Устройство для обжатия полосы на ребро - RU2135311C1
Код документа: RU2135311C1
Чертежи

Описание
Изобретение относится к прокатному производству, а именно к обработке боковых кромок полосы при производстве тонколистового холоднокатаного проката.
Наиболее близким к предлагаемому техническому решению по технической сущности и достигаемому результату является "Устройство для обжатия полосы на ребро" по патенту Российской Федерации N 2055658 B 21 B 13/06; 31/16. Из описания патента следует, что устройство для обжатия полосы на ребро содержит транспортное средство с рамой, на которой в сферических шарнирах установлены два рычага с закрепленными на их концах профилирующими роликами и средство сведения-разведения роликов относительно полосы, выполненное в виде пружины сжатия и резьбового ограничителя.
Недостатком известного технического решения является низкое качество обработки кромки полосы профилирующими роликами, а также многократное реверсивное перемещение полосы через устройство для достижения необходимого качества обработки кромки. Это вытекает их того, что при вертикальных колебаниях полосы постоянно изменяется угол наклона рычагов с закрепленными на них профилирующими роликами к поверхности полосы.
А так как в известном техническом решении отсутствует возможность согласования угла наклона плоскости профилирующей канавки ролика и кромки полосы относительно друг друга, следовательно и профилирующая канавка также постоянно изменяет угол наклона к обрабатываемой кромке полосы, меняя условия процесса ее обработки. Что приводит к искажению кромки, "закусыванию" ее профилирующими канавками роликов и в конечном итоге к нестабильности процесса обжатия полосы на ребро и низкому качеству обработки кромки.
Кроме того, для транспортирования полосы через устройство каждая ее кромка взаимодействует только с одним профилирующим роликом и обработка кромок полосы производится также один раз, чего не достаточно для их качественной обработки. Поэтому полосу необходимо несколько раз реверсивно перемещать через упомянутое устройство. Задача, на решение которой направлено техническое решение, - согласование угла наклона плоскости профилирующей канавки и кромки полосы относительно друг друга при вертикальных колебаниях полосы. Следствием решения поставленной задачи является повышение качества обработки кромки полосы.
При этом достигается получение такого технического результата как повышение производительности процесса обжатия полосы на ребро за счет уменьшения количества реверсивных проходов полосы через устройство. Указанные недостатки исключаются тем, что устройство для обжатия полосы на ребро, содержащее транспортное средство с рамой, на которой шарнирно установлены два рычага с закрепленными на их концах профилирующими роликами, средство сведения-разведения роликов относительно полосы снабжено каретками и установленными на них дополнительными профилирующими роликами, при этом каретки шарнирно закреплены на каждом из рычагов, а ролики расположены попарно вдоль кромки полосы. Сопоставительный анализ предлагаемого технического решения с известным техническим решением показывает, что заявляемое устройство отличается своим конструктивным выполнением, а именно тем, что снабжено каретками и установленными на них дополнительными профилирующими роликами, при этом каретки шарнирно закреплены на каждом из рычагов, а профилирующие ролики расположены попарно вдоль кромки полосы. Отсюда следует, что предложенное техническое решение соответствует критерию "новизна".
Сравнительный анализ предложенного технического решения не только с прототипом, но и с другими техническими решениями не позволяет выявить в них существенные признаки, присущие заявленному решению. Отсюда следует, что заявленная совокупность существенных отличий обеспечивает получение указанного технического результата, что по мнению авторов соответствует критерию изобретения "Изобретательский уровень".
Предложенное техническое решение будет понятно из следующего описания и приложенных к нему чертежей.
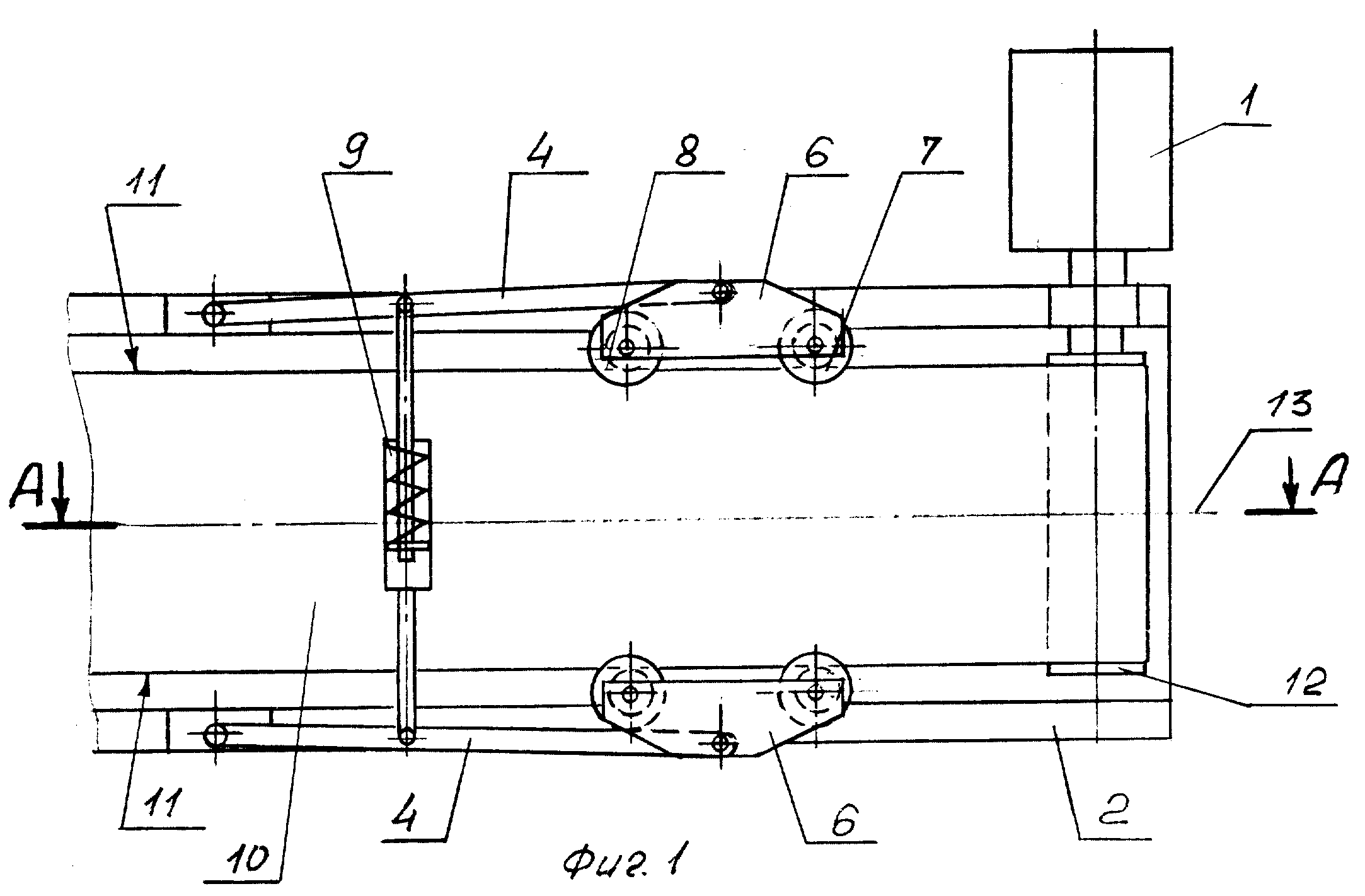
На фиг. 1 изображен вид в плане устройства для обжатия полосы на ребро.
На фиг. 2 изображен вид устройства сбоку по разрезу А-А.
Устройство для обжатия полосы на ребро содержит транспортное средство 1 с рамой 2, на которой в шарнирах 3 установлены два рычага 4. На конце каждого из рычагов 4 установлены в шарнирах 5 каретка 6 с основным 7 и дополнительным 8 профилирующим роликами. Кроме того на рычагах установлено средство сведения-разведения 9 кареток 6 с профилирующими роликами 7 и 8 относительно полосы 10. Профилирующие ролики при этом расположены попарно вдоль кромки 11 полосы 10.
Транспортное средство выполнено в виде моталки 12 и разматывателя стана холодной прокатки (на чертеже не показан).
Устройство обжатия полосы на ребро работает следующим образом. Рулон отожженной полосы устанавливают на разматыватель стана холодной прокатки (на чертеже не показан).
Передний конец пропускают через прокатный стан, устройство для обжатия полосы на ребро и закрепляют его на барабане моталки 12 за станом.
Для прохождения полосы 10 через устройство для обжатия полосы на ребро, принудительно разводят каретки 6 с роликами 7 и 8 на величину, большую величины полосы 10.
После заправки полосы, перед началом прокатки, профилирующие ролики 7 и 8 прижимают к обеим роликам 11 полосы 10, затем настраивают усилие прижима роликов к кромкам и ограничение ширины их сведения при помощи средства сведения-разведения 9. После этого начинают прокатку полосы с обжатием кромок путем реверсивного перемещения ее через стан. В процессе прокатки полоса 10 под действием переменных динамических нагрузок и ее изменяющихся геометрических характеристик перемещаются не только в горизонтальной плоскости относительно оси транспортного средства 13, но также колеблется и в вертикальной плоскости.
Так как профилирующие ролики 7 и 8 установлены в каретке 6 попарно вдоль кромки 11 полосы 10, а каретка смонтирована в шаровых опорах 5 на рычагах 4, в свою очередь установленных на раме 2 в сферических шарнирах 3, ролики 7 и 8 при этом прижаты к кромкам 11 при помощи устройства сведения-разведения 9, следовательно при всех перемещениях полосы как горизонтальных, так и вертикальных профилирующие ролики 7 и 8 находятся в постоянном контакте с кромками 11 полосы 10 и имеют два точки контакта с ними. Отсюда вытекает, что в процессе обработки полосы, профилирующие ролики 7 и 8, установленные в каркасе 6, постоянно согласуют вместе с кареткой (отслеживают) свое положение и угол наклона плоскости профилирующих канавок роликов с положением и углом наклона кромок полосы 11.
При этом в процессе обработки полосы угол наклона плоскости профилирующей канавки роликов 7 и 8 и кромки 11 относительно друг друга остается постоянным (оптимальным). Что исключает возможность искажения кромки, "закусывания" ее профилирующими канавками и обеспечивает более качественную обработку кромки 11 полосы.
Кроме того каждая кромка 11 полосы 10 взаимодействует одновременно как минимум с двумя профилирующими роликами 7 и 8, вместо этого по сравнению с прототипом, что приводит к более интенсивной обработке кромок и, следовательно для их качественной обработки, потребуется меньшее количество реверсивных проходов полосы.
Таким образом использование предлагаемого технического решения для обжатия полосы на ребро позволяет согласовать угол наклона плоскости профилирующей канавки и кромки полосы относительно друг друга и повысить качество обработки кромок.
Следовательно, задача, на решение которой направлено техническое решение, выполняется.
При этом достигается получение такого технического результата, как повышение производительности процесса обжатия полосы на ребро за счет снижения количества реверсивных проходов полосы через устройство.
Реферат
Изобретение относится к прокатному производству и может быть использовано для обработки боковых кромок полосы при производстве тонколистового холоднокатаного проката. Задача, на решение которой направлено техническое решение, - согласование угла наклона плоскости профилирующей канавки роликов и кромки полосы относительно друг друга, а также повышение качества обработки кромки. Для этого устройство, которое включает в себя транспортное средство с рамой, на которой шарнирно установлены два рычага с закрепленными на их концах профилирующими роликами, средство сведения-разведения роликов относительно полосы, снабжено каретками и установленными на них дополнительными профилирующими роликами, при этом каретки шарнирно закреплены на каждом из рычагов, а профилирующие ролики расположены попарно вдоль кромки полосы. Технический результат - повышение производительности процесса обжатия полосы на ребро. 2 ил.
Комментарии