Способ получения тонкой проволоки из сплава tinita - RU2759624C1
Код документа: RU2759624C1
Чертежи

Описание
Изобретение относится к способам получения тонкой проволоки из сплава для Кава-фильтров и стентов, а именно TiNiTa.
Известен способ получения сверхупругого титан-никелевого сплава (JP 58161753, МПК C22F 1/10, опубл. 26.09.83 г), включающий предварительную закалку крупнозернистого сплава, последующую холодную деформацию прокаткой со степенью деформации более 20% и отжиг при температуре 250-550°С.
Недостатками способа являются относительно низкие степени деформации (ε менее 100%) и ограничения по степени измельчения микроструктуры, не позволяющие достигать наиболее высоких механических и функциональных свойств. Наличие никеля в данном составе может вызывать у части пациентов аллергические реакции на медицинские импланты, изготовленные из него.
Известен способ получения сплавов TiNb(Ta и/или Zr) и их обработки (Патент РФ №2485197 МПК C22F 1/18, опубл. 20.06.2013 г.). Способ обработки сплава включает горячую обработку давлением слитка сплава на основе титана при начальной температуре 900-950°С и конечной температуре 700-750°С, термомеханическую обработку путем многопроходной холодной деформации с суммарной степенью обжатия от 31 до 99%, последеформационного отжига при температуре 500-600°С и завершающего закалочного охлаждения в воде. После механическое псевдоупругое циклирование полученной заготовки в условиях одноосного растяжения до достижения 2% деформации в течение 50-100 циклов и снятия нагрузки.
К недостаткам этого способа относится обработка на первых этапах давлением, без вакуума. При нагреве сплава более 400 градусов не в вакууме или инертной среде замечено поглощение кислорода титаном и танталом, что негативно сказывается на усталостные свойства конечного продукта - проволоки.
Наиболее близком к предложенному изобретению является способ получения проволоки из сплава титан-ниобий-тантал-цирконий с эффектом памяти формы патент РФ 2656626. Способ обработки материала включает деформационно-термическую обработку заготовки из сплава титан-ниобий-тантал-цирконий, включающую гомогенизирующий отжиг слитка при температуре 600°С в вакуумной среде в течении 16 часов, прокат слитка в пластину с дальнейшей нарезкой ее электроэрозионным способом на прутки квадратного сечения, ротационную ковку и волочение до искомого диаметра в 0,28 мм.
К недостаткам данного способа можно отметить прокат слитка в пластину с дальнейшей ее нарезкой. Данный способ требует дополнительного технологического этапа работы и соответственно оборудования для электроэрозионной резки, а также вносит снижение длины получаемой проволоки по отношению к предложенному способу в несколько раз.
Задачей изобретения является создание способа получения тонкой проволоки из безникелевого сплава TiNiTa для целей использования в медицинских изделиях Кава-фильтр и стент.
Техническим результатом является получение единой тонкой проволока диаметром 0,18 мм из сплава TiNiTa. (фиг. 5.)
Технический результат достигается тем, что в способе получения тонкой проволоки из сплава TiNiTa, состоящем из выплавки заготовки, деформационно-термической обработки заготовки из сплава титан-ниобий-тантал-цирконий, сочетающем гомогенизирующий отжиг, интенсивная многоступенчатая пластическая деформация и рекристаллизационный отжиг, минимизируя при этом образование оксидов титана и тантала за счет проведения отжигов в вакууме 5*10-5 мм. рт. ст., единая проволока получается из целого слитка, без необходимости разделения слитка на части, как в прототипе, что повышает практичность способа. Согласно изобретению изготовление проволоки проводится в 5 этапов. На первом этапе, используя в качестве шихтовых материалов йодидный титан, технически чистый никель и технически чистый тантал, выплавка слитков проводилась в электродуговой вакуумной печи с нерасходуемым вольфрамовым электродом, на втором этапе выплавленные слитки подвергали гомогенизационному отжигу в вакууме 5*10-5 мм. рт. ст. при температуре 600°С в течении 12 ч, на третьем этапе производится процесс прокатки, заключается в том, что заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Прокатка происходит на реверсивном стане до сечения 10x10 мм2. На четвертом этапе ротационная ковка, заключающаяся в уменьшение площади поперечного сечения заготовки под воздействием перемещающегося в радиальном направлении инструмента при относительном вращении заготовки и инструмента. На пятом этапе проводится волочение, процесс характеризующийся постепенным однократным или многократным протягивания последнего через специальный волочильный инструмент, предназначенный для поэтапного уменьшения поперечного сечения исходной заготовки до искомого диаметра в 0,18 мм.
На сегодняшний день наибольшей популярностью пользуется сплав NiTi для изготовления медицинских изделий типа Стент. Однако известны другие составы сплавов, коррозионная стойкость которых выше, при прочих свойствах сопоставимыми с NiTi. Перспективными видятся сплав TiNiTa.
Сплав является довольно технологичным и позволяет проводить механическую обработку при комнатной температуре, при снятии наклепа при помощи отжига.
Пример конкретной реализации изобретения:
Элетродуговой переплав
Плавка навесок проводилась в электродуговой вакуумной печи с нерасходуемым вольфрамовым электродом LK8 фирмы LEYBOLD-HERAEUS (Германия). Навески помещались в медный водоохлаждаемый кристаллизатор, после чего рабочая камера герметично закрывалась и вакуумировалась до давления 1*10-2 мм. рт. ст. После этого в камеру напускался аргон до давления 2 атм. В процессе первых 2-3 переплавов получали единый слиток, последующие переплавы направлены на получение равномерного химического состава по всему объему слитка. Длительность каждой плавки одного слитка 1-1,5 мин. Перед плавкой слитка расплавлялся геттер. В качестве геттера использовался слиток йодидного циркония массой 15-20 г. Каждый слиток переплавляли 7 раз. Далее в этих условиях полученные слитки сплавляются в единый слиток весом 60 г за 2 переплава. Конечный слиток имел длину 60-70 мм, ширину 20-25 мм, высоту 10-12 мм.
На фиг. 1 представлена схема вакуумной дуговой печи с нерасходуемым электродом, где: 1 - корпус печи, 2 - нерасходуемый электрод, 3 - электрододержатель, 4 - кристаллизатор, 5 - поддон, 6 - вакуумное уплотнение, 7 - механизм перемещения электрода, 8 - автоматический регулятор перемещения электрода, 9 - источник питания печи, 10 - вакуумная система, 11 - регулятор тока, 12 - пульт управления 13 - подвижный поток.
Термообработка.
Выплавленные слитки подвергали гомогенизационному отжигу в печи СШВ3-1.2,5/25-ИЗ. Слитки отжигали в вакууме 5*10-5 мм. рт. ст. при температуре 600°С в течении 12 ч.
Прокатка слитков.
Сущность процесса прокатки заключается в том, что заготовка обжимается (сдавливается), проходя в зазор между вращающимися валками, при этом, она уменьшается в своем поперечном сечении и увеличивается в длину. Форма поперечного сечения называется профилем.
Процесс прокатки обеспечивается силами трения между вращающимся инструментом и заготовкой, благодаря которым заготовка перемещается в зазоре между валками, одновременно деформируясь. В момент захвата металла со стороны каждого валка действуют на металл две силы: нормальная сила N и касательная сила трения Τ (рис.).
На фиг. 2 изображена схема сил, действующих при прокатке: N - нормальная сила; Τ - касательная сила трения; α - угол между нормальной силой и вертикалью
Прокатка происходила на реверсивном стане ДУО-300. Выплавленные слитки деформировали на воздухе до сечения 10x10 мм2. Заготовки подогревали на воздухе до температуры 600°С. Нагрев осуществлялся непосредственно перед деформацией в печи KYLS 20.18.40/10.
Ротационная ковка.
Ротационная ковка - уменьшение площади поперечного сечения заготовки под воздействием перемещающегося в радиальном направлении инструмента при относительном вращении заготовки и инструмента.
На фиг. 3 изображена схема ротационной ковки.
Ротационная ковка заготовок последовательно проводилась на радиальных ковочных машинах В2129.02, В2127.01, В2123.01 (Россия) с последовательной сменой бойков. Подогрев заготовок на воздухе непосредственно перед деформацией осуществлялся в печи ПТС-2000-40-1200 (Россия).
Волочение.
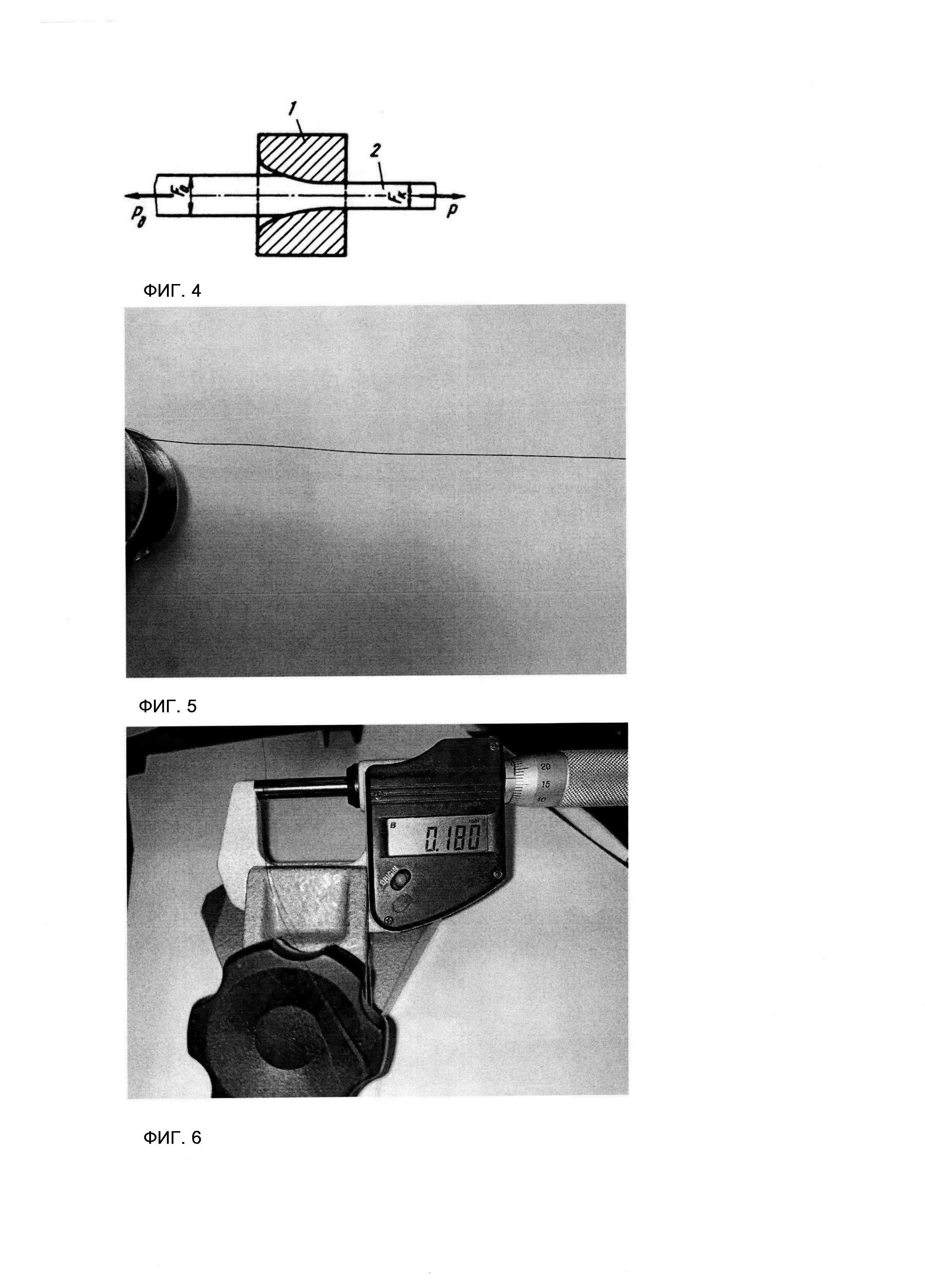
Волочение проволоки - это процесс обработки металла давлением, характеризующийся постепенным однократным или многократным протягивания последнего через специальный волочильный инструмент, предназначенный для поэтапного уменьшения поперечного сечения исходной заготовки. Принципиальная схема волочения приведена на фиг. 4, где 1 - фильера; 2 - проволока; Fo - площадь поперечного сечения на входе в фильеру; Fk - площадь поперечного сечения на выходе из фильеры.
На фиг. 4 изображена схема волочения.
С диаметра проволоки 2 мм до диаметра 0,4 мм волочение производилось на машине C7328/ZF фирмы «ТНЕ NORTHWEST MACHIBE CO.LTD» (Китай). Волочение проходило на воздухе. В качестве смазки использовался аквадаг.
С диаметра 2 мм до диаметра 0,4 мм волочение производилось на машине UDZWGW 100/8 (Германия). Скорость волочения 0,7 м/мин. С диаметра 0,4 мм до 0,18 мм шаг фильер составлял 0,02 мм. Волочение проходило на воздухе. В качестве смазки использовался аквадаг. Финальная проволока получила диаметр 0,18 мм (фиг. 6).
Реферат
Изобретение относится к металлургии, а именно к способам получения тонкой проволоки из сплава для Кава-фильтров и стентов. Способ получения проволоки из сплава титан-никель-тантал для производства сферического порошка включает выплавку слитков сплава из исходных материалов в электродуговой вакуумной печи с нерасходуемым вольфрамовым электродом, гомогенизирующий отжиг слитков в вакууме 5⋅10-5мм рт. ст., интенсивную пластическую деформацию слитков с получением проволоки и рекристаллизационный отжиг полученной проволоки. Гомогенизирующий отжиг слитков осуществляют при температуре 600°С в течение 12 ч, интенсивную пластическую деформацию осуществляют путем прокатки на реверсивном стане до сечения заготовки 10х10 мм2, ротационной ковки на воздухе при температуре 600°С и одно- или многократного волочения до диаметра проволоки 0,18 мм, а рекристаллизационный отжиг полученной проволоки проводят в вакууме при температуре 600°С в течение 12 ч. Обеспечивается получение единой проволоки. 6 ил., 1 пр.
Комментарии