Шовообжимная клеть - RU2572931C2
Код документа: RU2572931C2
Чертежи



Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к шовообжимной клети, расположенной в месте соединения линии производства свариваемых электросваркой сопротивлением труб, и, более конкретно, к шовообжимной клети, в которой работа по замене обжимных валков выполняется легко.
УРОВЕНЬ ТЕХНИКИ
В линии производства свариваемых электросваркой сопротивлением труб, лентообразный материал, называемый полосовой заготовкой для сварной трубы, постепенно формуется в цилиндрическую форму и непрерывно сваривается и соединяется посредством нагрева стыкового кромочного участка и прижатия нагретого стыкового кромочного участка с помощью обжимных валков, таким образом непрерывно изготавливается электросварная труба с круглым сечением, представляющая собой изделие. В такой линии производства свариваемых электросваркой сопротивлением труб обычно изготавливаются различные типы изделий, имеющих разные размеры, и поэтому часто выполняется замена валков для изменения размера формующих валков.
Подобная замена валков также является обычной в шовообжимной клети, установленной в месте соединения линии производства свариваемых электросваркой сопротивлением труб, и обжимные валки заменяются в соответствии с размером изделия, подлежащего изготовлению. Способ замены описан ниже. В качестве обжимных валков в шовообжимной клети предусмотрены нижний валок для поддерживания открытой трубы, входящей с обращенным вверх от нижней стороны участком кромок, пара левого и правого боковых валков для прижатия открытой трубы с обеих боковых сторон и пара левого и правого верхних валков для обжатия части, близкой к соответствующему противостоящему участку кромок наклонно сверху. При замене валков, все эти валки заменяются валками, соответствующими размеру нового изделия. Однако во время замены нижнего валка и левого и правого боковых валков верхние валки мешают этой замене. Следовательно, при замене обжимных валков, существует необходимость в отсоединении верхних валков до замены нижнего валка и левого и правого боковых валков.
Однако отсоединение верхних валков традиционно выполняется посредством подвешивания сборки верхних валков краном и отделения сборки верхних валков от основной станины клети на нижней стороне. Сборка верхних валков, отделенная от основной станины клети, транспортируется в место вне линии. После того как на этом месте выполнена замена верхних валков, вся сборка верхних валков возвращается на свое место. Когда сборка верхних валков отсоединена, выполняется замена боковых валков и нижнего валка в основной станине клети.
Так как работа по замене валков в шовообжимной клети является затратной и трудной, как описано выше, различные меры усовершенствования предлагаются в патентных документах 1-3. Однако, так как меры, по существу, представляют собой отделение посредством подвешивания сборки верхних валков, такого большого эффекта, которого следовало бы ожидать, не достигается в текущей ситуации. То есть в случае отделения посредством подвешивания сборки верхних валков, сама эта работа является затратной и трудной. Кроме того, существует множество проблем, таких как необходимость в большом количестве времени для отсоединения проводов и трубопроводов, соединенных со сборкой верхних валков снаружи, каждый раз при работе и для возобновления после работы. Таким образом, производительность заметно понижается.
Касательно материала, выполняемого так, чтобы стать трубой после завершения сварки в шовообжимной клети, наплавленный валик сварного шва внешней поверхности обычно удаляется посредством устройства для шлифования наплавленного валика, расположенного непрерывно в линии на стороне дальше по ходу шовообжимной клети (см. патентные документы 4-7). То есть шовообжимная клеть обычно объединяется с устройством для шлифования наплавленного валика (гратоснимателем) на расположенной дальше по ходу линии стороне. В устройстве для шлифования наплавленного валика, высота шлифующего лезвия, поддерживающегося на линии, регулируется в соответствии с размером изделия. Регулирующий высоту механизм также предусмотрен в линии вместе со шлифующим лезвием.
ДОКУМЕНТЫ ПРЕДШЕСТВУЮЩЕГО УРОВНЯ ТЕХНИКИ
ПАТЕНТНЫЕ ДОКУМЕНТЫ
Патентный документ 1: патент Японии № 3053534
Патентный документ 2: патент Японии № 4250848
Патентный документ 3: патент Японии № 4461549
Патентный документ 4: публикация нерассмотренной заявки на патент Японии № 10-58194
Патентный документ 5: публикация нерассмотренной заявки на патент Японии № 2001-150189
Патентный документ 6: публикация нерассмотренной заявки на патент Японии № 2006-88215
Патентный документ 7: публикация нерассмотренной заявки на полезную модель Японии № 6-85715
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
ПРОБЛЕМЫ, ПОДЛЕЖАЩИЕ РЕШЕНИЮ ПОСРЕДСТВОМ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является обеспечение шовообжимной клети, в которой замена обжимных валков легко выполняется и конструкция устройства является простой.
СРЕДСТВА РЕШЕНИЯ ПРОБЛЕМ
Для достижения вышеприведенной цели, шовообжимная клеть по настоящему изобретению включает в себя: неподвижный участок, установленный в месте соединения линии производства свариваемых электросваркой сопротивлением труб, в которой обжимные валки, за исключением левого и правого верхних валков, смонтированы разъемно; подвижный участок, располагающийся над неподвижным участком, внутри которого левый и правый верхние валки смонтированы разъемно, при этом подвижный участок выполнен с возможностью наклона, принимая сторону, по меньшей мере, одного направления в качестве точки поворота, по направлению к стороне из положения сборки на неподвижном участке в отведенное положение для открывания верхней части неподвижного участка; стопорный механизм для фиксации подвижного участка в положении сборки на неподвижном участке; и приводной механизм для приведения в действие и осуществления возвратно-поступательного качательного движения подвижного участка между положением сборки и отведенным положением; в котором неподвижный участок объединен с устройством для шлифования наплавленного валика, установленным на расположенной дальше по ходу линии стороне, и подвижный участок наклоняется по направлению к стороне дальше по ходу линии производства свариваемых электросваркой сопротивлением труб и располагается над устройством для шлифования наплавленного валика в состоянии, в котором подвижный участок наклонен по направлению к расположенной дальше по ходу стороне линии.
В шовообжимной клети по настоящему изобретению, подвижный участок, служащий в качестве сборки верхних валков для размещения верхних валков из числа обжимных валков, соединен с неподвижным участком для размещения других обжимных валков и, посредством отклонения из положения сборки на неподвижном участке в отведенное положение на стороне одного направления, открывает верхнюю часть неподвижного участка таким образом, чтобы обеспечить состояние, в котором может выполняться замена валков. Таким образом, по сравнению с традиционным типом, в котором сборка верхних валков подвешивается краном таким образом, чтобы отделяться и удаляться, операция замены валков является крайне легкой.
Направление наклона подвижного участка представляет собой сторону дальше по ходу линии производства свариваемых электросваркой сопротивлением труб. В случае, когда подвижный участок наклоняется по направлению к боковой стороне линии, пространство для размещения подвижного участка отдельно требуется на боковой стороне линии. При этом, в случае, когда подвижный участок наклоняется по направлению к стороне выше по ходу или стороне дальше по ходу линии производства свариваемых электросваркой сопротивлением труб, пространство на верхней стороне линии может рационально использоваться в качестве пространства для размещения подвижного участка. В частности, так как устройство для шлифования наплавленного валика находится на стороне дальше по ходу линии производства свариваемых электросваркой сопротивлением труб, подвижный участок наклоняется по направлению к расположенной дальше по ходу стороне линии. Таким образом, подвижный участок, наклоненный по направлению к расположенной дальше по ходу стороне линии, может располагаться над устройством для шлифования наплавленного валика на стороне дальше по ходу. Когда это положение служит в качестве отведенного положения, верхнее пространство устройства для шлифования наплавленного валика может эффективно использоваться, таким образом, увеличение занимаемой площади в устройстве может быть исключено. Устройство для шлифования наплавленного валика может использоваться в качестве поддерживающего тела в отведенном положении подвижного участка, таким образом, конфигурация устройства может быть упрощена.
Для того чтобы сделать верхнюю часть устройства для шлифования наплавленного валика отведенным положением подвижного участка, существует необходимость в ограничении высоты устройства для шлифования наплавленного валика таким образом, что подвижный участок наклоняется на прямой угол по направлению к расположенной дальше по ходу стороне линии. Когда высота устройства для шлифования наплавленного валика больше этого, угол наклона подвижного участка становится небольшим, и верхняя часть неподвижного участка полностью не открывается. Для ограничения высоты устройства для шлифования наплавленного валика, регулирующий высоту механизм шлифующей части и регулирующий высоту механизм поддерживающего валка, первоначально расположенного на верхней стороне шлифующей части в устройстве для шлифования наплавленного валика, рационально и предпочтительно расположены на боковой стороне линии или нижней стороне.
Касательно стопорного механизма для фиксации подвижного участка в положении сборки на неподвижном участке, для простоты конструкции предпочтительной предусматривается комбинация пластинчатых стопоров, выступающих от нижнего конца подвижного участка по направлению к стороне передней поверхности и стороне задней поверхности, при этом пластинчатые стопоры, соответственно, сцепляются с краем (передним краем) на стороне передней поверхности и краем (задним краем) на стороне задней поверхности верхней поверхности неподвижного участка, и множества зажимных элементов, присоединенных к краю на стороне передней поверхности и краю на стороне задней поверхности верхней поверхности неподвижного участка, для фиксации сцепляющихся частей пластинчатых стопоров с обеих сторон.
Пластинчатые стопоры здесь также могут служить в качестве поддерживающих элементов подвижного участка. Таким образом, конструкция может быть еще более упрощена.
Предпочтительно, множество зажимных элементов расположено равным образом на обеих левой и правой сторонах и всегда прижимает пластинчатые стопоры с нагрузкой, которая не меньше, чем сила реакции деформации в шовообжимной клети. С этой конфигурацией, люфт сцепляющихся частей пластинчатых стопоров может быть уменьшен до минимума, таким образом может изготавливаться высокожесткая шовообжимная клеть.
Левый и правый боковые валки в неподвижном участке могут быть разъемно соединены с левым и правым приводными валами, расположенными на нижней стороне, посредством левой и правой муфт вставного типа, и положения левой и правой муфт вставного типа могут быть регулируемыми в боковом направлении под прямым углом к линии. Во время присоединения левого и правого боковых валков, посредством предварительной регулировки положений левой и правой муфт вставного типа с этой конфигурацией, левый и правый боковые валки и левый и правый приводные валы могут быть легко соединены.
Левый и правый приводные валы здесь предпочтительно включают в себя универсальные шарниры для обеспечения возможности поперечного перемещения левой и правой муфт вставного типа.
ПРЕИМУЩЕСТВО ИЗОБРЕТЕНИЯ
В шовообжимной клети по настоящему изобретению, подвижный участок, служащий в качестве сборки верхних валков для размещения верхних валков из числа обжимных валков, открывает верхнюю часть неподвижного участка посредством наклона относительно неподвижного участка для размещения других обжимных валков. Таким образом, не только операция отделения подвижного участка от неподвижного участка во время замены обжимных валков, операция подвешивания подвижного участка после отделения краном и транспортировки за пределы линии, операция возврата на первоначальное место и операция повторного объединения подвижного участка с неподвижным участком больше не используются, но также не требуются работы по присоединению и отсоединению для проводов и трубопроводов. Следовательно, операция замены валков становится чрезвычайно простой. Более того, неподвижный участок наклоняется, при этом соблюдая заданный путь, таким образом позиционирующий механизм и направляющий механизм становятся чрезвычайно простыми, и подвешивающий кран больше не требуется. Принимая во внимание вышеприведенное и тому подобное, конструкция устройства также может быть упрощена.
КРАТКИЕ ОПИСАНИЯ ЧЕРТЕЖЕЙ
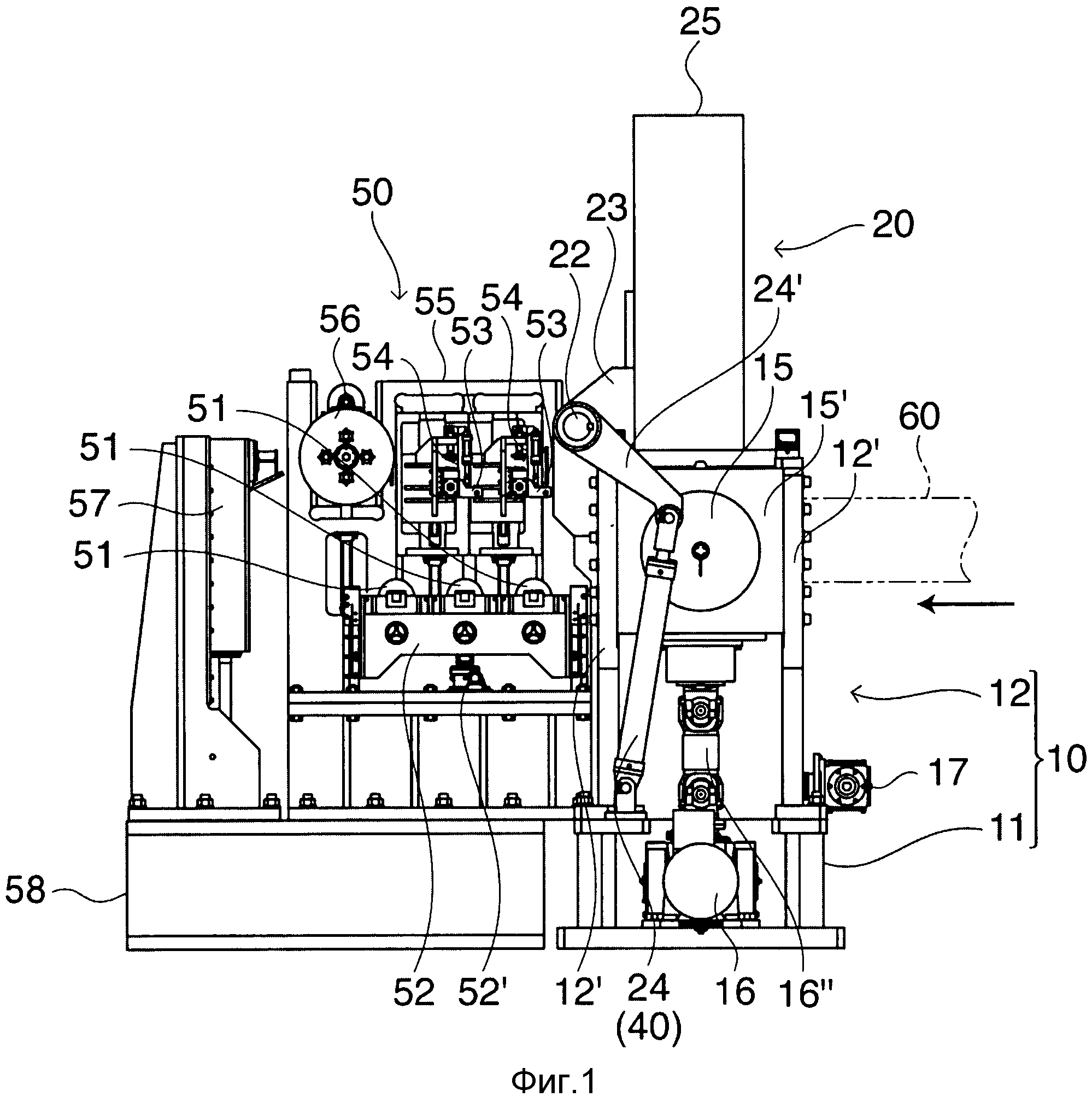
[Фиг.1] Вид сбоку шовообжимной клети, показывающий один вариант осуществления настоящего изобретения.
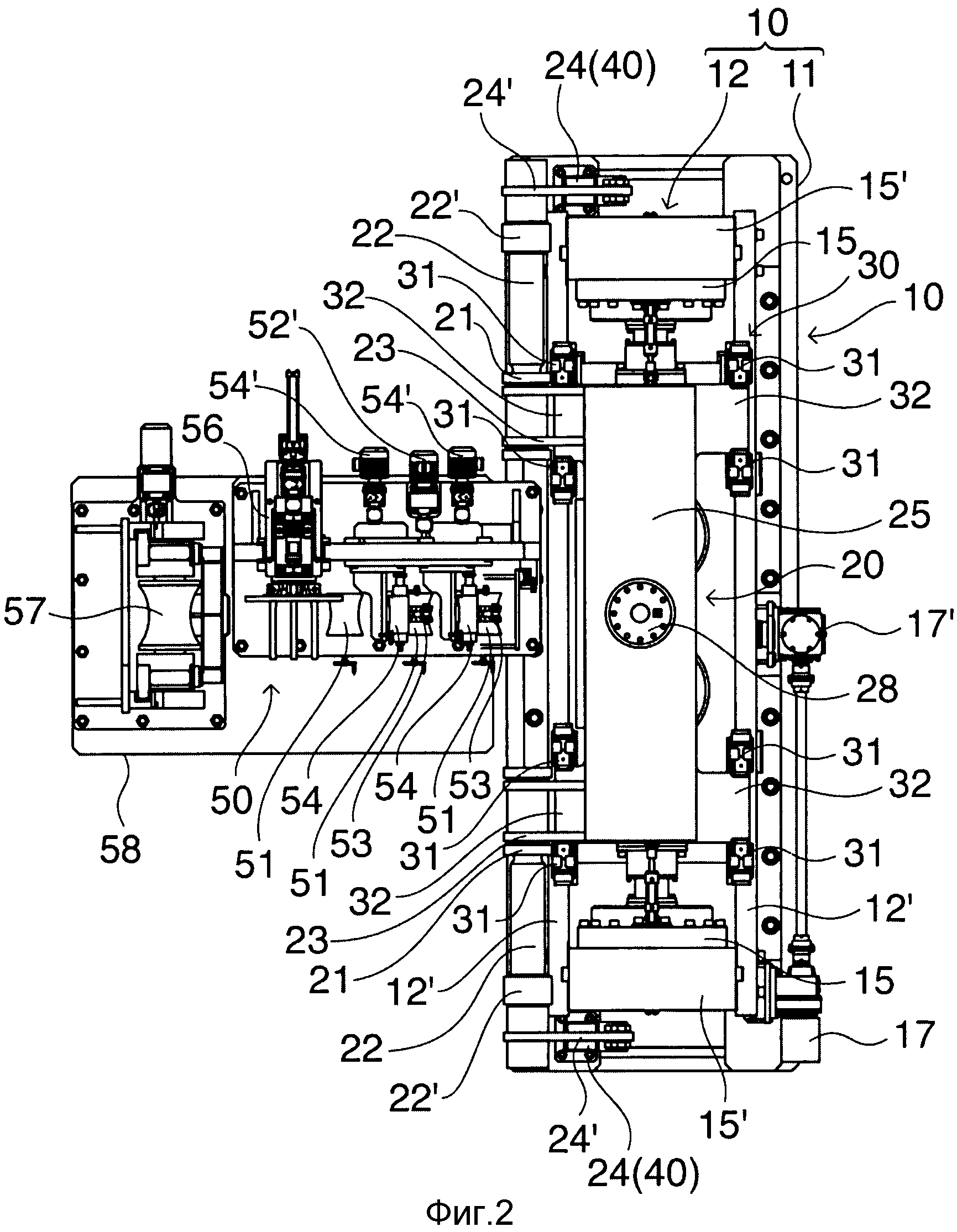
[Фиг.2] Вид сверху той же шовообжимной клети.
[Фиг.3] Вид сбоку, показывающий работу той же шовообжимной клети.
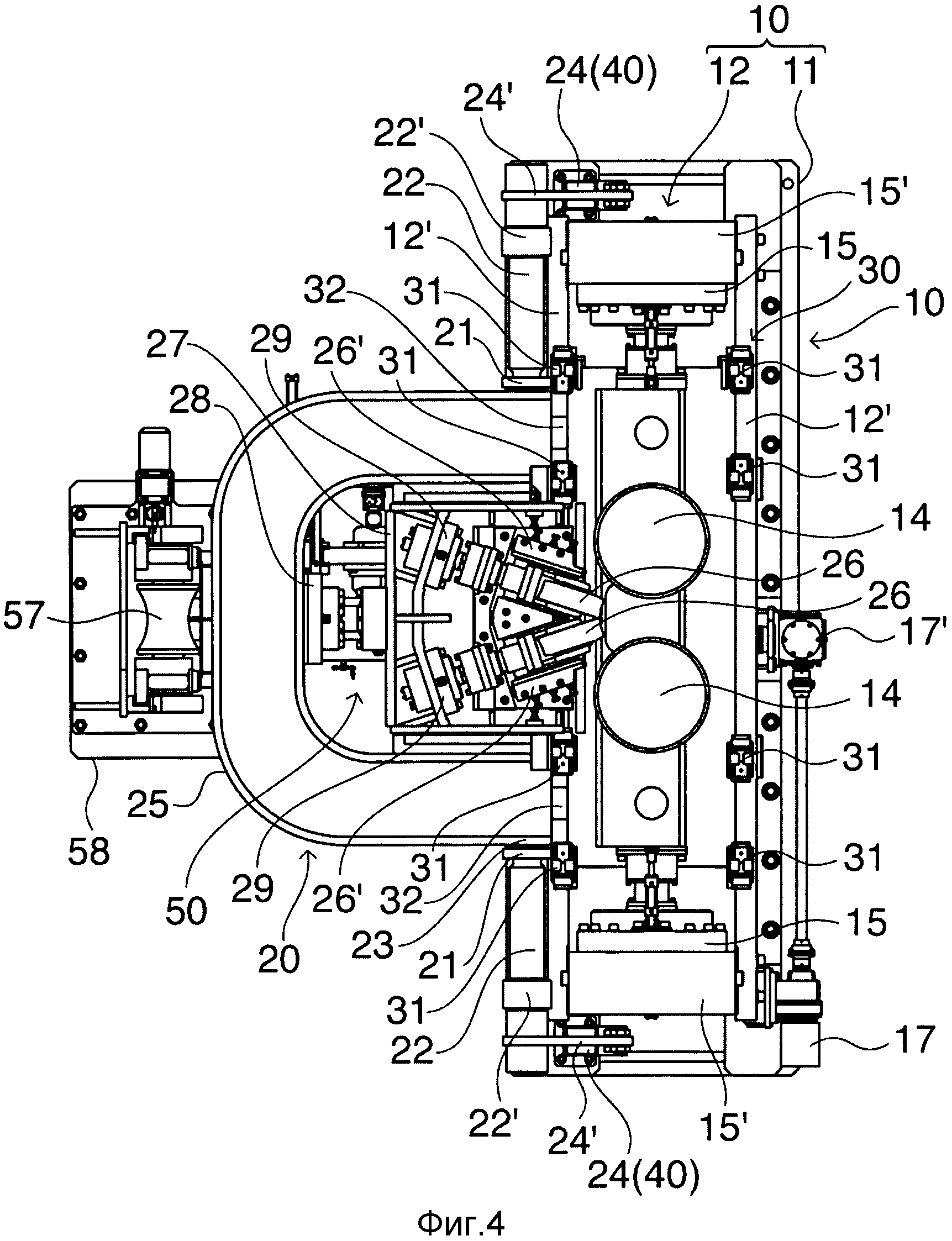
[Фиг.4] Вид сверху, показывающий работу той же шовообжимной клети.
[Фиг.5] Вид спереди той же шовообжимной клети.
[Фиг.6] Вид спереди, показывающий внутреннюю конструкцию той же шовообжимной клети.
[Фиг.7] Вид сзади той же шовообжимной клети.
НАИЛУЧШИЙ ВАРИАНТ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В дальнейшем, будет описан один вариант осуществления настоящего изобретения.
Шовообжимная клеть по настоящему варианту осуществления, как показано на фиг.1-4, установлена, в частности, в месте соединения линии производства свариваемых электросваркой сопротивлением труб для соединения участка кромок открытой трубы 60, проходящей через группу формующих валков (не показана) и входящей в нее с обращенным вверх участком направленных друг к другу кромок. Эта шовообжимная клеть включает в себя неподвижный участок 10, установленный в месте соединения производственной линии, подвижный участок 20 наклонного типа, располагающийся выше неподвижного участка 10, стопорный механизм 30 для фиксации подвижного участка 20 на неподвижном участке 10 и приводной механизм 40 для приведения в движение и наклона подвижного участка 20, причем клеть скомбинирована с устройством 50 для шлифования наплавленного валика, установленным на стороне шовообжимной клети дальше по ходу линии.
Неподвижный участок 10 шовообжимной клети включает в себя основание 11 и основную станину 12 клети, непрерывно обеспеченную на основании, как показано на фиг.5 и 6.
В основной станине 12 клети неподвижного участка 10, в качестве обжимных валков предусмотрены нижний валок 13 для поддерживания открытой трубы 60 с нижней стороны и левый и правый боковые валки 14, 14 для обжатия открытой трубы 60 с обеих боковых сторон. Нижний валок 13 представляет собой горизонтальный свободный валок, поддерживаемый с возможностью вращения посредством кронштейна 13′ на нижней стороне.
Левый и правый боковые валки 14, 14 представляют собой вертикальные валки, поддерживаемые с возможностью вращения посредством поддерживающих тел 14′, 14′ консольного типа, поддерживающие стороны которых направлены к внешним сторонам. Поддерживающие тела 14′, 14′ на обеих боковых сторонах приводятся в движение в горизонтальном направлении под прямым углом к линии посредством гидроцилиндров 15, 15 сервоуправления, предусмотренных на обеих боковых сторонах поддерживающих тел. Тем самым величина прижатия левого и правого боковых валков 14, 14 регулируется. Основная станина 12 клети включает в себя корпусы 15′, 15′ гидроцилиндров 15, 15 сервоуправления на обеих боковых сторонах и съемные переднюю и заднюю рамные панели 12′, 12′. Верхняя поверхность основной станины 12 клети, по существу, полностью открыта, за исключением переднего и заднего краев и левого и правого краев (см. фиг.4).
В основании 11 неподвижного участка 10 установлена пара левого и правого первых двигателей 16, 16 для приведения в действие и вращения боковых валков 14, 14 в основной станине 12 клети. На основании 11 смонтирован второй двигатель 17 для приведения в действие, подъема и опускания нижнего валка 13 в основной станине 12 клети.
Первые двигатели 16, 16 расположены на обоих боковых концах в основании 11 таким образом, что выходные валы направлены к внутренней стороне. Так как вращения каждого выходного вала, соответственно, передаются на боковые валки 14, 14 на верхней стороне через посредство редукторов 16′, 16′, расположенных на соответствующих внутренних сторонах, пары левого и правого приводных валов 16”, 16”, вертикально расположенных в основной станине 12 клети, и пары левой и правой муфт 18, 18 вставного типа, присоединенных на верхней стороне тех элементов, боковые валки 14, 14 приводятся в действие и вращаются синхронизировано.
Левая и правая муфты 18, 18 вставного типа здесь прикреплены к верхним концам приводных валов 16”, 16” и, посредством вставки сцепных пальцев, выступающих вниз от нижних концов боковых валков 14, 14, сцепляют боковые валки 14, 14 разъемным образом. Муфты 18, 18 вставного типа подвижно поддерживаются в боковом направлении посредством горизонтальных направляющих элементов 18′, 18′ под прямым углом к линии и направляются в произвольные поперечные положения посредством подъемников 18”, 18” по типу двигателя. Приводные валы 16”, 16” включают в себя универсальные шарниры для обеспечения возможности бокового перемещения муфт 18, 18 вставного типа, то есть изменения величины прижатия боковых валков 14, 14.
Второй двигатель 17 смонтирован на боковом крае на стороне передней поверхности (расположенной выше по ходу стороне линии) основания 11 таким образом, что выходной вал направлен к внутренней стороне. Выходной вал второго двигателя 17 регулирует высоту нижнего валка 13 посредством приведения в действие, подъема и опускания, посредством редуктора 17′, смонтированного в центральной части на стороне передней поверхности (расположенной ближе по ходу стороне линии) основания 11, редуктора для изменения направления и подъемника 17”, расположенного в основной станине 12 клети, кронштейна 13′ на верхней стороне редуктора и подъемника.
Подвижный участок 20 на неподвижном участке 10 включает в себя, как показано на фиг.5-7, аркообразную раму 25, имеющую перевернутую U-образную форму, если смотреть на виде спереди, и пару левого и правого верхних валков 26, 26, поддерживаемых с возможностью подъема и опускания в раме 25. Внутренняя сторона аркообразной рамы 25 открыта по направлению вниз. Верхние валки 26, 26 представляют собой такие же свободные валки, что и нижний валок 13, расположенные, будучи незначительно наклоненными внутрь таким образом, чтобы обжимать оба кромочных участка открытой трубы 60, входящей с обращенным друг к другу и вверх участком кромок, наклонно с верхней стороны. Для обжатия обоих кромочных участков открытой трубы 60, верхние валки 26, 26 присоединены в подвижном основании 27, предусмотренном с возможностью подъема и опускания в раме 25.
Будет дано подробное описание. Подвижное основание 27 приводится в действие, поднимается и опускается посредством гидроцилиндра 28 сервоуправления, присоединенного к центральной части рамы 25. Пара левого и правого гидроцилиндров 29, 29 сервоуправления присоединена снизу к подвижному основанию 27, и предусмотрены направляющие элементы 26′, 26′, расположенные на нижней стороне цилиндров для направления верхних валков 26, 26. Гидроцилиндры 29, 29 сервоуправления и направляющие элементы 26′, 26′ незначительно наклонены внутрь в соответствии с наклоном верхних валков 26, 26. Посредством операции подъема и опускания подвижного основания 27 с помощью гидроцилиндра 28 сервоуправления и операции подъема и опускания верхних валков 26, 26 с помощью гидроцилиндров 29, 29 сервоуправления, высота верхних валков 26, 26 независимо регулируется.
Подвижный участок 20 также выполнен так, чтобы оклоняться на около 90 градусов по направлению к стороне задней поверхности (расположенной дальше по ходу линии стороне) неподвижного участка 10, принимая верхний конец стороны задней поверхности (расположенной дальше по ходу стороны линии) неподвижного участка 10 в качестве центра. Для этого поворачивания, подвижный участок 20 имеет пару левого и правого первых кронштейнов 21, 21, прикрепленных к верхнему концу на стороне задней поверхности (расположенной дальше по ходу линии стороне) неподвижного участка 10, пару левого и правого вращающихся валов 22, 22, горизонтально поддерживаемых посредством первых кронштейнов 21, 21, и пару левого и правого вторых кронштейнов 23, 23, прикрепленных к нижнему концу на стороне задней поверхности (расположенной дальше по ходу линии стороне) поворачивающегося участка 20.
Левый и правый вторые кронштейны 23, 23, прикрепленные к нижнему концу на стороне задней поверхности (расположенной дальше по ходу линии стороне) поворачивающегося участка 20, соответственно, расположены на каждой внутренней стороне левого и правого первых кронштейнов 21, 21 и прикреплены к вращающимся валам 22, 22. Передние концы пары левого и правого рычагов 24′, 24′, прикрепленных к обоим концам вращающихся валов 22, 22, присоединены в осевом направлении к передним концам штоков исполнительных механизмов 24, 24, включающих пару левого и правого цилиндров, которая поддерживается в осевом направлении на обоих концах на стороне задней поверхности (расположенной дальше по ходу линии стороне) основания 11.
Когда подвижный участок 20 находится в положении сборки на неподвижном участке 10, штоки исполнительных механизмов 24, 24 отведены. Посредством выдвигания штоков исполнительных механизмов 24, 24 из этого состояния, подвижный участок 20 отклоняется на около 90 градусов по направлению к стороне задней поверхности (стороне, расположенной дальше по ходу линии), принимая горизонтальные вращающиеся валы 22, 22 на стороне задней поверхности (стороне, расположенной дальше по ходу линии) в качестве центра, таким образом, чтобы монтироваться на устройство 50 для шлифования наплавленного валика, расположенное на стороне задней поверхности (расположенной дальше по ходу стороне линии), с передней поверхностью, обращенной вверх.
Исполнительные механизмы 24, 24 здесь представляют собой приводной механизм 40 для приведения в действие и наклона подвижного участка 20. Обращенное вверх состояние представляет собой отведенное положение подвижного участка 20, в котором подвижный участок 20 наклонен на около 90 градусов по направлению к стороне задней поверхности (стороне, расположенной дальше по ходу линии) и смонтирован на устройство 50 для шлифования наплавленного валика, расположенное на стороне задней поверхности (стороне, расположенной дальше по ходу линии), с передней поверхностью, обращенной вверх. Ссылочные позиции 22′, 22′ обозначают осевые поддерживающие части для поддерживания с возможностью поворачивания левого и правого вращающихся валов 22, 22 на внутренних сторонах рычагов 24′, 24′.
Стопорный механизм 30 для фиксации подвижного участка 20 на неподвижном участке 10 включает в себя комбинацию множества (здесь, восемь) зажимных элементов 31, предусмотренных на верхней поверхности неподвижного участка 10, как показано на фиг.2 и 4. Четыре из восьми зажимных элементов 31 присоединены на верхней поверхности края (переднего края) на стороне передней поверхности неподвижного участка 10 в виде двух пар двух зажимных элементов, а остальные четыре зажимных элемента присоединены на верхней поверхности края (заднего края) на стороне задней поверхности неподвижного участка 10 в виде двух пар двух зажимных элементов. Две пары зажимных элементов 31, присоединенные на верхней поверхности переднего края, расположены на обеих сторонах центральной части, и два зажимных элемента 31, 31 в каждой паре расположены так, чтобы быть обращенными друг к другу. Аналогичным образом, две пары зажимных элементов 31, присоединенные на верхней поверхности заднего края, расположены на обеих сторонах центральной части, и два зажимных элемента 31, 31 в каждой паре расположены так, чтобы быть обращенными друг к другу.
Четыре пары (восьми) зажимных элементов 31 ограничивают пластинчатые стопоры 32, 32 на обеих сторонах, выступающие вперед и назад от обоих нижних концов рамы 25 в подвижном участке 20 таким образом, чтобы фиксироваться на неподвижном участке 10, когда подвижный участок 20 находится в положении сборки на неподвижном участке 10. Конкретно, каждый конец двух пластинчатых стопоров 32, 32, выступающий от обоих нижних концов рамы 25 по направлению к стороне выше по ходу, и концы двух пластинчатых стопоров 32, 32, выступающие по направлению к стороне дальше по ходу, сцеплены с верхней частью переднего края и верхней частью заднего края неподвижного участка 10, таким образом, подвижный участок 20 поддерживается на неподвижном участке 10.
Посредством соответствующего стопорения каждого конца пластинчатых стопоров 32, 32, выступающего по направлению к стороне выше по ходу, посредством двух пар зажимных элементов 31 на стороне переднего края с обеих сторон в состоянии, в котором каждый конец смонтирован на переднем крае неподвижного участка 10, и посредством соответствующего стопорения каждого конца пластинчатых стопоров 32, 32, выступающего по направлению к стороне дальше по ходу, посредством двух пар зажимных элементов 31 на стороне заднего края с обеих сторон в состоянии, в котором каждый конец смонтирован на заднем крае неподвижного участка 10, подвижный участок 20 поддерживается и фиксируется на неподвижном участке 10. Каждый из двух пластинчатых стопоров 32, 32 на передней или задней стороне также служит в качестве поддерживающих элементов подвижного участка 20.
Вышеупомянутые восемь зажимных элементов 31 здесь представляют собой зажимные элементы гидравлического типа, и посредством задания усилия зажима этими зажимными элементами, то есть усилия фиксации пластинчатых стопоров 32, 32 на обеих сторонах, выступающих вперед и назад на неподвижный участок 10, посредством восьми зажимных элементов 31, не меньше, чем нагрузка, создающаяся в сцепляющейся неподвижной части во время образования трубы, люфт сцепляющейся неподвижной части уменьшается до минимума, таким образом шовообжимная клеть становится высокожесткой.
Как показано на фиг.1-4, высота устройства 50 для шлифования наплавленного валика, непрерывно расположенного на стороне дальше по ходу от неподвижного участка 10, ограничена таким образом, чтобы обеспечить возможность наклона подвижного участка 20 в отведенное положение на стороне дальше по ходу линии производства свариваемых электросваркой сопротивлением труб, а также, чтобы служить в качестве поддерживающего тела подвижного участка 20 на нижней стороне подвижного участка 20, наклоненного в отведенное положение. Вследствие этого ограничения высоты, устройство 50 для шлифования наплавленного валика по существу принимает следующую конфигурацию.
Как показано на фиг.1-4, устройство 50 для шлифования наплавленного валика имеет основную раму 55, расположенную на стороне дальше по ходу неподвижного участка 10, множество поддерживающих роликов 51, предусмотренных в основной раме 55 таким образом, чтобы быть разнесенными друг от друга в продольном направлении линии, для поддерживания трубообразного материала, выходящего из шовообжимной клети, и множество (здесь два) шлифующих лезвий 53, предусмотренных в основной раме 55 таким образом, чтобы располагаться на верхней стороне поддерживающих роликов 51.
Множество поддерживающих роликов 51 присоединено к поднимаемой и опускаемой общей поддерживающей раме 52, и их высоты вместе регулируются посредством приведения в действие, подъема и опускания поддерживающей рамы 52 с помощью двигателя-подъемника 52′, предусмотренного на стороне линии. Множество шлифующих лезвий 53, расположенных вместе с множеством поддерживающих роликов 51 таким образом, чтобы быть разнесенными друг от друга в продольном направлении линии, присоединено к отдельным поднимающим и опускающим рамам 54. Благодаря отдельному приведению в действие, подъему и опусканию с помощью множества двигателей-подъемников 54′, предусмотренных в соответствии с каждой поднимающей и опускающей рамой на стороне линии, множество поднимающих и опускающих рам 54 отдельно регулирует высоту множества шлифующих лезвий 53. Множество поднимающих и опускающих рам 54 для отдельного поддерживания множества шлифующих лезвий 53, соответственно, предусмотрено с регулирующими положение механизмами для регулирования окружных положений шлифующих лезвий 53.
Таким образом, посредством обеспечения двигателя-подъемника 52′, служащего в качестве регулирующего высоту механизма множества поддерживающих роликов 51, и множества двигателей-подъемников 54′, служащих в качестве регулирующих высоту механизмов множества поднимающих и опускающих рам 54 на стороне линии производства свариваемых электросваркой сопротивлением труб (линии прохождения трубного материала), высота устройства 50 для шлифования наплавленного валика уменьшается до такого уровня, что подвижный участок 20 может быть отведен на около 90 градусов по направлению к стороне дальше по ходу.
В основной раме 55 устройства 50 для шлифования наплавленного валика, узел 56 для наматывания наплавленного валика предусмотрен таким образом, чтобы располагаться на стороне еще дальше по ходу множества шлифующих лезвий 53, и поддерживающий узел 57 верхнего валка предусмотрен на стороне еще дальше по ходу основной рамы 55. Поддерживающий узел 57 верхнего валка установлен на основании 58, расположенном на стороне дальше по ходу шовообжимной клети вместе с основной рамой 55.
Верхняя часть основной рамы 55 устройства 50 для шлифования наплавленного валика является открытой. Так как подвижный участок 20 не располагается над этой верхней частью во время работы, часть переходит в открытое состояние. В результате, достигается режим работы без удерживания дымовых газов, что также является предпочтительным с точки зрения производственных условий.
Конструкция шовообжимной клети настоящего варианта осуществления описана выше. В дальнейшем, функции шовообжимной клети настоящего варианта осуществления будут описаны, главным образом, на основе фиг.1-4.
Во время работы, как показано на фиг.1 и 2, подвижный участок 20 шовообжимной клети зафиксирован в положении сборки на неподвижном участке 10 посредством стопорного механизма 30. Тем самым обжимные валки в шовообжимной клети, то есть нижний валок 13 и левый и правый боковые валки 14, 14 в неподвижном участке 10 и пара левого и правого верхних валков 26, 26 в подвижном участке 20, находятся в неизменных положениях. Посредством приведения в действие пары левого и правого первых двигателей 16, 16, предусмотренных в основании 11 неподвижного участка 10, левый и правый боковые валки 14, 14 в неподвижном участке 10 приводятся в действие и вращаются.
Предварительно, высота нижнего валка 13 в неподвижном участке 10 регулируется посредством второго двигателя 17 на основании 11, величина прижатия левого и правого боковых валков 14, 14 регулируется посредством гидроцилиндров 15, 15 сервоуправления, поперечные положения муфт 18, 18 вставного типа регулируются посредством подъемников 18”, 18” по типу двигателя, и высота верхних валков 26, 26 в подвижном участке 20 регулируется посредством гидроцилиндра 28 сервоуправления.
В устройстве 50 для шлифования наплавленного валика, высота множества поддерживающих роликов 51 регулируется посредством двигателя-подъемника 52′, и высота множества шлифующих лезвий 53 регулируется посредством множества двигателей-подъемников 54′.
Открытая труба 60 входит в шовообжимную клеть с обращенным друг к другу и вверх участком кромок, и обращенный друг к другу участок кромок соединяется посредством нагрева с помощью нагревающего устройства (не показано), обжатия с помощью левого и правого боковых валков 14, 14 и нажатия с помощью левого и правого верхних валков 26, 26. Трубообразный материал по окончании соединения последовательно входит в устройство 50 для шлифования наплавленного валика на стороне дальше по ходу и, посредством поэтапного удаления наплавленного валика внешней поверхности, образованного в соединенных частях, посредством множества шлифующих лезвий 53, становится сваренной электросваркой сопротивлением трубой с круглым сечением, представляющей собой изделие. Усилие зажима восемью зажимными элементами 31 в стопорном механизме 30 устанавливается не меньше, чем сила реакции деформирующей нагрузки. Таким образом, люфт сцепляющихся частей уменьшается до минимума, и жесткость шовообжимной клети повышается, как описано выше.
Когда размер свариваемой электросваркой сопротивлением трубы, подлежащей изготовлению, меняется, обжимные валки в шовообжимной клети заменяются. Во время замены обжимных валков, сначала, в состоянии, в котором вращение боковых валков 14, 14 остановлено, восемь зажимных элементов 31 в стопорном механизме 30 приводятся в действие в направлении открывания. Тем самым пластинчатые стопоры 32, 32 на обеих сторонах в подвижном участке 20, при этом пластинчатые стопоры подведены к переднему краю и к заднему краю в самой верхней части неподвижного участка 10, соответственно, отцепляются от переднего края и заднего края.
Когда стопорный механизм 30 переведен в неактивное состояние таким образом, исполнительные механизмы 24, 24 типа гидроцилиндров на обеих сторонах неподвижного участка 10, при этом исполнительные механизмы служат в качестве приводного механизма 40 подвижного участка 20, переключаются из состояния отвода штока в состояние выдвижения штока. Тем самым пара левого и правого рычагов 24′, 24′, прикрепленных к обоим концам вращающихся валов 22, толкается, таким образом вращающиеся валы 22 поворачиваются в направлении, в котором подвижный участок 20 поворачивается к стороне задней поверхности (расположенной дальше по ходу стороне линии), принимая вращающийся вал 22 на стороне задней поверхности (расположенной дальше по ходу стороне линии) в качестве точки поворота. В конце, подвижный участок 20 отклоняется на около 90 градусов до расположения над рамой 55 устройства 50 для шлифования наплавленного валика на стороне задней поверхности (расположенной дальше по ходу стороне линии). Это представляет собой состояние, показанное на фиг.3 и 4.
Так как подвижный участок 20 на неподвижном участке 10 в шовообжимной клети наклоняется на около 90 градусов по направлению к стороне задней поверхности (расположенной дальше по ходу стороне линии), принимая вращающийся вал 22 на стороне задней поверхности (расположенной дальше по ходу стороне линии) в качестве точки поворота таким образом, чтобы располагаться над устройством 50 для шлифования наплавленного валика на стороне задней поверхности (расположенной дальше по ходу стороне линии) с передней поверхностью, обращенной вверх, верхняя поверхность неподвижного участка 10 открывается. Внутренняя часть аркообразной рамы 25 в подвижном участке 20 открывается. Тем самым левый и правый боковые валки 14, 14 в неподвижном участке 10 просто заменяются. В случае, когда требуется замена нижнего валка 13, замена также легко выполняется. Более того, в случае, когда требуется замена левого и правого верхних валков 26, 26 в подвижном участке 20, замена также легко выполняется.
Более того, в неподвижном участке 10 одна или обе из передней и задней рамных панелей 12′, 12′ могут быть отсоединена. Тем самым передняя поверхность и/или задняя поверхность неподвижного участка 10 открываются. Таким образом, замена обжимных валков в неподвижном участке 10 еще более легко выполняется.
То есть в шовообжимной клети по настоящему варианту осуществления, во время выполнения замены валков, подвижный участок 20, служащий в качестве сборки верхних валков, может быть наклонен по направлению к расположенной дальше по ходу стороне линии относительно неподвижного участка 10 ниже подвижного участка, и подвижный участок 20 отводится из верхней части неподвижного участка 10 посредством его операции наклона. Таким образом, по сравнению со случаем, когда сборка верхних валков подвешивается краном и отделяется и отводится от неподвижного участка 10 ниже, операция отвода является легкой. Так как отведенный подвижный участок 20 располагается над устройством 50 для шлифования наплавленного валика на расположенной дальше по ходу стороне линии с передней поверхностью, обращенной вверх, нет необходимости во временном установочном пространстве за пределами линии. Кроме того, так как рама 55 устройства 50 для шлифования наплавленного валика также служит в качестве поддерживающего тела подвижного участка 20, конфигурация является простой. Более того, верхняя часть неподвижного участка 10 после отвода подвижного участка 20 находится в открытом состоянии. Следовательно, посредством установки воротообразной рамы на неподвижном участке 10, или тому подобное, замена валков в неподвижном участке 10 может автоматически выполняться. В качестве способа автоматической замены валков, могут выполняться различные способы, включая использование небольшой лебедки и использование различных цилиндров.
Во время замены левого и правого боковых валков 14, 14 в неподвижном участке 10, так как боковые валки 14, 14 соединены с приводными валами 16”, 16” на нижней стороне посредством муфт 18, 18 вставного типа, боковые валки 14, 14 могут отделяться от приводных валов 16”, 16” только посредством поднятия боковых валков. Во время установки левого и правого боковых валков 14, 14 в соответствии с размером следующего изделия, поперечные положения муфт 18, 18 вставного типа регулируются посредством подъемников 18”, 18” по типу двигателя в соответствии с размером этих валков. Тем самым только посредством установки левого и правого боковых валков 14, 14 в соответствии с размером следующего изделия в неизменных положениях с верхней стороны, боковые валки могут быть соединены с приводными валами 16”, 16” на нижней стороне.
Следует отметить, что в вышеприведенном варианте осуществления, для удаления подвижного участка 20 на неподвижном участке 10 в шовообжимной клети с верхней части неподвижного участка 10, подвижный участок 20 наклоняется по направлению к расположенной дальше по ходу стороне линии, принимая горизонтальный вал (вращающийся вал 22) под прямым углом к линии на расположенной дальше по ходу стороне линии в качестве точки поворота. Однако, подвижный участок также может наклоняться по направлению к расположенной ближе по ходу стороне линии, принимая горизонтальный вал под прямым углом к линии на расположенной ближе по ходу стороне линии в качестве точки поворота, или подвижный участок также может наклоняться по направлению к боковой стороне линии, принимая горизонтальный вал, параллельный к линии, на боковой стороне линии в качестве точки поворота. Более того, подвижный участок также может наклоняться в два этапа, принимая два вала из горизонтального вала под прямым углом к линии на расположенной дальше по ходу стороне линии и горизонтального вала, параллельного к линии, на боковой стороне линии в качестве точек поворота.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ПОЗИЦИЙ
10: Неподвижный участок
11: Основание
12: Основная станина клети
13: Нижний валок
14: Боковой валок
15: Гидроцилиндр сервоуправления
16: Первый двигатель
17: Второй двигатель
18: Муфта вставного типа
20: Подвижный участок
21: Первый кронштейн
22: Вращающийся вал
23: Второй кронштейн
24: Исполнительный механизм
25: Рама
26: Верхний валок
27: Подвижное основание
28: Гидроцилиндр сервоуправления
29: Гидроцилиндр сервоуправления
30: Стопорный механизм
31: Зажимной элемент
32: Пластинчатый стопор
40: Приводной механизм (исполнительный механизм 24)
50: Устройство для шлифования наплавленного валика
51: Поддерживающий ролик
52: Поддерживающая рама
53: Шлифующее лезвие
54: Поднимающая и опускающая рама
55: Основная рама
56: Узел для наматывания наплавленного валика
57: Поддерживающий узел верхнего валка
58: Основание
60: Открытая труба.
Реферат
Настоящее изобретение относится к шовообжимной клети. Она включает в себя комбинацию неподвижного участка 10, установленного в месте соединения линии производства свариваемых электросваркой сопротивлением труб, в котором обжимные валки, за исключением левого и правого верхних валков, разъемно собраны, и подвижного участка 20, располагающегося над неподвижным участком 10, внутри которого левый и правый верхние валки разъемно собраны, при этом подвижный участок наклоняется, принимая сторону задней поверхности в качестве точки поворота, по направлению к этой же стороне из положения сборки на неподвижном участке 10 в отведенное положение для открывания верхней части неподвижного участка 10. Подвижный участок 20 приводится в действие и побуждается совершать переменно-возвратное движение между положением сборки и отведенным положением с помощью исполнительных механизмов 24 типа цилиндров в качестве приводного механизма 40. В отведенном положении подвижный участок 20 располагается над устройством 50 для шлифования наплавленного валика, предусмотренным на стороне задней поверхности неподвижного участка 10, с передней поверхностью, обращенной вверх. 7 з.п. ф-лы, 7 ил.
Формула
неподвижный участок, установленный в месте соединения линии производства свариваемых электросваркой сопротивлением труб, в котором смонтированы разъемно обжимные валки, за исключением левого и правого верхних валков;
подвижный участок, располагающийся над неподвижным участком, внутри которого смонтированы разъемно левый и правый верхние валки, при этом подвижный участок выполнен с возможностью поворота к расположенной дальше по ходу линии производства свариваемых электросваркой сопротивлением труб стороне неподвижного участка, принимая верхний конец расположенной дальше по ходу линии производства стороны неподвижного участка в качестве центра, так что подвижный участок поворачивается из положения сборки на неподвижном участке в отведенное положение для открывания верхней части неподвижного участка, при этом расположенная дальше по ходу линии производства сторона неподвижного участка является точкой поворота;
стопорный механизм для фиксации подвижного участка в положении сборки на неподвижном участке;
приводной механизм для приведения в действие и осуществления возвратно-поступательного качательного движения подвижного участка между положением сборки и отведенным положением; и
устройство для шлифования наплавленного валика, предусмотренное на расположенной дальше по ходу линии производства свариваемых электросваркой сопротивлением труб стороне неподвижного участка,
причем подвижный участок выполнен с возможностью расположения над устройством для шлифования наплавленного валика в состоянии с его передней поверхностью, обращенной вверх, и в состоянии, в котором подвижный участок повернут по направлению к отведенному положению на расположенной дальше по ходу линии производства свариваемых электросваркой сопротивлением труб стороне.
Комментарии