Гибочная система с малыми потерями на трение в многовалковой прокатной клети - RU2313410C2
Код документа: RU2313410C2
Чертежи

Описание
Изобретение касается устройства для изгиба валков в многовалковой прокатной клети с укрепленными на входной и выходной сторонах между подушками валков и в окнах станины прокатной клети изгибными блоками, нагружаемыми установочными средствами.
Устройства подобного типа используются для регулирования плоскостности прокатываемого материала в качестве исполнительного элемента для изгиба рабочих валков. Исполнительный элемент оказывает при этом непосредственное влияние на геометрию очага деформации в области кромок полосы, причем рабочие валки изгибаются положительно к кромкам расположенных над ними валков и прогибаются отрицательно к кромкам прокатываемого материала.
Из DE 22 50 953 известна прокатная клеть с рабочими и опорными валками и устройством изгиба валков, в котором подушки рабочих валков установлены между закрепленными в окнах станины прокатной клети блоками и для нагружения для регулировки профиля рабочих валков соединены посредством нагружаемых с двух сторон и согласованных с блоками узлов поршень-цилиндры, с возможностью вертикального смещения установлена нижняя и верхняя направляющие, причем одна направляющая включает в себя цилиндр, а другая направляющая деталь соединена с поршнем, и направляющие с геометрическим замыканием соединены в вертикальном направлении с подушками за счет горизонтальных направляющих, которые для смены валков продолжены между станинами прокатных клетей параллельно валкам. Таким образом, должно быть получено, что для изгиба валков на каждой стороне требуются два узла поршень-цилиндр.
Это устройство оказалось пригодным на практике. Тем не менее недостатком является то, что цилиндры должны быть расположены со стороны привода и со стороны обслуживания, а также со стороны входа и со стороны выхода. Из-за этой подвижной установки на подшипниках каждой стороны неизбежно возникают высокие силы трения, которые, кроме того, негативно отражаются на регулировании плоскостности.
В основе изобретения лежит задача уменьшения усилий трения в системе соответствующего типа.
Для решения этой задачи предлагается согласовать поршневой цилиндр с изгибными блоками одной станины прокатной клети, а устройство вертикального позиционирования согласовать с изгибными блоками противоположной станины прокатной клети.
При этом позиционировании и фиксации изгибных блоков посредством устройства вертикального позиционирования, преимущественно винтового подъемного механизма, можно образовать центр поворота, вокруг которого может поворачиваться подушка валка. Таким образом, для управления усилием изгиба со стороны обслуживания и со стороны привода в изгибных блоках необходим только один цилиндр.
В силу того что в прокатной клети используются только лишь два цилиндра для управления усилием изгиба в изгибных блоках, можно значительно уменьшить усилия трения.
Винтовым подъемным механизмом можно компенсировать также уровень сошлифованного слоя валков.
Устройство согласно изобретению можно использовать также для межвалкового изгиба в шестивалковой прокатной клети. Также возможно применение в реверсивных прокатных клетях.
Другие предпочтительные варианты осуществления изобретения раскрываются в зависимых пунктах формулы изобретения.
Пример осуществления изобретения представлен на чертежах, где:
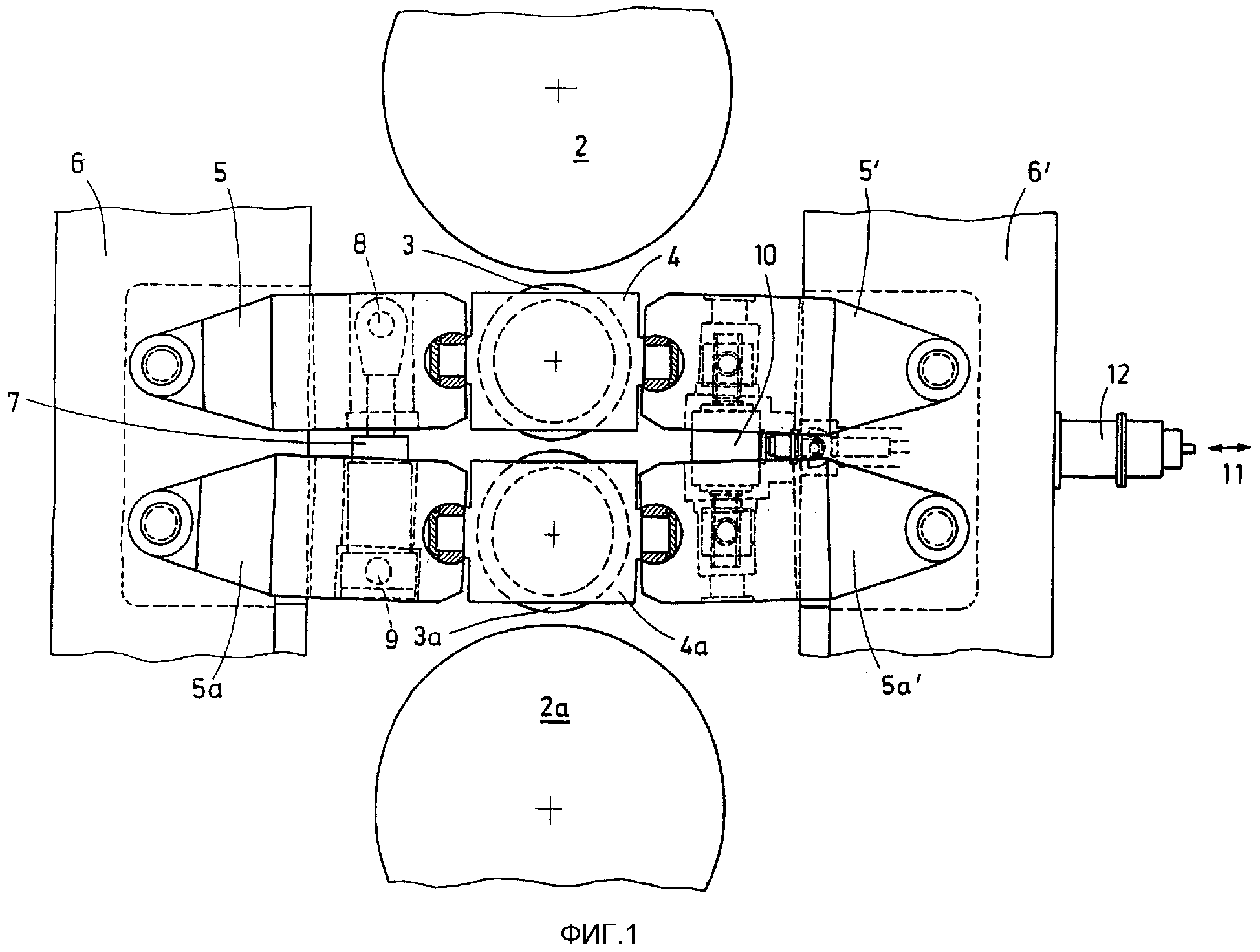
фиг.1 - вид сбоку сечения четырехвалковой прокатной клети, если смотреть со стороны привода;
фиг.2 - вид сверху на плоскость рабочих валков прокатной клети из фиг.1.
В прокатной клети 1 рабочие валки 3, 3a поддерживаются опорными валками 2, 2a. Подушки 4, 4a рабочих валков соединены посредством изгибных блоков 5, 5a, 5', 5a' со станиной 6, 6' прокатной клети. Между изгибными блоками 5' и 5a' расположен винтовой подъемный механизм 10, который может позиционироваться и фиксироваться посредством привода 12.
Изгибные блоки 5 и 5a соединены поршневым цилиндром 7, поршень 9 опирается на изгибной блок 5a, в то время как его соединительный шток 8 установлен в изгибном блоке 5. Изгибные блоки 5, 5a, 5' и 5a' могут соединяться с подушками 4, 4a рабочих валков 3, 3a, с одной стороны, и со станиной 6, 6' прокатной клети, с другой стороны, известным способом.
Направление прокатки проходящего прокатываемого материала показано двойной стрелкой 11. Для регулирования плоскостности изгибные блоки 5', 5a' позиционируются и фиксируются винтовым подъемным механизмом, в то время как поршневой цилиндр 7, который соединяет изгибные блоки 5 и 5a друг с другом, производит необходимое изгибающее усилие.
Изобретение не ограничено использованием винтового подъемного механизма, а может обращаться к любому механизму для вертикального позиционирования, например к клиньям с принудительной подачей, цилиндру с зажимной головкой и позиционным датчиком или к эксцентриковому валу.
Реферат
Изобретение относится к прокатным клетям, в частности к устройству для изгиба валков в многовалковой прокатной клети. В устройстве для изгиба валков в многовалковой прокатной клети с укрепленными на входной и выходной сторонах между подушками валков и в окнах станины прокатной клети изгибными блоками изгибные блоки верхней стороны соединены с поршневым цилиндром, а изгибные блоки нижней стороны соединены с механизмом вертикального позиционирования преимущественно посредством винтового подъемного механизма, при этом на одной стороне усилие изгиба передается посредством поршневого цилиндра на соединенные на этой стороне изгибные блоки 5, 5а, а на другой стороне противолежащие изгибные блоки 5', 5а' позиционируются и фиксируются посредством винтового подъемного механизма 10. Устройство обеспечивает снижение усилий трения в системе. 3 з.п. ф-лы, 2 ил.
Комментарии