством печати, в виде полос в поперечном направлении относительно продольного направления фильтрующего материала 2. При этом между отдельными расположенными параллельно друг другу полосами предусматриваются зазоры, причем образуемые при этом свободные пространства не запечатываются. Вследствие этого образуется плоский фильтрующий материал 2, который содержит чередующиеся зоны 3 и 4 с добавками и зоны 6 без добавок, которые чередуются в продольном направлении фильтрующего материала и распространяются по существу поперек продольного направления. Добавка, предусматриваемая непосредственно на поверхности фильтрующего материала 2, может также внедряться в фильтрующий материал 2 или пропитывать фильтрующий материал 2 так, что расположенный снаружи слой, соответственно, зона 4 будет находиться в непосредственном контакте с поверхностью фильтрующего материала 2. При этом пространственное разделение обеих зон 3 и 4 возникает вследствие того, что зона 3 располагается внутри фильтрующего материала 2, а зона 4 располагается на поверхности фильтрующего материала 2.
Фильтрующий материал 2, подготовленный таким образом, перерабатывают в жгут фильтрующего материала, показанный на фиг.2b, который, соответствующим образом нарезанный по длине, образует фильтр 1, как показано на фиг.2c.
В итоге фильтр 1, изготовленный таким образом, содержит две пространственно разделенные добавки, которые находятся в расположенных друг над другом в радиальном направлении фильтрующего тела зонах 3 и 4, соответственно, в слоях. При этом радиально расположенная внутренняя зона 3 перекрывается радиально расположенной наружной зоной 4. Зоны 3 и 4 с добавками расположены в сигарете, как показано на фиг.2c, со стороны табака, а зона 6 без добавок расположена со стороны мундштука.
В случае примера осуществления, показанного на фиг.3a, речь идет о плоском фильтрующем материале, который служит исходным материалом для фильтра 1, показанного на фиг.3c. Плоский фильтрующий материал 2, показанный на фиг.3a, снабжают несколькими различными добавками, в частности двумя разными добавками, которые наносят, в частности посредством печати, в виде полос на фильтрующий материал 2 в поперечном направлении относительно его продольного направления. Зоны, образующиеся при этом в виде полос, располагаются параллельно друг к другу и граничат непосредственно друг с другом. В противоположность примеру осуществления, показанному на фиг.2a, 2b и 2c, в случае предлагаемого примера осуществления предусматривается, что пространственное разделение добавок достигается не посредством расположения зон 3 и 4 друг над другом, а посредством их расположения друг за другом.
Фильтрующий материал 2, запечатанный таким образом, затем перерабатывают в жгут фильтрующего материала 1a, как показано на фиг.3b. Жгут фильтрующего материала 1a разрезают на отдельные фильтры 1, как подразумевается на фиг.3b. В этой связи необходимо указать на то, что ширина полос, соответственно, зон 3 и 4 на плоском исходном материале 2 в два раза шире зон 3 и 4 фильтра 1, который получают соответствующим разрезанием по длине жгута фильтрующего материала 1, как показано на фиг.3b.
Таким образом, фильтр 1, показанный на фиг.3c, содержит по существу цилиндрическое фильтрующее тело, в котором содержатся несколько добавок, в частности две разные добавки. При этом добавки находятся в двух зонах 3 и 4, расположенных друг за другом в продольном направлении фильтрующего тела. Добавки, расположенные таким образом, являются, следовательно, по существу пространственно разделенными.
Из фиг.3b и 3c можно видеть, что во внутренней структуре жгута фильтрующего материала 1a, соответственно, фильтра 1 расположен исходный плоский фильтрующий материал 2, который по периметру окружен зонами 3 и 4, расположенными друг за другом вдоль фильтра 1 и соответственно жгута фильтрующего материала 1a.
Следующий пример осуществления фильтра, относящегося к п.1 формулы изобретения, приведен на фиг.4a, 4b и 4c. В данном фильтре комбинируют пространственное разделение двух разных добавок с зоной без добавок.
Для этого на фильтрующий материал 2, показанный на фиг.4a, наносят в виде полос, в частности посредством печати, расположенные смежно зоны 3 и 4 с различными добавками. Зоны 3 и 4 так же, как и в примерах осуществления 1a, 2a и 3a, наносят по существу в поперечном направлении относительно продольного направления фильтрующего материала 2. При этом добавки наносят таким образом, что образуются смежные зоны 3 и 4, разделяемые соответственно зоной 6 без добавок. При этом смежные зоны 3 и 4 содержат зону 4, которая содержит одну из двух добавок и с каждой из боковых сторон которой параллельно зоне 4 предусматривается более узкая зона 3 с другой добавкой. При этом зона 4 с одной из добавок в два раза шире каждой из зон 3 с другой добавкой.
Отрезки смежных зон 3 и 4 чередуются далее с зонами 6 без добавок, как показано на фиг.4a.
Фильтрующий материал 2, обработанный таким образом, затем перерабатывают в жгут фильтрующего материала, как показано на фиг.4b. Для изготовления фильтра 1 жгут фильтрующего материала 1a разрезают согласно фиг.4b в зоне 6 без добавок, а также в более широкой зоне 4 с одной из добавок, причем зона 6 без добавок также в два раза шире зон 3 с другой добавкой. За счет этого изготавливают, особенно эффективным способом, показанный на фиг.4c фильтр 1, состоящий из трех разных пространственно разделенных зон. Такой фильтр 1 содержит расположенную со стороны мундштука зону 6 без добавок, которой предшествует в направлении потока дыма зона 3 с одной из добавок, которой предшествует, также в направлении потока дыма, следующая зона 4 с другой добавкой.
Показанные на фиг.2c, 3c и 4c фильтр, соответственно, расположение зон такого фильтра могут комбинироваться друг с другом. Например, возможно располагать три разные добавки таким образом, что две добавки располагаются на исходном материале в виде полосы слоями друг над другом, при этом третья добавка располагается в следующей полосе параллельно полосе, состоящей из двух слоев. Фильтр, изготовленный из подготовленного таким образом исходного материала, содержит зону с радиально расположенной внутренней частью зоны и радиально расположенной внешней частью зоны. В продольном направлении фильтра перед или после данной зоны с двумя пространственно разделенными добавками располагается другая зона с третьей добавкой. Такой фильтр со стороны мундштука может комбинироваться также с зоной без добавок.
Также возможно выполнять описываемые фильтры в качестве фильтрующих элементов, которые используются с другими фильтрующими элементами в конструкции двойного фильтра или мультифильтра.
Необходимо специально указать на то, что касательно изображений на фиг.4a, 4b и 4c речь идет только об одном из многих вариантов осуществления изобретения, и что не является необходимым условием, чтобы отдельные зоны фильтра имели одинаковую ширину.
Преимущества, соответственно, принцип действия фильтра с двумя пространственно разделенными задерживающими веществами или в общем случае с двумя пространственно разделенными различными добавками реализуются следующим образом.
Различные добавки могут быть выбраны таким образом, что одна из добавок берет на себя функцию защиты другой добавки. Например, зона со стороны табака может быть снабжена активированным углем, а зона, расположенная далее в направлении потока, может быть выполнена в качестве катализатора окисления CO. Следующая зона, расположенная далее в направлении потока, может быть выполнена со стороны мундштука в качестве зоны без добавок. В данном случае активированный уголь задерживает компоненты дыма, которые без такой зоны, включенной в качестве префильтра, отравляли бы катализатор окисления CO. Таким образом, катализатор работает более эффективно. Соответственно это справедливо и тогда, когда добавки расположены не в продольном направлении фильтра 1, а находятся в слоях, расположенных радиально друг над другом.
Фильтр, соответственно, фильтрующие элементы, показанные на фиг.2c, 3c и 4c, делают возможным также комбинирование двух присадок или добавок, которые в случае гомогенной смеси вступали бы друг с другом в нежелательную химическую реакцию, чего, например, следует опасаться в случае нуклеофильных и электрофильных присадок. Благодаря пространственному разделению задерживающих веществ, возможному по настоящему изобретению, сохраняется селективное задерживающее действие каждой из нуклеофильных и электрофильных присадок, так что нуклеофильные присадки селективно задерживают, например, альдегиды, а электрофильные присадки селективно задерживают, например, амины. Благодаря расположенной со стороны мундштука зоне 6 без добавок, которая может быть предусмотрена при необходимости, наряду с соответствующим внешним видом, т.е. наличием белой торцовой поверхности, предотвращается выделение из фильтра добавок и их вдыхание.
Способ изготовления фильтра, показанного на фиг.1, 2, 3 и 4, далее более детально поясняется посредством примеров и производственной установки, схематично показанной на фиг.5.
Пример 1
Лента фильтрующего материала со спецификацией 2,1Y48 (титр волокна 2,33 дтекс; общий титр 53 333 дтекс) была обработана на традиционном двухступенчатом вытяжном устройстве 7, KDF 2 производства фирмы Hauni, Гамбург, и орошены 8%-ным триацетином. После схода с обратного направляющего ролика полотно ленты 2 фильтрующего материала с наименьшей шириной 150 мм пропускают между двумя подогреваемыми валами 8 каландра и каландрируют с эффективным линейным давлением 40 кг/см. Профилированные валы 8 каландра имеют диаметр 230 см, ширина участка с желобками составляет 350 мм с размещением 10 профилированных желобков на 1 см, в то время как другой участок является непрофилированным. Валы нагреваются силиконовым маслом до 150°C. Профиль желобков имеет вид трапеции с шириной основания вверху 0,4 мм и глубиной 0,5 мм.
После выхода из валов каландра 8 полученное таким образом волокнистое полотно 2 проходит через систему 9 разбрызгивания, в которой на бесконечное полотно продукта посредством роторов через запираемую щелевую диафрагму наносится суспензия активированного угля в виде мелкодисперсных капель. При этом диафрагма во время непрерывного прохождения полотна продукта через систему разбрызгивания открывается и закрывается с большой частотой, так что на полотне продукта в продольном направлении образуются чередующиеся зоны 3 и 4 с нанесенной суспензией и зоны 6 без добавок. Выбором частоты закрывания щелевой диафрагмы и скорости подачи полотна продукта можно устанавливать ширину зон 3 и 4 с добавками, а также зон 6 без добавок. В данном примере полотно продукта проходит через систему разбрызгивания со скоростью 10 м/мин, а щелевая диафрагма открывается и закрывается с частотой приблизительно 4 сек-1, причем диафрагма открывается и закрывается через равные промежутки времени. Ширина полос с нанесенным активированным углем, а также ширина полос 6 без добавок, составляет, таким образом, 21 мм каждая.
После выхода из системы 9 разбрызгивания полотно продукта проходит через сушилку 10 с циркуляцией воздуха при 150°C. Сушилка 10 имеет участок сушки длиной 4 м и обеспечивает, таким образом, высыхание суспензии и фиксирование активированного угля на волокнистом полотне 2.
После выхода из сушилки 10 волокнистое полотно 2 с нанесенным активированным углем гофрируют в виде жгута на стандартной машине для формования жгута фильтрующего материала 11, KDF 2 производства фирмы Körber, Гамбург, посредством ввода в питающее сопло, обертывают бумагой и разрезают на фильтр-палочки длиной 126 мм. При этом следует обратить внимание на то, что резку жгута фильтрующего материала осуществляют по середине каждой зоны 3 с нанесенным активированным углем или в середине зоны 6 без добавок. Удельная нагрузка нанесенного активированного угля составляет 5 мг/мм в зонах 3 с нанесенным активированным углем.
Фильтр-палочки разрезают на фильтрующие тампоны длиной 21 мм, которые на половине своей длины содержат активированный уголь, а на другой половине добавка отсутствует. Фильтрующие тампоны 1 со стороны зоны 3 с нанесенным активированным углем стыкуют с табачным штрангом стандартной крепкой сигареты 5.
Пример 2
Соответственно примеру 1 изготавливают жгут фильтрующего материала 1, на который вместо активированного угля наносят в виде зон суспензию катализатора окисления CO. Удельная нагрузка на жгут фильтрующего материала составляет 5 мг/мм в зонах с нанесенным катализатором окисления CO. Жгут фильтрующего материала разрезают на фильтрующие тампоны длиной 21 мм, так что фильтрующие тампоны на половине своей длины содержат катализатор окисления CO, а на другой половине добавка отсутствует. Полученные фильтрующие тампоны со стороны нанесенного катализатора окисления стыкуют с табачным штрангом стандартной крепкой сигареты 5. Примеры 1 и 2 соответствуют схематическим изображениям на фиг.1a, 1b и 1c.
Пример 3
Соответственно примеру 1 бесконечное волокнистое полотно пропускают через две последовательно соединенные системы 9 разбрызгивания. В первой системе 9 разбрызгивания соответственно примеру 1 наносят чередующимся образом суспензию активированного угля в виде полос шириной 21 мм и оставляют непокрытые зоны также шириной 21 мм поперек волокнистого полотна 2. Во второй подключенной системе 9 разбрызгивания наносят водную суспензию катализатора окисления CO на непокрытые ранее зоны полотна продукта.
После сушки бесконечный стержень продукта разрезают соответственно примеру 1 на фильтр-палочки длиной 126 мм таким образом, что разрез проходит по середине каждой из зон с нанесенным активированным углем или катализатором. Фильтр-палочки разрезают на фильтрующие тампоны длиной 21 мм, которые на половине своей длины содержат активированный уголь, а на другой половине содержат катализатор окисления CO. Фильтрующие тампоны 1 со стороны нанесенного активированного угля стыкуют с упомянутым в примере 1 табачным штрангом стандартной крепкой сигареты 5.
Пример 4
Соответственно примеру 1 бесконечное волокнистое полотно 2 пропускают через две последовательно соединенные системы 9 разбрызгивания. В первой системе 9 разбрызгивания соответственно примеру 2 наносят чередующимся образом суспензию катализатора окисления CO в виде полос шириной 21 мм и оставляют непокрытые зоны также шириной 21 мм поперек волокнистого полотна 2. Во второй подключенной системе 9 разбрызгивания наносят водную суспензию активированного угля на непокрытые ранее катализатором окисления CO зоны полотна продукта.
После сушки бесконечный стержень продукта разрезают соответственно примеру 1 на фильтр-палочки длиной 126 мм таким образом, что разрез проходит по середине каждой из зон 3 и 4 с нанесенными добавками или зон 6 без добавок.
Фильтр-палочки разрезают на фильтрующие тампоны длиной 21 мм, которые на половине своей длины содержат катализатор окисления CO и активированный уголь, а на другой половине добавка отсутствует. Фильтрующие тампоны 1 со стороны зон 3 и 4 с нанесенными добавками стыкуют с упомянутым в примере 1 табачным штрангом стандартной крепкой сигареты 5. Данный пример соответствует схематическим изображениям на фиг.2a, 2b и 2c.
Пример 5
Соответственно примеру 3 изготавливают сигаретные фильтры длиной 21 мм, которые на половине своей длины содержат активированный уголь, а на другой половине содержат ментол. Сигаретные фильтры со стороны 3 с нанесенным активированным углем стыкуют с упомянутым в примере 1 табачным штрангом стандартной крепкой сигареты 5. Примеры 3 и 5 соответствуют упрощенным изображениям на фиг.3a, 3b и 3c.
Ссылочные обозначения
1 Фильтр
1a Жгут фильтрующего материала
2 Плоский фильтрующий материал
3 Добавка A
4 Добавка B
5 Сигарета
6 Зона без добавок
7 Вытяжное устройство
8 Валы каландра
9 Система разбрызгивания
10 Сушилка с циркуляцией воздуха
11 Машина для формования фильтрующего жгута
Реферат
Фильтр или фильтрующий элемент содержит, по меньшей мере, две разные добавки. Добавки находятся, по меньшей мере, в двух зонах, расположенных друг за другом в продольном направлении фильтрующего тела, и, по меньшей мере, в двух расположенных в радиальном направлении фильтрующего тела, по меньшей мере, на отдельных участках друг над другом зонах, в частности в слоях. Добавки могут находиться только, по меньшей мере, в двух расположенных в радиальном направлении фильтрующего тела, по меньшей мере, на отдельных участках друг над другом зонах, в частности в слоях. Фильтр или фильтрующий элемент изготовлен из плоского в исходном состоянии материала, в частности из бесконечных гофрированных филаментов, бумаги, волокнистого полотна, ткани, нетканых материалов и тому подобного. Фильтрующее тело содержит, по меньшей мере, две зоны, расположенные друг за другом в продольном направлении фильтрующего тела. Зона со стороны табака содержит добавку, а в зоне со стороны мундштука добавки отсутствуют. В способе изготовления фильтров или фильтрующих элементов фильтрующее тело снабжают, по меньшей мере, двумя разными добавками. Добавки наносят на плоский исходный материал либо в виде полос, расположенных по существу параллельно друг другу, и в виде слоев друг над другом, либо только в виде слоев друг над другом. Объект изобретения делает возможным улучшенное фильтрование продуктов горения. 4 н. и 16 з.п. ф-лы, 13 ил.
Комментарии