Способ непрерывной прокатки труб - SU982830A1
Код документа: SU982830A1
Чертежи
Описание
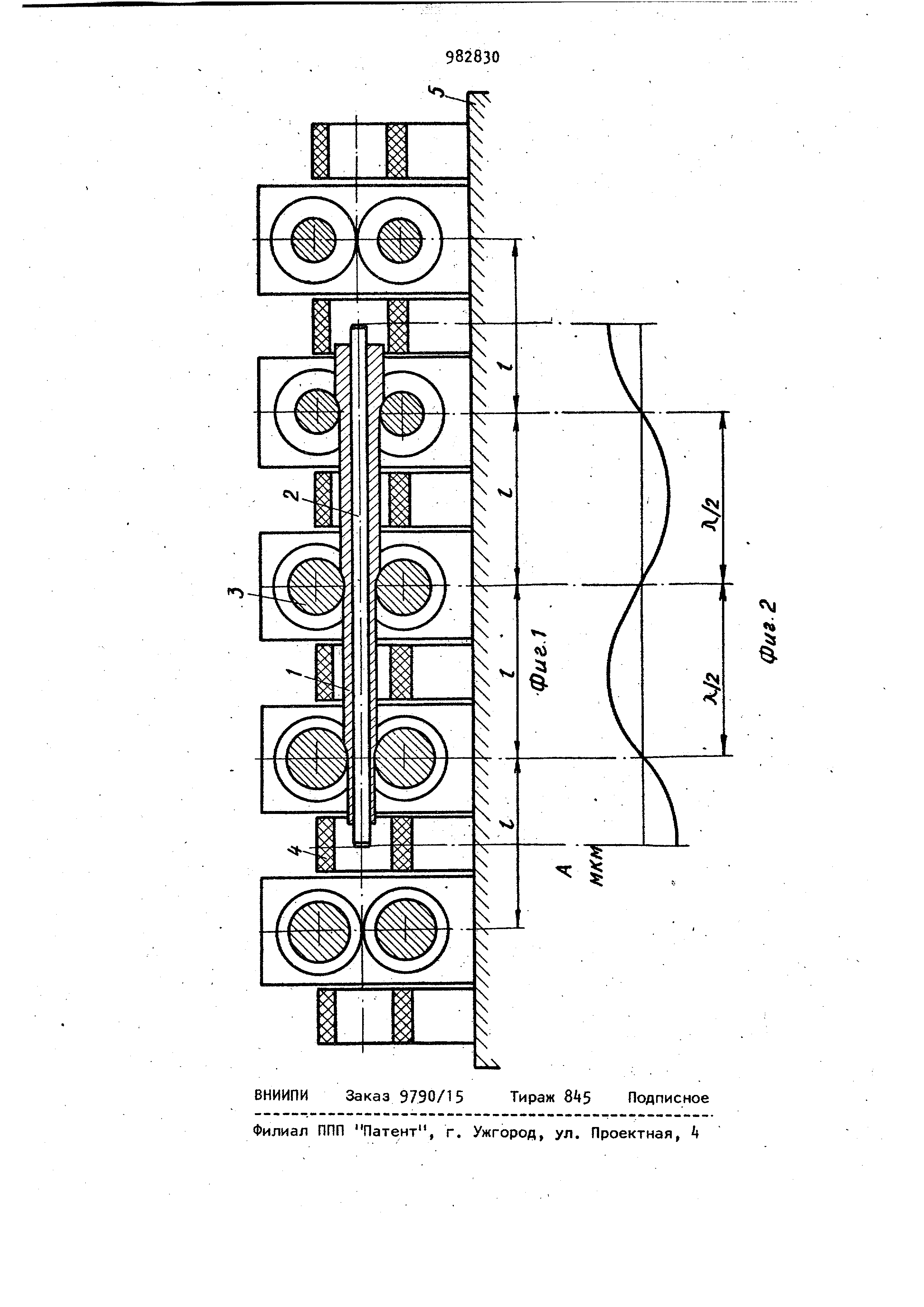
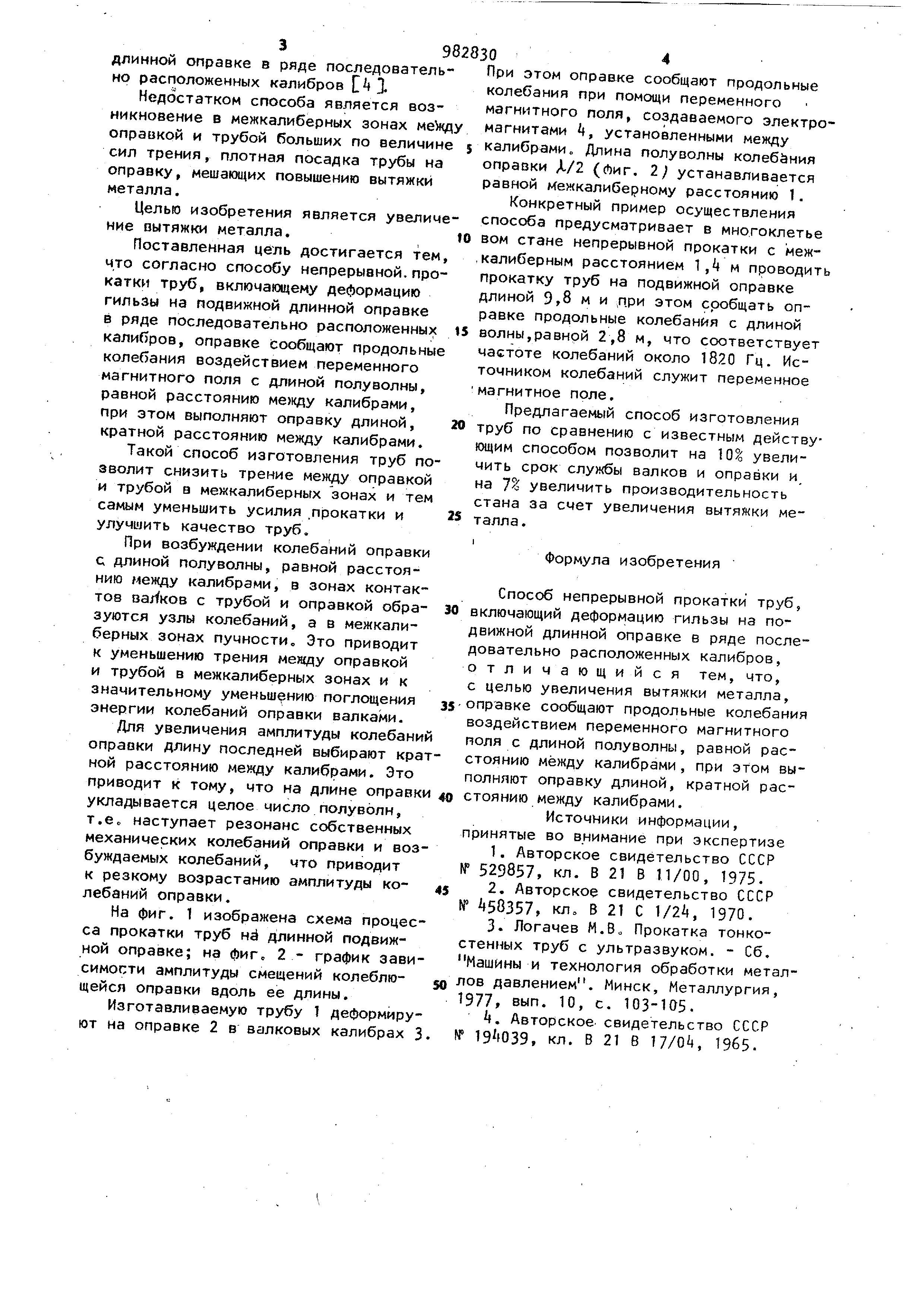
(5) СПОСОБ НЕПРЕРЫВНОЙ ПРОКАТКИ Изобретение относится к обработке металлов давлением, а точнее к произ водству труб прокаткой в многокпетьевом стане на оправке. Наиболее эффективно изобретение может быть использовано при прокатке труб одновременно в нескольких клетях на длинной подвижной оправке, ко торой сообщают продольные колебания. Известен способ теплой прокатки . труб на длинной оправке, включающий деформацию трубы в валковом калибре на оправке, которой воздействием маг нитного поля сообщают продольные ультразвуковые колебания. Способ обеспечивает улучшение внутренней по верхности труб, особенно труднодефор мируемых и склонных к налипанию на оправку материалов у. Известен способ волочения труб, заключающийся в сообщении оправке ультразвуковых колебаний. Наложение ультразвуковых колебаний позволяет уменьшить усилие волочения С 2 1 ТРУБ Однако реализация этого способа вызывает значительные сложности,,так как подвод энергии осуществляют через торец оправки. Особенно трудно использовать известный способ на многоклетьеаых станах непрерывной прокатки, где колебания вдоль длины оправки угасают за счет поглощения колебаний валками клетей в зонах их контакта с оправкой через стенку трубы. Известен способ продольной прокатки труб, включающий деформацию гильзы на подвижной длинной оправке в валковом калибре с наложением продольных ультразвуковых колебани{1 на валки. Уменьшение стенки трубы повышает эффективность колебаний и несколько смяг чает ее падение при увеличении степени деформации 3 Наиболее близкие, к изобретению по технической сущности, является способ непрерывной прокатки труб, содержащий деформацию гильзы на подвижной 398 длинной оправке в ряде последовательно расположенных калибров L 3Недостатком способа является возникновение в межкалиберных зонах оправкой и трубой больших по величине сил трения, плотная посадка трубы на оправку, мешащих повышению вытяжки металла. Целью изобретения является увеличение вытяжки металла. Поставленная цель достигается тем, что согласно способу непрерывной.прокатки труб, включающему деформацию гильзы на подвижной длинной оправке в ряде последовательно расположенных калибров, оправке сообщают продольные колебания воздействием переменного магнитного поля с длиной полуволны, равной расстоянию между калибрами. при этом выполняют оправку длиной, кратной расстоянию между калибрами, Такой способ изготовления труб позволит снизить трение между оправкой и трубой в меккалиберных зонах и тем самым уменьшить усилия .прокатки и улучшить качество труб. При возбуждении колебаний оправки с длиной полуволны, равной расстоянию между калибрами, в зонах контактов ваИков с трубой и оправкой образуются узлы колебаний, а в межкалиберных зонах пучности. Это приводит к уменьшению трения между оправкой и трубой в межкалиберных зонах и к значительному уменьшению поглощения энергии колебаний оправки валками. Для увеличения амплитуды колебаний опраоки длину последней выбирают кратной расстоянию между калибрами. Это приводит к тому, что на длине оправки укладывается целое число полуволн. т,во наступает резонанс собственных механических колебаний оправки и возбуждаемых колебаний, что приводит к резкому возрастанию амплитуды колебаний оправки. На фиг, 1 изображена схема процесса прокатки труб не длинной подвижной оправке; на фиг. 2 - график зависимости амплитуды смещений колеблющейся оправки вдоль ее длины, Изготавливаемую трубу 1 деформируют на оправке 2 в валковых калибрах 3 04 При этом оправке сообщают продольные колебания при помощи переменного магнитного поля, создаваемого электромагнитами , установленными между калибрами. Длина полуволны колебёния оправки Л/2 (Лиг. 2) устанавливается равной межкалиберному расстоянию 1. Конкретный пример осуществления способа предусматривает в многоклетье вом стане непрерывной прокатки с межкалиберным расстоянием 1,4 м проводить прокатку труб на подвижной оправке длиной 9,3 м и дри этом сообщать оправке продольные колебания с длиной волны,равной 2,8 м, что соответствует частоте колебаний около 1820 Гц. Источником колебаний служит переменное магнитное поле, Предлагаемый способ изготовления труб по сравнению с известным действу ющим способом позволит на 10% увеличить срок службы валков и оправки и на 7 увеличить производительность стана за счет увеличения вытяжки металла , , Формула изобретения Способ непрерывной прокатки труб, включающий деформацию гильзы на подвижной длинной оправке в ряде последовательно расположенных калибров, отличающийся тем, что, с целью увеличения вытяжки металла, оправке сообщают продольные колебания воздействием переменного магнитного поля с длиной полуволны, равной расстоянию между калибрами, при этом выполняют оправку длиной, кратной расстоянию между калибрами, Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 529857, кл, В 21 В 11/00, 1975. 2. Авторское свидетельство СССР № 458357, кл В 21 С 1/24, 1970, 3. Логачев М.Во Прокатка тонкостенных труб с ультразвуком. - Сб. Машины и технология обработки металлов давлением, Минск, Металлургия, 1977, вып, 10, с. 103-105. 4. Авторское свидетельство СССР № 194039, кл, В 21 В 17/04, 1965.

Реферат
Формула
Комментарии