Клеть прокатного стана для производства полосы или листа - RU2442669C2
Код документа: RU2442669C2
Чертежи







Описание
Это изобретение касается клети прокатного стана для производства полосы или листа с рабочими валками, опирающимися на опорные валки, или же на промежуточные валки и опорные валки, причем по меньшей мере один из этих валков имеет проходящий по всей эффективной длине бочки валка описываемый нелинейной функцией контур бочки, и контур бочки этого по меньшей мере одного валка в по меньшей мере одной из краевых зон продольного протяжения валка имеет фаски, и в этих краевых зонах образует скорректированные контуры бочки.
У четырехвалковой клети или шестивалковой клети в обычной практике по меньшей мере два рабочих валка, или же два промежуточных валка, но также по отдельности и опорные валки, выполняются со специальным контуром бочки, и для рабочих валков или опорных валков предусматриваются регуляторы, действующие в осевом направлении и позволяющие настраивать контур очага деформации в зависимости от профиля изготавливаемой полосы.
Клеть прокатного стана такого рода уже известна, например, из AT 410765 B. Контур бочки этих валков, известных в мире специалистов под наименованием SmartCrown®, может быть описан математически модифицированной синусоидальной функцией. Путем выбора соответствующих параметров контура можно получить при этом очаг деформации косинусоидальной формы, ширина которого может целенаправленно регулироваться путем осевого смещения валков. Но валки клетей прокатного стана могут иметь также множество других контуров бочки, которые, например, могут отличаться цилиндрическим, выпуклым, криволинейным вогнуто-выпуклым или иным криволинейным графиком изменения.
При использовании рабочих валков или промежуточных валков с контуром бочки, известным из AT 410765 B, и опорными валками цилиндрической формы в четырехвалковых или шестивалковых клетях, как это бывает в обычных случаях, в процессе прокатки неизбежно возникает неравномерное распределение нагрузки между опорными валками и непосредственно соседствующими с ними валками. Так как зона бочки, которая должна покрываться с помощью контурированных валков, всегда определяется требованиями процесса прокатки, такими как, например, различные технологические параметры, размеры и особенности технологии формования проката, то ход перемещения контурированных валков является единственным фактором, с помощью которого можно повлиять на степень неравномерности распределения нагрузки. Такого рода мероприятия вызваны требованиями к производителям проката производить полосу и лист со все более узкими допусками.
Кроме того, именно в краевых зонах опорных валков возникают высокие усилия сжатия на кромках при взаимодействии с другими соседними валками. Чтобы избежать недопустимо высоких усилий сжатия между рабочими валками и опорными валками, или же между рабочими валками и промежуточными валками и соответственно промежуточными валками и опорными валками, концы бочки валков обычно выполняются с фаской и таким образом имеют в этих краевых зонах свободные места. Свободные места такого рода уже известны из EP 0258482 A1 или EP 1228818 A2. Эти свободные места у бочки контурированных валков в краевых зонах образованы цилиндрическим концом бочки с радиусом бочки, увеличивающимся в направлении к кромке, как это представлено в EP 0258482 A1, или могут быть образованы у валков с цилиндрическим контуром бочки конусообразной краевой зоной, как это, например, представлено и описано в EP 1228818 A2. В любом случае, при наличии этих известных свободных мест результатом является исключительно смещение критического давления от концов бочки (кромок) к переходной зоне между оставшимся контуром бочки и контуром фаски, так как при этом исполнении фаски появляется, в свою очередь, перегиб линии контура бочки валка.
Из WO 02/09896 и WO 2005/058517, например, известно двухступенчатое обратное шлифование контура бочки рабочих валков четырехвалковой клети и соответственно промежуточных валков шестивалковой клети. В направлении от центрального контура бочки к концу бочки происходит первое обратное шлифование с использованием функции окружности, причем в зоне перехода центрального контура бочки в контур обратного шлифования возникают точно такие же проблемы, какие возникали ранее при более старом уровне техники. За первым обратным шлифованием следует второе обратное шлифование, которое выполняется до конца бочки и в результате которого образуется цилиндрический контур бочки.
Поэтому задачей настоящего изобретения является избежать описанных выше недостатков уровня техники и предложить клеть прокатного стана, у которой неравномерность распределения нагрузки вдоль контактной линии опорных валков и соседних с ними валков минимизируется и, в частности, снизить местные пиковые нагрузки в графике распределения нагрузки, особенно в краевой зоне, и тем самым увеличить срок службы валков и интервалы необходимой дошлифовки.
У клети прокатного стана уже описанного рода эта задача решается тем, что скорректированный контур бочки образуется путем вычитания любой нелинейной математической функции фаски из описываемой нелинейной функцией функции контура, причем угол подъема контура бочки и угол подъема скорректированного контура бочки в точке перехода от контура бочки к скорректированному контуру бочки равны. Тем самым достигается наличие свободного места на расположенных друг против друга контурах бочки соседних валков вдоль заданной длины фаски.
Очень хорошие результаты в отношении минимизации и выравнивания распределения нагрузки достигаются, когда функция фаски образуется функцией окружности. Принципиальное значение здесь имеет то, что угол подъема контура бочки и угол подъема скорректированного контура бочки в точке перехода от контура бочки к скорректированному контуру бочки равны. Аналогичные хорошие результаты достигаются также, когда функция фаски образуется синусоидальной функцией или функцией 2-го порядка, например параболической функцией.
Целесообразным является исполнение опорных валков в четырехвалковой клети и опорных валков или промежуточных валков в шестивалковой клети со скорректированным контуром бочки.
Прочие преимущества настоящего изобретения следуют из приведенного ниже описания вариантов исполнения, не ограничивающегося приведенными примерами, причем со ссылкой на прилагаемые фигуры, на которых показано следующее:
фиг.1 - схематичное представление четырехвалковой клети прокатного стана с контурированными рабочими валками и цилиндрическими опорными валками в соответствии с уровнем техники,
фиг.2 характерное распределение нагрузки между рабочими валками и опорными валками в четырехвалковой клети прокатного стана в соответствии с фиг.1,
фиг.3 схематичное представление четырехвалковой клети прокатного стана с контурированными рабочими валками и дополнительными опорными валками,
фиг.4 - характерное распределение нагрузки между рабочими валками и опорными валками в четырехвалковой клети прокатного стана с исполнением валков в соответствии с фиг.3,
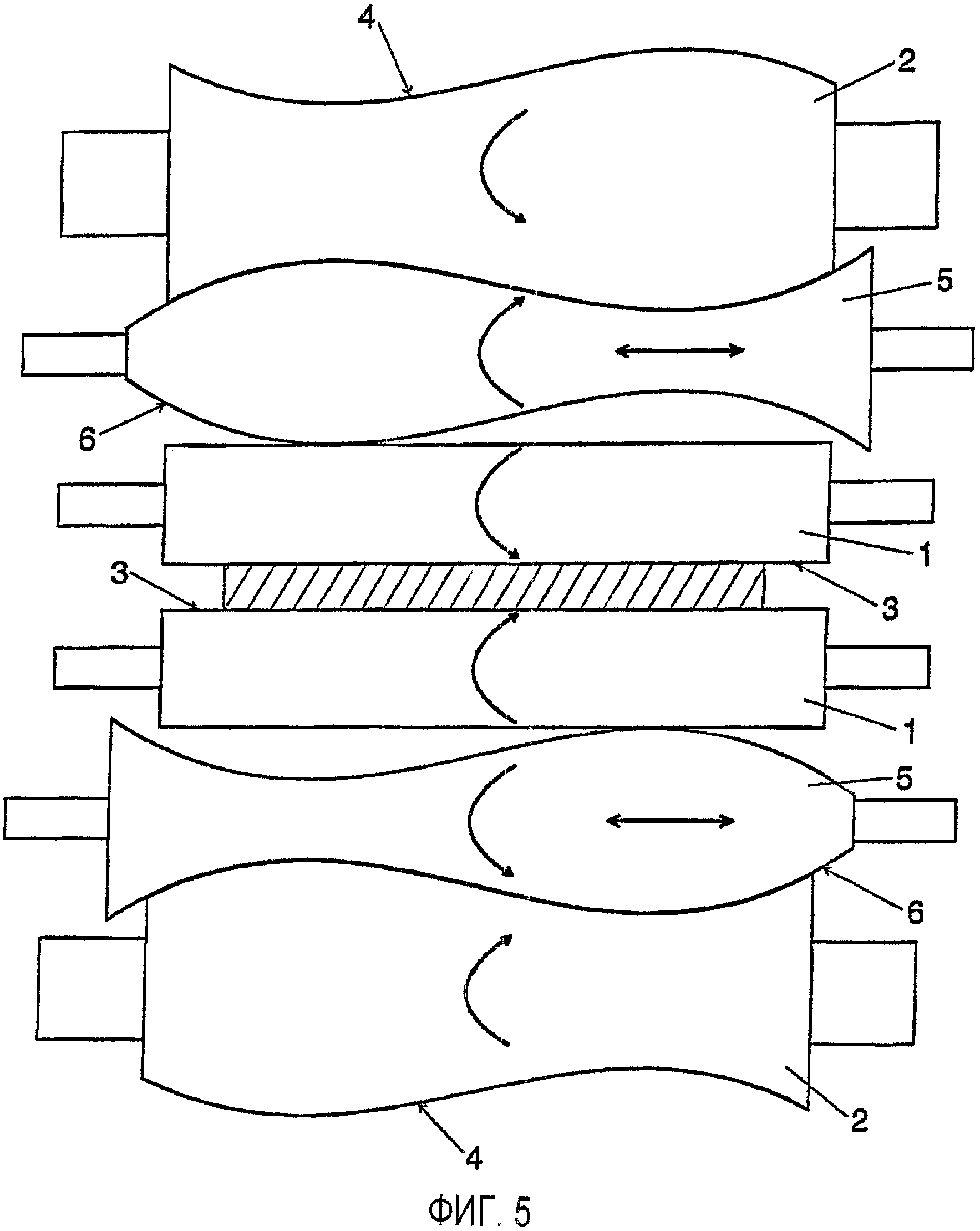
фиг.5 - схематичное представление шестивалковой клети прокатного стана с контурированными рабочими валками и дополнительными опорными валками в соответствии с изобретением,
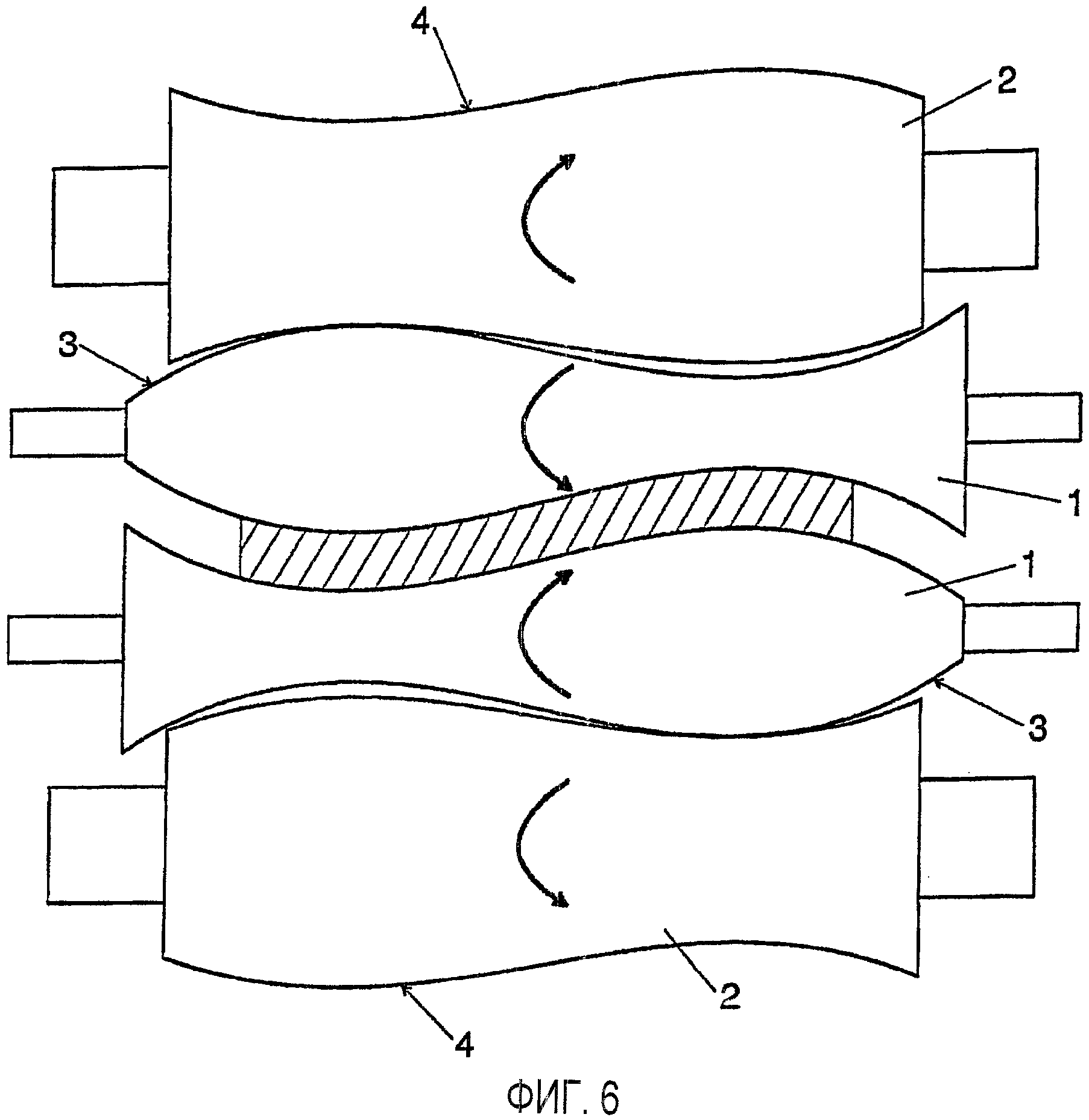
фиг.6 - схематичное представление четырехвалковой клети прокатного стана с контурированными рабочими валками и дополнительными опорными валками в соответствии с изобретением, на котором контуры бочки являются незаконченными,
фиг.7 - контур верхнего опорного валка в соответствии с изобретением с учетом функции фаски, являющейся функцией окружности, по сравнению с контурами бочки в соответствии с уровнем техники,
фиг.8 - контурированный валок с положительной выпуклостью и фаской в соответствии с изобретением,
фиг.9 - контурированный валок с отрицательной выпуклостью и фаской в соответствии с изобретением,
фиг.10 - изображение возможной функции фаски в соответствии с изобретением.
На фиг.1-4 противопоставляется распределение нагрузки между опорными валками и рабочими валками при контуре бочки валков в соответствии с уровнем техники распределению нагрузки между опорными валками и рабочими валками при контуре бочки валков в соответствии с изобретением на примере четырехвалковой клети прокатного стана.
На фиг.1 показано схематичное изображение расположения валков в четырехвалковой клети прокатного стана для прокатки металлической полосы B, в частности стальной полосы, с рабочими валками 1 и опорными валками 2. Каждый из рабочих валков 1 с возможностью передвижения в осевом направлении имеет контур бочки 3, описываемый вогнуто-выпуклой функцией. Рабочие валки 1 поддерживаются опорными валками 2, которые имеют цилиндрический контур бочки и на которые рабочие валки опираются, воздействуя на них с усилием прокатки. Распределение нагрузки между верхним рабочим валком 1 и верхним опорным валком 2 для этого случая представлено на фиг.2, причем показана удельная сила, действующая между валками по длине бочки, и, с одной стороны, в краевой зоне возникают пиковые нагрузки, а с другой стороны, максимальные и минимальные значения возникают в соответствии с вогнуто-выпуклым графиком изменения контура. Для четырех выбранных значений максимального относительного осевого смещения (ход смещения) рабочих валков по отношению друг к другу представлены кривые распределения нагрузки, в основу которых уже положена функция фаски в соответствии с уровнем техники.
На фиг.3 показано схематичное изображение расположения валков в четырехвалковой клети прокатного стана с рабочими валками 1 и опорными валками 2. Рабочие валки 1 с возможностью перемещения в осевом направлении, в свою очередь, имеют контур бочки 3, описываемый нелинейной функцией, причем эти контуры бочки дополнительно продолжаются в определенном относительном положении оси рабочих валков. Два опорных валка 2 имеют также продолжающийся дополнительный контур бочки 4, который также образован нелинейной функцией, причем контуры бочки соседних взаимодействующих рабочих валков 1 и опорных валков 2 полностью продолжают друг друга в ненагруженном состоянии. Распределение нагрузки между верхним рабочим валком 1 и верхним опорным валком 2 для этого случая представлено на фиг.4, причем в основу показанного распределения нагрузки уже положен скорректированный контур бочки в краевой зоне в соответствии с изобретением. Возникающие в краевой зоне пиковые нагрузки в зависимости от осевого смещения имеют различную силу. Однако в целом при исполнении в соответствии с изобретением видно существенное выравнивание распределения нагрузки по форме бочки валка.
На фиг.5 показано схематичное изображение расположения валков в шестивалковой клети прокатного стана с рабочими валками 1, промежуточными валками 5 и опорными валками 2. Рабочие валки 1 имеют цилиндрический контур бочки 3. В соответствии с еще одним возможным вариантом осуществления контур бочки рабочих валков может, однако, ориентироваться на контур бочки соседних промежуточных валков. Промежуточные валки 5 имеют описываемый нелинейной функцией контур бочки 6. Точно так же опорные валки 2 имеют контур бочки 4, описываемый синусоидальной функцией. Контуры бочки 4 опорных валков и контур бочки промежуточных валков 5 полностью продолжают друг друга при несмещенном осевом положении промежуточных валков 5 с возможностью осевого перемещения в ненагруженном состоянии.
На фиг.6 показаны рабочие валки 1 и опорные валки 2 в четырехвалковой клети прокатного стана в схематичном изображении, причем принципиальная конфигурация контуров бочки 3, 4 отвечает варианту осуществления в соответствии с фиг.3. Впрочем, график изменения контура изменен, благодаря чему в ненагруженном состоянии взаимное продолжение контуров бочки опорного валка 2 и непосредственно соседствующего с ним рабочего валка 1 носит теперь уже частичный характер или отсутствует.
В случае когда взаимное продолжение контуров бочки не предусмотрено, контуры бочки могут также выбираться таким образом, чтобы контурированные валки имели положительную или отрицательную выпуклость.
В соответствии с непоказанной формой осуществления также у шестивалковой клети прокатного стана аналогично фиг.5 можно выбрать график изменения контура опорных валков и промежуточных валков так, чтобы в ненагруженном состоянии взаимное продолжение контуров бочки опорного валка и непосредственно соседствующего с ним промежуточного валка носило теперь уже частичный характер или отсутствовало.
В целом также для представленных на фиг.5 и 6 и описанных в дополнение к ним контуров бочки могут применяться функции фаски в соответствии с изобретением для получения скорректированных контуров бочки.
На фиг.7 показан график изменения контура бочки 7 опорного валка, промежуточного валка или рабочего валка по длине бочки. Штрихпунктирными линиями 8, 9 показаны известные из уровня техники возможности снятия фаски валка в концевых зонах, что позволяет избежать высоких давлений на кромки. При снятии фаски в соответствии со штрихпунктирной линией 8 образуется цилиндрическая концевая зона, а при снятии фаски в соответствии со штрихпунктирной линией 9 образуется конусообразная концевая зона на валках, причем и в том и в другом случае возникает перегиб 10 графика изменения контура по длине бочки, образующий на валке кромку, проходящую по периметру. Улучшения условий нагрузки можно достичь с помощью фаски, постепенно приближающейся к контуру бочки, благодаря чему с двух сторон появляется скорректированный контур бочки, показанный пунктирными линиями 11 и 12. В точке P перехода контура бочки в скорректированный контур бочки обе кривые имеют угол подъема, равный углу подъема касательной t.
На фиг.8 показан в качестве примера выпуклый график изменения по длине бочки описываемого нелинейной функцией контура бочки 7 опорного валка одной из шестивалковых клетей прокатного стана. Штрихпунктирными линиями 13 показана линия функции фаски независимо от графика изменения контура бочки валка 7. График изменения скорректированного контура бочки 11, 12 показан пунктирными линиями. В точке перехода P контура ролика 7 в скорректированный контур бочки 11, 12 обе кривые имеют одинаковый угол подъема.
На фиг.9 показаны аналогичные условия при контуре бочки валка, имеющем отрицательную выпуклость.
На фиг.10 показан график функции фаски 13 на примере функции окружности. В каждой точке x вне начального положения фаски xs, т.е. в интервале длины фаски Lc, в случае, если функция фаски имеет форму окружности, можно рассчитать подлежащее вычитанию значение ΔR по формуле:

где x - координата по направлению оси валка,
xs - начальное положение фаски,
Lc - длина фаски,
Rc - радиус фаски,
Ac - ширина фаски относительно радиуса валка.
Реферат
Изобретение относится к клети прокатного стана для производства полосы или листа с рабочими валками, опирающимися на опорные валки или промежуточные валки и опорные валки. В клети по меньшей мере один из этих валков имеет проходящий по всей эффективной длине бочки, описываемый нелинейной математической функцией контур бочки, и контур бочки этого по меньшей мере одного валка в по меньшей мере одной из краевых зон продольного протяжения валка имеет фаски и в этих краевых зонах образует скорректированные контуры бочки, которые образованы путем вычитания нелинейной математической функции, описывающей контур фаски, из нелинейной функции, описывающей контур бочки, причем угол подъема t контура бочки и угол подъема t скорректированного контура бочки в точке перехода Р от контура бочки к скорректированному контуру бочки равны. Обеспечивается минимизирование неоднородностей распределения нагрузки вдоль контактной линии двух соседних валков и, в частности, в краевой зоне ленты. 4 з.п. ф-лы, 10 ил.
Формула
Документы, цитированные в отчёте о поиске
Прокатная клеть с парой cvc-валков
Прокатная клеть для изготовления плоских катаных полос с нужной разнотолщинностью профиля
Прокатная клеть для получения катаной полосы
Комментарии