Клеть для продольной прокатки - SU652986A1
Код документа: SU652986A1
Чертежи

Описание
Изобретение относится к трубопрокатному производству, а точнее к редукционным и калибровочным станам холодного редуцирования и калибрования, например работающим в линиях трубосварочных станов. . Известен прокатно-волочильный редукционный стан для производства труб, который содержит волочильные кольца (волоки ), установленные за станом на салазках . Салазки позволяют волокам совершать возвратно-поступательное движение, необходимое для стана холодной прокатки труб (ХПТ). Волоки размещены в холостых вращающихся обоймах, благодаря чему они могут поворачиваться вместе с прокатываемой трубой 1.
Недостатком такого устройства является то, что волоки размещены за клетью на подвижных салазках, представляющих собой самостоятельный, отдельно стоящий узел. Клеть ХПТ и волока не соединены в единый компактный узел. Это требует дополнительного места для размещения устройства и усложняет настройку стана. Кроме того, волока не имеет возможности самоцентровки по трубе в процессе прокатки, что приводит к несовпадению оси волоки с осью калибра валков клети. Это является основным фактором, вл1 яю1цим на искривление труб. Важным недостатком, особенно при прокатке сварных труб, является неравномерный износ калибра волоки, что сокращает долговечность и ухудщает качество труб. Неравномерный износ калибра возникает в результате того, что механические свойства и, в первую очередь, твердость по периметру электросварной трубы неодинакова.
Известна также клеть редукционного стана , содержащая станину, рабочие валки и проводку 2.
Недостаток этой конструкции клети редукционного стана заключается в. том, что она не позволяет получать трубы высокого
5 качества по наружному диаметру, поскольку калибр клети образован валками, которые имеют зазоры между ребордами, поэтому происходит вдавливание части металла в зазоры и искажение профиля трубы.
Другим недостатком такой конструкции
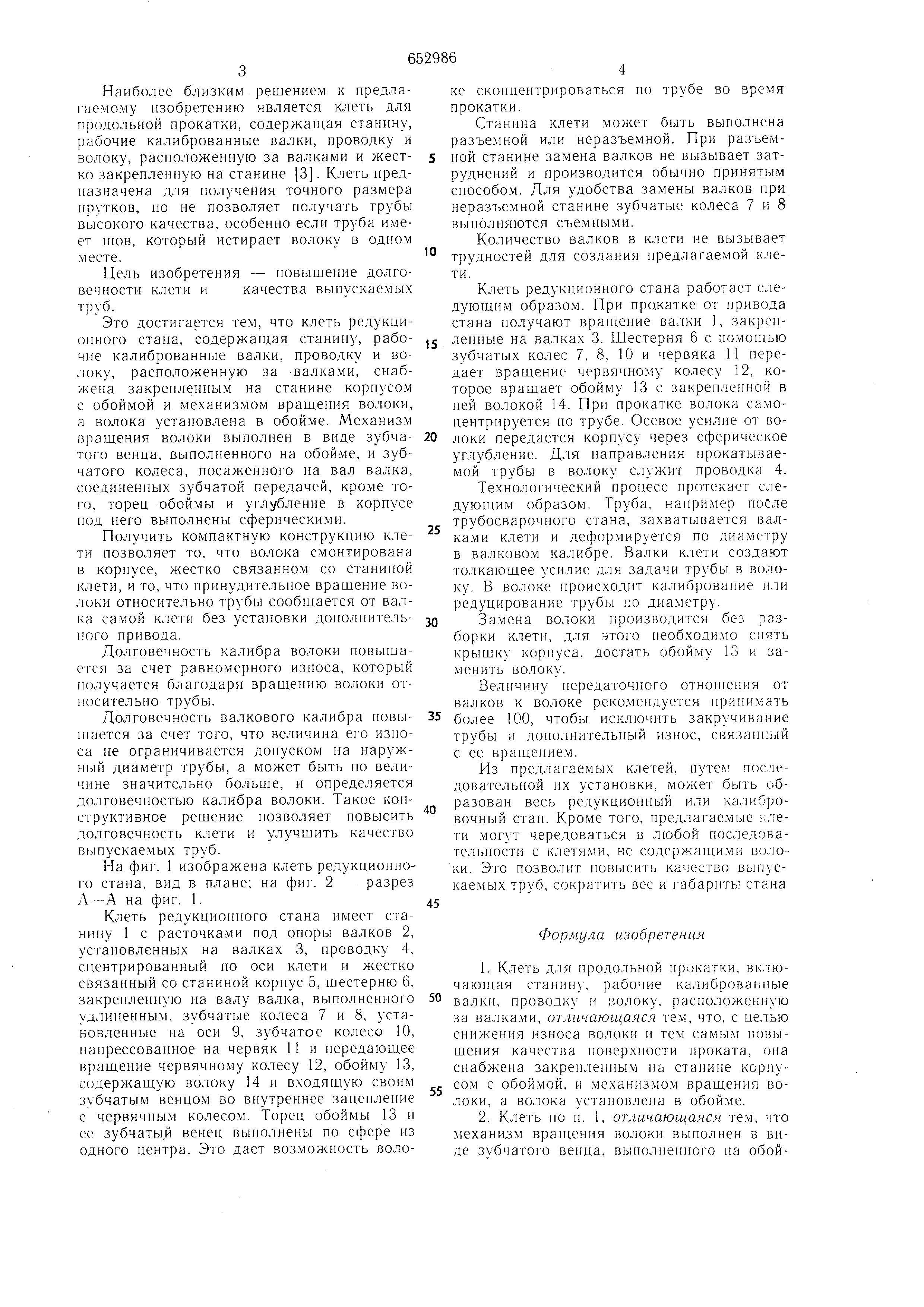
0 является неравномерный износ валкового калибравследствие неравномерной деформации метал,1а по его периметру, что сокращает долговечность калибра клети. Наиболее близким решением к предлагаемому изобретению является клеть для продольной прокатки, содержащая станину, рабочие калиброванные валки, проводку и волоку, расположенную за валками и жестко закрепленную на станине 3. Клеть предназначена для получения точного размера прутков, но не позволяет получать трубы высокого качества, особенно если труба имеет шов, который истирает волоку в одном месте. Цель изобретения - повышение долговечности клети и качества выпускаемых труб. Это достигается тем, что клеть редукционного стана, содержащая станину, рабочие калиброванные валки, проводку и волоку , расположенную за валками, снабжена закрепленным на станине корпусом с обоймой и механизмом вращения волоки, а волока установлена в обойме. Механизм вращения волоки выполнен в виде зубчатого венца, выполненного на обойме, и зубчатого колеса, посаженного на вал валка, соединенных зубчатой передачей, кроме того , торец обоймы и углубление в корпусе под него выполнены сферическими. Получить компактную конструкцию клети позволяет то, что волока смонтирована в корпусе, жестко связанном со станиной клети, и то, что принудительное вращение волоки относительно трубы сообщается от валка са.мой клети без установки дополнительного привода. Долговечность калибра волоки повышается за счет равно.мерного износа, который получается благодаря вращению волоки относительно трубы. Долговечность валкового калибра повышается за счет того, что величина его износа не ограничивается допуском на наружН1 )1Й диаметр трубы, а может быть по величине значительно больше, и определяется долговечностью калибра волоки. Такое конструктивное решение позволяет повысить долговечность клети и улучшить качество выпускаемых труб. На фиг. 1 изображена клеть редукционного стана, вид в плане; на фиг. 2 - разрез А - А на фиг. 1. Клеть редукционного стана имеет станину 1 с расточками под опоры валков 2, установленных на валках 3, проводку 4, сцентрированный по оси клети и жестко связанный со станиной корпус 5, шестерню 6, закрепленную на валу валка, выполненного удлиненным, зубчатые колеса 7 и 8, установленные на оси 9, зубчатое колесо 10, напрессованное на червяк 11 и передающее вращение червячному колесу 12, обойму 13, содержащую волоку 14 и входящую своим зубчатым венцом во внутреннее зацепление с червячным колесом. Торец обоймы 13 и ее зубчаты,й венец выполнены по сфере из одного центра. Это дает возможность волоке сконцентрироваться по трубе во время прокатки. Станина клети может быть выполнена разъемной и;1и неразъемной. При разъемной станине замена валков не вызывает затруднений и производится обычно принятым способом. Для удобства замены валков при неразъемной станине зубчатые колеса 7 и 8 выполняются съемными. Количество валков в клети не вызывает трудностей для создания предлагаемой клети . Клеть редукционного стана работает следующим образом. При прокатке от привода стана получают вращение валки 1, закрепленные на валках 3. Шестерня 6 с помощью зубчатых колес 7, 8, 10 и червяка 11 передает вращение червячному колесу 12, которое вращает обойму 13 с закрепленной в ней волокой 14. При прокатке волока самоцентрируется по трубе. Осевое усилие от волоки передается корпусу через сферическое углубление. Для направления прокатываемой трубы в волоку служит проводка 4. Технологический процесс протекает c;ieдующим образом. Труба, например поСле трубосварочного стана, захватывается валками клети и деформируется по диаметру в валковом калибре. Валки клети создают толкающее усилие для задачи трубы в волоку . В волоке происходит калибрование или редуцирование трубы по диаметру. Замена волоки производится без разборки клети, для этого необходи.мо снять крыщку корпуса, достать обойму 13 и заменить волоку. Величину передаточного отноп епня от валков к волоке рекомендуется принимать более 100, чтобы исключить закручивание трубы и дополнительный износ, связанный с ее вращением. Из предлагаемых клетей, путем последовательной их установки, может быть образован весь редукционный или калибровочный стан. Кроме того, предлагае.мые K.ieти МОГУТ чередоваться в любой последовательности с клетя.ми, не содержащими во.локи . Это позволит повысить качество выпускаемых труб, сократить вес и абариты стана Формула изобретения 1.Клеть для продольной прокатки, вк.лючающая станину, рабочие калиброванные валки, проводку и :юлоку, расположенную за валка.ми, отличающаяся тем, что, с целью снижения износа волоки и тем самым повышения качества поверхности проката, она снабжена закрепленным на станине корпусом с обоймой, и механизмом вращения волоки , а волока установлена в обойме. 2.Клеть по п. 1, отличающаяся тем, что механизм вращения волоки выполнен в виде зубчатого венца, выполненного на обой

Реферат
Формула
Комментарии