Многовалковая клеть (ее варианты) - SU1251987A1
Код документа: SU1251987A1
Чертежи

Описание
1
Изобрс-теине оти сится к i. PpaCujTKt металппп дап.гюнием, а тсчиг-е к миого- иалкояы клетям, и наиболее эффективно может oiiiTb использовано при про- изнодстпе мелкос ортных и трудно:;р(})ор- мируемых заготовок различными способами пласгической деформации, например волочением, процольмой прокаткой, пильгернои прокаткой, где встречаются трудности в расширении сортамента прокатываемых изделий беч замены валков а также регулировании размеров калибра в процессе прокатки для получения более точных разг-теров обрабатываемого изделия, и регулировании калибра в процессе ирокатки для получения изделий :;i pe i : H io г( профиля различных конфигур ши; и р;азмероп.
Цепг, ; я :С1рс гения - расш}1рение без замены налкоз со 1таме; та изделий с повышением их точности.
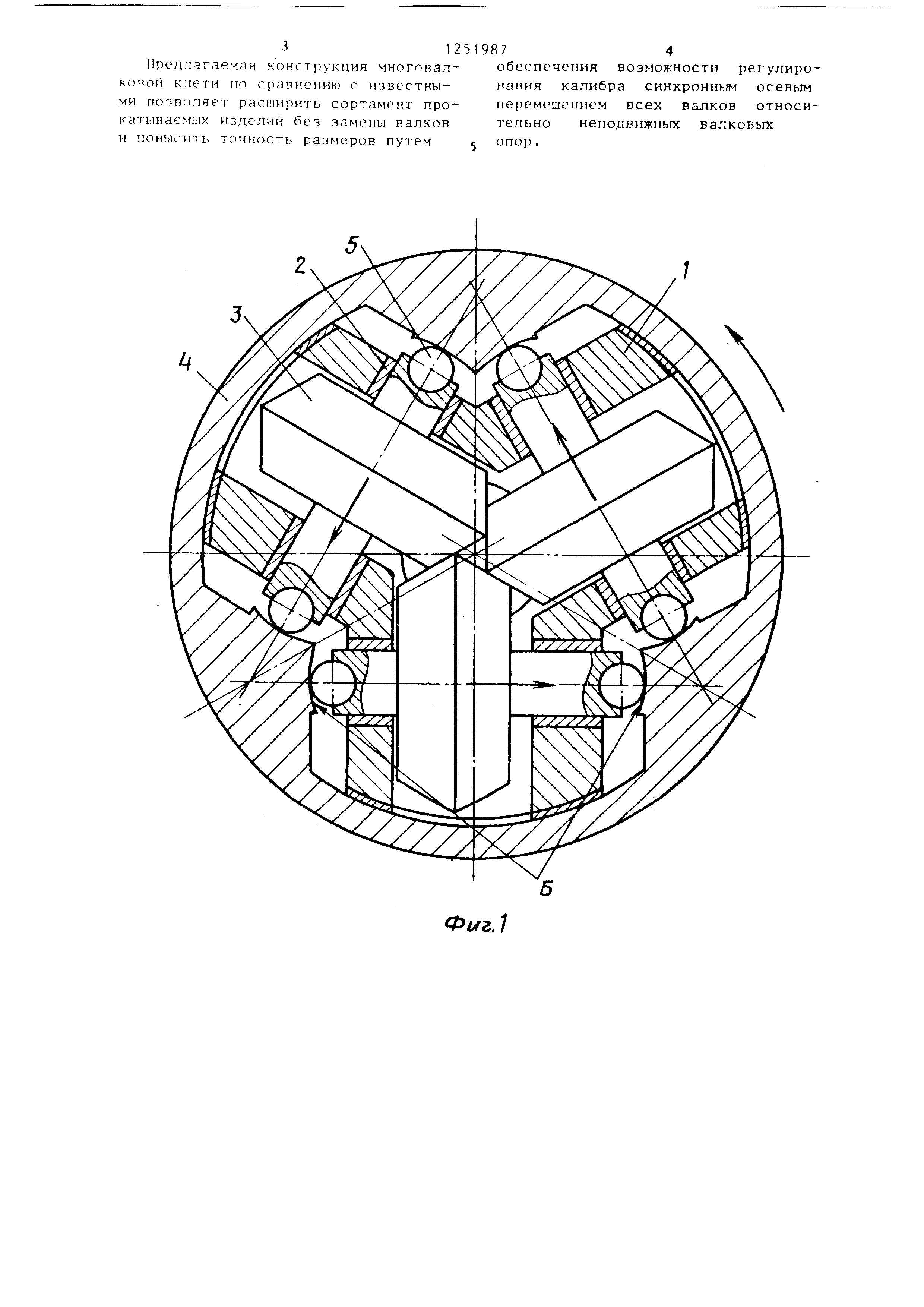
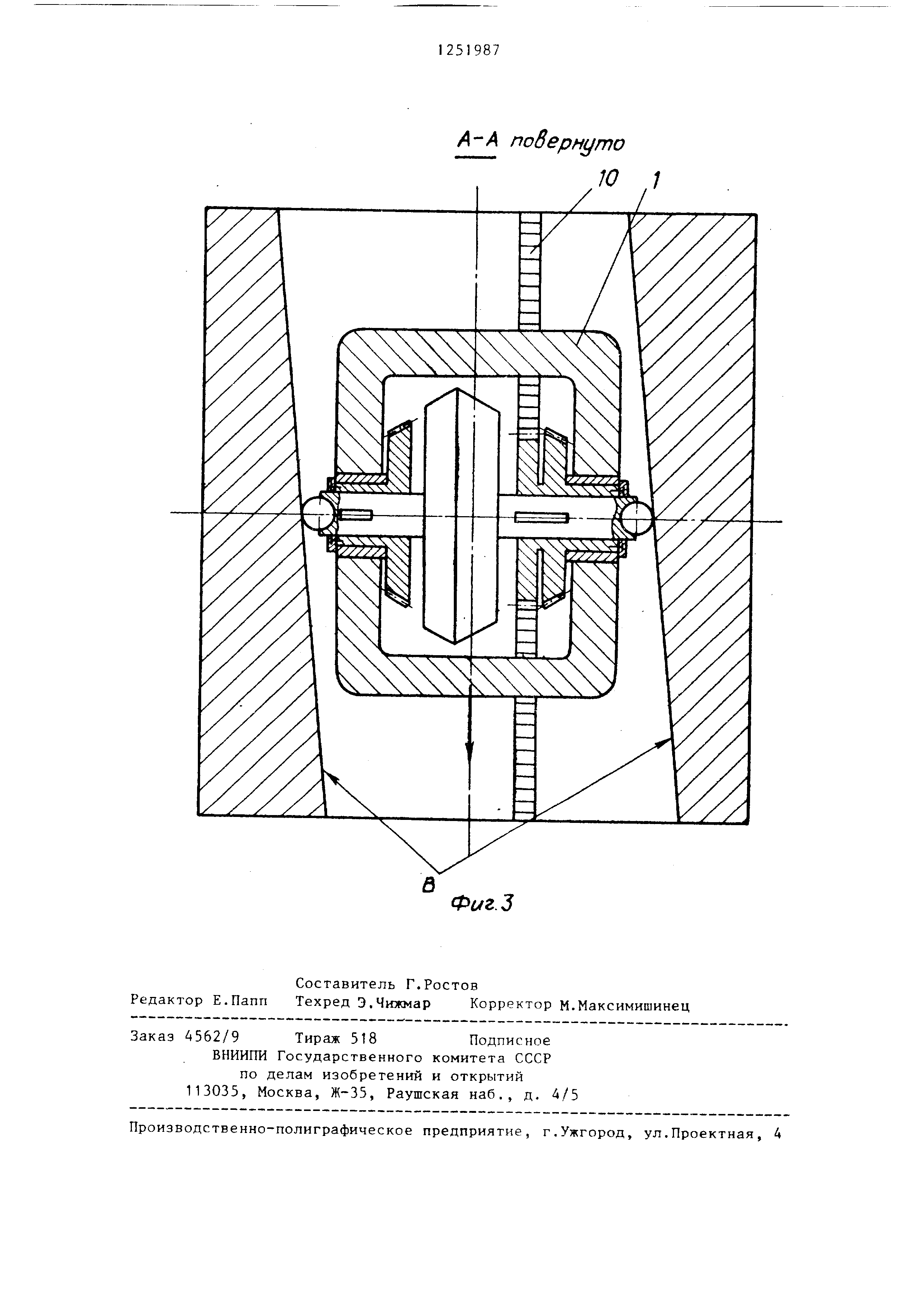
На фиг. 1 изображена многовалковая клеть, гктеречный разрез, первый вариант; на фиг. 2 - то лее, пторой иарпант; на рпг .З - разргз А-А на фиг . 2.
.:о -овалкэяая клеть содержит ста- ни1;у 1 г неполпижными валковг11ми опорами 2, распо.поженныс вокруг оси прокатки палки 1 и общий для всех валков ку.тачок J , имеющий по паре на- правллклпих опорных поверхностей Б и 3 для каждого валка (фиг. 1-3). Валки 3 пыполнен) с осевыми опора- . и 5 в .чидс тел кач сиия, установлон- Н1ЛМИ во взаимодействии с направляющими onopHtiMn поверхностями Б (пер- ный париашО и В (второй вариант) ку:1ачка 4. Станина 1 i-i кулачок 4 рыГ|Олиены с позможностт,ю относительно ПС ре r-jeiue ния .
В мН )ГонЛ.1К11Г1ОЙ к. (первый на- 1)иант, |} И1 . 1) направляющие каждой опорной ь олсрхнссти кулачка 4 выполнены с к 1-:11 :н,1ю-1 имися г осью прокатки под прям1пМ yr.4 :iM. причем станина 1 и кулачок Л } Ь1полнены с возможностью поворота друг относительно друга с осью поворота, совпадающей с осью прокатки.
В многовалковой клети (второй вариант , фиг. 2) врашение валков 3 синхронизировано коническими шестернями 6, посаженными на валах 7 валков 3 с возможностью их осевого перемещения и соединенными с валами шпонками 8. установленн1лми по скользящей посадке в шпоночных пазах шестерни. При этом шестерни 6 зафиксированы
51QR7
от осевого перемещения относителт но
неподвижных валковь.х опор
(аправляюшие опорные поверхности В кулачка - выполнены вдоль кулачка под
углом к оси прокатки, при этом станина и кулачок выполнены с возмож- но-:тью поступательного перемещения друг относительно друга вдоль оси прокатки. На одном из валов валков
имеется шестерня 9, установленная так же, как и синхронизирующие конические шестерни 6, и входяшая в зацепление с зубчатой рейкой 10, уста- нопленной на кулачке 4.
Устройство работает следующим образом.
При настройке Kajm6pa клети, выполненной по первому варианту (фиг.1), на н окнь1й размер кулачок 4 поворачивают относительно неподвижной станины 1. При этом направляющие опорные поверхности Б кулачка 4, воздействуя ва осевые опоры 5 валков, синхронно смещают валки 3 относительно
станины 1 вдоль осей их вращения. Таким образом, осушествляется сведение пли разведение валков, т.е. настройка калибра клети. Перемещая заготовку в калибре принудительно осуществляют редуцирование.
Для получения более точных размеров изделия размеры калибра уточняют, регулируя калибр клети поворотом кулачка 4 в процессе прокатки. Для получения изделий переменного поперечного сечения поворот кулачка 4 осуществляют в процессе прокатки по выбранному закону, изменяя размеры калибра в процессе прокатки. Для получения изделий переменного продольного
и поперечного сечений осуществляют
7:оворот станины 1 относительно неподвижного кулачка 4, изменяя размеры калибра и одновременно поворачивая валки 3 вокруг оси прокатки. В этой клети, принудительно протаскивая заготовку через калибр, образованный холостыми валками, можно получать изделия волочением.
Настройку калибра клети, выполненной по второму варианту (фиг.2 и 3), осу1цествляют перемещением станины 1 относительно неподвижного кулачка 4 вдоль оси прокатки. Периодически перемещая станину 1 относительно неподвиж- ного кулачка 4 вдоль оси прокатки -и периодически задавая заготовку в этой клети, изделия редуцируют периодически обжимающими заготовку валками.
Предлагаемая конструкция многлвал- клети ЦП сравнению с известными позволяет расширить сортамент прокатываемых изделий без замены валков и повысить точность размеров путем
обеспечения возможности регулирования калибра синхронным осевым перемешением всех валков относительно неподвижных валковых опор,

Реферат
1. Многовалковая клеть, включающая станину, размещенные внутри нее на осях в опорах рабочие валки и обойму с кулачками, выполненную с возмож-. ностью перемещения относительно станины , отличающаяся тем, что, с целью расширения без замены валков сортамента изделий с повышением их точности, оси валкоа снабжены торцовыми опорами качения, взаимодействующими с кулачками, при этом обойма и станина установлены с возможностью взаимного поворота относительно оси прокатки, а валки - с возможностью осевого перемещения. 2. Многовалковая клеть, включающая станину, размещенные внутри нее на осях в опорах рабочие валки и обойму с кулачками, выполненную с возмож- ностью перемещения относительно станины , отличающаяся тем, что, с целью расширения без замены валков сортамента изделий с повышением их точности, оси валков снабжены торцовыми опорами качения, взаимодействующими с кулачками, при этом обойма и станина установлены с возможностью взаимного перемещения вдоль оси прокатки , а валки - с возможностью осевого перемещения. (Л
Формула
Комментарии