Реферат
Изобретение относится к процессу непрерывная разливка - прокатка стальной полосы. Задача изобретения - повышение
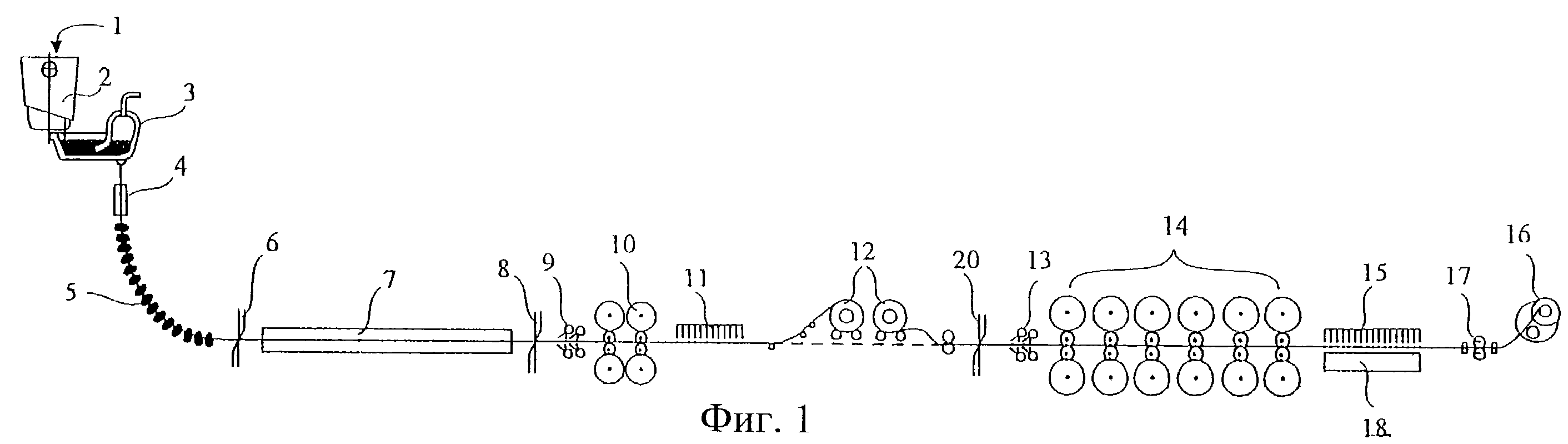
производительности и качества полосы. Предлагаются способ и устройство для получения тонкой стальной полосы, содержащее по меньшей мере одну или несколько установок непрерывной разливки стальных
слябов, печь, которая предназначена для нагрева и/или гомогенизации сляба, и по меньшей мере одно средство прокатки для уменьшения толщины сляба, который подают из печи, сварочную установку,
расположенную между установкой непрерывной разливки или установками непрерывной разливки и средством прокатки, для соединения слябов воедино. Печь разделена на зоны, а сварочная установка установлена
между зонами печи с возможностью перемещения вместе со слябом. Изобретение обеспечивает высокую производительность процесса при сохранении высокого качества изделий. 2 с. и 18 з.п.ф-лы, 1 табл., 6
ил.
Формула
1. Устройство для получения тонкой стальной полосы, содержащее по меньшей мере
одну или более установок для непрерывной разливки стальных слябов толщиной менее 120 мм, печь для нагрева и/или гомогенизации сляба и по меньшей мере одно средство 10 прокатки для уменьшения толщины
сляба, поступающего из печи, отличающееся тем, что между установкой для непрерывной разливки или установками для непрерывной разливки и средством прокатки расположена установка для сваривания
расположенных рядом торцовых поверхностей слябов и, таким образом, соединения воедино следующих один за другим слябов, причем сварочная установка имеет возможность перемещения вдоль линии пропуска
слябов через устройство в направлении средства прокатки, а печь включает расположенные друг за другом первую зону и вторую зону, если смотреть в направлении прохода, а сварочная установка расположена
между первой и второй зонами.
2. Устройство по п.1, отличающееся тем, что сварочная установка имеет возможность перемещения в направлении прохода слябов
к средству прокатки со скоростью от 4 до 20 м/мин, предпочтительно со скоростью от 10 до 17 м/мин.
3. Устройство по п.1 или 2, отличающееся тем, что
сварочная установка представляет собой установку для индукционной сварки.
4. Устройство по любому из пп.1-3, отличающееся тем, что в сварочной установке
предусмотрено средство ограничения передачи тепла от слябов в окружающую среду.
5. Устройство по любому из пп.1-4, отличающееся тем, что полная длина
печи составляет от 250 до 330 м.
6. Устройство по п.5, отличающееся тем, что первая зона и вторая зона расположены на расстоянии друг от друга, которое
при измерении в направлении пропуска составляет 4-25 м, предпочтительно 5-17 м.
7. Устройство по п.5 или 6, отличающееся тем, что вторая зона имеет длину
от 25 до 100 м.
8. Устройство по любому из пп.5-7, отличающееся тем, что вторая зона содержит секцию подогрева и секцию сквозного нагрева.
9. Устройство по любому из пп.5-8, отличающееся тем, что средство ограничения передачи тепла от слябов в окружающую среду расположено между первой зоной и второй
зоной.
10. Устройство по любому из пп.1-9, отличающееся тем, что в нем предусмотрена вторая печь для нагрева сляба.
11. Устройство по п.10, отличающееся тем, что по меньшей мере одна из печей, первая или вторая, снабжена средством транспортирования для перемещения сляба из второй печи в первую
печь.
12. Устройство по п.11, отличающееся тем, что средство транспортировки включает так называемый параллельный перегон.
13. Устройство по любому из пп.10-12, отличающееся тем, что вторая печь снабжена второй секцией подогрева и второй секцией сквозного нагрева, расположенной ниже по потоку от
второй секции подогрева, если смотреть в направлении пропуска слябов.
14. Устройство по любому из пп.1-13, отличающееся тем, что печь снабжена первой
секцией подогрева и первой секцией сквозного нагрева, расположенной ниже по потоку от первой секции подогрева, на входной стороне печи, если смотреть в направлении пропуска слябов.
15. Устройство по любому из пп.1-14, отличающееся тем, что в конце печи, если смотреть в направлении пропуска, предусмотрена дополнительная секция сквозного нагрева,
которая расположена ниже по потоку от средства транспортирования, если оно присутствует, и выше по потоку от сварочной установки.
16. Способ получения
стальной полосы, в которую жидкую сталь разливают по меньшей мере в одной установке для непрерывной разливки сляба толщиной менее 120 мм и с использованием литейного тепла транспортируют сляб через
печь и прокатывают в средстве прокатки для образования полосы нужной толщины, отличающийся тем, что следующие друг за другом слябы, в случае необходимости подвергнутые обжатию, соединяют воедино
посредством сварки путем оплавления совмещаемых друг с другом поверхностей торцов, производимой между первой и второй зонами печи, при перемещении сварочной установки вместе с слябом, после сварки
слябы подвергают выравниванию температуры по меньшей мере в области сварного шва, при этом слябы, сваренные воедино, прокатывают в бесконечном процессе.
17. Способ по п.16, отличающийся тем, что слябы из двух установок для непрерывной разливки сваривают воедино.
18. Способ по п.16 или 17, отличающийся
тем, что слябы из многониточной установки для непрерывной разливки сваривают воедино.
19. Способ по любому из пп.16-18, отличающийся тем, что
одновременно используют несколько печей, а слябы из печей соединяют воедино с помощью сварочной установки.
20. Способ по любому из пп.16-19,
отличающийся тем, что печь используют в качестве буферного пространства для временного хранения слябов в случае перерыва в работе одного из компонентов оборудования для обработки слябов, соединенных
воедино сваркой.
















Комментарии