Способ горячей прокатки стальной полосы и установка для его осуществления - RU2057601C1
Код документа: RU2057601C1
Чертежи
Описание
Изобретение относится к металлургии, в частности к способу и установке для горячей прокатки стальной полосы из отлитого способом непрерывной разливки полосового исходного материала в ходе следующих друг за другом рабочий операций, причем полосовой материал после затвердевания доводится до температур горячей прокатки и для раскатки в готовую полосу подается в многоклетьевой прокатный стан.
Известен способ прокатки стальной полосы, полученный непрерывной разливкой стали в виде следующих друг за другом рабочих операций, причем заготовку полосы после затвердевания доводят в накопителе до температуры горячей прокатки и вводят в многоклетьевую непрерывно работающую линию прокатки, где раскатывают узкую полосу шириной от 1000 до 2000 мм [1] Недостаток известного способа заключается в высоких капиталовложениях за счет использования многоклетьевого прокатного стана.
Целью изобретения является создание способа горячей прокатки стальной полосы и установки для его осуществления, с помощью которых обеспечивается экономичное получение горячекатаной стальной полосы с полной загрузкой при небольших объемах производства и, в частности с небольшими капиталовложениями.
Достигается это за счет того, что раскатку в готовую полосу осуществляют в трех или четырех горизонтальных клетях с рабочими валками одинакового диаметра в диапазоне от 400 до 800 мм со скоростью прокатки 4-6 м/с, а для обеспечения максимально возможного обжатия в каждой клети прокатку осуществляют с использованием предельно допустимого момента прокатки.
Согласно предпочтительному варианту выполнения изобретения во всех клетях привод осуществляют через рабочие валки.
В части установки, предназначенной для осуществления способа, содержащей устройство для непрерывной разливки полосы, поперечно-резательное устройство, накопительно-нагревательное устройство, многоклетьевой прокатный стан, устройство для охлаждения, подпольную моталку, отличительной особенностью ее является то, что прокатный стан состоит из трех или четырех клетей с рабочими валками одинакового диаметра в диапазоне от 400 до 800 мм и, по меньшей мере, первые две клети имеют приводные рабочие валки.
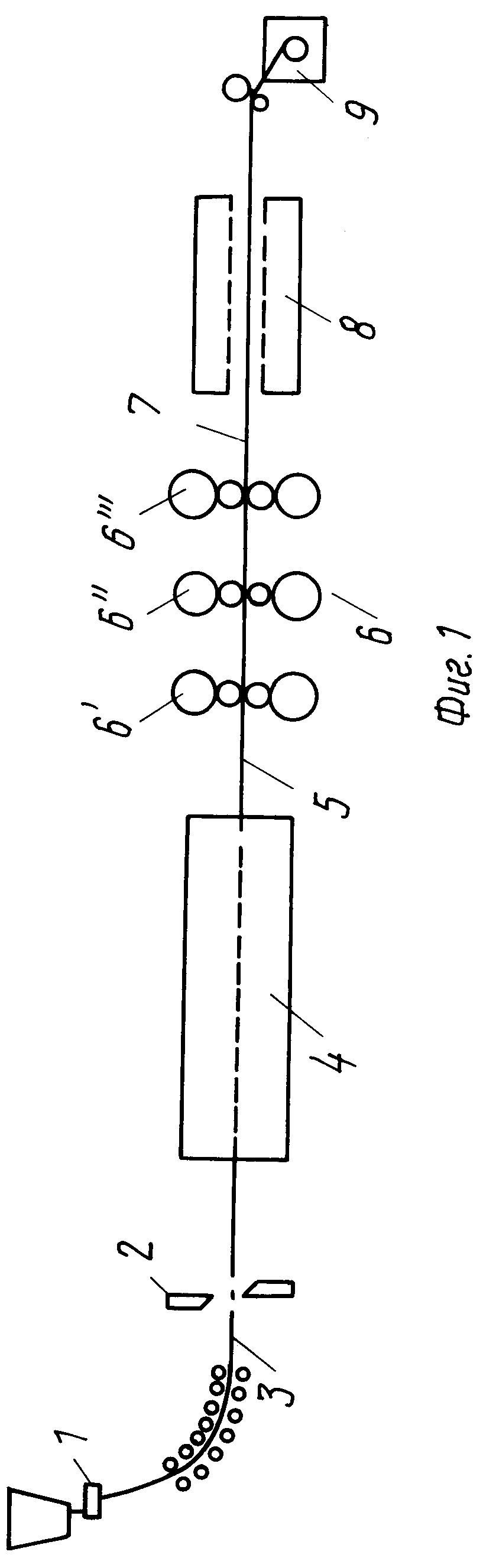
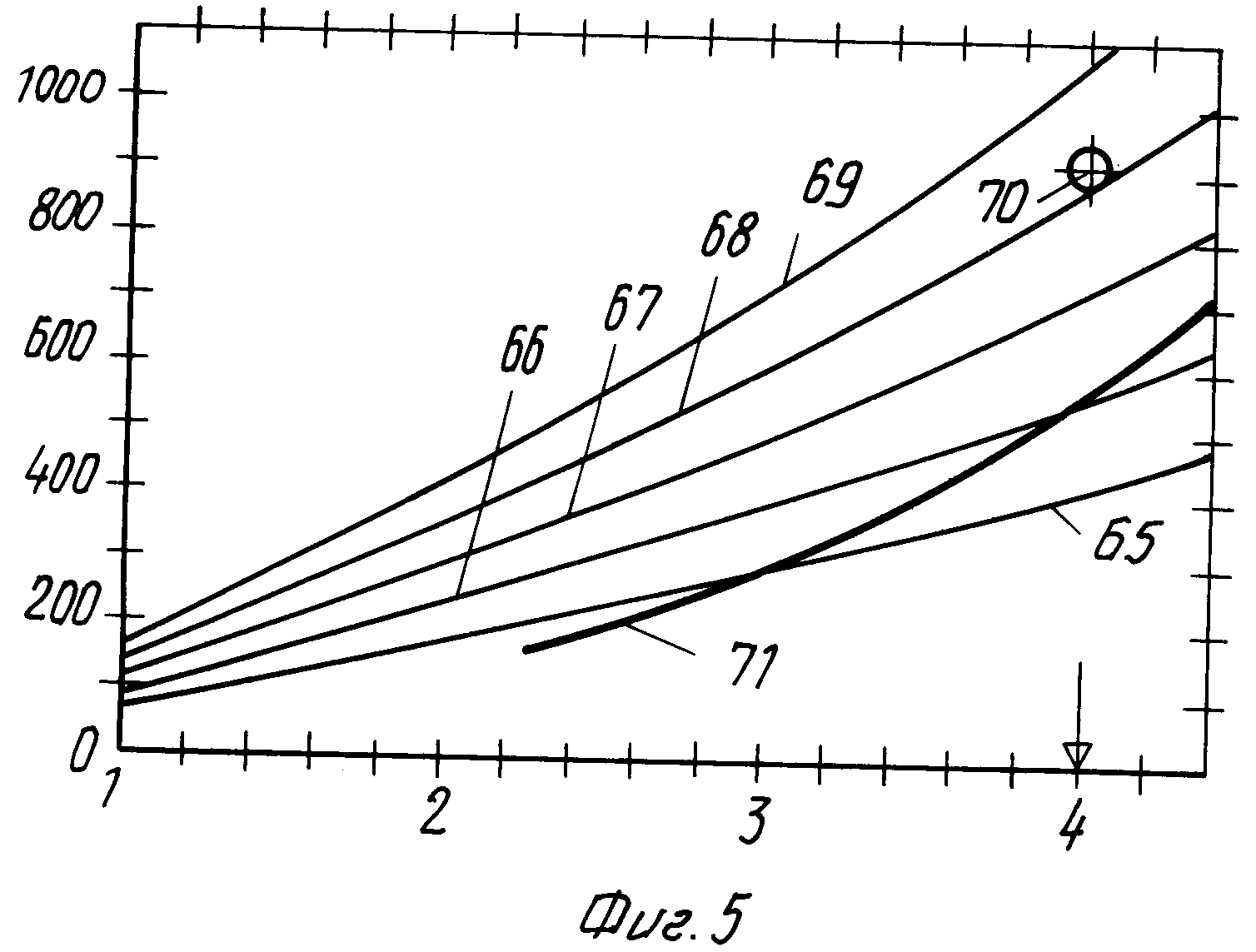
На фиг.1 структурная схема установки, вид сбоку; на фиг.2 а-d принципиальная диаграмма прокатки в четырех клетях по способу согласно изобретению; на фиг.3 -диаграмма прокатки для обжатия за проход в первой клети; на фиг.4 диаграмма прокатки для обжатия за проход во второй клети; на фиг. 5 диаграмма прокатки для обжатия за проход в третьей и последней клетях.
На фиг.1 позицией 1 обозначена ленточная или полосовая разливочная установка, за которой установлено поперечно-резательное устройство 2, например газорезательная машина или ножницы для отрезания отлитой и выходящей из ленточной разливочной установки 1 полосы 3 на части одинаковой длины. Отдельные отрезки полосы 3 сразу же промежуточно складываются в накопительно-нагревательном устройстве 4, например, печи с роликовым подом, и доводятся до однородной температуры горячей прокатки около 1050-1100оС. С выходящей из печи части полосы 5 известным способом удаляют окалину и придают ей новую предварительную длину (не изображено). После этого отрезок полосы 5 прокатывают начисто в прокатном стане 6, состоящем из трех (или четырех) клетей (6', 6", 6lll) с исходного сечения до конечного сечения. После выхода из последней прокатной клети (6"') прокатного стана 6 с температурой при выходе 860оС готовая полоса 7 проходит участок охлаждения 8 и затем наматывается подпольной моталкой 9 при температуре около 560о С.
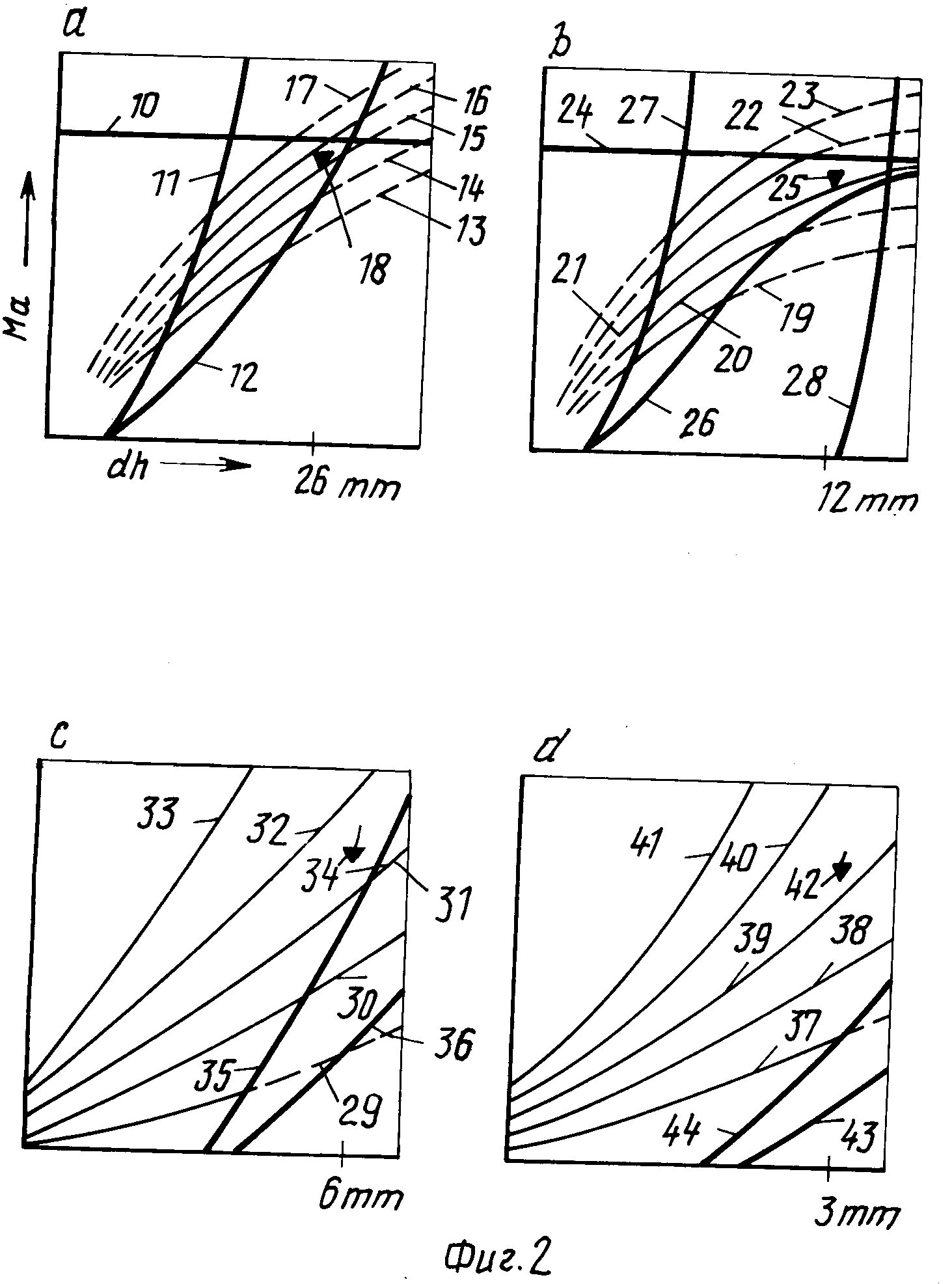
На фиг.2а-d схематично изображены обжатия за проход и параметры прокатки в четырех клетях, при этом на оси абсцисс указано обжатие прокаливаемой полосы по толщине dh в мм, а на оси ординат сумма эффективного момента прокатки "Ма" в кНм.
На фиг. 2а для первой клети толщина при вводе в валки полосового материала принята за 50 мм. Максимально передаваемый момент
прокатки, изображенный линией 10 при определенном диаметре 13 17 рабочего
валка пересекает как горизонтальная линия кривые 11, 12, причем кривая 11 указывает на предел момента прокатки при переводе
на опорные валки с коэффициентом трения μ 0,15 и кривая 12 предел
момента прокатки при приводе на рабочие валки. Линии определенного диаметра 13 17 рабочего валка идут, например, снизу вверх в
диапазоне 400-800 мм. При использовании почти максимального момента
прокатки при определенном и относительно большом диаметре 15, 16 рабочего валка между линиями с приводом на рабочие валки в
соответствии с кривой 12 можно выбрать рабочую точку 18 для первой клети так,
что обжатие по толщине будет составлять 50-26=24 мм, и полоса такой толщины будет введена во вторую клеть. Соотнесенное
обжатие по толщине или за проход достигает при этом 52%
На фиг.2,в
позициями 19-23 снова показаны увеличивающиеся диаметры рабочих валков в зависимости от момента прокатки и обжатия по
толщине. При использовании максимально передаваемого момента прокатки,
изображенного линией 24, во второй клети при предпочтительно одинаковом диаметре 21, 22 рабочих валков получается рабочая точка
25 в предельно допустимом диапазоне момента прокатки при приводе на
рабочие валки в соответствии с линией 26, но вне предельно допустимого диапазона момента прокатки для привода на опорные валки в
соответствии с линией 27 с обжатием по толщине, например, 12 мм,
поэтому остается 24-12=12 мм, что соответствует обжатию по толщине 50% Допустимый рабочий диапазон моментов прокатки между линиями 26
и 24 ограничен при максимальных значениях обжатия направо линией
максимального угла захвата 28.
На фиг. 2, с позициями 29 33 снова обозначены увеличивающиеся диаметры рабочих валков в зависимости от момента прокатки и обжатия по толщине. Отрегулированное обжатие по толщине составляет в данном случае, например, 6 мм, а оставшаяся толщина 6 мм, что соответствует обжатию по высоте 50% Выбранная рабочая точка 34 находится далеко ниже максимально передаваемого момента прокатки в предельно допустимом диапазоне линии момента прокатки для привода на опорные валки согласно линии 35, поэтому рабочие валки могут приводиться в движение выборочно сами в соответствии с линией 36 или косвенно через опорные валки в соответствии с линией 35.
На фиг. 2,d позициями 37 41 изображены увеличивающиеся диаметры рабочих валков в зависимости от момента прокатки и обжатия по толщине. Требуемое обжатие по толщине в данном случает составляет, например, 3 мм с конечной толщиной 3 мм, что соответствует обжатию по высоте 50% Выбранная рабочая точка 42, как и на фиг.2,с находится значительно ниже максимально передаваемого момента прокатки в предельно допустимом диапазоне линий момента прокатки согласно линиям 43, 44 для привода на рабочие и опорные валки, поэтому в данном случае рабочие валки, как и в третьей клети, имеют выборочно собственный привод в соответствии с линией 44 или приводятся через опорные валки в соответствие с линией 43.
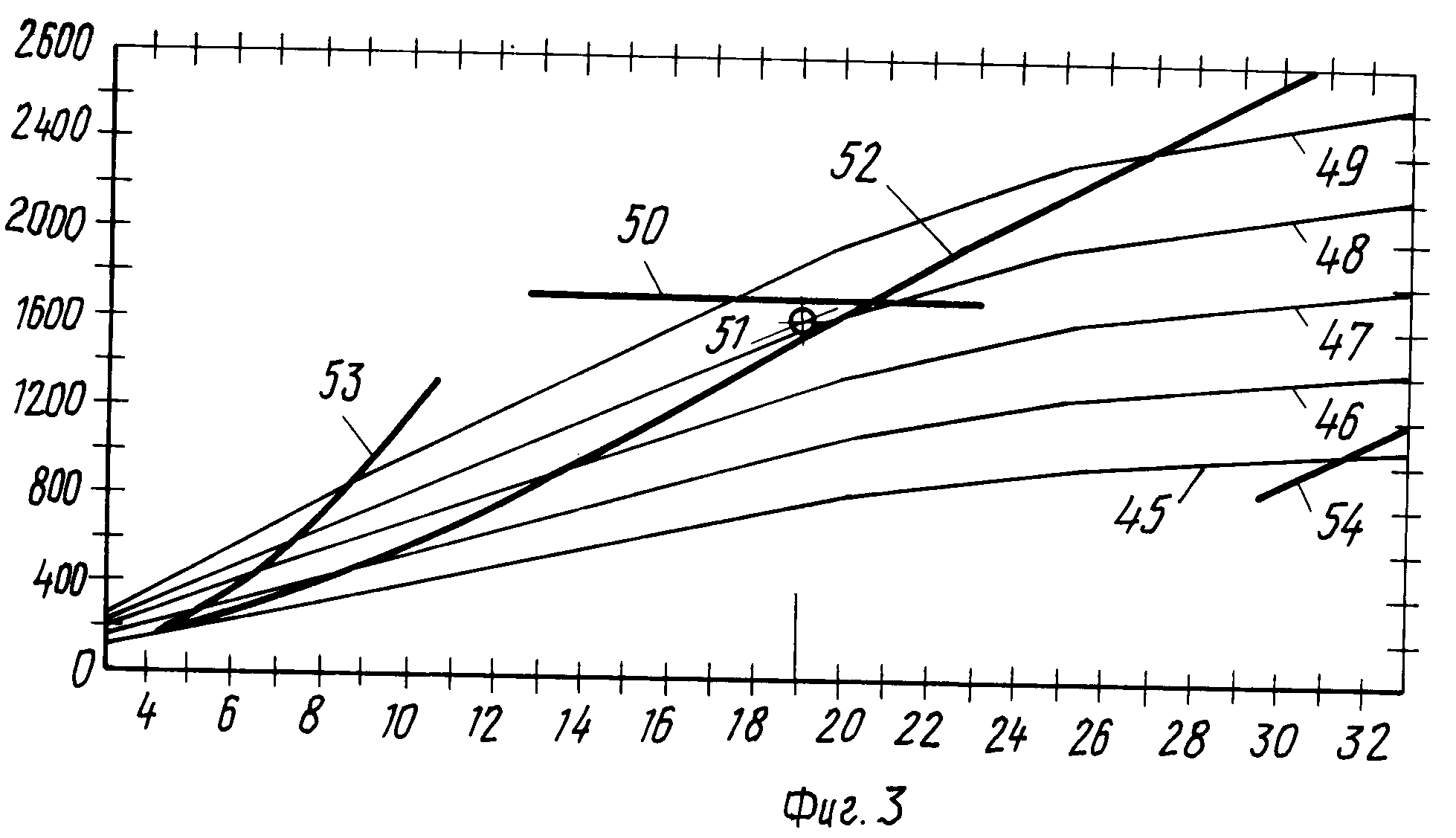
На фиг. 3 изображены рабочие параметры для обжатия за проход в первой и трех клетей в виде диаграммы, причем на оси абсцисс указаны значения обжатия по толщине dh прокатываемого материала в мм и на оси ординат сумма эффективного момента прокатки "Ма" в кНм. Линии 45-49 соответствуют диаметрам рабочих валков, увеличивающимся с 400 до 800 мм. При использовании максимально передаваемого момента прокатки 1700 кНм в соответствии с линией 50 образуется pабочая точка 51 при диаметре рабочих валков 710 мм между линиями 48 и 49 в предельно допустимом диапазоне над линией для максимально передаваемого момента прокатки при приводе на рабочие валки в соответствии с линией 52, вне предельно допустимого диапазона для привода опорных валков в соответствии с линией 53 с обжатием по толщине 19 мм так, что от толщины 41 мм на входе остается толщина 41 мм 19 мм 22 мм, что соответствует обжатию по толщине за проход 46,34% Допустимый рабочий диапазон между линиями 52 и 50 не ограничен линией максимального угла захвата 54.
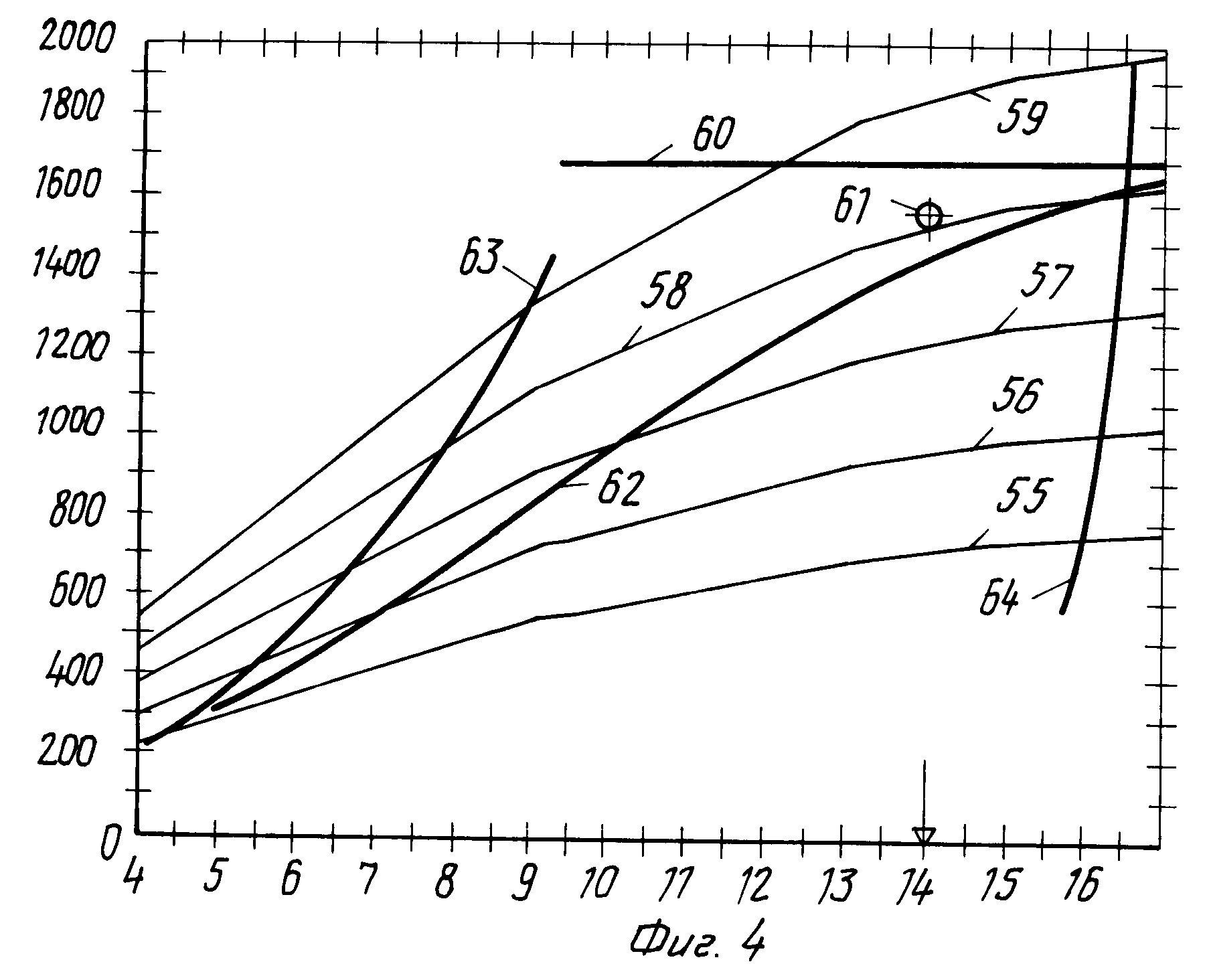
На фиг.4 позициями 55-59 обозначены снова увеличивающиеся диаметры рабочих валков в зависимости от момента прокатки и обжатия по толщине. При использовании максимально передаваемого момента прокатки 1700 кНм в соответствии с линией 60 во второй клети при предпочтительно одинаковом диаметре рабочих валков, как и в первой клети, 710 мм между диаметрами 58 и 59 получается рабочая точка 61 в предельно допустимом диапазоне над линией для максимального передаваемого момента прокатки при переводе на рабочие валки в соответствии с линией 62, но вне предельно допустимого диапазона для привода опорных валков в соответствии с линией 63 с обжатием по толщине 14 мм, поэтому остается толщина 22-14 8 мм, что соответствует обжатию за проход 63,64% Допустимый рабочий диапазон моментов прокатки между линиями 62 и 60 при значительных обжатиях за проход ограничен направо линией максимального угла захвата 64.
На фиг.5 позиции 65-69 обозначают линии увеличивающегося диаметра рабочих валков от 400 до 800 мм. Отрегулированное значение обжатия по толщине составляет, например, 4 мм для получения остаточной толщины 4 мм, что соответствует обжатию по высоте 50% Выбранная рабочая точка 70 с моментом прокатки 900 кНм при обжатии по толщине 4 мм расположена значительно ниже максимально передаваемого момента прокатки в предельно допустимом диапазоне линии момента прокатки для привода на опорные валки (не изображено), для привода на рабочие валки в соответствии с линией 71.
Предлагаемые изобретением меры не ограничены примером аыполнения, изображенным на чертежах. Так, например, не выходя за рамки изобретения, можно в отдельных клетях установить рабочие валки разного диаметра и геометрической формы с целью оптимизации отдельных состояний деформации, например, в особенности в последних клетях, а также так называемые смещаемые друг относительно друга валки бутылочного типа для непрерывного изменения раствора валков в месте износа валков. Соответствующее конструктивное исполнение в соответствии с последующим применением устройства представляется специалисту.
Реферат
Изобретение относится к области металлургии, в частности к способу и установке для горячей прокатки стальной полосы из отлитого способом непрерывной разливки полосового исходного материала в ходе следующих друг за другом рабочих операций, причем полосовой материал после затвердевания доводится до температуры горячей прокатки и для раскатки в готовую полосу подается в многоклетьевой прокатный стан. Целью настоящего изобретения является создание способа горячей прокатки стальной полосы и установки для его осуществления, с помощью которых обеспечивается экономичное получение горячекатаной стальной полосы с полной загрузкой при небольших объемах производства, и в частности, с небольшими капиталовложениями. Поставленная цель достигается за счет того, что в способе раскатку в готовую полосу осуществляют в трех или четырех горизонтальных прокатных клетях с рабочими валками одинакового диаметра в диапазоне от 400 до 800 мм со скоростью прокатки 4 - 6 м/с, а для обеспечения максимально возможного обжатия в каждой клети прокатку осуществляют с использованием предельно допустимого момента прокатки, причем во всех клетях привод осуществляют через рабочие валки, а в части установки прокатный стан состоит из трех или четырех клетей с рабочими валками одинакового диаметра в диапазоне от 400 до 800 мм и, по меньшей мере, первые две клети имеют приводные рабочие валки. 2 с и 1 з. п. ф-лы, 5 ил.
Комментарии