Устройство и способ для бокового направления прокатного или литого изделия на транспортировочной линии - RU2612466C2
Код документа: RU2612466C2
Чертежи






Описание
Изобретение относится к устройству для бокового направления прокатного или литого изделия в виде металлической полосы, сляба или подобного на транспортировочной линии, согласно ограничительной части пункта 1 формулы изобретения, и к соответствующему способу, согласно ограничительной части пункта 14 формулы изобретения.
Из уровня техники известны боковые направляющие для прокатных или литых изделий в виде металлической полосы, сляба или подобного, с помощью которых металлическая полоса, соответственно, сляб направляется по сторонам на транспортировочной линии, соответственно, в прокатном стане, и ориентируется относительно ширины транспортировочной линии. Такие боковые направляющие могут иметь роликовые направляющие или параллельные направляющие с лежащими противоположно друг другу направляющими линейками, при этом, однако, с этим связаны концептуальные недостатки.
Из WO 2010/149192 А1 известны способ и устройство для обработки сляба, при этом соответствующая боковая направляющая состоит из множества расположенных противоположно друг другу пар направляющих роликов. Отдельные ролики могут с помощью исполнительных механизмов перемещаться в направлении сляба. За счет этого обеспечивается возможность центрирования сляба в различных местах транспортировочной линии, соответственно, прокатного стана. Соответствующие пары направляющих роликов расположены относительно далеко друг от друга и, в частности, расположены на различных сторонах обрабатывающих устройств.
Пара направляющих роликов, которые известны, например, из WO 2010/149192 A1 или же из JP 6122626 A, имеют тот недостаток, что на сляб не может воздействовать еще заданный поворотный момент, пока в соприкосновении со слябом, соответственно, с головной частью сляба, находится лишь одна пара направляющих роликов. Это приводит к тому, что сляб сдвигается между парой направляющих роликов в направлении ширины прокатного стана, однако, не может быть заданным образом повернута. К слябу может быть приложен поворотный момент лишь тогда, когда следующая по потоку пара направляющих роликов приходит в соприкосновение со слябом. Если пары направляющих роликов расположены на относительно большом расстоянии друг от друга, то сляб при транспортировке между этими обеими парами направляющих роликов еще нельзя целенаправленно поворачивать в прокатном стане. Другими словами, приложение поворотного момента к слябу возможно лишь с запаздыванием, а именно, после того, как головной части сляба захватывается другой парой направляющих роликов. Другим недостатком такого последовательного расположения пар направляющих роликов является то, что головная часть сляба может проходить сбоку между парами направляющих роликов, поскольку сляб в этой зоне не с боковой стороны.
В качестве альтернативы роликовой направляющей известно также ориентирование сляба в прокатном стане с помощью направляющих линеек, показанных, например, в DE 4310547 C2, DE 4129988 C2 или WO 2011/080174 A2. Боковое направление сляба с помощью таких направляющих линеек, которые подводятся к боковым краям сляба, имеет тот недостаток, что силы между направляющими линейками и слябом вызывают при известных условиях большое трение, которое может приводить к прерыванию транспортировки, или соответственно, к «застреванию» сляба. Если сляб приводится в движение исключительно с помощью роликов рольганга и на него не воздействуют другие тянущие силы, например, с помощью привода или прокатной клети, то в процессе бокового направления сляба однако допустимы лишь небольшие трения, с целью предотвращения указанного застревания сляба.
Другой недостаток обычных направляющих линеек состоит в том, что они выполняются, как правило, очень длинными, что отрицательно сказывается на длине установки. В этой связи также является недостатком, что направляющие линейки, показанные, например, в DE 4310547 С2, образуют входную воронку, направляющая длина которая однако не используется, когда головная часть сляба уже прошла через направляющую воронку, и затем входная воронка больше не требуется.
В основу данного изобретения положена задача оптимизации устройства и способа для бокового направления прокатного или литого изделия на транспортировочной линии так, что для прокатного или литого изделия обеспечивается возможность центрирования на транспортировочной линии и целенаправленной ориентации посредством приложения поворотного момента в короткое время и на коротком участке транспортировочной линии, с целью предотвращения столкновения прокатного или литого изделия со следующими в направлении транспортировки компонентами и/или обеспечения транспортировки посредине на транспортировочной линии.
Эта задача решена с помощью устройства с признаками пункта 1 формулы изобретения и с помощью способа с признаками пункта 14 формулы изобретения. Предпочтительные усовершенствованные варианты осуществления изобретения определены в зависимых пунктах формулы изобретения.
Устройство, согласно изобретению, содержит первую и вторую направляющую линейку, при этом эти направляющие линейки расположены противоположно друг другу по обе стороны транспортировочной линии и для перемещения в направлении ширины транспортировочной линии соединены каждая с соответствующим сервоприводом, которые можно приводить в движение перпендикулярно направлению транспортировки прокатного или литого изделия. Первая направляющая линейка и/или вторая направляющая линейка может быть позиционирована, или соответственно, расположена своей соответствующей продольной осью под определенным углом относительно направления транспортировки литого изделия. Дополнительно или в качестве альтернативы, первая направляющая линейка и/или вторая направляющая линейка могут быть расположены относительно друг друга на различном расстоянии относительно середины транспортировочной линии. Кроме того, первая направляющая линейка и/или вторая направляющая линейка имеет по меньшей мере один контактный ролик, который при перемещении направляющей линейки в направлении прокатного или литого изделия можно приводить в контакт с боковым краем прокатного или литого изделия, а именно, с целью направления прокатного или литого изделия и/или обжатия для уменьшения его ширины.
Способ, согласно изобретению, выполняется с помощью соответствующего указанному выше устройству бокового направляющего устройства, которое содержит первую направляющую линейку и вторую направляющую линейку, при этом направляющие линейки расположены противоположно друг другу на обеих сторонах транспортировочной линии и для перемещения в направлении ширины транспортировочной линии соединены соответственно по меньшей мере с одним сервоприводом, который можно приводить в действие перпендикулярно направлению транспортировки литого изделия. Для регистрации фактического положения литого изделия на транспортировочной линии может быть, не обязательно, предусмотрено по меньшей мере одно сенсорное устройство. В зависимости от фактического положения литого изделия на транспортировочной линии, первую направляющую линейку и вторую направляющую линейку переставляют с помощью сервоприводов так, что они независимо друг от друга позиционируются своей соответствующей продольной осью под заданным углом относительно направления транспортировки прокатного или литого изделия. Дополнительно или в качестве альтернативы, направляющие линейки могут быть расположены на различном расстоянии от середины транспортировочной линии.
Изобретение пригодно одинаково как для прокатных изделий, так и для литых изделий. Поэтому в последующем всегда применяется понятие «изделие».
В основу изобретения положена существенная концепция, что для направляющих линеек можно устанавливать заданный угол наклона ее продольной оси относительно направления транспортировки изделия, в частности, в зависимости от соответствующего фактического положения изделия на транспортировочной линии. За счет этого возможна изменяемая конфигурация направляющих линеек относительно друг друга, или соответственно, относительно изделия. Направляющие линейки могут образовывать совместно, например, входную воронку для входа литого изделия или параллельную направляющую, после прохождения передней торцевой стороны литого изделия через расположенные на стороне входа концы направляющих линеек.
Дополнительно или в качестве альтернативы возможно, что направляющие линейки посредством приведения в действие сервоприводов расположены так, что они по сравнению друг с другом имеют различное расстояние относительно середины транспортировочной линии. За счет этого возможно, что изделие проходит зону направляющих линеек асимметрично относительно середины транспортировочной линии.
Целесообразно, угол наклона направляющих линеек можно регулировать также во время транспортировки изделия на транспортировочной линии, т.е. во время прохождения изделия по направляющим линейкам. За счет этого можно прикладывать к изделию поперечную силу, соответственно, поворотный момент. Кроме того, за счет этого обеспечивается боковое направление, которое в одном и том же конструктивном пространстве, которое имеет компактные размеры, образует как входную воронку, так и может служить в качестве параллельной направляющей или в качестве простой роликовой боковой направляющей.
Контактный ролик на направляющей линейке можно применять для обжатия изделия, т.е. для уменьшения ширины. В соответствии с этим, контактные ролики и соответствующий согласованный сервопривод соответствующей направляющей линейки выполнены так, что прикладываются достаточно большие силы к боковой кромке, соответственно, боковому краю изделия, с целью достижения желаемого уменьшения ширины. Целесообразно, для этого предусмотрены лежащие противоположно друг другу контактные ролики на соответствующих направляющих линейках. Это приводит к равномерному и контролируемому уменьшению ширины изделия, при этом установочные силы согласованных сервоприводов предпочтительно проходят в противоположных направлениях и взаимно компенсируются при одинаковой величине.
Установку заданного угла наклона соответствующей направляющей линейки можно осуществлять простым образом тем, что каждая направляющая линейка шарнирно соединена с соответственно двумя сервоприводами, при этом эти шарнирные соединения могут быть предусмотрены на расположенных на стороне входа или на стороне выхода концах направляющих линеек. За счет того, что оба сервопривода для каждой направляющей линейки можно приводить в движение независимо друг от друга перпендикулярно направлению транспортировки изделия, можно устанавливать заданный угол продольной оси соответствующей направляющей линейки относительно направления транспортировки изделия. В качестве альтернативного решения, возможно также предусмотрение для каждой направляющей линейки лишь одного сервопривода, который соединен с направляющей линейкой, например, в ее средней зоне, с помощью шарнирного соединения, при этом это шарнирное соединение снабжено серводвигателем или подобным для поворотного движения направляющей линейки. В качестве альтернативного решения возможно предусмотрение для каждой направляющей линейки двух сервоприводов, предпочтительно на расположенном на стороне входа конце и на расположенном на стороне выхода конце соответствующей направляющей линейки. За счет приведения в действие серводвигателя, соответственно, обоих сервоприводов, можно позиционировать направляющую линейку, как указывалось выше, своей продольной осью относительно направления транспортировки изделия под заданным углом и/или на заданном расстоянии от середины транспортировочной линии.
Установка контактных роликов на направляющих линейках имеет то преимущество, что за счет этого дополнительно уменьшается трение между изделием и направляющими линейками. В предпочтительном усовершенствованном варианте осуществления изобретения контактные ролики можно приводить в действие по отдельности, например, с помощью гидравлического, пневматического или электромеханического привода. За счет этого обеспечивается, что изделие не застревает между направляющими линейками, когда ими прикладывается боковая сила к боковым краям изделия.
Направление изделия между направляющими линейками с малыми потерями на трение может быть дополнительно улучшено за счет того, что контактные ролики установлены на направляющих линейках как на расположенном на стороне входа конце, так и на расположенном на стороне выхода конце. Не обязательно, контактный ролик может быть также расположен на направляющей линейке в ее средней зоне. За счет того, что контактные ролики соединены друг с другом с помощью направляющей линейки, невозможно боковое прохождение изделия его передней торцевой стороной между контактными роликами.
Соединение контактных роликов с помощью направляющей линейки имеет дополнительно то преимущество, что уменьшается, соответственно, исключается опасность неправильного управления контактными роликами, которые установлены на соответствующих расположенных на стороне выхода концах направляющих линеек, из-за механического соединения с помощью направляющей линейки контактных роликов, которые установлены на соответствующих расположенных на стороне входа концах направляющих линеек. Это означает, что передняя кромка может попадать между контактными роликами, при этом контакт с расположенной между ними направляющей линейкой предотвращает зажимание или застревание изделия.
За счет комбинирования роликовой направляющей с линейной направляющей можно выполнять направляющие линейки в их общей длине сравнительно короткими. Длина направляющих линеек может составлять в направлении транспортировки изделия меньше 10 м, предпочтительно меньше 6 м, более предпочтительно меньше 4 м. Такая относительно короткая длина направляющих линеек особенно предпочтительна для обеспечения компактных общих размеров транспортировочной, соответственно, обрабатывающей линии для изделий.
За счет изобретения не только возможно точечное центрирование изделия на транспортировочной линии, но и направление посредине транспортировочной линии за счет приложения поворотного момента. Таким образом, обеспечивается не ограниченное направление изделия на транспортировочной линии при заданном позиционировании. В соответствии с этим, обеспечивается возможность защиты от столкновений с изделием других компонентов, или соответственно, станций обработки, которые расположены в направлении транспортировки по потоку после направляющих линеек.
Ниже приводится более подробное описание примеров выполнения изобретения со ссылками на прилагаемые чертежи, на которых схематично в упрощенном виде изображено:
фиг. 1 – устройство, согласно изобретению, для бокового направления изделия, на виде сверху;
фиг. 2 – другой вариант выполнения устройства, согласно изобретению, на виде сверху;
фиг. 3–7 – различные рабочие состояния устройства, согласно фиг. 1, для бокового направления изделия на транспортировочной линии; и
фиг. 8–10 – изделие, которое лежит на транспортировочной линии в различных положениях, на виде сверху.
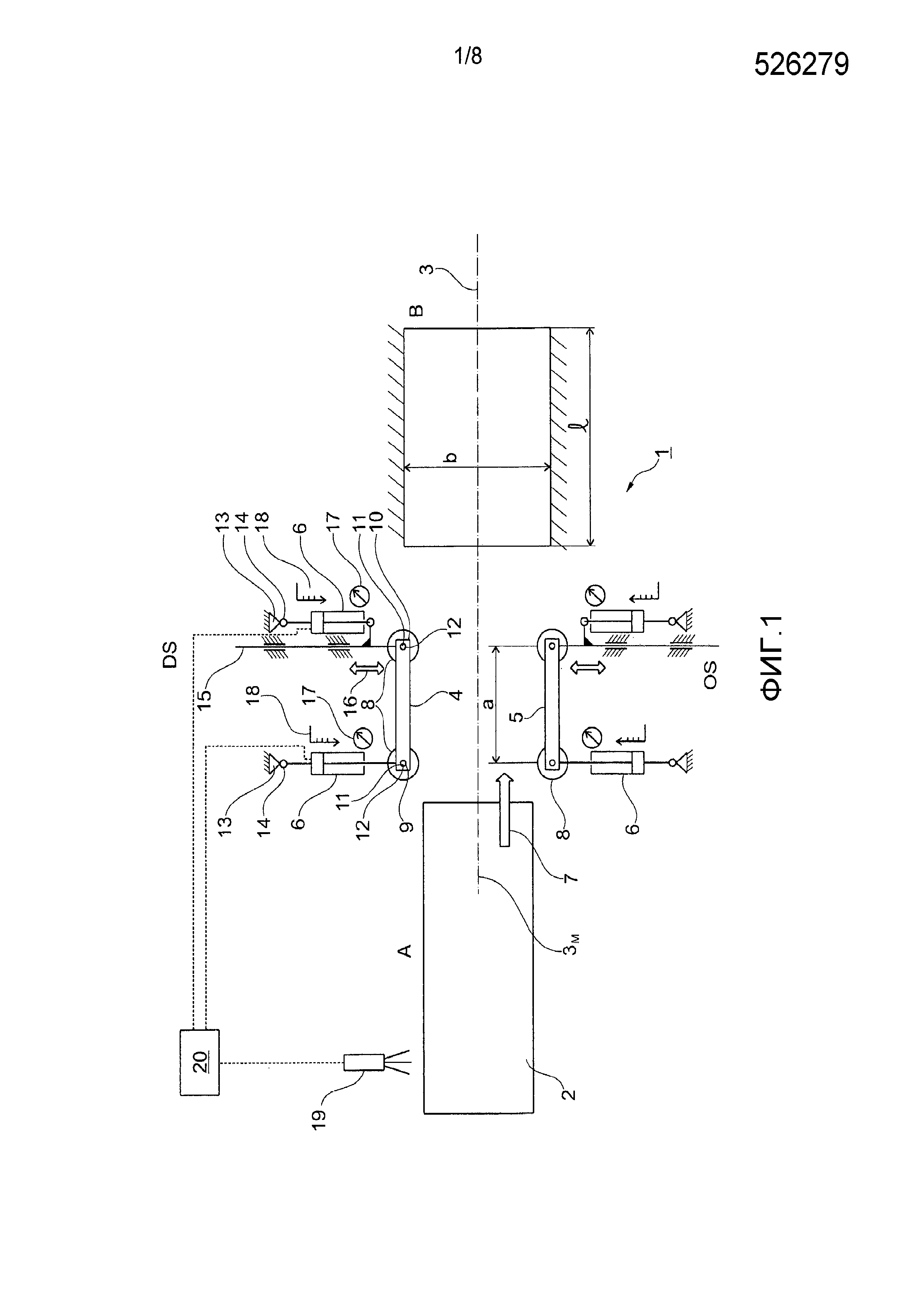
На фиг. 1 схематично упрощенно показано на виде сверху устройство, согласно изобретению, с помощью которого можно направлять по бокам литое изделие 2 на, или соответственно, вдоль транспортировочной линии 3. Транспортировочная линия 3 упрощенно изображена на фиг. 1 в виде штрихпунктирной линии, при этом транспортировочная линия 3 может быть компонентом (рольгангом) прокатного стана. Симметричная середина транспортировочной линии 3 называется в последующем серединой транспортировочной линии и обозначена на фиг. 1 позицией 3M. Литое изделие 2 может быть металлической полосой, слябом или другим прокатным изделием. Без создания за счет этого ограничения, в последующем литое изделие 2 всегда называется слябом.
Устройство 1 содержит первую направляющую линейку 4 и вторую направляющую линейку 5. Направляющие линейки 4, 5 расположены по обе стороны транспортировочной линии 3 и противоположно друг другу. Позициями DS, соответственно, OS обозначены на фиг. 1 приводная сторона, или соответственно, управляющая сторона транспортировочной линии 3. Кроме того, позицией А обозначена входная сторона и позицией В выходная сторона направляющих линеек 4, 5. Это означает, что сляб 2 со стороны А транспортируется между направляющими линейками 4, 5 и снова покидает направляющие линейки 4, 5 в направлении выходной стороны В. В зоне выходной стороны В могут быть предусмотрены другие станции обработки, или соответственно, последующие компоненты транспортировочной линии 3, при этом позицией b обозначена ширина и позицией l длина этих последующих компонентов.
Направляющие линейки 4, 5 соединены с соответствующими сервоприводами 6, которые обеспечивают перемещение направляющих линеек 4, 5 в направлении ширины транспортировочной линии 3. Выполнение этих сервоприводов 6 и их соединение с соответствующей направляющей линейкой 4, 5 может быть одинаковым на обеих сторонах транспортировочной линии 3. Другими словами, устройство 1 выполнено симметричным относительно средней оси 3М транспортировочной линии. В соответствии с этим, далее поясняется лишь выполнение сервоприводов 6 на приводной стороне DS, при этом относится также и к стороне OS обслуживания.
Для расположенной на приводной стороне DS первой направляющей линейки 4 предусмотрены два сервопривода 6, которые можно приводить в действие независимо друг от друга. Сервоприводы 6 могут быть, например, гидравлическими цилиндрами. При различном управлении обоими сервоприводами 6 можно устанавливать заданный угол α (см. фиг. 3), который образует продольная ось 4L направляющей линейки 4 с направлением 7 транспортировки. Другими словами, за счет различного управления обоими сервоприводами 6 можно устанавливать угол наклона направляющей линейки 4 относительно направления 7 транспортировки.
На первой направляющей линейке 4 установлены контактные ролики 8, а именно, на ее расположенном на стороне входа конце 9 и на ее расположенном на стороне выхода конце 10. Оба сервопривода 6 соединены с первой направляющей линейкой 4 через соответствующее шарнирное соединение 11. Сервоприводы 6 расположены так, что их шарнирные соединения 11 с направляющей линейки 4 имеют расстояние а друг относительно друга. При этом шарнирные соединения 11, с помощью которых соответствующие исполнительные штанги сервоприводов 6 шарнирно соединены с первой направляющей линейкой 4, расположены коаксиально соответствующей оси 12 согласованного контактного ролика 8. При этом, например, шарнирное соединение 11 и ось 12 могут быть объединены в один функциональный блок. В любом случае поворотные оси шарнирного соединения 11 и ось 12 совпадают в поясняемом здесь примере выполнения.
Сервоприводы 6 на своей противоположной первой направляющей линейке 4 стороне шарнирно соединены с рамой 13, а именно, через поворотную опору 14, которая образует поворотную опору для соответствующего сервопривода 6.
С учетом шарнирных соединений 11, через которые сервоприводы 6 соединены с первой направляющей линейкой 4, и указанной поворотной опоры 14 на противоположной стороне сервоприводов 6, для определенного позиционирования направляющей линейки 4 имеет значение, что приведение в действие по меньшей мере одного из сервоприводов 6 либо на расположенном на стороне входа конце 9, либо на расположенном на стороне выхода конце 10, преобразуется в движение перпендикулярно направлению 7 транспортировки. В показанном на фиг. 1 варианте выполнения это обеспечивается с помощью направляющей 15 сдвига, которая установлена с возможностью сдвига в перпендикулярном направлении 16 относительно направления 7 транспортировки сляба 2. Сервопривод 6, который воздействует на расположенный на стороне входа конец 10 направляющей линейки 4, соединен с этой направляющей 15 сдвига, а именно, за счет того, что поршневой шток этого сервопривода 6 закреплен подходящим образом на направляющей 15 сдвига.
Направляющая 15 сдвига может быть в простейшем случае выполнена в виде элемента штанги с круглым или угловатым поперечным сечением, который направляется в согласованной с ним кулисе. В качестве альтернативного решения, направляющая является роликом, который установлен в подвижной в раме вставке. Взаимодействие сервопривода 6 с направляющей сдвига на расположенном на стороне выхода конце 10 направляющей линейки 4 может быть образовано так, что исполнительная штанга этого сервопривода 6 соединена с элементом штанги направляющей 15 сдвига, например, с помощью сварки или свинчивания. В соответствии с этим, приведение в действие сервопривода 6 приводит к осевому сдвигу направляющей 15 сдвига в направлении 16 сдвига, т.е. в направлении середины транспортировочной линии 3 или в противоположном направлении, и тем самым к перемещению установленного на расположенном на стороне выхода конце 10 первой направляющей линейки 4 контактного ролика 8 перпендикулярно направлению 7 транспортировки.
В качестве альтернативы указанной направляющей 15 сдвига можно также фиксировать, соответственно, закреплять сервопривод 6, например, на расположенном на стороне выхода конце 10 направляющей линейки 4 в определенном направлении без поворотной опоры на раме 13, при этом продольное направление этого сервопривода 6 предпочтительно ориентировано перпендикулярно направлению 7 транспортировки сляба 2. Исполнительная штанга этого сервопривода 6 в этом случае, как указывалось выше, шарнирно соединена с расположенным на стороне выхода концом 10 направляющей линейки 4 с помощью шарнирного соединения 11. Для данного изобретения указанное неизменное по месту крепление сервопривода 6 на раме 13 следует понимать в качестве направляющей сдвига, которая обеспечивает перемещение соответствующего шарнирного соединения вместе с направляющей линейкой перпендикулярно направлению транспортировки.
Если сервоприводы 6 на расположенном на стороне входа конце 9 и на расположенном на стороне выхода конце 10 первой направляющей линейки 4 приводятся в действие различно, то результирующее из этого наклонное положение сервопривода 6, который в показанном на фиг. 1 варианте выполнения соединен с расположенным на стороне входа 9 концом направляющей линейки 4, может быть компенсировано с помощью шарнирного соединения 11 и поворотной опоры 14.
Управление обоими сервоприводами 6 можно осуществлять с регулировкой силы и/или с регулировкой перемещения. Для этого для каждого сервопривода 6 предусмотрены датчик 17 давления и датчик 18 перемещения.
Положение и форму сляба 2 на транспортировочной линии 3 можно регистрировать с помощью по меньшей мере одного измерительного устройства, соответственно, сенсорного устройства 19, которое соединено с возможностью передачи сигналов с управляющим устройством 20 (на фиг. 1 изображено символически штриховой линией). Такое измерительное устройство может быть выполнено предпочтительно в виде измерителя расстояния или подобного, например, в виде лазерного измерителя расстояния. Положение измерительного устройства 19, показанное на фиг. 1, следует понимать лишь в качестве примера. В отклонение от этого измерительное устройство 19 может быть также расположено посредине между обеими направляющими линейками 4, 5 или же по потоку после направляющих линеек 4, 5 в зоне выходной стороны В. Возможно также предусмотрение нескольких измерительных устройств 19 в различных местах транспортировочной линии 3, которые соединены каждое с управляющим устройством 20. В отношении по меньшей мере одного измерительного устройства 19 подразумевается, что при этом речь идет об опциональном признаке устройства 1.
Сервоприводы 6 управляются подходящим образом управляющим устройством 20, а именно, в зависимости от ширины сляба и/или сигналов от датчика 17 давления и/или датчика 18 перемещения. Для этого сервоприводы 6 соединены с возможностью обмена сигналами с управляющим устройством 20, как показано на фиг. 1 символически с помощью штриховых линий. Если для показанного на фиг. 1 варианта выполнения предусмотрено сенсорное устройство 19, то управление сервоприводами можно осуществлять также в зависимости от измеренного с помощью сенсорного устройства 19 фактического положения и формы сляба 2 на транспортировочной линии 3. В этой связи следует отметить, что в рамках данного изобретения фактическое положение и форма сляба 2 понимаются как относительно ширины транспортировочной линии 3, так и относительно положения вдоль транспортировочной линии 3, т.е. вдоль направления 7 транспортировки. Это приводит к тому, что управление сервоприводами 6 для перемещения направляющих линеек 4, 5 осуществляется в зависимости от измеренного фактического положения и фактической формы сляба 2, с целью установки желаемого заданного положения сляба 2 на транспортировочной линии 3. При достаточной величине сервоприводов прикладываемая к слябу поперечная сила может быть настолько большой, что за счет контакта с направляющими линейками 4, 5, соответственно, с установленными на них контактными роликами 8, сляб 2 сжимается, и тем самым уменьшается ее ширина.
На фиг. 2 показан другой вариант выполнения устройства 1, согласно изобретению. Конструкция этого варианта выполнения аналогична варианту выполнения на фиг. 1, при этом соответствующие конструктивные элементы обозначены одинаковыми позициями. Для упрощения на фиг. 2 не изображены сенсорное устройство 19 и управляющее устройство 20, при этом эти конструктивные элементы могут быть также предусмотрены в варианте выполнения на фиг. 2.
Показанный на фиг. 2 вариант выполнения отличается от показанного на фиг. 1 варианта выполнения тем, что направляющая 15 сдвига шарнирно соединена с первой направляющей линейкой 4 не на ее расположенном стороне выхода конце 10, а со сдвигом дальше влево на фиг. 2 в направлении расположенного на стороне входа конца 9. В соответствии с этим, шарнирное соединение 11 между направляющей 15 сдвига и первой направляющей линейкой 4 расположено не коаксиально оси 12 контактного ролика 8 на расположенном на стороне выхода конце 10 первой направляющей линейки 4, а приблизительно в средней зоне 4M первой направляющей линейки 4. Такое расположение направляющей 15 сдвига в соединении с сервоприводом 6 имеет по сравнению с показанным на фиг. 1 вариантом выполнения преимущество более компактной конструкции. Несмотря на это, для показанного на фиг. 2 варианта выполнения остается неизменным принцип действия, с помощью которого возможно посредством различного управления сервоприводами 6 осуществлять поворот направляющей линейки 4, по сравнению с показанным на фиг. 1 вариантом выполнения, так что для предотвращения повторов делается ссылка на пояснения применительно к фиг. 1.
Другое (не изображенное) выполнение шарнирного соединения сервоприводов с направляющей линейкой может быть осуществлено тем, что оба сервопривода на фиг. 1 меняют местами. Это означает, что направляющая 15 сдвига вместе с согласованным с ней сервоприводом 6 шарнирно соединена с расположенным на стороне входа концом 9 направляющей линейки 4, при этом другой сервопривод шарнирно соединен с расположенным на стороне выхода концом 10 направляющей линейки 4 и через поворотную опору 14 соединен с рамой 13.
Ниже приводится подробное пояснение различных возможных рабочих состояний устройства 1 для выполнения способа, согласно изобретению.
Как пояснялось выше со ссылками на фиг. 1, можно приводить в действие независимо друг от друга четыре сервопривода 6 для обеих направляющих линеек 4, 5. В соответствии с этим, можно перемещать направляющие линейки 4, 5 как в направлении ширины транспортировочной линии 3, так и устанавливать их продольными осями 4L, 5L под определенным углом относительно направления 7 транспортировки. За счет этого с помощью направляющих линеек 4, 5 можно как образовывать воронку для улавливания сляба, так и создавать поворотный момент, который воздействует на сляб для поворота вокруг точки на транспортировочной линии 3. Это подробно поясняется ниже со ссылками на фиг. 3–7 для различных рабочих состояний направляющих линеек 4, 5.
На фиг. 3 схематично показано устройство 1, согласно показанному на фиг. 1 варианту выполнения, на виде сверху. В показанном на фиг. 3 рабочем состоянии расположенные на стороне входа концы 9 направляющих линеек 4, 5 расположены дальше друг от друга, чем расположенные на стороне выхода концы 10. Это приводит к тому, что направляющие линейки 4, 5 позиционированы своими продольными осями 4L, 5L под углом α относительно направления 7 транспортировки. За счет этого с помощью направляющих линеек 4, 5 образуется так называемая входная воронка, которая имеет длину lt воронки. В показанном на фиг. 3 рабочем положении может, например, улавливаться и центрироваться головная часть сляба 2. Установленное угловое положение направляющих линеек 4, 5 их продольными осями 4L, 5L относительно направления 7 транспортировки целесообразно выбирается в зависимости от ширины сляба 2 и ее фактического положения на транспортировочной линии 3.
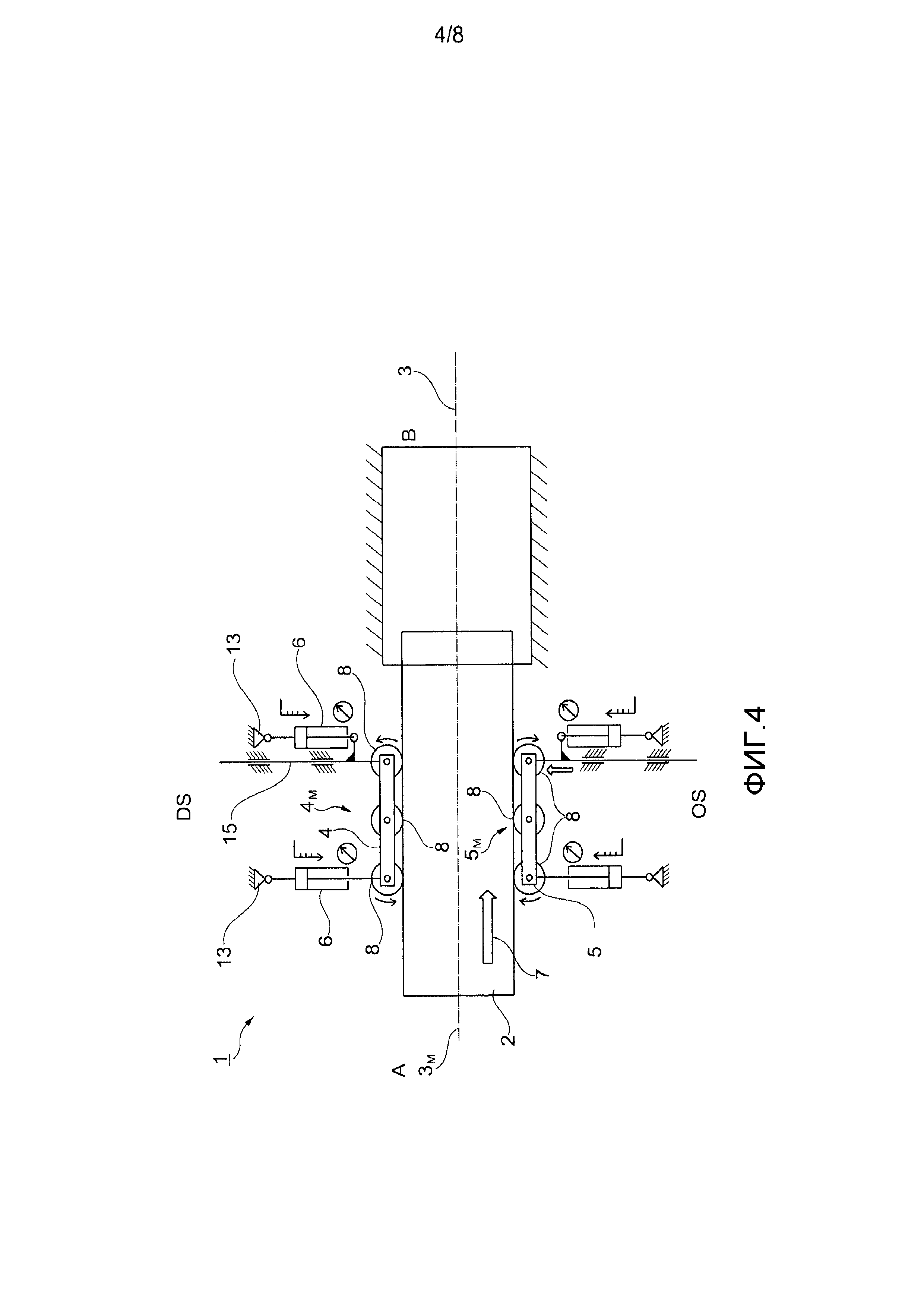
Показанное на фиг. 3 рабочее положение с поясненной входной воронкой предпочтительно выбирается для входа сляба 2, т.е. когда передняя торцевая сторона сляба входит у контактных роликов 8 на расположенных на стороне входа концах 10 направляющих линеек 4, 5. На фиг. 4 показано другое возможное рабочее состояние, которое может быть установлено для направляющих линеек 4, 5, после прохождения передней торцевой стороны также контактных роликов на расположенном на стороне выхода конце направляющих линеек 4, 5. В этом случае сервоприводы 6 приводятся в действие так, что направляющие линейки 4, 5 располагаются параллельно, а именно, как относительно друг друга, так и относительно направления 7 транспортировки. При этом направляющие линейки 4, 5 перемещаются в направлении середины 3М транспортировочной линии настолько, что контактные ролики 8 приходят в контакт с боковым краем сляба 2. Таким образом, сляб 2 может при движении в направлении 7 транспортировки катиться по контактным роликам 8. На фиг. 4 направления вращения контактных роликов 8 показано изогнутыми стрелками.
В качестве альтернативного решения, направляющие линейки 4, 5 можно устанавливать параллельно друг другу, при этом величина раскрыва, т.е. расстояние направляющих линеек 4, 5 друг от друга, выбирается больше ширины сляба 2. За счет этого образуется зазор между контактными роликами 8 и боковыми краями сляба 2.
Другое возможное рабочее состояние устройства 1 показано на виде сверху на фиг. 5. Это рабочее состояние обратно рабочему состоянию на фиг. 3, при этом обе направляющие линейки 4, 5 своими продольными осями 4L, 5L наклонены относительно направления 7 транспортировки так, что они образуют открытую к выходной зоне В воронку. За счет этого рабочего состояния достигается, что сляб 2 после прохождения контактных роликов 8 на расположенном на стороне выхода конце направляющих линеек 4, 5 сразу захватывается и центрируется относительно ширины транспортировочной линии 3. Контактные ролики 8 на расположенном на стороне выхода конце 10 направляющих линеек 4, 5 могут быть затем, после прохождения передней торцевой стороны сляба 2 также этой пары контактных роликов, перемещены для вхождения в контакт с боковыми краями сляба, как это показано на виде сверху на фиг. 6.
Наконец, другое возможное рабочее состояние устройства 1 показано на виде сверху на фиг. 7. При этом направляющие линейки 4, 5 установлены как параллельно друг другу, так и расположены своими соответствующими продольными осями 4L, 5L под одинаковым углом α наклона относительно направления 7 транспортировки. За счет относительного сдвига пар контактных роликов на расположенном на стороне входа конце 9, соответственно, на расположенном на стороне выхода конце 10 направляющих линеек 4, 5, поперек направления 7 транспортировки, к слябу 2 можно прикладывать определенный поворотный момент. Это обеспечивает возможность поворота сляба 2 во время прохождения, соответственно, транспортировки сляба 2 вдоль транспортировочной линии 3, при постоянном роликовом контакте всех контактных роликов 8 с боковыми краями сляба 2. Направления вращения контактных роликов 8 показано на фиг. 8 снова с помощью изогнутых стрелок. Таким образом, может быть установлено определенное положение и определенное среднее положение вершины сляба, так что обеспечивается прохождение посредине в средстве последующего компонента транспортировочной линии по потоку после устройства 1. Достаточное боковое расстояние сляба 2 от компонента, следующего по потоку после устройства 1 показано на фиг. 7 упрощенно в виде участков х по обе стороны сляба 2. Наклонное положение сляба 2 на транспортировочной линии 3 обозначено углом β, который заключен между продольной осью 2L сляба 2 и направлением 7 транспортировки.
Относительно фиг. 7 следует отметить, что в соответствии с (не изображенным) рабочим состоянием возможно также, что направляющие линейки 4, 5 вместе с установленными на них контактными роликами 8 могут быть перестановлены различно далеко относительно друг друга на приводной стороне DS, соответственно, на стороне OS обслуживания относительно середины 3М транспортировочной линии. Это означает, что направляющие линейки имеют различное расстояние от середины 3М транспортировочной линии. В соответствии с этим, сляб 2 проходит зону направляющих линеек асимметрично.
Во всех рабочих состояниях, согласно фиг. 3–7, направляющие линейки 4, 5, после прохождения передней торцевой стороны, соответственно, вершины сляба 2 также контактных роликов 8 на расположенном на стороне выхода конце 10 направляющих линеек 4, 5, перемещаются в направлении середины 3М транспортировочной линии, так что все контактные ролики 8 приходят в контакт с боковыми сторонами сляба 2. Если при этом приводная сила от (не изображенных) роликов рольганга не достаточна для транспортировки сляба 2, то установленные на направляющих линейках 4, 5 контактные ролики 8 могут иметь отдельный привод, с целью приложения к слябу 2 дополнительной приводной силы и предотвращения тем самым застревания сляба 2 на транспортировочной линии 3.
Относительно всех указанных выше вариантов выполнения изобретения следует понимать, что с помощью направляющих линеек можно подходящим образом направлять сляб 2 с различными формами и/или положениями. На фиг. 8–10 показаны различные положения, соответственно, формы сляба 2, а именно, в наклонном положении на транспортировочной линии 3, в котором продольная ось 2L сляба 2 образует с направлением 7 транспортировки угол β (см. фиг. 8), с эксцентриситетом е вокруг средней оси 2М сляба 2 на расстоянии от середины 3М транспортировочной линии (см. фиг. 9), и в форме так называемой серповидности полосы (см. фиг. 10), при которой передний конец сляба 2 имеет высоту s хорды относительно основной поверхности сляба 2.
Направляющие линейки 4, 5 устанавливаются подходящим образом не только для торцевой стороны, соответственно, головной части сляба 2, но могут быть также различно позиционированы по всей длине сляба в зависимости от формы и положения сляба.
На фиг. 4 показан в качестве примера другой возможный вариант выполнения, в соответствии с которым на обеих направляющих линейках 4, 5 в соответствующей средней зоне 4М, 5М установлен другой контактный ролик 8. Таким образом, на обеих направляющих линейках 4, 5 предусмотрено в целом по три контактных ролика 8. Средние контактные ролики 8 улучшают направляющие свойства направляющих линеек 4, 5 и предотвращают зажимание сляба 2, если головная часть сляба косо упирается в среднюю зону направляющих линеек 4, 5. Дополнительно к этому, за счет средних контактных роликов 8 улучшается уменьшение ширины сляба 2, т.е. выполняется более равномерно, если направляющие линейки с соответствующей большой силой прижимаются к слябу 2.
Относительно всех поясненных со ссылками на чертежи вариантах выполнения следует понимать, что по меньшей мере на одной направляющей линейке 4, 5 может быть предусмотрено по меньшей мере три контактных ролика 8 в соответствии с фиг. 4. Кроме того, в качестве альтернативного решения возможно, что по меньшей мере на одной направляющей линейке 4, 5 установлены два контактных ролика 8, а именно, как в средней зоне 4М, 5М (см. фиг. 4), так и на ее расположенном на стороне входа конце 9.
С учетом сигналов датчиков 17 давления можно при установке направляющих линеек 4, 5 у сляба 2, когда контактные ролики 8 входят в контакт с боковыми краями сляба 2, управлять сервоприводами 6 относительно силы так, что сила, с которой контактные ролики 8 прижимаются к боковым краям сляба 2, не превышают заданное пороговое значение. Таким образом, эффективно предотвращается повреждение сляба 2. Такое управление сервоприводами 6 осуществляется в случае, когда не желательно сжимание, соответственно, уменьшение ширины сляба 2.
С учетом сигналов датчиков 16 перемещения можно с помощью управляющего устройства 20 определять соответствующие положения обеих направляющих линеек 4, 5, соответственно, установленных на них контактных роликов относительно середины 3М транспортировочной линии. В управляющем устройстве 20 в памяти находятся заданные пороговые значения расстояний, соответственно, положений, нижние границы которых контактные ролики относительно бокового края транспортировочной линии 3 не должны переходить. Если в управляющем устройстве 20 распознается, что эти заданные пороговые значения нарушаются, т.е. если контактные ролики 8 направляющей линейки расположены слишком близко к краевой зоне транспортировочной линии 3, то с помощью подходящего управления сервоприводами 6 соответствующая направляющая линейка перемещается назад в направлении середины 3М транспортировочной линии, с целью направления сляба 2 снова на оптимальную траекторию и/или в определенном направлении, с целью обеспечения по потоку после устройства 1 исключающего столкновения среднего положения сляба 2 на транспортировочной линии 3. Такое регулирование перемещения приводит к тому, что сляб 2 направляется по траектории, которая относительно времени и пространства выбрана так, что расположенные по потоку после устройства 1 последующие компоненты транспортировочной линии 3 не приходят в соприкосновение, соответственно, не повреждаются.
Если устройство 1 снабжено показанным на фиг. 1 измерительным, соответственно, сенсорным устройством 19, которое контролирует входную зону А, в частности, по потоку перед устройством 1, то можно своевременно распознавать как положение сляба 2, так и ее форму на транспортировочной линии 3, перед достижением слябом 2 направляющих линеек 4, 5. В зависимости от определяемых с помощью сенсорного устройства 19 фактического положения и фактической формы сляба 2 на транспортировочной линии 3, в частности, при наличии не запланированного эксцентриситета е (см. фиг. 9), направляющие линейки 4, 5, как показано на фиг. 3, могут образовывать воронку, с целью улавливания передней торцевой стороны сляба 2. Соответствующие углы α, которые устанавливаются для обеих направляющих линеек 4, 5, получаются из соответствующего фактического положения сляба 2 на транспортировочной линии 3.
В усовершенствованном варианте осуществления изобретения можно также определять положение сляба 2 позади устройства 1, т.е. по потоку после него. Это можно осуществлять посредством непрерывного контролирования положения управляемых по силе направляющих линеек 4, 5, соответственно, установленных на них контактных роликов 8, с целью определения дальнейшей транспортировки сляба 2 после устройства 1. Из измеренных в различные моменты времени значений можно определять положение сляба 2 на заданной длине l и ширине b (см. фиг. 1) по потоку после устройства 1. Таким образом, можно предотвращать столкновения с примыкающими и последующими конструктивными компонентами, например, ножницами, индукционным нагревателем или подобным, посредством соответствующего направления сляба 2 или остановки при угрозе столкновения.
Другая предпочтительная возможность контролирования траектории сляба 2 на транспортировочной линии 3 возможна с помощью дополнительных измерительных инструментов, например, измерителя расстояния, предпочтительно на основании лазерной техники, или камер (оптических и/или тепловых камер), с помощью которых можно определять кромки сляба по длине сляба относительно базовой плоскости или относительно исходной точки. Эти измерительные инструменты могут быть соединены с возможностью передачи сигналов, так же как сенсорное устройство 19, с управляющим устройством 20. За счет этого можно определять местоположение всей сляба 2 и с помощью направляющих линеек 4, 5 направлять по подходящей заданной траектории по транспортировочной линии 3 и без столкновений с помощью боковых ограничений.
Реферат
Изобретение относится к области транспортировки изделий в виде полосы или сляба (2) на транспортировочной линии (3). Устройство (1) содержит первую направляющую линейку (4) и вторую направляющую линейку (5), при этом направляющие линейки (4, 5) расположены противоположно друг другу по обе стороны транспортировочной линии (3) и для перемещения в направлении ширины транспортировочной линии (3) соединены каждая с соответствующим по меньшей мере одним сервоприводом (6), которые предназначены для приведения в движение перпендикулярно направлению (7) транспортировки изделия (2). Улучшение условий ориентации и центрирования изделий на транспортировочной линии обеспечивается за счет того, что первая направляющая линейка (4) и/или вторая направляющая линейка (5) могут быть позиционированы своей соответствующей продольной осью (4, 5) под определенным углом (α) относительно направления (7) транспортировки сляба (1), при этом первая и/или вторая направляющая линейка (4, 5) имеет два контактных ролика (8), которые предназначены для приведения в контакт с боковым участком изделия (2). 2 н. и 23 з.п. ф-лы, 10 ил.
Комментарии