Способ и устройство для изготовления металлической полосы методом непрерывной разливки, совмещенной с прокаткой - RU2640484C1
Код документа: RU2640484C1
Чертежи
Описание
Изобретение относится к способу изготовления металлической полосы методом непрерывной разливки, совмещенной с прокаткой, в котором сначала отливается сляб в разливочной машине и подается в установленный затем в направлении транспортировки полосы чистовой прокатный стан и прокатывается в нем. Кроме того, изобретение относится к устройству для осуществления способа.
Таким образом, данное изобретение используется в установках непрерывной разливки и прокатки, с помощью которых в непрерывном режиме из жидкого металла изготавливается готовая полоса. Для таких установок предлагается стратегия, которую можно использовать, когда преднамеренно или непреднамеренно происходит прерывание режима прокатки в чистовом прокатном стане.
В известных установках непрерывной разливки и прокатки жидкая сталь преобразуется в компактной установке в горячую полосу. При этом сначала отливаются слябы бесконечной длины.
Эти слябы разделяются с помощью ножниц в соответствии с желаемыми размерами горячих бунтов. В нагревательных печах, которые выполнены часто в виде печей с роликовым подом, слябы доводятся до нужной температуры. Затем слябы по отдельности подаются в прокатный стан и прокатываются. Затем полосы подвергаются охлаждению на участке охлаждения и наматываются. Бунты выходят с линии прокатки для дальнейшей обработки.
В так называемом полубесконечном способе слябы разрезаются так, что могут создаваться из этого сляба два или больше бунтов. После прокатного стана дополнительно расположены летучие ножницы, которые разделяют длинную горячекатаную полосу, так что достигается желаемая величина бунта. С помощью этого способа уменьшается количество критичных при прокатке процессов введения и выведения, так что можно надежно изготавливать тонкие горячекатаные полосы.
Оба процесса имеют общим то, что за счет разделения, в частности разрезания, сляба, можно осуществлять развязку процесса разливки и процесса прокатки. Таким образом, возможные и необходимые скорости процесса разливочной машины и прокатного стана можно устанавливать независимо друг от друга.
За счет прогресса в работе разливочной машины и в управлении процессом, например, с помощью нагревательных приспособлений, в настоящее время можно отказаться от разделения сляба перед прокаткой. Разработан так называемый полностью непрерывный процесс. При этом сляб проходит после затвердевания без разделения в прокатный стан, в то время как в разливочной машине еще продолжается разливка той же отливаемой заготовки. Разделение материала на бунты происходит лишь у летучих ножниц после прокатного стана.
Таким образом, в указанном полностью непрерывном процессе регулярно возникают рабочие состояния, в которых материал от разливочной машины до моталки еще соединен в виде физического тела. Таким образом, весь процесс происходит непрерывно или бесконечно.
В установках такого размера, которые могут иметь прохождение более нескольких сотен метров, неисправности возникают спорадически. Так, например, при неисправностях в стане горячей прокатки полосы, в ножницах и т.д., процесс прерывается. В этом случае установка останавливается и все движения полосы, соответственно сляба, прекращаются. При этом может происходить, что по всей длине установки имеется не разделенная заготовка с различными степенями обработки. За счет того, что в различных агрегатах (разливочной машине, ножницах, печах, прокатном стане, моталке) эта заготовка лежит на длине 100 м и больше, то движение независимо друг от друга невозможно.
Неисправности могут возникать, в принципе, во всех частичных агрегатах, т.е. в зоне моталки, летучих ножниц, чистовом стане, печи с роликовым подом и т.д. Неисправность прокатки в чистовом стане, например, за счет разрыва полосы между обеими последними клетями приводит в течение кратчайшего времени к скоплению материала между этими клетями, которое может быть устранено лишь посредством последующей ручной работы. Для этого необходимы требующие затрат времени работы с последующей проверкой и, возможно, ремонтом частей установки.
Оператор или автоматическая система останавливает прокатку в случае неисправности. Клети обычно в возможно более короткое время разводятся, все приводы останавливаются и заготовка прекращает движение. Поскольку заготовка вплоть до кристаллизатора не разделена, то имеются случаи, когда принудительно останавливается разливочная машина.
При этом этот агрегат является особенно критическим. Когда остановка длится слишком долго, то сталь затвердевает в кристаллизаторе и ее можно удалять лишь с большими затратами труда, соответственно, лишь с повреждением кристаллизатора. Не контролируемый отвод катализатора или направляющих заготовки приводит, как правило, к прорыву заготовки, так что жидкая сталь проливается на агрегат и приводит к значительным повреждениям. В частности, направляющие заготовку ролики чувствительны к термическим перегрузкам при длительной остановке.
Удаление затвердевшей отливаемой заготовки из разливочной машины требует очень больших затрат времени и часто возможно лишь посредством разделения вручную (например, посредством газовой резки). Для этого необходимо выполнение работ с помощью крана и необходима замена кристаллизатора и, возможно, частей установки непрерывной разливки. Это приводит к длительным простоям и потерям производительности и дополнительно связано с ручными операциями.
Относительно этого в ЕР 2259886 В1 предлагается выполнять в полосе разрез, отгибать вверх лежащее спереди в направлении транспортировки основание полосы и крошить последующую полосу. Однако это требует того, что последующий полосовой материал находится еще в движении. Другие, соответственно, аналогичные решения, а также специальные аспекты разделения сляба, соответственно полосы, рассматриваются в EP 0625383 D1, DE 19856767 A1, DE 4220424 A1, JP 01224102 A, JP 05277539 A, JP 63157750 A и JP 2001276910 A.
В соответствии с этим, при непрерывном режиме разливки в бесконечной установке, также при плановой замене валков, по возможности не должна прерываться работа. Заготовка отделяется, отделенная полоса прокатывается. Затем из заготовки вырезаются пластины и с помощью удаляющего приспособления транспортируются в виде лома.
При этом возможно штабелированный после ножниц лом (см. указанный ЕР 2259886 В1) может, не обязательно, подаваться обратно непосредственно в печь. Лом необходимо в этом случае разделять в дополнительной стадии. При неисправности в установке ножницы не могут крушить в обратном направлении. Кроме того, нет желоба для скольжения лома.
В основу изобретения положена задача приведения снова в регулярное рабочее состояние производственной линии после преднамеренного (например, обусловленного заменой валков) или не преднамеренного возникновения прерывания производства в чистовом прокатном стане надежно, быстро и экономично, а также предпочтительно частично или полностью автоматически. Выходящая из кристаллизатора или из разливочной машины сталь, соответственно, возникающий из нее сляб, соответственно, отливаемая из него полоса должна возможно быстрей удаляться, с целью минимизации повреждений и времени простоя. При этом удаляемый из установки материал (т.е. лом) должен подготавливаться так, что обеспечивается возможность его более простой дальнейшей обработки (т.е. плавления); тем самым должна обеспечиваться возможность простого дальнейшего использования лома. При этом установка должна иметь компактную конструкцию. Кроме того, целью является также простое создание небольших кусков лома, которые можно непосредственно снова переплавлять.
Решение этой задачи с помощью изобретения отличатся тем, что в случае планового или непланового прерывания производства в чистовом прокатном стане выполняются следующие стадии:
а) разрезания полосы в месте между разливочной машиной и чистовым прокатным станом с помощью разделительного приспособления;
b) транспортировки следующей за разрезом в направлении транспортировки части полосы в накопитель полосы с помощью задающего устройства, при этом задающее устройство расположено в направлении транспортировки после разделительного приспособления;
с) повторного разрезания полосы с помощью разделительного приспособления и разрубания следующей в направлении транспортировки части полосы с помощью разделительного приспособления на куски, предпочтительно заданной длины;
d) разрубания накопленного участка полосы на части, предпочтительно заданной длины, при этом происходит обратная транспортировка находящейся в накопителе полосы против направления транспортировки с помощью задающего устройства к разделительному приспособлению, где происходит разрубание накопленного участка полосы с помощью разделительного приспособления.
При этом части, которые создаются на стадиях с) и d), предпочтительно отводятся в пространство сбора.
При этом указанные выше стадии а)-d) предпочтительно выполняются в этой временной последовательности.
В указанной стадии с) участки полосы могут разрезаться в направлении транспортировки на длину между 0,1 м и 5 м.
Устройство для изготовления металлической полосы в способе непрерывной разливки и прокатки, содержащее разливочную машину и расположенный затем в направлении транспортировки чистовой прокатный стан, отличается согласно изобретению тем, что между разливочной машиной и чистовым прокатным станом расположено разделительное приспособление и что за разделительным приспособлением в направлении транспортировки расположен накопитель полосы для приема участка полосы, при этом в направлении транспортировки после разделительного приспособления и перед накопителем полосы расположено задающее устройство, которое предназначено для транспортировки полосы в накопитель полосы, и при этом задающее устройство предназначено также для транспортировки полосы обратно к разделительному приспособлению.
Разделительное приспособление предпочтительно является барабанными ножницами. Однако возможно также использование маятниковых ножниц или подвижных портальных ножниц.
Под разделительным приспособлением предпочтительно расположено пространство для сбора частей полосы. Между разделительным приспособлением и пространством сбора может быть расположен желоб для отвода лома. В направлении транспортировки перед разделительным приспособлением может быть расположено другое задающее устройство.
Дополнительно к этому, в направлении транспортировки перед разделительным приспособлением может быть расположена также печь.
Такое устройство может быть использовано во всех установках с любыми комбинациями из разливочной машины, предварительного прокатного стана, печи, промежуточного прокатного стана и чистового прокатного стана.
В соответствии с этим, согласно изобретению предусмотрено, что, в частности, используются крошительные ножницы в комбинации с накопителем полосы. При неисправности, соответственно, аварийной остановке или же при плановом прерывании работы, например для замены валков в чистовом прокатном стане, приходящая от разливочной машины полоса промежуточно накапливается в накопителе полосы. Предпочтительно, барабанные ножницы разделяют полосу. Задающее устройство после разделительного приспособления подает полосу в накопитель полосы. За счет этого образуется небольшой пробел. Разделительное приспособление разделяет приходящую полосу на куски лома, которые предпочтительно через желоб для отвода лома скользят в зону удаления лома.
Разделительное приспособление после разливочной машины отделяет заготовку. Остающаяся полоса ускоряется, и разделительное приспособление (барабанные ножницы) разделяет ее. Заготовка, которая теперь отливается, разрезается с помощью разделительного приспособления после разливочной машины на пластины и отодвигается с помощью отводного приспособления.
Затор в чистовом прокатном стане удаляется, например, вручную. Полосу между чистовым прокатным станом и разделительным приспособлением (барабанными ножницами) можно перемещать обратно (т.е. против направления транспортировки) из накопителя полосы через разделительное приспособление и разрубать с помощью его.
После завершения этого разливочная машина и вся установка могут снова переходить в нормальный режим работы.
Куски лома можно непосредственно снова плавить. Зону между барабанными ножницами и чистовым прокатным станом можно освобождать в обратном направлении. Предложенная конструкция является компактной и может работать с экономией энергии. Накопитель полосы можно использовать также в качестве регулятора натяжения.
Барабанные ножницы могут быстро и эффективно удалять лом.
Ниже приводится более подробное описание изобретения на основе примера выполнения со ссылками на прилагаемые чертежи, на которых схематично изображено:
фиг. 1 - установка для непрерывной разливки и прокатки для изготовления стальной полосы; и
фиг. 2 - разделительное приспособление в виде ножниц, которые расположены между разливочной машиной и чистовым прокатным станом установки, в увеличенном масштабе.
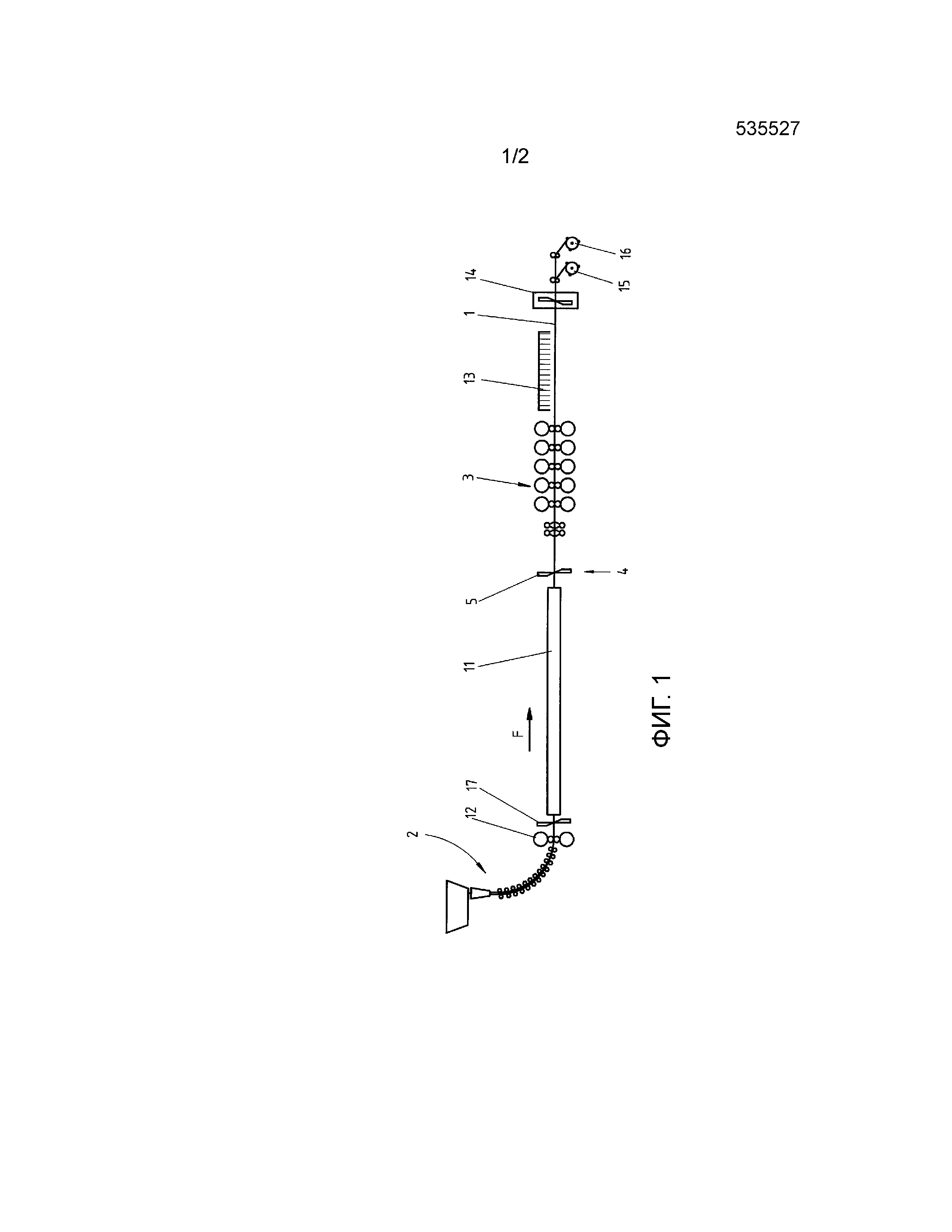
На фиг. 1 показана в качестве примера установка непрерывной разливки и прокатки, которая выполнена в виде полностью непрерывной установки и которая в качестве центральных элементов содержит разливочную машину 2 и чистовой прокатный стан 3. После разливочной машины 2 предусмотрен промежуточный прокатный стан 12, к которому примыкает, в зависимости от концепции установки, печь 11 (соединительный рольганг с функцией нагревания). После печи 11 следует чистовой прокатный стан 3. После чистового прокатного стана 3 находится охлаждающий участок 13 и разделительное приспособление в виде летучих ножниц 14. В транспортировочном направлении F затем следует по меньшей мере одна моталка 15 и 16.
Между предварительным прокатным станом 12 и печью 11 расположено разделительное приспособление в виде ножниц 17 для полосы 1. Другие ножницы 5 (разделительное приспособление) расположены между печью 11 и чистовым прокатным станом 3 в месте 4. Наконец, еще другие ножницы (разделительное приспособление) 14 расположены после охлаждающего участка 13 и перед моталками 15, 16. На фиг. 1 показаны еще одни ножницы (разделительное приспособление) 17, которые расположены после разливочной машины 2 и перед печью 11.
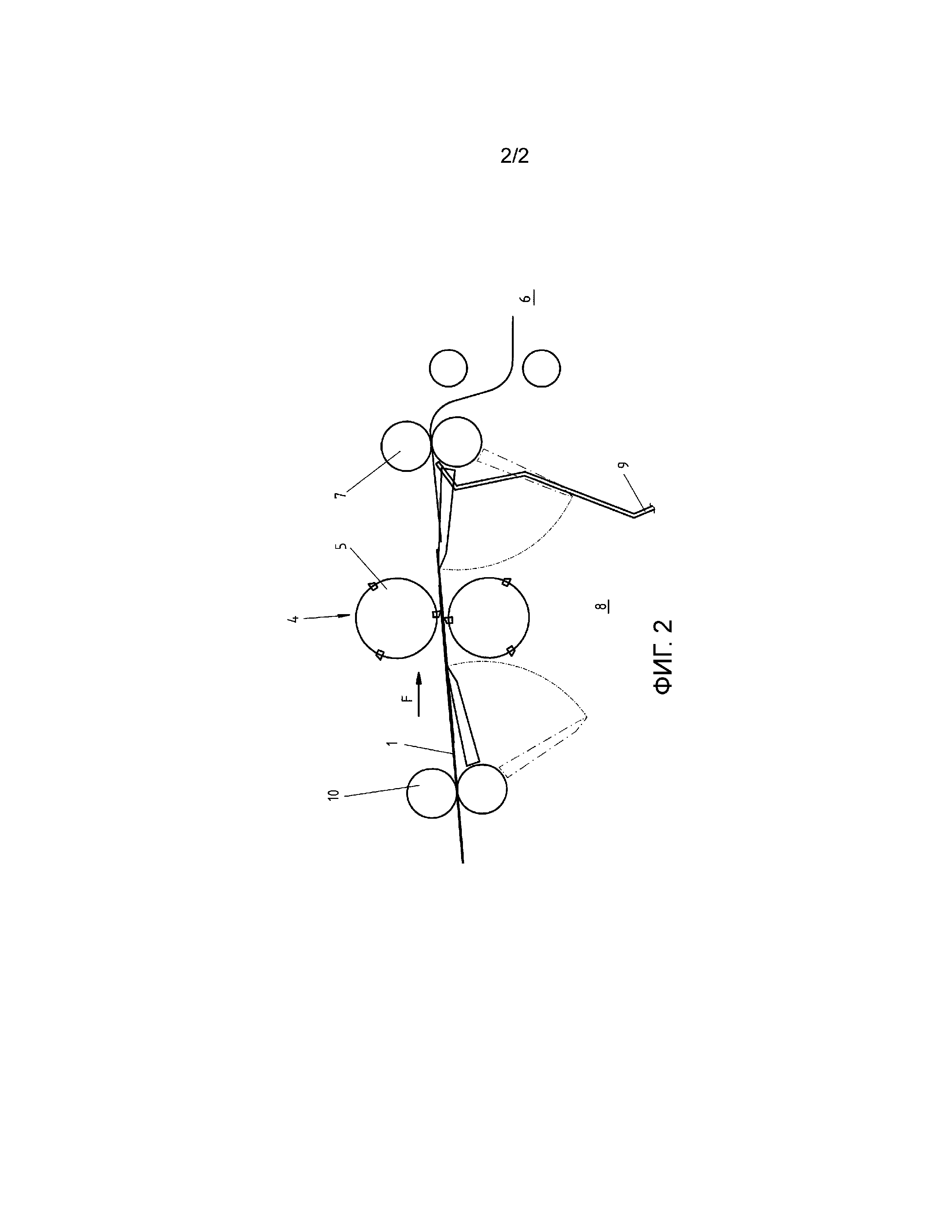
В месте 4, как указывалось выше, расположено другое разделительное приспособление (ножницы) 5, которое более подробно показано на фиг. 2. В показанной на фиг. 2 части установки дополнительно показано, что в направлении F транспортировки после разделительного приспособления 5 расположен накопитель 6 полосы, который изображен лишь схематично. Полоса 1, которая приходит из печи 11, транспортируется с помощью задающего устройства 10. С помощью, не обязательно, выполненного в виде барабанных ножниц разделительного приспособления 5 полосу 1 можно разделять, соответственно разрезать. С помощью другого задающего устройства 7 можно отделенную полосу 1 затем подавать в накопитель 6 полосы.
Как указывалось выше, при прерывании производства в чистовом прокатном стане 3 полоса 1 разрезается в месте 4 с помощью разделительного приспособления 5. Затем происходит транспортировка части полосы 1, которая находится в направлении F транспортировки после разделительного приспособления 5, в накопитель 6 полосы, для чего используется задающее устройство 7. После повторного разделения, соответственно разрезания, полосы 1 с помощью разделительного приспособления 5 можно осуществлять размельчение участка полосы, который приходит из разливочной машины 2. Полоса разрезается само по себе известным образом (смотри ЕР 2259886 В1) на части предпочтительно заданной длины и отводится через желоб 9 в пространство 8 сбора.
После завершения этого процесса находящаяся в накопителе 6 полосы полоса 1 подается назад против направления F транспортировки с помощью задающего устройства 7 к разделительному приспособлению 5, разрубается с помощью разделительного приспособления 5 и одновременно отводится в пространство 8 сбора.
Естественно, предлагаемый способ можно также использовать в установке непрерывной разливки и прокатки с другой концепцией установки.
Перечень позиций
1 Полоса
2 Разливочная машина
3 Чистовой прокатный стан
4 Место
5 Разделительное приспособление (ножницы)
6 Накопитель полосы
7 Задающее устройство
8 Пространство сбора
9 Желоб для отвода лома
10 Задающее устройство
11 Печь
12 Предварительный прокатный стан
13 Участок охлаждения
14 Разделительное приспособление (летучие ножницы)
15 Моталка
16 Моталка
17 Разделительное приспособление (ножницы)
F Направление транспортировки
Реферат
Изобретение относится к прокатке полосы на установке совмещенного непрерывного литья и прокатки. При плановом или неплановом прерывании производства в чистовом прокатном стане (3) осуществляют стадии a-d: а) разрезают полосу (1) разделительным приспособлением (5) в месте (4) между разливочной машиной (2) и станом (3), b) транспортируют участок полосы, следующий за разрезом в направлении транспортировки (F), в накопитель (6) полосы с помощью задающего устройства (7), расположенного после приспособления (5), с) приспособлением (5) повторно разрезают полосу (1) и разрубают полосу, следующую за участком, транспортированным в накопитель (6), в направлении (F), на части, d) приспособлением (5) разрубают накопленный в накопителе (6) участок полосы на части, для чего задающим устройством (7) осуществляют обратную транспортировку находящегося в накопителе (6) участка полосы (1) против направления (F) к разделительному приспособлению (5). Обеспечивается быстрое, надежное и экономичное, по меньшей мере частично, автоматическое приведение установки в рабочее состояние. 2 н. и 9 з.п. ф-лы, 2 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ производства длинномерного металлического проката и литейно-прокатный агрегат непрерывного процесса для производства такого проката
Комментарии