Прокатный стан холодной прокатки и способ холодной прокатки металлической полосы - RU2293616C2
Код документа: RU2293616C2
Чертежи

Описание
Изобретение касается стана холодной прокатки, а также способа холодной прокатки металлической полосы, в частности из стали, с отдельной прокатной клетью со средствами установки зазора между валками, а также с расположенной перед прокатной клетью моталкой для разматывания полосы и с расположенной после прокатной клети моталкой для сматывания полосы.
Холодной прокатке в отдельной прокатной клети согласно известным до сих пор способам подвергается полоса с незначительно меняющейся толщиной, и обжатие полосы по толщине поддерживается постоянным по всей ее длине. Как только эти требования не выполняются, возникает проблема расчета натяжения полосы, и поэтому скорость полосы сильно ограничивается.
Из WO 99/55474 известен прокатный стан Стекеля для горячей прокатки с по меньшей мере одной реверсивной прокатной клетью, а также с расположенными до и после прокатной клети моталками. Между моталками и реверсивной прокатной клетью располагается, соответственно, петлеобразователь (петледержатель), который задает и регулирует действительные значения натяжения, а также массового потока. Однако подобный прокатный стан Стекеля относится к процессу горячей прокатки и неприменим к процессу холодной прокатки.
Реферат патента Японии JP 60231516 А касается горячей прокатки, в частности оборудования для сматывания, установленного после чистовых прокатных клетей. Для того чтобы регулировать натяжение полосы при намотке, в направлении движения полосы перед оборудованием для сматывания расположены петлеобразующие ролики.
В DE 4243045 А описан стан холодной прокатки и система регулирования для него. Этот стан включает в себя разматывающую моталку, две прокатные клети, а также сматывающую моталку. Для поддержания постоянной толщины полосы по всей ее длине усилие прокатки должно поддерживаться постоянным на заранее рассчитанной величине в зависимости от обжатия за один проход. Кроме того, усилие прокатки каждой прокатной клети подбирают под скорость прокатки и натяжение. Скорость полосы между разматывающей моталкой и первой прокатной клетью изменяют таким образом, чтобы массопоток через прокатный стан в единицу времени оставался постоянным.
Исходя из известности из уровня техники процесса холодной прокатки, данное изобретение направлено на решение следующей задачи: разработать способ холодной прокатки и стан холодной прокатки с отдельной клетью (т.е. одноклетевой прокатный стан), которые, несмотря на изменения профиля толщины полосы и высокие скорости движения полосы, не имели бы указанных проблем, касающихся массопотока и/или натяжения.
Данная задача решается при использовании предложенных в изобретении прокатного стана для холодной прокатки и способа холодной прокатки. Преимущественные варианты усовершенствования описаны в зависимых пунктах формулы изобретения.
В изобретении предложен прокатный стан для холодной прокатки металлической полосы, в частности из стали, с прокатной клетью и средствами для установки зазора между валками, а также с расположенной перед прокатной клетью моталкой для разматывания полосы и с расположенной после прокатной клети моталкой для сматывания полосы, отличающийся тем, что между моталкой для разматывания полосы и прокатной клетью расположен накопитель полосы для регулирования массопотоков и регулирования натяжения полосы в процессе прокатки с постоянно изменяющейся по заранее заданному профилю толщиной полосы, при этом накопитель выполнен в виде подвижного ролика, установленного с возможностью регулирования его положения регулятором усилия его приводного устройства с учетом заданного значения усилия, получаемого исходя из измеряемого на подвижном ролике действительного значения его углового смещения и заранее заданного значения натяжения полосы, а также дополнительно с учетом заданного профиля изменения толщины полосы.
Предпочтительно, предложенный прокатный стан имеет, в дополнение к указанному накопителю полосы, расположенному между моталкой для разматывания полосы и прокатной клетью, второй накопитель полосы, расположенный между прокатной клетью и моталкой для сматывания полосы.
В изобретении предложен также способ холодной прокатки металлической полосы, в частности из стали, в прокатном стане с прокатной клетью и средствами для установки зазора между валками, а также с расположенной перед прокатной клетью моталкой для разматывания полосы и с расположенной после прокатной клети моталкой для сматывания полосы, отличающийся тем, что толщину полосы во время прокатки постоянно изменяют по заранее заданному профилю, при этом в процессе прокатки производят регулирование массопотоков и регулирование натяжения полосы при помощи накопителя полосы, расположенного между моталкой для разматывания полосы и прокатной клетью и выполненного в виде подвижного ролика, посредством регулирования положения этого ролика усилием его приводного устройства с учетом заданного значения усилия, получаемого исходя из измеряемого на подвижном ролике действительного значения его углового смещения и заранее заданного значения натяжения полосы, а также дополнительно с учетом заданного профиля изменения толщины полосы.
Предпочтительно, в предложенном способе регулируют скорость вращения обоих моталок.
Предпочтительно, в предложенном способе в регулировочном контуре для регулирования положения накопителя полосы в виде подвижного ролика с помощью регулятора усилия вычисляют корректирующее значение усилия исходя из измеряемого на приводном устройстве действительного значения усилия и заданного значения усилия, при этом заданное значение усилия рассчитывают из измеряемого на подвижном ролике действительного значения углового смещения и заранее заданного значения натяжения.
Предпочтительно, в предложенном способе накопителями полосы управляют с двойным регулированием в зависимости от известного профиля изменения толщины полосы.
Таким образом, в настоящем изобретении предлагается, чтобы между моталкой, расположенной перед отдельной прокатной клетью для холодной прокатки, и самой отдельной прокатной клетью находился накопитель полосы, предназначенный для регулирования массопотока и/или регулирования натяжения в процессе прокатки, в особенности при нестационарной прокатке.
За счет накопителя полосы, расположенного по направлению движения полосы перед отдельной прокатной клетью, компенсируются изменения массопотока или изменения скорости движения полосы, вызванные изменениями толщины полосы или профиля толщины (т.е. формы кривой изменения толщины) полосы при нестационарной прокатке. Это имеет то преимущество, что возможна прокатка с последовательно меняющейся толщиной полосы даже при высокой скорости движения полосы.
Изменения скорости, вызванные изменением толщины полосы в зазоре между валками (в очаге деформации), являются максимальными на входе в отдельную прокатную клеть, так что накопитель полосы должен согласно изобретению быть предусмотрен по меньшей мере перед входом в прокатную клеть. Так как нарушения, возникающие при изменении профиля толщины полосы, то есть при нестационарной прокатке, сказываются - правда не так сильно - и на скорости движения полосы на выходе из прокатной клети, то согласно особенно преимущественному варианту выполнения изобретения на выходе из отдельной прокатной клети также располагают накопитель полосы.
Преимущественно речь идет в случае накопителя полосы о подвижном (натяжном) ролике. Подвижный ролик или система подвижных роликов включает в себя ролик, смещенный на определенный угол относительно полосы и нагруженный определенным усилием так, что в полосе образуется петля, длина которой меняется при изменении положения ролика. Таким образом может накапливаться большее или меньшее количество полосы. Согласно наиболее предпочтительному варианту выполнения подвижные ролики, которые конструктивно являются идентичными, расположены как на входе, так и на выходе прокатной клети.
Предложенный способ далее детально поясняется при помощи чертежей, при этом отдельные фигуры показывают:
фиг.1 - общий вид одного варианта выполнения предложенной в настоящем изобретении прокатной клети для холодной нестационарной прокатки с подвижным роликом на входе в клеть и на выходе из клети,
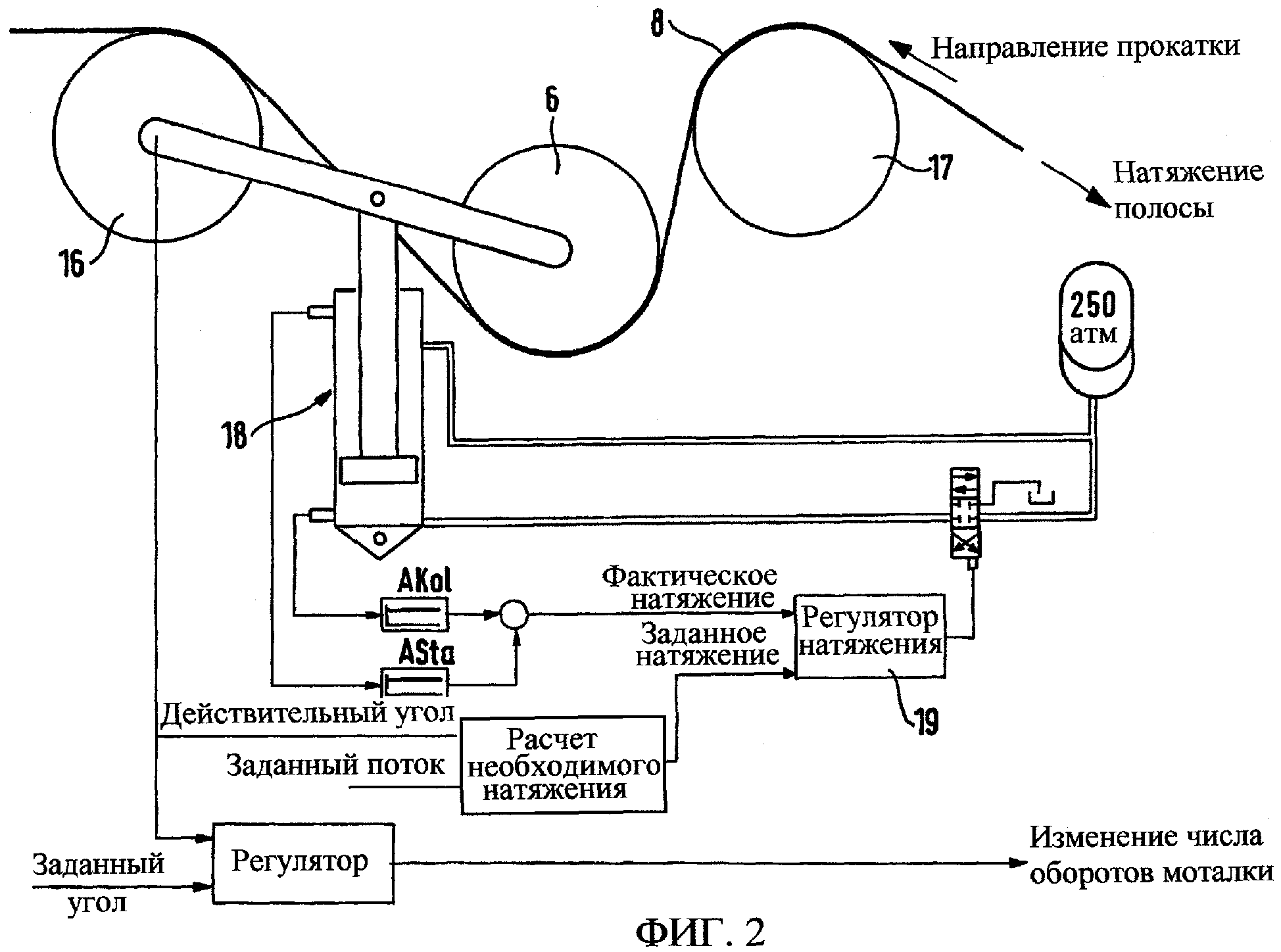
фиг.2 - детализированное изображение подвижного ролика, а также предпочтительный вариант выполнения системы установки и регулирования,
фиг.3 - схему контура регулирования натяжения полосы и массопотоков при нестационарной холодной прокатке в отдельной прокатной клети,
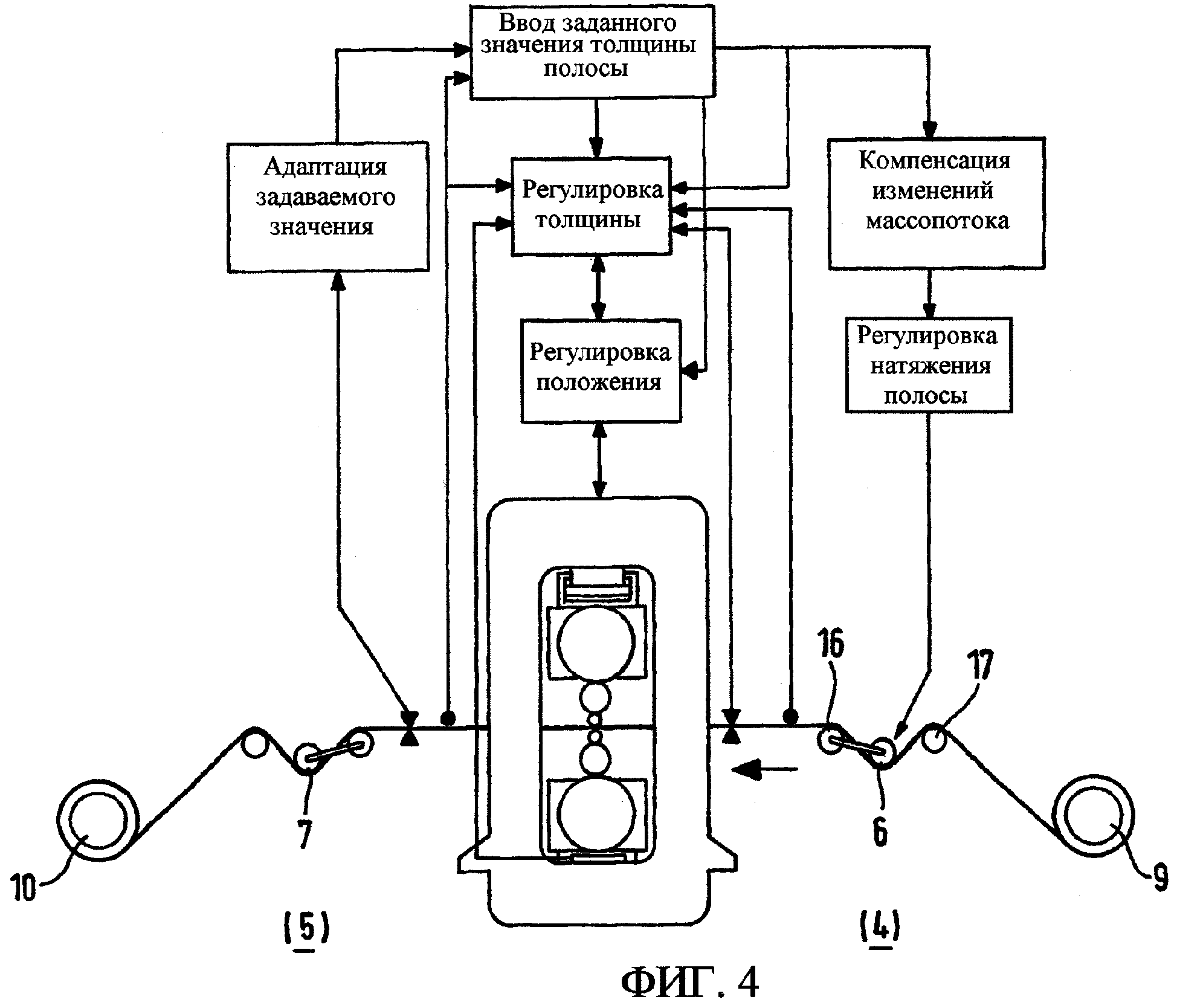
фиг.4 - схему контура регулирования толщины полосы в комбинации с регулированием натяжения полосы и компенсацией нарушений массопотока при нестационарной холодной прокатке в отдельной прокатной клети.
На фиг.1 показан общий вид отдельной клети 1 для холодной прокатки с накопителями 2, 3 полосы, расположенными по одному на входе 4 и на выходе 5 клети и включающими в себя по одному подвижному ролику 6, 7. Скрученная в рулон полоса 8 с помощью моталки 9 разматывается и направляется в прокатную клеть 1 по направлению стрелки. После прохождения отдельной прокатной клети 1 полоса вновь сматывается в рулон при помощи моталки 10. Соответственно на входе 4 и выходе 5 прокаткой клети предусмотрено по одному подвижному ролику 6, 7, которые являются конструктивно идентичными, причем их установка (регулирование их положения) в деталях показана на фиг. 2. Отдельная прокатная клеть 1 в данном примере выполнения состоит из двух опорных валков 11, двух промежуточных валков 12 и рабочих валков 13, 14. Может быть использовано любое другое расположение валков в отдельной прокатной клети. Между прокатной клетью 1 и подвижными роликами 6, 7 на выходе 5 может, например, быть расположено оборудование 15 для маркировки полосы.
На фиг.2 показаны механизм функционирования и система регулирования подвижного ролика 6 в случае нестационарной холодной прокатки. За счет установки подвижного ролика вместе с полосой 8 в смещенное положение относительно двух соседних роликов 16, 17 в полосе 8 образуется петля, длина которой изменяется в зависимости от положения подвижного ролика 6 или его углового смещения относительно ролика 16. Чем глубже подвижный ролик 6 погружается в полосу 8, тем больше полосы может быть накоплено. Показанный пример выполнения изображает гидравлический привод 18 подвижного ролика 6.
Подвижный ролик 6 соединен с регулятором 19 усилия. Для регулирования используются действительное значение усилия и действительное значение углового смещения (угла смещения) подвижного ролика 6. Действительное и заданное значения усилия передаются регулятору 19. При этом заданное значение усилия не устанавливается заранее, а рассчитывается исходя из измеряемого действительного значения углового смещения и заданного натяжения. В результате сравнения действительного и заданного значений усилия контур регулирования выдает корректировочное значение усилия на привод 18 подвижного ролика 6, в данном случае представляющий собой гидравлический блок из поршня и цилиндра. За счет корректировки усилия достигается корректировка напряжений растяжения в прокатываемой полосе.
Измеряемое на подвижном ролике действительное значение углового смещения применяется также для регулирования скорости вращения моталок 9, 10 и вместе с тем, через регулировку момента вращения моталок 9, 10, для регулирования массопотоков. При этом регулятору углового смещения передаются действительное и заранее заданное значения углового смещения. В зависимости от результата сравнения действительного и заданного значений углового смещения происходит его корректировка. Такая корректировка углового смещения служит для регулирования скорости вращения моталок с целью регулирования массопотока.
Фиг.3 показывает схему регулирования натяжения полосы и массопотоков при помощи подвижных роликов 6, 7, расположенных на входе 4 и выходе 5 клети 1 для холодной прокатки. Регулирование натяжения полосы происходит путем расчета заданного усилия гидравлического привода подвижного ролика исходя из действительного усилия, в то время как для регулирования массопотоков применяется регулирование скорости вращения моталок.
В контуре регулирования скоростей вращения моталок, то есть при регулировании скоростей разматывания и сматывания полосы, в качестве задаваемой величины выступает скорость полосы, которая также применяется как задаваемая величина при регулировании скорости вращения валков.
На фиг.4 показана схема контура регулирования толщины полосы при нестационарной холодной прокатке. В процессе нестационарной прокатки, как известно, происходит изменение зазора между валками и связанное с этим изменение толщины полосы по ее длине. При этом профиль изменения толщины полосы является заранее заданным. Это известный вид профиля изменения толщины полосы применяется для дополнительного (двойного) усиления управления подвижным роликом, расположенным на входе прокатной клети. Исходя из заданного профиля изменения толщины полосы рассчитывается изменение скорости ввода полосы в прокатную клеть, а также необходимые регулировки для поддержания постоянного натяжения полосы. За счет компенсации массопотоков может достигаться дальнейшая стабилизация подачи полосы. Кроме того, вид заданного профиля изменения толщины полосы передается регулятору толщины, который с помощью действительных значений толщины полосы, измеряемых на входе и выходе полосы из прокатной клети, рассчитывает корректировочные значения толщины полосы, передаваемые затем регулятору положения, регулирующему зазор между валками в прокатной клети.
Реферат
Изобретение относится к области холодной прокатки в прокатной клети, имеющей средства для установки зазора между валками, а также расположенную перед ней моталку для разматывания полосы и после нее моталку для сматывания полосы. Задача изобретения - стабилизация натяжения полосы при изменяемом профиле толщины полосы, повышение скорости процесса. В прокатном стане между моталкой для разматывания полосы и прокатной клетью расположен накопитель полосы для регулирования массопотоков и натяжения полосы в процессе прокатки с постоянно изменяющейся по заранее заданному профилю толщиной полосы. Накопитель выполнен в виде подвижного ролика, установленного с возможностью регулирования его положения регулятором усилия его приводного устройства с учетом заданного значения усилия, получаемого исходя из измеряемого на подвижном ролике действительного значения его углового смещения и заранее заданного значения натяжения полосы, а также дополнительно с учетом заданного профиля изменения толщины полосы. Изобретение обеспечивает возможность стабилизации процесса прокатки. 2 н. и 4 з.п. ф-лы, 4 ил.

Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для изготовления металлической полосы
Комментарии