Способ сборки картриджа для устройства доставки аэрозоля и соответствующая система - RU2740560C2
Код документа: RU2740560C2
Чертежи





















Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к картриджу для устройств доставки аэрозоля, таких как электронные сигареты, в частности к способам сборки картриджа для устройств доставки аэрозоля, содержащих атомайзер, а также к подобным системам и устройствам. Атомайзер может быть выполнен с возможностью нагрева композиции предшественника аэрозоля, которая может быть изготовлена или получена из табака или которая может содержать табак для образования вдыхаемого вещества, потребляемого человеком.
УРОВЕНЬ ТЕХНИКИ
На протяжении многих лет было предложено множество курительных устройств, являющихся усовершенствованными версиями курительных изделий, для использования которых необходимо сжигать табак, или альтернативами таким курительным изделиям. Многие из таких устройств были специально разработаны таким образом, чтобы они обеспечивали ощущения, ассоциирующиеся с курением сигареты, сигары или трубки, но не вырабатывали значительного количества продуктов неполного сгорания и пиролиза, получаемых в результате сжигания табака. С этой целью были предложены многочисленные курительные изделия, генераторы аромата и медицинские ингаляторы, использующие электрическую энергию для испарения или нагревания летучего вещества или пытающиеся создать ощущения курения сигареты, сигары или трубки без сжигания большого количества табака. Например, различные известные курительные изделия, устройства доставки аэрозоля и источники для выработки тепла описаны в патенте США №8,881,737 (Коллет и др.), опубликованной патентной заявке США №2013/0255702 (Гриффит и др.), опубликованной патентной заявке №2014/0000638 (Себастиан и др.), опубликованной патентной заявке США №2014/0096781 (Сире и др.), опубликованной патентной заявке №2014/0096782 (Амполини и др.) и опубликованной патентной заявке №2015/0059780 (Дэвис и др.), которые полностью включены в данный документ посредством ссылки. Кроме того, различные варианты курительных изделий и нагревательных приспособлений описаны, например, в разделе «Уровень техники» патента США №5,388,594 (Каунтс и др.) и патента США №8,079,371 (Робинсон и др.), которые полностью включены в данный документ посредством ссылки.
Однако некоторые устройства доставки аэрозоля (например, электронные сигареты) или их части может быть сложно изготовить. Таким образом, различные компоненты электронных курительных изделий могут иметь, например, относительно небольшие размеры и/или относительно низкую прочность. Таким образом, существует потребность в совершенствовании систем, устройств и способов для изготовления электронных курительных изделий.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к сборке картриджей для устройств доставки аэрозоля, выполненных с возможностью создания аэрозоля, при этом устройства доставки аэрозоля в некоторых вариантах реализации могут относиться к электронным сигаретам. В одном из аспектов предложена система для сборки множества картриджей для устройства доставки аэрозоля. Система может содержать множество сборочных участков, совместно выполненных с возможностью сборки множества компонентов картриджей друг с другом. По меньшей мере одна пара сборочных участков может соответственно содержать одну или более сборочных кареток, выполненных с возможностью взаимодействия соответственно с множеством частично собранных картриджей, содержащих один или более компонентов картриджей, и сборочную дорожку, выполненную с обеспечением возможности циркуляции по ней сборочных кареток. Система может дополнительно содержать по меньшей мере одно устройство для передачи, содержащее дорожку для передачи, размещенную между парой сборочных участков и выполненную с возможностью последовательной передачи каждого из частично собранных картриджей в отдельности между парой сборочных участков.
В некоторых вариантах реализации устройство для передачи может дополнительно содержать одну или более кареток для передачи, выполненных с возможностью размещения в них соответственно одного из частично собранных картриджей и возможностью циркуляции по дорожке для передачи между парой сборочных участков. Устройство для передачи может дополнительно содержать первый элемент для передачи, выполненный с возможностью вывода частично собранных картриджей из взаимодействия со сборочными каретками первого сборочного участка из пары сборочных участков и возможностью ввода во взаимодействие частично собранных картриджей с соответствующей одной из кареток для передачи. Устройство для передачи может дополнительно содержать второй элемент для передачи, выполненный с возможностью вывода частично собранных картриджей из взаимодействия с каретками для передачи и возможностью ввода во взаимодействие частично собранных картриджей с одной из сборочных кареток второго сборочного участка из пары сборочных участков. Компоненты картриджа могут содержать наружный корпус и один или более компонентов, выполненных с возможностью размещения в наружном корпусе, при этом указанные компоненты могут содержать по меньшей мере одно из элемента транспортировки жидкости, подложки резервуара и нагревательного элемента.
Еще в одном аспекте предложен способ сборки множества картриджей для устройства доставки аэрозоля. Способ может включать сборку множества компонентов картриджей друг с другом на множестве сборочных участков. Сборка компонентов картриджа друг с другом может включать ввод во взаимодействие множества частично собранных картриджей, содержащих один или более компонентов картриджа, с соответствующей одной из одной или более сборочных кареток и циркуляции сборочных кареток по сборочной дорожке. Способ может дополнительно включать последовательную транспортировку каждого из частично собранных картриджей в отдельности по дорожке для передачи между парой сборочных участков.
В некоторых вариантах реализации последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи может включать ввод во взаимодействие соответственно каждого из частично собранных картриджей с одной из одной или более кареток для передачи. Последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи может дополнительно включать вывод частично собранных картриджей из взаимодействия со сборочными каретками первого сборочного участка из пары сборочных участков и ввод частично собранных картриджей во взаимодействие с соответствующей одной из кареток для передачи. Последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи может дополнительно включать вывод частично собранных картриджей из взаимодействия с каретками для передачи и ввод частично собранных картриджей во взаимодействие с одной из сборочных кареток второго сборочного участка из пары сборочных участков.
Еще в одном аспекте предложена сборочная каретка, выполненная с возможностью сборки картриджа для устройства доставки аэрозоля. Сборочная каретка может содержать первое гнездо, выполненное с возможностью размещения в нем частично собранного картриджа в первой ориентации. Кроме того, сборочная каретка может содержать второе гнездо, выполненное с возможностью размещения в нем частично собранного картриджа во второй ориентации, отличной от первой ориентации.
В некоторых вариантах реализации первое гнездо может содержать приемник, выполненный с возможностью размещения в нем основания частично собранного картриджа таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию. Второе гнездо может содержать один или более зажимов, выполненных с возможностью приема и удержания атомайзера по существу в горизонтальной конфигурации. Второе гнездо может содержать выемку, выполненную с возможностью удержания частично собранного картриджа по существу в горизонтальной конфигурации. Выемка второго гнезда может быть выполнена с возможностью удержания частично собранного картриджа таким образом, что его первая нагревательная клемма и вторая нагревательная клемма находятся в контакте с нагревательным элементом атомайзера. Зажимы могут быть выполнены с возможностью прохождения с первой и второй противоположных сторон частично собранного картриджа.
В некоторых вариантах реализации первое гнездо может содержать зажим, выполненный с возможностью взаимодействия с подложкой резервуара, и выемку, выполненную с возможностью размещения в ней частично собранного картриджа. Выемка может быть выровнена и углублена по отношению к зажиму таким образом, что подложка резервуара по меньшей мере частично обертывает частично собранный картридж при его вставке в выемку. Зажим может содержать множество зубцов, которые проходят с первой и второй противоположных сторон первого гнезда. Первое гнездо может дополнительно задавать первое и второе отверстия, находящиеся на первой и второй противоположных сторонах первого гнезда. Первое и второе отверстия могут быть выполнены с возможностью размещения в них рабочего органа, который прижимает подложку резервуара к частично собранному картриджу. Первая и вторая противоположные стороны первого гнезда могут быть расположены выше выемки. Второе гнездо может иметь приемник, выполненный с возможностью размещения в нем основания частично собранного картриджа таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию. Выемка первого гнезда может быть выполнена с возможностью удержания частично собранного картриджа по существу в горизонтальной конфигурации.
Еще в одном аспекте предложен способ сборки картриджа для устройства доставки аэрозоля. Способ может включать размещение частично собранного картриджа в первой ориентации в первом гнезде сборочной каретки. Кроме того, способ может включать размещение частично собранного картриджа во второй ориентации, отличной от первой ориентации, во втором гнезде сборочной каретки.
В некоторых вариантах реализации размещение частично собранного картриджа в первой ориентации в первом гнезде сборочной каретки может включать размещение в нем основания частично собранного картриджа таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию. Кроме того, способ может включать прием и удержание атомайзера по существу в горизонтальной конфигурации во втором гнезде. Размещение частично собранного скомпонованного картриджа во второй ориентации во втором гнезде сборочной каретки может включать размещение частично собранного картриджа в выемке, выполненной с возможностью удержания частично собранного картриджа по существу в горизонтальной конфигурации. Размещение частично собранного картриджа в выемке может включать удержание частично собранного картриджа таким образом, что его первая нагревательная клемма и вторая нагревательная клемма находятся в контакте с нагревательным элементом атомайзера. Прием и удержание атомайзера по существу в горизонтальной конфигурации во втором гнезде могут включать скрепление атомайзера с первой и второй противоположными сторонами частично собранного картриджа.
В некоторых вариантах реализации способ может дополнительно включать ввод подложки резервуара во взаимодействие с зажимом в первом гнезде. Размещение частично собранного картриджа в первой ориентации в первом гнезде может включать вставку частично собранного картриджа в выемку. Выемка может быть выровнена и углублена по отношению к зажиму таким образом, что подложка резервуара по меньшей мере частично обертывает частично собранный картридж при его вставке в выемку. Ввод подложки резервуара во взаимодействие с зажимом может включать ввод этой подложки резервуара во взаимодействие с множеством зубцов, которые проходят с первой и второй противоположных сторон гнезда. Способ может дополнительно включать направление рабочего органа в первое и второе отверстия, находящиеся на первой и второй противоположных сторонах гнезда, и прижатие подложки резервуара к частично собранному картриджу рабочим органом. Ввод зубцов во взаимодействие с подложкой резервуара может включать прижатие этой подложки резервуара к первой и второй противоположным сторонам гнезда. Первая и вторая противоположные стороны гнезда может быть расположены выше выемки.
Еще в одном аспекте предложена система для сборки множества картриджей для устройства доставки аэрозоля. Система может содержать сгибающее устройство, содержащее множество штырей, в которых соответственно образована выемка. Сгибающее устройство может быть выполнено с возможностью размещения между ним частично собранного картриджа таким образом, что первый и второй концы элемента транспортировки жидкости частично собранного картриджа контактируют со штырями в выемках для сгибания элемента транспортировки жидкости к остальной части частично собранного картриджа. Сгибающее устройство может дополнительно содержать привод, выполненный с возможностью перемещения штырей по направлению друг к другу для сгибания элемента транспортировки жидкости. Система может дополнительно содержать захват для основания, выполненный с возможностью захвата основания частично собранного картриджа с одновременным обеспечением перемещения приводом штырей по направлению друг к другу. Кроме того, система может содержать захват, выполненный с возможностью направления частично собранного картриджа через штыри.
Еще в одном аспекте предложен способ сборки устройства доставки аэрозоля. Способ может включать обеспечение по существу непрерывного исходного компонента, содержащего множество нагревательных элементов, введенных во взаимодействие с по существу непрерывным элементом транспортировки жидкости. Кроме того, способ может включать обеспечение первой нагревательной клеммы и второй нагревательной клеммы. Способ может дополнительно включать ввод первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов. Способ может дополнительно включать сварку первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов. Кроме того, способ может включать резку по существу непрерывного исходного компонента для отделения одного из нагревательных элементов, к которым прикреплены первая нагревательная клемма и вторая нагревательная клемма, и соответствующего сегмента транспортирования жидкости от по существу непрерывного исходного компонента.
В некоторых вариантах реализации сваркупервой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов может включать лазерную сваркупервой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов с использованием устройства для лазерной сварки путем фокусировки лазера на первой нагревательной клемме и второй нагревательной клемме. Устройство для лазерной сварки, первая нагревательная клемма и вторая нагревательная клемма могут оставаться неподвижными при сварке первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов и между сваркой первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов. Обеспечение первой нагревательной клеммы и второй нагревательной клеммы может включать обеспечение узла, содержащего основание и направитель потока. Первая нагревательная клемма и вторая нагревательная клемма могут проходить через направитель потока. Ввод первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов может включать осуществление поворота поворотного транспортера.
Еще в одном аспекте предложена система для сборки множества картриджей для устройства доставки аэрозоля. Система может содержать устройство для подачи исходного компонента, выполненное с возможностью выдачи по существу непрерывного исходного компонента, содержащего множество нагревательных элементов, введенных во взаимодействие с по существу непрерывным элементом транспортировки жидкости. Кроме того, система может содержать устройство для подачи узла, выполненное с возможностью ввода первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов. Система может дополнительно содержать сварочное устройство, выполненное с возможностью сваркипервой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов. Система может дополнительно содержать резак, выполненный с возможностью резки по существу непрерывного исходного компонента для отделения одного из нагревательных элементов, к которым прикреплены первая нагревательная клемма и вторая нагревательная клемма, и соответствующего сегмента транспортирования жидкости от по существу непрерывного исходного компонента.
В некоторых вариантах реализации сварочное устройство может содержать устройство для лазерной сварки, выполненное с возможностью сварки первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов путем фокусировки лазера на первой нагревательной клемме и второй нагревательной клемме. Устройство для лазерной сварки, первая нагревательная клемма и вторая нагревательная клемма могут оставаться неподвижными при сваркепервой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов и между сваркой первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов. Устройство для подачи узла может быть выполнено с возможностью транспортировки узла, содержащего основание и направитель потока. Первая нагревательная клемма и вторая нагревательная клемма могут проходить через направитель потока. Устройство для подачи узла может содержать поворотный транспортер, выполненный с возможностью поворота с обеспечением транспортировки указанного узла таким образом, что первая нагревательная клемма и вторая нагревательная клемма взаимодействуют с одним из нагревательных элементов.
Еще в одном аспекте предложен способ сборки устройства доставки аэрозоля. Способ может включать захват узла с использованием множества зажимов, содержащих соответственно первый палец и второй палец. Узел может содержать направитель потока, атомайзер, первую нагревательную клемму и вторую нагревательную клемму, при этом первая нагревательная клемма и вторая нагревательная клемма соединены с атомайзером. Способ может дополнительно включать открытие зажимов. Кроме того, способ может включать размещение подложки резервуара в контакте с узлом. Способ может дополнительно включать закрытие зажимов вокруг узла таким образом, что эта подложка по меньшей мере частично обертывает указанный узел.
В некоторых вариантах реализации размещение подложки резервуара в контакте с узлом может включать ввод подложки во взаимодействие с захватом для подложки, содержащим один или более выступов, выполненных с возможностью приложения отрицательного давления к указанной подложке. Закрытие зажимов может включать размещение одного или более выступов в одном или более промежутках, находящихся между зажимами. Способ может дополнительно включать отведение захвата для подложки после закрытия зажимов путем отвода одного или более выступов через один или более промежутков. Кроме того, способ может включать введение колпачка во взаимодействие с узлом с одновременным размещением подложки резервуара в контакте с указанным узлом. Открытие зажимов может включать вставку штифта-ограничителя с обеспечением взаимодействия с зажимами для последовательного открытия этих зажимов. Закрытие зажимов может включать вытягивание штифта-ограничителя для последовательного закрытия этих зажимов.
Еще в одном аспекте предложено устройство, выполненное с возможностью сборки устройства доставки аэрозоля. Это устройство может содержать сборочный захват, содержащий множество зажимов, содержащих соответственно первый палец и второй палец. Зажимы могут быть выполнены с возможностью захвата узла, содержащего направитель потока, атомайзер, первую нагревательную клемму и вторую нагревательную клемму. Первая нагревательная клемма и вторая нагревательная клемма могут быть соединены с атомайзером. Устройство может дополнительно содержать корпус, к которому шарнирно присоединены зажимы. Корпус может задавать по меньшей мере одно входное отверстие, выполненное с возможностью размещения в нем штифта-ограничителя для открытия зажимов.
В некоторых вариантах реализации устройство может дополнительно содержать захват для подложки, выполненный с возможностью взаимодействия с подложкой резервуара и возможностью размещения подложки резервуара в контакте с узлом. Захват для подложки может содержать один или более выступов, выполненных с возможностью приложения отрицательного давления к указанной подложке. Захват для подложки может быть выполнен с возможностью высвобождения подложки резервуара после закрытия зажимов и возможностью отвода одного или более выступов через один или более промежутков, находящихся между зажимами. Устройство может дополнительно содержать колпачок, выполненный с возможностью взаимодействия с узлом при размещении подложки резервуара в контакте с указанным узлом. Кроме того, устройство может содержать штифт-ограничитель. Вставка штифта-ограничителя может обеспечивать возможность взаимодействия и последовательного открытия зажимов, а вытягивание штифта-ограничителя может обеспечивать возможность последовательного закрытия зажимов. Каждый из зажимов может содержать по меньшей мере одну пружину, выполненную с возможностью поджатая зажимов в закрытую конфигурацию.
В дополнительном аспекте предложена система для ультразвуковой сварки устройства доставки аэрозоля. Система для ультразвуковой сварки может содержать сварочный зажим, выполненный с возможностью взаимодействия с картриджем, содержащим основание и наружный корпус. Сварочный зажим может содержать первый захват для картриджа и второй захват для картриджа. Первый захват для картриджа и второй захват для картриджа могут соответственно содержать выступ для основания и выступ для наружного корпуса. Расстояние между выступом для наружного корпуса первого захвата для картриджа и выступом для наружного корпуса второго захвата для картриджа может превышать размер наружного корпуса картриджа, разсположенного между этими выступами для наружного корпуса, в случае, когда выступ для основания первого захвата для картриджа и выступ для основания второго захвата для картриджа взаимодействуют с основанием картриджа. Кроме того, система для ультразвуковой сварки может содержать сонотрод, выполненный с возможностью взаимодействия с концом наружного корпуса картриджа, противоположным основанию, когда картридж размещен в сварочном зажиме для ультразвуковой сварки наружного корпуса с основанием.
В некоторых вариантах реализации выступ для основания первого захвата для картриджа, выступ для основания второго захвата для картриджа и захват для наружного корпуса первого захвата для картриджа могут соответственно образовывать канавку, выполненную с возможностью размещения в ней картриджа. Выступ для наружного корпуса второго захвата для картриджа может задавать по существу плоскую лицевую поверхность. Первый захват для картриджа и второй захват для картриджа могут соответственно содержать один или более входящих в зацепление выступов. Система для ультразвуковой сварки может дополнительно содержать сборочный захват, который может содержать множество первых пальцев и множество вторых пальцев. Первые пальцы могут входить в зацепление с одним или более входящих в зацепление выступов первого захвата для картриджа, а вторые пальцы могут входить в зацепление с одним или более входящих в зацепление выступов второго захвата для картриджа.
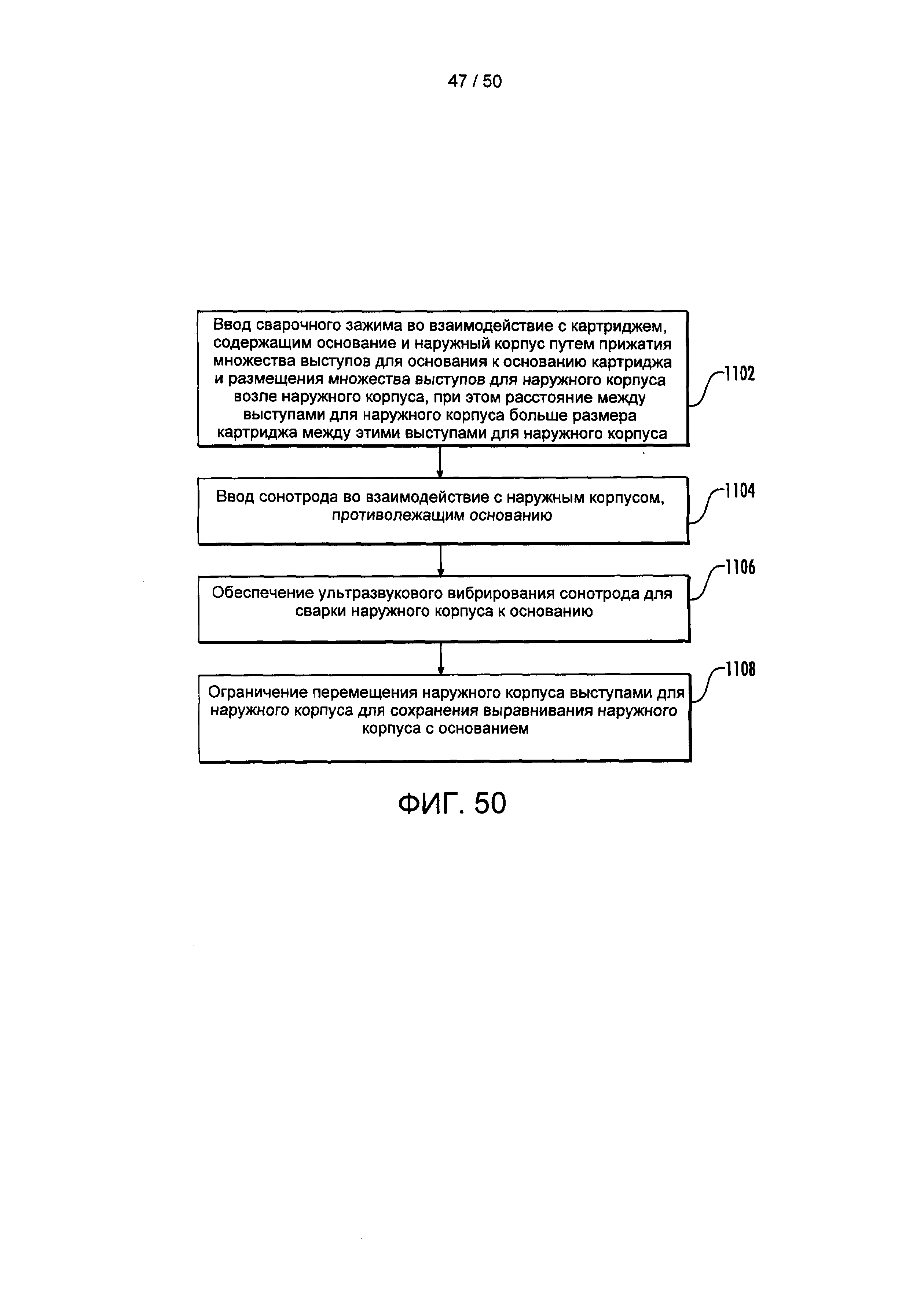
Еще в одном аспекте предложен способ ультразвуковой сварки устройства доставки аэрозоля. Способ может включать ввод сварочного зажима во взаимодействие с картриджем, содержащим основание и наружный корпус, путем прижатия множества выступов для основания к основанию картриджа и размещения множества выступов для наружного корпуса возле наружного корпуса. Расстояние между выступами для наружного корпуса может превышать размер картриджа между выступами для наружного корпуса. Способ может дополнительно включать ввод сонотрода во взаимодействие с наружным корпусом, противолежащим основанию. Кроме того, способ может включать обеспечение ультразвукового вибрирования сонотрода для сварки наружного корпуса с основанием. Кроме того, способ может включать ограничение перемещения наружного корпуса выступами для наружного корпуса для сохранения выравнивания наружного корпуса с основанием с одновременным обеспечением ультразвукового вибрирования сонотрода.
В некоторых вариантах реализации способа ввод сварочного зажима во взаимодействие с картриджем может включать вывод выступов для наружного корпуса из контакта с наружным корпусом перед обеспечением ультразвукового вибрирования сонотрода. Кроме того, ограничение перемещения наружного корпуса выступами для наружного корпуса может включать размещение наружного корпуса между канавкой и по существу плоской лицевой поверхностью выступов для наружного корпуса.
В дополнительном аспекте предложена система для заполнения картриджей устройства доставки аэрозоля. Система может содержать сборочную каретку, имеющую множество приемников, выполненных с возможностью размещения в них соответствующего частично собранного картриджа, содержащего направитель потока. Каждый из приемников может иметь отверстие, проходящее через сборочную каретку. Система может дополнительно содержать заполняющее устройство, выполненное с возможностью выдачи композиции предшественника аэрозоля в картридж в одном или более из приемников. Кроме того, система может содержать коллектор, содержащий множество сообщающихся выпускных отверстий, выполненных с возможностью выравнивания по меньшей мере с частью приемников. Система может дополнительно содержать устройство подачи воздуха, выполненное с возможностью подачи потока воздуха в коллектор, из коллектора через сообщающиеся выпускные отверстия в отверстие в каждом из приемников, выровненных с сообщающимися выпускными отверстиями, и через направитель потока картриджа при выдаче композиции предшественника аэрозоля заполняющим устройством.
В некоторых вариантах реализации системы коллектор выполнен с возможностью направления потока воздуха через каждый из приемников. Еще в одном варианте реализации система может содержать одного или более дополнительных коллекторов. Каждый из коллектора и одного или более дополнительных коллекторов может быть выполнен с возможностью направления потока воздуха через часть приемников таким образом, что каждый приемник принимает поток воздуха.
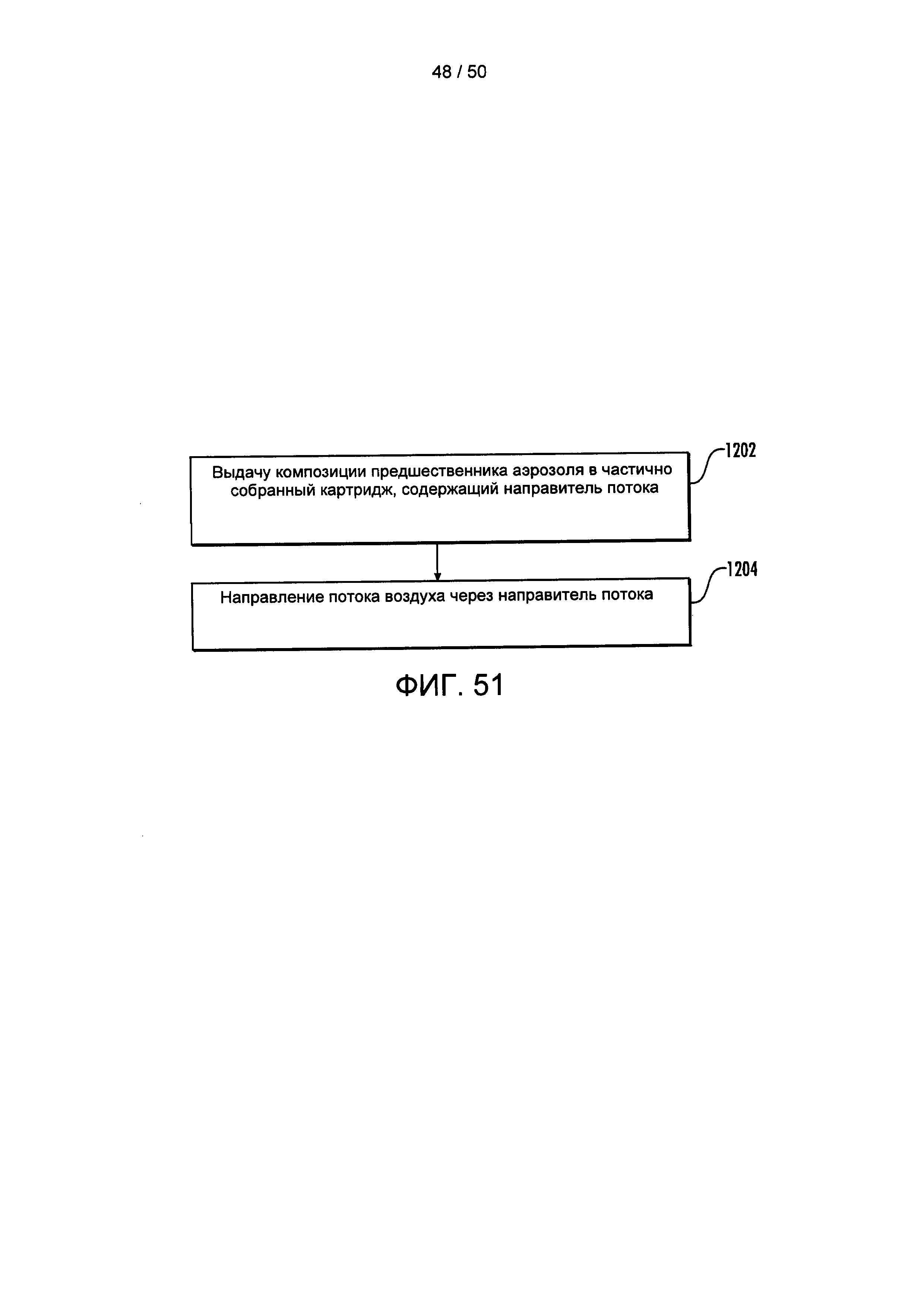
Еще в одном аспекте предложен способ заполнения картриджей устройства доставки аэрозоля. Способ может включать выдачу композиции предшественника аэрозоля в частично собранный картридж, содержащий направитель потока. Способ может дополнительно включать направление потока воздуха через направитель потока при выдаче композиции предшественника аэрозоля в частично собранный картридж.
В некоторых вариантах реализации способа направление потока воздуха через направитель потока может включать направление потока воздуха по направлению вверх через направитель потока. Кроме того, направление композиции предшественника аэрозоля в частично собранный картридж может включать направление композиции предшественника аэрозоля с обеспечением контакта с подложкой резервуара, проходящей по меньшей мере частично вокруг направителя потока. Способ может дополнительно включать размещение частично собранного картриджа в сборочной каретке. Направление потока воздуха через направитель потока может включать направление потока воздуха через сборочную каретку. Направление потока воздуха через направитель потока может дополнительно включать ввод коллектора во взаимодействие со сборочной кареткой и направление потока воздуха из коллектора к сборочной каретке.
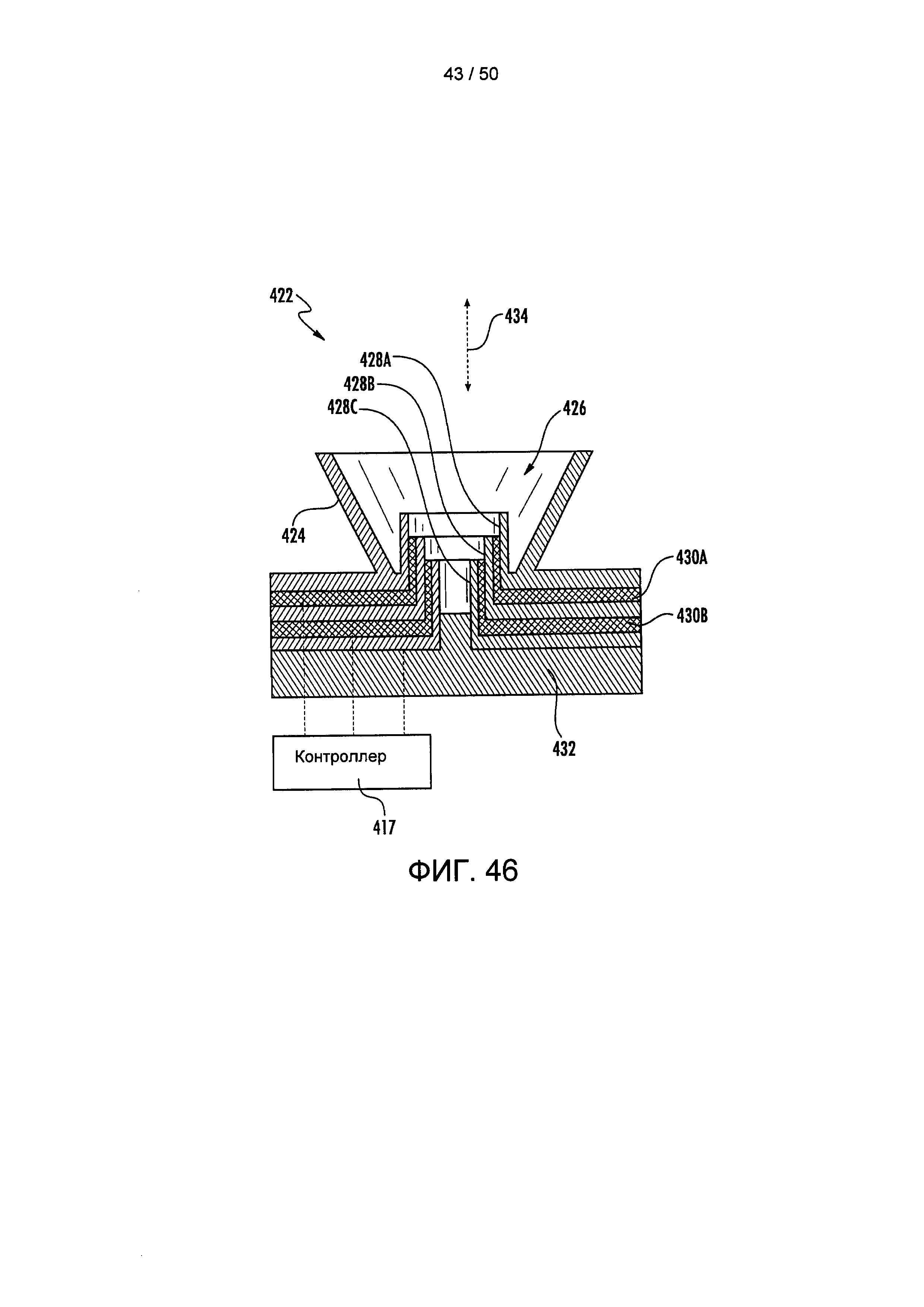
В дополнительном аспекте предложено испытательное приспособление для картриджа устройства доставки аэрозоля. Испытательное приспособление может содержать приемник, имеющий множество электрических контактов, выполненных с возможностью взаимодействия с соответствующей одной из множества клемм картриджа для устройства доставки аэрозоля. Испытательное приспособление может дополнительно содержать множество изоляторов, выполненных с возможностью электрического изолирования электрических контактов друг от друга. Кроме того, испытательное приспособление может содержать контроллер, выполненный с возможностью электрической связи с картриджем посредством клемм и электрических контактов. Испытательное приспособление может дополнительно содержать податливый элемент, выполненный с возможностью обеспечения перемещения приемника в плоскости, перпендикулярной оси, вдоль которой картридж вставляют в приемник, для способствования вводу электрических контактов во взаимодействие с клеммами картриджа.
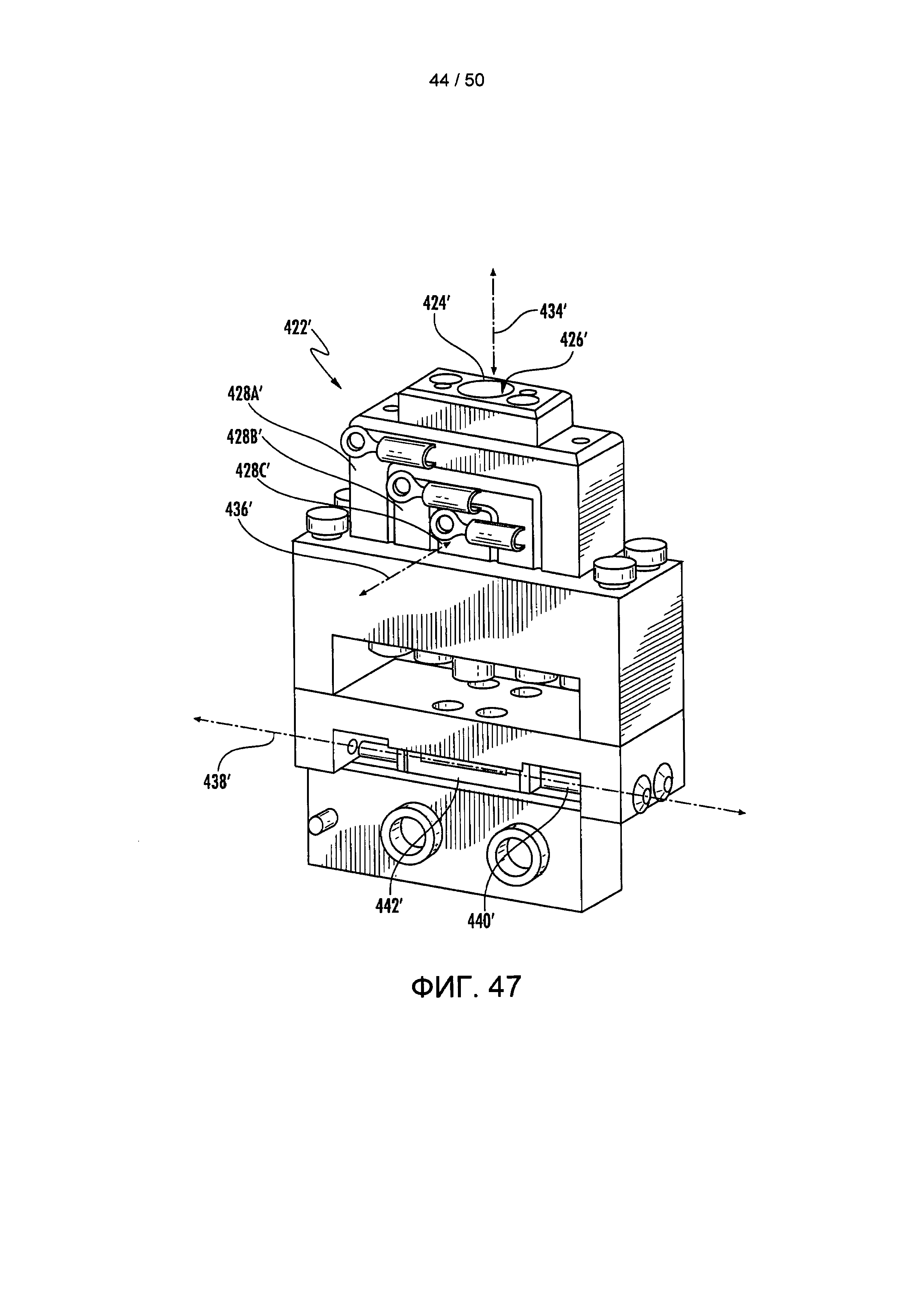
В некоторых вариантах реализации испытательного приспособления каждый из электрических контактов могут быть жестко скреплены друг с другом. Еще в одном варианте реализации испытательного приспособления каждый из электрических контактов могут быть выполнены с возможностью независимого перемещения по отношению друг к другу по меньшей мере в одном направлении.
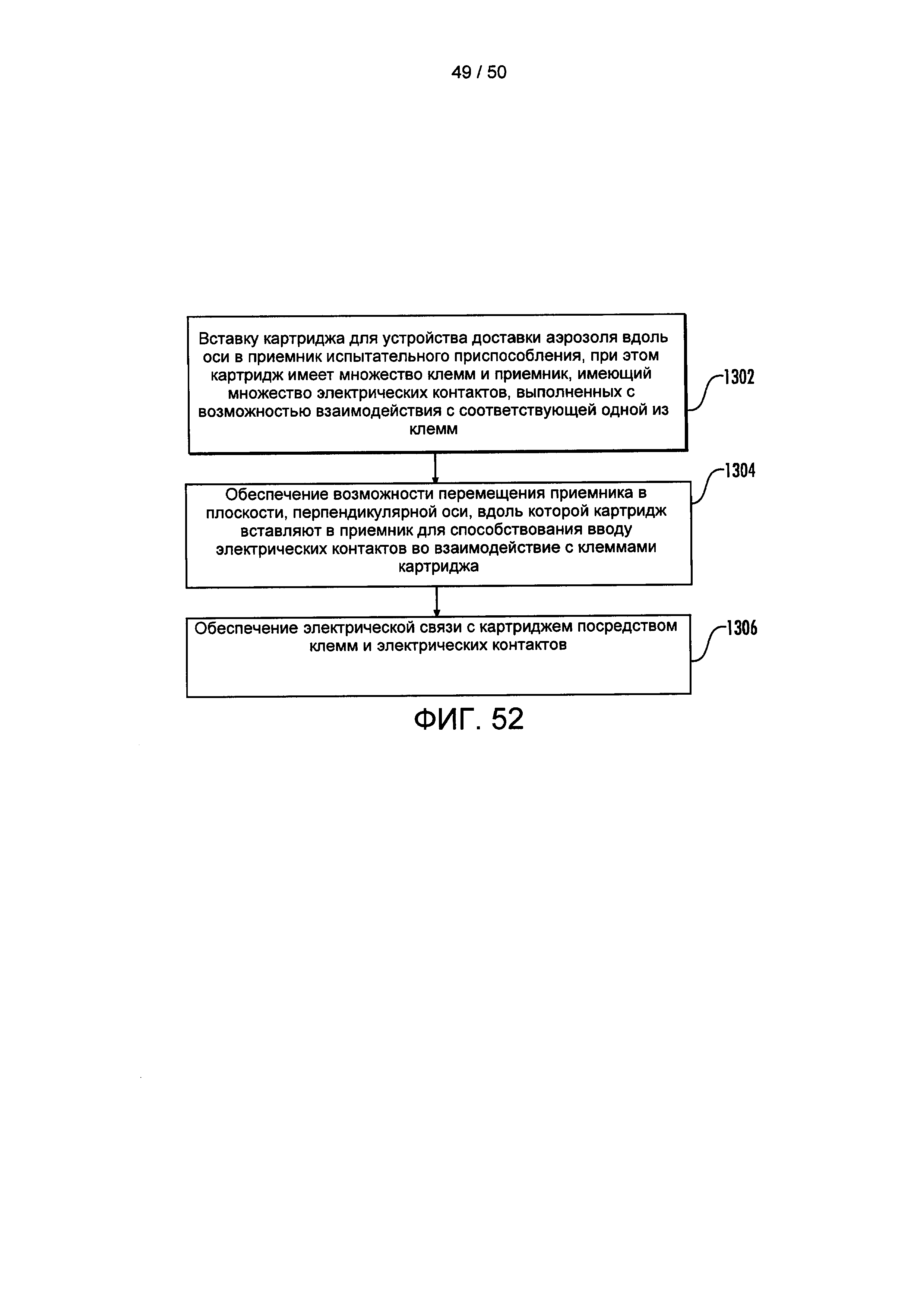
Еще в одном аспекте предложен способ испытания устройства доставки аэрозоля. Способ может включать вставку картриджа для устройства доставки аэрозоля вдоль оси в приемник испытательного приспособления. Картридж может содержать множество клемм, а приемник может иметь множество электрических контактов, выполненных с возможностью взаимодействия с соответствующей одной из клемм. Способ может дополнительно включать обеспечение возможности перемещения приемника в плоскости, перпендикулярной оси, вдоль которой картридж вставляют в приемник, для способствования вводу электрических контактов во взаимодействие с клеммами картриджа. Кроме того, способ может включать обеспечение электрической связи с картриджем посредством клемм и электрических контактов.
В некоторых вариантах реализации способа обеспечение возможности перемещения приемника может включать жесткое скрепление электрических контактов друг с другом таким образом, что каждый из электрических контактов совершает синхронное перемещение. Еще в одном варианте реализации способа, обеспечение возможности перемещения приемника может включать обеспечение независимого перемещения каждого из электрических контактов по меньшей мере в одном направлении.
Таким образом, настоящее изобретение содержит, без ограничения, следующие варианты реализации:
Вариант реализации 1: Система для сборки множества картриджей для устройства доставки аэрозоля, содержащая: множество сборочных участков, совместно выполненных с возможностью сборки множества компонентов картриджей друг с другом, при этом по меньшей мере одна пара сборочных участков соответственно содержит: одну или более сборочных кареток, выполненных с возможностью взаимодействия соответственно с множеством частично собранных картриджей, содержащих один или более компонентов картриджей; и сборочную дорожку, выполненную с обеспечением возможности циркуляции по ней сборочных кареток; и по меньшей мере одно устройство для передачи, содержащее дорожку для передачи, размещенную между парой сборочных участков и выполненную с возможностью последовательной передачи каждого из частично собранных картриджей в отдельности между парой сборочных участков.
Вариант реализации 2: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой устройство для передачи дополнительно содержит одну или более кареток для передачи, выполненных с возможностью размещения в них соответственно одного из частично собранных картриджей и возможностью циркуляции по дорожке для передачи между парой сборочных участков.
Вариант реализации 3: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой устройство для передачи дополнительно содержит первый элемент для передачи, выполненный с возможностью вывода частично собранных картриджей из взаимодействия со сборочными каретками первого сборочного участка из пары сборочных участков и возможностью ввода во взаимодействие частично собранных картриджей с соответствующей одной из кареток для передачи.
Вариант реализации 4: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой устройство для передачи дополнительно содержит второй элемент для передачи, выполненный с возможностью вывода частично собранных картриджей из взаимодействия с каретками для передачи и возможностью ввода во взаимодействие частично собранных картриджей с одной из сборочных кареток второго сборочного участка из пары сборочных участков.
Вариант реализации 5: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой компоненты картриджей содержат наружный корпус и один или более компонентов, выполненных с возможностью размещения в наружном корпусе, при этом эти компоненты содержат по меньшей мере одно из элемента транспортировки жидкости, подложки резервуара и нагревательного элемента.
Вариант реализации 6: Способ сборки множества картриджей для устройства доставки аэрозоля, включающий: сборку множества компонентов картриджей друг с другом на множестве сборочных участков, согласно которому сборка компонентов картриджа друг с другом включает: ввод во взаимодействие множества частично собранных картриджей, содержащих один или более компонентов картриджей с соответствующей одной из одной или более сборочных кареток; и циркуляцию сборочных кареток по сборочной дорожке; и последовательную транспортировку каждого из частично собранных картриджей в отдельности по дорожке для передачи между парой сборочных участков.
Вариант реализации 7: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи включает ввод во взаимодействие соответственно каждого из частично собранных картриджей с одной из одной или более кареток для передачи.
Вариант реализации 8: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи дополнительно включает: вывод частично собранных картриджей из взаимодействия со сборочными каретками первого сборочного участка из пары сборочных участков; и ввод частично собранных картриджей во взаимодействие с соответствующей одной из кареток для передачи.
Вариант реализации 9: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи дополнительно включает: вывод частично собранных картриджей из взаимодействия с каретками для передачи; и ввод частично собранных картриджей во взаимодействие с одной из сборочных кареток второго сборочного участка из пары сборочных участков.
Вариант реализации 10: Сборочная каретка, выполненная с возможностью сборки картриджа для устройства доставки аэрозоля, содержащая: первое гнездо, выполненное с возможностью размещения в нем частично собранного картриджа в первой ориентации; и второе гнездо, выполненное с возможностью размещения в нем частично собранного картриджа во второй ориентации, отличной от первой ориентации.
Вариант реализации 11: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой первое гнездо имеет приемник, выполненный с возможностью размещения в нем основания частично собранного картриджа таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию.
Вариант реализации 12: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой второе гнездо содержит один или более зажимов, выполненных с возможностью приема и удержания атомайзера по существу в горизонтальной конфигурации.
Вариант реализации 13: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой второе гнездо имеет выемку, выполненную с возможностью удержания частично собранного картриджа по существу в горизонтальной конфигурации.
Вариант реализации 14: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой выемка второго гнезда выполнена с возможностью удержания частично собранного картриджа таким образом, что его первая нагревательная клемма и вторая нагревательная клемма находятся в контакте с нагревательным элементом атомайзера.
Вариант реализации 15: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой зажимы выполнены с возможностью прохождения с первой и второй противоположных сторон частично собранного картриджа.
Вариант реализации 16: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой первое гнездо содержит: зажим, выполненный с возможностью взаимодействия с подложкой резервуара; и выемку, выполненную с возможностью размещения в ней частично собранного картриджа, при этом выемка выровнена и углублена по отношению к зажиму таким образом, что подложка резервуара по меньшей мере частично обертывает частично собранный картридж при его вставке в выемку.
Вариант реализации 17: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой зажим содержит множество зубцов, которые проходят с первой и второй противоположных сторон первого гнезда.
Вариант реализации 18: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой первое гнездо дополнительно образует первое и второе отверстия, находящиеся на первой и второй противоположных сторонах первого гнезда, при этом первое и второе отверстия выполнены с возможностью размещения в них рабочего органа, который прижимает подложку резервуара к частично собранному картриджу.
Вариант реализации 19: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой первая и вторая противоположные стороны первого гнезда расположены выше выемки.
Вариант реализации 20: Сборочная каретка согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой второе гнездо имеет приемник, выполненный с возможностью размещения в нем основания частично собранного картриджа таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию, при этом выемка первого гнезда выполнена с возможностью удержания частично собранного картриджа по существу в горизонтальной конфигурации.
Вариант реализации 21: Способ сборки картриджа для устройства доставки аэрозоля, включающий: размещение частично собранного картриджа в первой ориентации в первом гнезде сборочной каретки; и размещение частично собранного картриджа во второй ориентации, отличной от первой ориентации, во втором гнезде сборочной каретки.
Вариант реализации 22: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому размещение частично собранного картриджа в первой ориентации в первом гнезде сборочной каретки включает размещение в нем основания частично собранного картриджа таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию.
Вариант реализации 23: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно включающий прием и удержание атомайзера по существу в горизонтальной конфигурации во втором гнезде.
Вариант реализации 24: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому размещение частично собранного скомпонованного картриджа во второй ориентации во втором гнезде сборочной каретки включает размещение этого частично собранного картриджа в выемке, выполненной с возможностью удержания этого частично собранного картриджа по существу в горизонтальной конфигурации.
Вариант реализации 25: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому размещение частично собранного картриджа в выемке включает удержание частично собранного картриджа таким образом, что его первая нагревательная клемма и вторая нагревательная клемма находятся в контакте с нагревательным элементом атомайзера.
Вариант реализации 26: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому прием и удержание атомайзера по существу в горизонтальной конфигурации во втором гнезде включает скрепление атомайзера с первой и второй противоположными сторонами частично собранного картриджа.
Вариант реализации 27: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно включающий ввод подложки резервуара во взаимодействие с зажимом в первом гнезде, согласно которому размещение частично собранного картриджа в первой ориентации в первом гнезде включает вставку этого частично собранного картриджа в выемку, при этом выемка выровнена и углублена по отношению к зажиму таким образом, что подложка резервуара по меньшей мере частично обертывает частично собранный картридж при его вставке в выемку.
Вариант реализации 28: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому ввод подложки резервуара во взаимодействие с зажимом включает ввод этой подложки резервуара во взаимодействие с множеством зубцов, которые проходят с первой и второй противоположных сторон гнезда.
Вариант реализации 29: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно включающий направление рабочего органа в первое и второе отверстия, находящиеся на первой и второй противоположных сторонах гнезда; и прижатие подложки резервуара к частично собранному картриджу рабочим органом.
Вариант реализации 30: Способ согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому ввод зубцов во взаимодействие с подложкой резервуара включает прижатие подложки резервуара к первой и второй противоположным сторонам гнезда, при этом первая и вторая противоположные стороны расположены выше выемки.
Вариант реализации 31: Система для сборки множества картриджей для устройства доставки аэрозоля, содержащая: сгибающее устройство, содержащее множество штырей, в которых соответственно образована выемка, при этом сгибающее устройство выполнено с возможностью размещения между ним частично собранного картриджа таким образом, что первый и второй концы элемента транспортировки жидкости частично собранного картриджа контактируют со штырями в выемках для сгибания элемента транспортировки жидкости к остальной части частично собранного картриджа.
Вариант реализации 32: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой сгибающее устройство дополнительно содержит привод, выполненный с возможностью перемещения штырей по направлению друг к другу для сгибания элемента транспортировки жидкости.
Вариант реализации 33: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно содержащая захват для основания, выполненный с возможностью захвата основания частично собранного картриджа с одновременным обеспечением перемещения приводом штырей по направлению друг к другу.
Вариант реализации 34: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно содержащая захват, выполненный с возможностью направления частично собранного картриджа через штыри.
Вариант реализации 35: Способ сборки устройства доставки аэрозоля, включающий: обеспечение по существу непрерывного исходного компонента, содержащего множество нагревательных элементов, введенных во взаимодействие с по существу непрерывным элементом транспортировки жидкости; обеспечение первой нагревательной клеммы и второй нагревательной клеммы; ввод первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов; сварку первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов; и резку по существу непрерывного исходного компонента для отделения одного из нагревательных элементов, к которым прикреплены первая нагревательная клемма и вторая нагревательная клемма, и соответствующего сегмента транспортирования жидкости от по существу непрерывного исходного компонента.
Вариант реализации 36: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому сварка первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов включает лазерную сварку первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов с использованием устройства для лазерной сварки путем фокусировки лазера на первой нагревательной клемме и второй нагревательной клемме, при этом устройство для лазерной сварки, первая нагревательная клемма и вторая нагревательная клемма остаются неподвижными при сварке первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов и между сваркой первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов.
Вариант реализации 37: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому обеспечение первой нагревательной клеммы и второй нагревательной клеммы включает обеспечение узла, содержащего основание и направитель потока, при этом первая нагревательная клемма и вторая нагревательная клемма проходят через направитель потока.
Вариант реализации 38: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому ввод первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов включает осуществление поворота поворотного транспортера.
Вариант реализации 39: Система для сборки множества картриджей для устройства доставки аэрозоля, содержащая: устройство для подачи исходного компонента, выполненное с возможностью выдачи по существу непрерывного исходного компонента, содержащего множество нагревательных элементов, введенных во взаимодействие с по существу непрерывным элементом транспортировки жидкости; устройство для подачи узла, выполненное с возможностью ввода первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов; сварочное устройство, выполненное с возможностью сварки первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов; и резак, выполненный с возможностью резки по существу непрерывного исходного компонента для отделения одного из нагревательных элементов, к которым прикреплены первая нагревательная клемма и вторая нагревательная клемма, и соответствующего сегмента транспортирования жидкости от по существу непрерывного исходного компонента.
Вариант реализации 40: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой сварочное устройство содержит устройство для лазерной сварки, выполненное с возможностью сварки первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов путем фокусировки лазера на первой нагревательной клемме и второй нагревательной клемме, при этом устройство для лазерной сварки, первая нагревательная клемма и вторая нагревательная клемма остаются неподвижными при сварке первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов и между сваркой первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов.
Вариант реализации 41: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой устройство для подачи узла выполнено с возможностью транспортировки узла, содержащим основание и направитель потока, при этом первая нагревательная клемма и вторая нагревательная клемма проходят через направитель потока.
Вариант реализации 42: Система согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой устройство для подачи узла содержит поворотный транспортер, выполненный с возможностью поворота с обеспечением транспортировки указанного узла таким образом, что первая нагревательная клемма и вторая нагревательная клемма взаимодействуют с одним из нагревательных элементов.
Вариант реализации 43: Способ сборки устройства доставки аэрозоля, включающий: захват узла с использованием множества зажимов, содержащих соответственно первый палец и второй палец, при этом указанный узел содержит направитель потока, атомайзер, первую нагревательную клемму и вторую нагревательную клемму, а первая нагревательная клемма и вторая нагревательная клемма соединены с атомайзером; открытие зажимов; размещение подложки резервуара в контакте с указанным узлом; и закрытие зажимов вокруг указанного узла таким образом, что эта подложка по меньшей мере частично обертывает указанный узел.
Вариант реализации 44: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому размещение подложки резервуара в контакте с указанным узлом включает ввод подложки во взаимодействие с захватом для подложки, содержащим один или более выступов, выполненных с возможностью приложения отрицательного давления к указанной подложке.
Вариант реализации 45: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому закрытие зажимов включает размещение одного или более выступов в одном или более промежутках, находящихся между зажимами.
Вариант реализации 46: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно включающий отведение захвата для подложки после закрытия зажимов путем отвода одного или более выступов через один или более промежутков.
Вариант реализации 47: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно включающий введение колпачка во взаимодействие с указанным узлом с одновременным размещением подложки резервуара в контакте с указанным узлом.
Вариант реализации 48: Способ сборки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому открытие зажимов включает вставку штифта-ограничителя с обеспечением взаимодействия с зажимами для последовательного открытия зажимов, при этом закрытие зажимов включает вытягивание штифта-ограничителя для последовательного закрытия зажимов.
Вариант реализации 49: Устройство, выполненное с возможностью сборки устройства доставки аэрозоля, содержащее: сборочный захват, содержащий: множество зажимов, содержащих соответственно первый палец и второй палец, при этом зажимы выполнены с возможностью захвата узла, содержащего направитель потока, атомайзер, первую нагревательную клемму и вторую нагревательную клемму, при этом первая нагревательная клемма и вторая нагревательная клемма соединены с атомайзером; и корпус, к которому шарнирно присоединены зажимы, при этом корпус образует по меньшей мере одно входное отверстие, выполненное с возможностью размещения в нем штифта-ограничителя для открытия зажимов.
Вариант реализации 50: Устройство согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно содержащее захват для подложки, выполненный с возможностью взаимодействия с подложкой резервуара и возможностью размещения подложки резервуара в контакте с указанным узлом и содержащий один или более выступов, выполненных с возможностью приложения отрицательного давления к указанной подложке.
Вариант реализации 51: Устройство согласно любому предшествующему или последующему варианту реализации, или их комбинации, в котором захват для подложки выполнен с возможностью высвобождения подложки резервуара после закрытия зажимов и возможностью отвода указанных одного или более выступов через один или более промежутков, находящихся между зажимами.
Вариант реализации 52: Устройство согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно содержащее колпачок, выполненный с возможностью взаимодействия с указанным узлом при размещении подложки резервуара в контакте с указанным узлом.
Вариант реализации 53: Устройство согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно содержащее штифт-ограничитель, при этиом вставка штифта-ограничителя обеспечивает возможность взаимодействия и последовательного открытия зажимов, а вытягивание штифта-ограничителя обеспечивает возможность последовательного закрытия зажимов.
Вариант реализации 54: Устройство согласно любому предшествующему или последующему варианту реализации, или их комбинации, в котором каждый из зажимов содержит по меньшей мере одну пружину, выполненную с возможностью поджатая зажимов в закрытую конфигурацию.
Вариант реализации 55: Система для ультразвуковой сварки устройства доставки аэрозоля, содержащая: сварочный зажим, выполненный с возможностью взаимодействия с картриджем, содержащим основание и наружный корпус, и содержащий: первый захват для картриджа и второй захват для картриджа, содержащие соответственно выступ для основания и выступ для наружного корпуса, при этом расстояние между выступом для наружного корпуса первого захвата для картриджа и выступом для наружного корпуса второго захвата для картриджа больше размера наружного корпуса картриджа, размещенного между этими выступами для наружного корпуса, в случае, когда выступ для основания первого захвата для картриджа и выступ для основания второго захвата для картриджа взаимодействуют с основанием картриджа; и сонотрод, выполненный с возможностью взаимодействия с концом наружного корпуса картриджа, противоположным основанию, когда картридж размещен в сварочном зажиме для ультразвуковой сварки наружного корпуса с основанием.
Вариант реализации 56: Система для ультразвуковой сварки согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой выступ для основания первого захвата для картриджа, выступ для основания второго захвата для картриджа и захват для наружного корпуса первого захвата для картриджа соответственно образуют канавку, выполненную с возможностью размещения в ней картриджа, при этом выступ для наружного корпуса второго захвата для картриджа образует по существу плоскую лицевую поверхность.
Вариант реализации 57: Система для ультразвуковой сварки согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой первый захват для картриджа и второй захват для картриджа содержат соответственно один или более входящих в зацепление выступов.
Вариант реализации 58: Система для ультразвуковой сварки согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно содержащая сборочный захват, содержащий множество первых пальцев и множество вторых пальцев, при этом указанные первые пальцы входят в зацепление с одним или более входящих в зацепление выступов первого захвата для картриджа, а указанные вторые пальцы входят в зацепление с одним или более входящих в зацепление выступов второго захвата для картриджа.
Вариант реализации 59: Способ ультразвуковой сварки устройства доставки аэрозоля, включающий: ввод сварочного зажима во взаимодействие с картриджем, содержащим основание и наружный корпус, путем прижатия множества выступов для основания к основанию картриджа и размещения множества выступов для наружного корпуса возле наружного корпуса, при этом расстояние между выступами для наружного корпуса больше размера картриджа между этими выступами для наружного корпуса; ввод сонотрода во взаимодействие с наружным корпусом, противолежащим основанию; обеспечение ультразвукового вибрирования сонотрода для сварки наружного корпуса с основанием; и ограничение перемещения наружного корпуса выступами для наружного корпуса для сохранения выравнивания наружного корпуса с основанием с одновременным обеспечением ультразвукового вибрирования сонотрода.
Вариант реализации 60: Способ ультразвуковой сварки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому ввод сварочного зажима во взаимодействие с картриджем включает вывод выступов для наружного корпуса из контакта с наружным корпусом перед обеспечением ультразвукового вибрирования сонотрода.
Вариант реализации 61: Способ ультразвуковой сварки устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому ограничение перемещения наружного корпуса выступами для наружного корпуса включает размещение этого наружного корпуса между канавкой и по существу плоской лицевой поверхностью выступов для наружного корпуса.
Вариант реализации 62: Система для заполнения картриджей устройства доставки аэрозоля, содержащая: сборочную каретку, имеющую множество приемников, выполненных с возможностью размещения в них соответствующего частично собранного картриджа, содержащего направитель потока, при этом каждый из указанных приемников имеет отверстие, проходящее через сборочную каретку; заполняющее устройство, выполненное с возможностью выдачи композиции предшественника аэрозоля в картридж в одном или более из приемников; коллектор, содержащий множество сообщающихся выпускных отверстий, выполненных с возможностью выравнивания по меньшей мере с частью приемников; и устройство подачи воздуха, выполненное с возмжностью подачи потока воздуха в коллектор, из коллектора через указанные сообщающиеся выпускные отверстия в отверстие в каждом из указанных приемников, выровненных с указанными сообщающимися выпускными отверстиями, и через направитель потока картриджа при выдаче композиции предшественника аэрозоля заполняющим устройством.
Вариант реализации 63: Система для заполнения картриджей устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, в которой коллектор выполнен с возможностью направления потока воздуха через каждый из приемников.
Вариант реализации 64: Система для заполнения картриджей устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно содержащая одного или более дополнительных коллекторов, при этом каждый из коллектора и одного или более дополнительных коллекторов выполнены с возможностью направления потока воздуха через часть приемников таким образом, что каждый приемник принимает поток воздуха.
Вариант реализации 65: Способ заполнения картриджей устройства доставки аэрозоля, включающий: выдачу композиции предшественника аэрозоля в частично собранный картридж, содержащий направитель потока; и направление потока воздуха через направитель потока при выдаче композиции предшественника аэрозоля в частично собранный картридж.
Вариант реализации 66: Способ заполнения картриджей устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому направление потока воздуха через направитель потока включает направление этого потока воздуха по направлению вверх через направитель потока.
Вариант реализации 67: Способ заполнения картриджей устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому направление композиции предшественника аэрозоля в частично собранный картридж включает направление этой композиции предшественника аэрозоля с обеспечением контакта с подложкой резервуара, проходящей по меньшей мере частично вокруг направителя потока.
Вариант реализации 68: Способ заполнения картриджей устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, дополнительно включающий размещение частично собранного картриджа в сборочной каретке, при этом направление потока воздуха через направитель потока включает направление этого потока воздуха через сборочную каретку.
Вариант реализации 69: Способ заполнения картриджей устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому направление потока воздуха через направитель потока дополнительно включает ввод коллектора во взаимодействие со сборочной кареткой и направление потока воздуха из коллектора к сборочной каретке.
Вариант реализации 70: Испытательное приспособление для картриджа устройства доставки аэрозоля, содержащее: приемник, имеющий множество электрических контактов, выполненных с возможностью взаимодействия с соответствующей одной из множества клемм картриджа для устройства доставки аэрозоля; множество изоляторов, выполненных с возможностью электрического изолирования указанных электрических контактов друг от друга; контроллер, выполненный с возможностью электрической связи с картриджем посредством указанных клемм и электрических контактов; и податливый элемент, выполненный с возможностью обеспечения перемещения приемника в плоскости, перпендикулярной оси, вдоль которой картридж вставляют в приемник, для способствования вводу электрических контактов во взаимодействие с указанными клеммами картриджа.
Вариант реализации 71: Испытательное приспособление согласно любому предшествующему или последующему варианту реализации, или их комбинации, в котором каждый из электрических контактов жестко скреплен с другим контактом.
Вариант реализации 72: Испытательное приспособление согласно любому предшествующему или последующему варианту реализации, или их комбинации, в котором каждый из электрических контактов выполнены с возможностью независимого перемещения по отношению друг к другу по меньшей мере в одном направлении.
Вариант реализации 73: Способ испытания устройства доставки аэрозоля, включающий: вставку картриджа для устройства доставки аэрозоля вдоль оси в приемник испытательного приспособления, при этом картридж имеет множество клемм и приемник, содержащий множество электрических контактов, выполненных с возможностью взаимодействия с соответствующей одной из клемм; обеспечение возможности перемещения приемника в плоскости, перпендикулярной оси, вдоль которой картридж вставляют в приемник, для способствования вводу электрических контактов во взаимодействие с указанными клеммами картриджа; и обеспечение электрической связи с картриджем посредством указанных клемм и электрических контактов.
Вариант реализации 74: Способ испытания устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому обеспечение возможности перемещения приемника включает жесткое скрепление электрических контактов друг с другом таким образом, что каждый из электрических контактов совершают синхронное перемещение.
Вариант реализации 75: Способ испытания устройства доставки аэрозоля согласно любому предшествующему или последующему варианту реализации, или их комбинации, согласно которому обеспечение возможности перемещения приемника включает обеспечение возможности независимого перемещения каждого из электрических контактов по меньшей мере в одном направлении.
Эти и другие признаки, аспекты и преимущества настоящего изобретения станут очевидны после ознакомления с нижеследующим разделом «Осуществление изобретения» и прилагаемыми чертежами, которые кратко описаны ниже. Настоящее изобретение содержит любую комбинацию из двух, трех, четырех или большего количества признаков или элементов, раскрытых в описании данного документа или указанных в любом одном или более из пунктов формулы изобретения, независимо от того, скомбинированы ли или иным образом указаны такие признаки или элементы при описании конкретного варианта реализации или в конкретном пункте формулы изобретения в данном документе. Настоящее описание предназначено для создания целостной картины о настоящем изобретении, так что следует считать, что любые отдельные признаки или элементы настоящего изобретения в любом из его аспектов и вариантов реализации могут быть скомбинированы друг с другом, если из контекста описания явным образом не следует иное.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Таким образом, описав выше настоящее изобретение в общем виде, ниже приведена ссылка на прилагаемые чертежи, которые не обязательно показаны в масштабе и на которых:
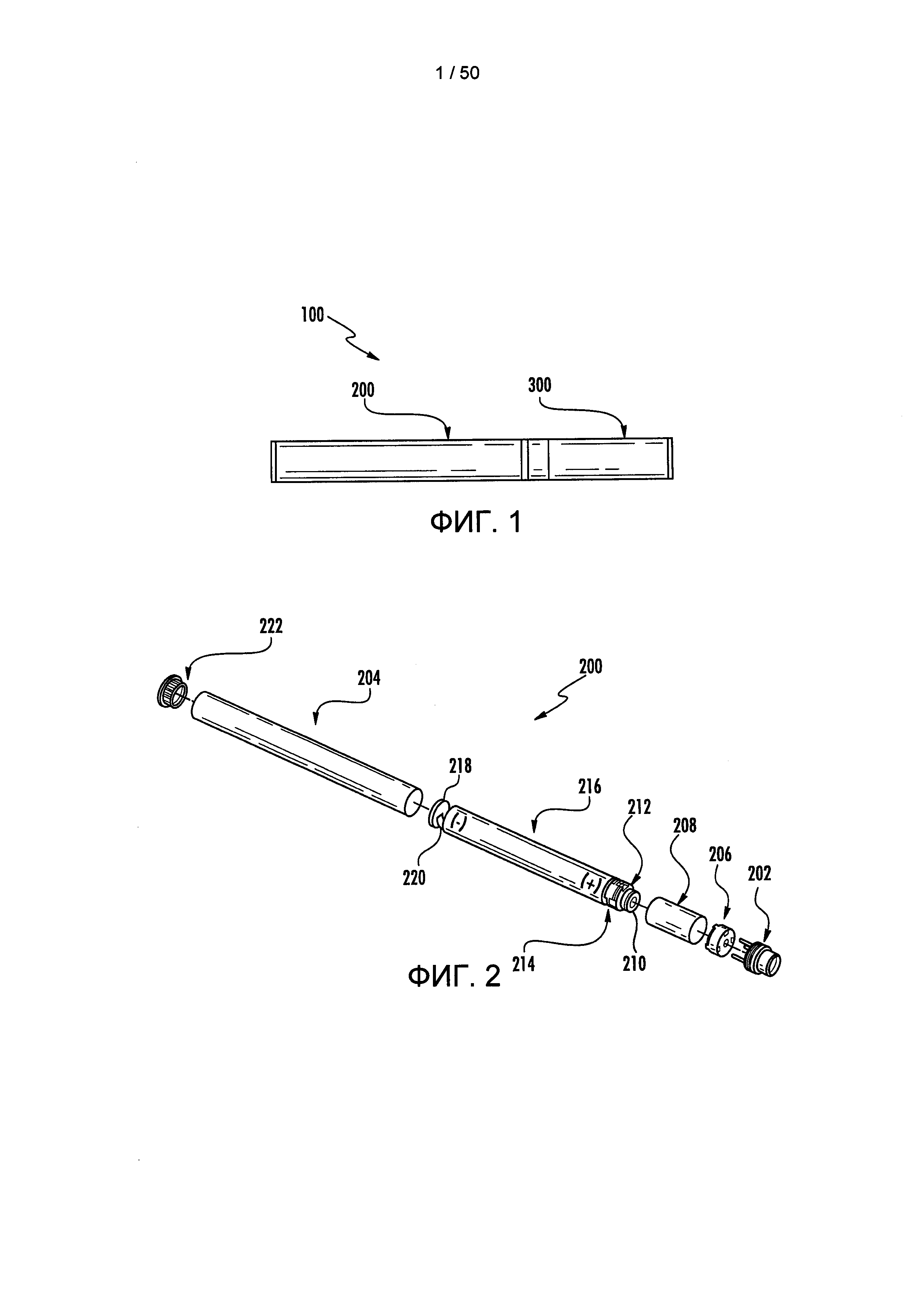
на ФИГ. 1 показано устройство доставки аэрозоля, содержащее картридж и управляющий корпус в собранной конфигурации согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 2 показан управляющий корпус, показанный на ФИГ. 1, в покомпонентной конфигурации согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 3 показан картридж, показанный на ФИГ. 1, в покомпонентной конфигурации согласно одному из иллюстративных вариантов реализации настоящего изобретения;
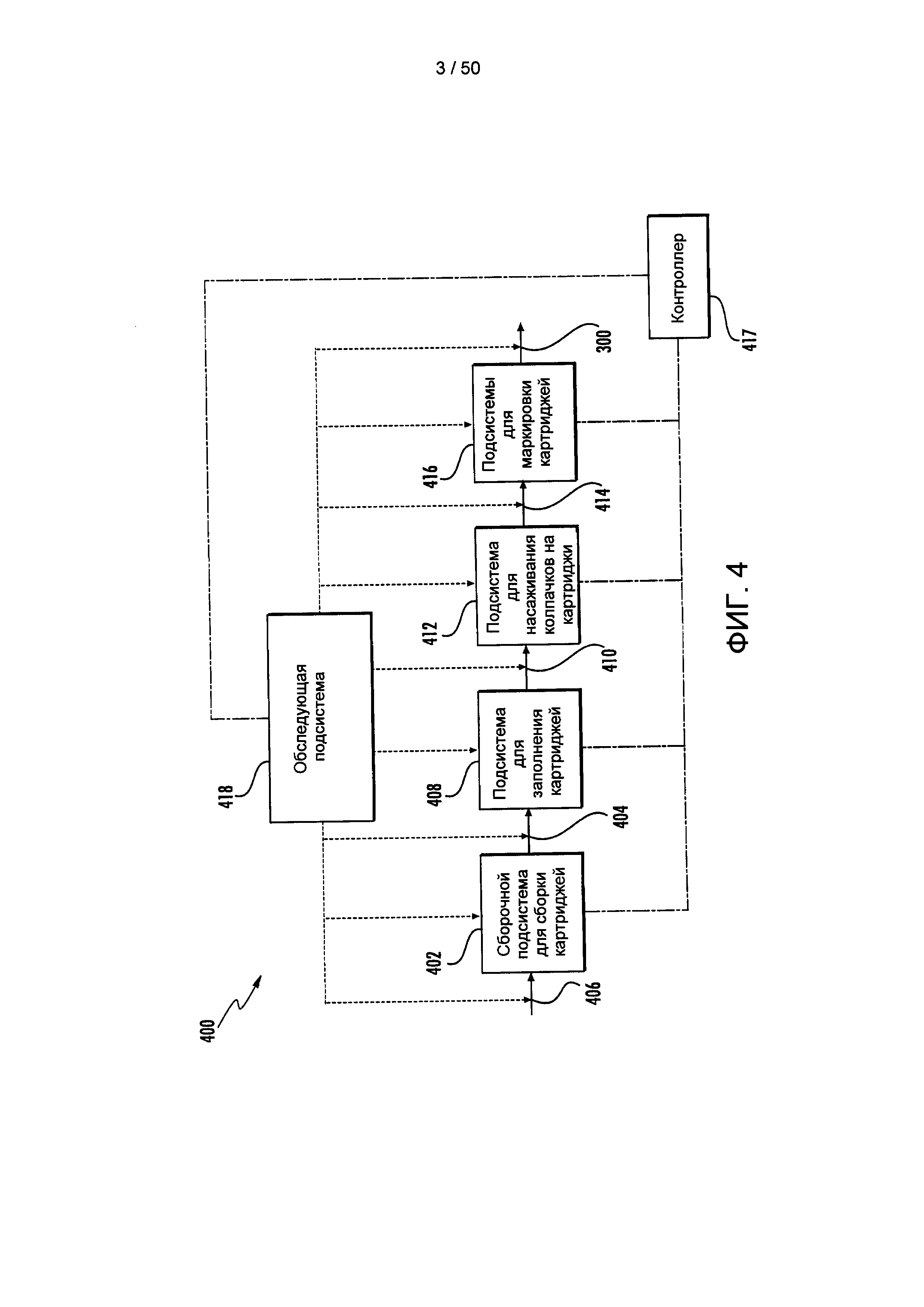
на ФИГ. 4 схематически показана система для изготовления картриджей для устройства доставки аэрозоля, содержащая сборочную подсистему для сборки картриджей, подсистему для заполнения картриджей, подсистему для насаживания колпачков на картриджи, подсистему прикрепления этикеток к картриджам и обследующую подсистему согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 5 схематически показан один из вариантов реализации системы по ФИГ. 4, дополнительно содержащей упаковочную подсистему согласно одному из иллюстративных вариантов реализации настоящего изобретения;
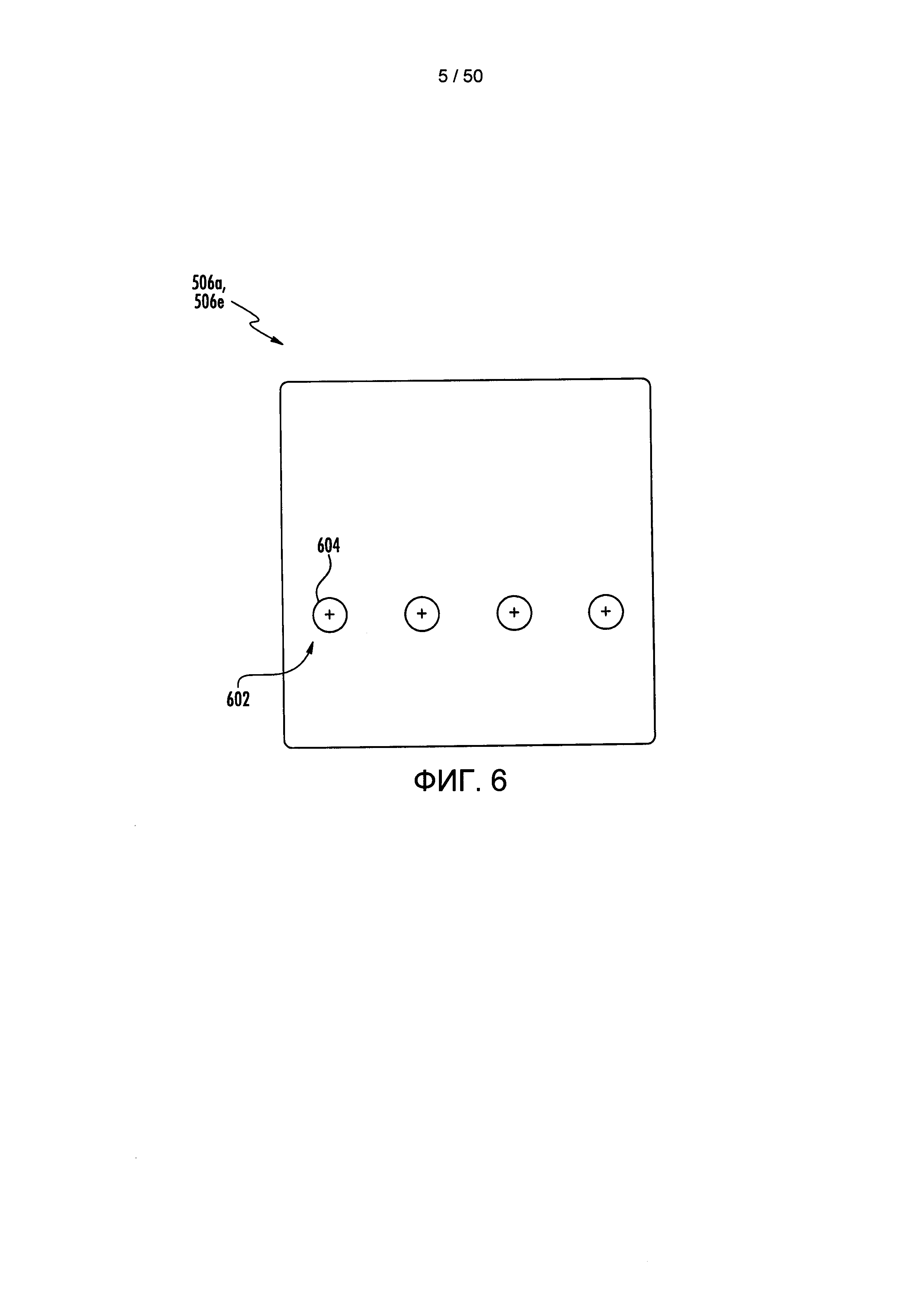
на ФИГ. 6 показан вид сверху сборочной каретки, выполненной с возможностью использования первого и седьмого сборочных участков системы, показанной на ФИГ. 5, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 7 показан перспективный вид сборочной каретки, выполненной с возможностью использования второго и третьего сборочных участков системы, показанной на ФИГ. 5, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 8 показан вид сверху сборочной каретки, показанной на ФИГ. 7, когда в ней размещен частично собранный картридж согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 9 показан перспективный вид сборочной каретки, выполненной с возможностью использования четвертого и пятого сборочных участков системы, показанной на ФИГ. 5, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 10 показан вид сверху сборочной каретки, показанной на ФИГ. 9, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 11 показан перспективный вид сборочной каретки по ФИГ. 9, содержащей размещенную в ней подложку резервуара согласно одному из иллюстративных вариантов реализации настоящего изобретения;
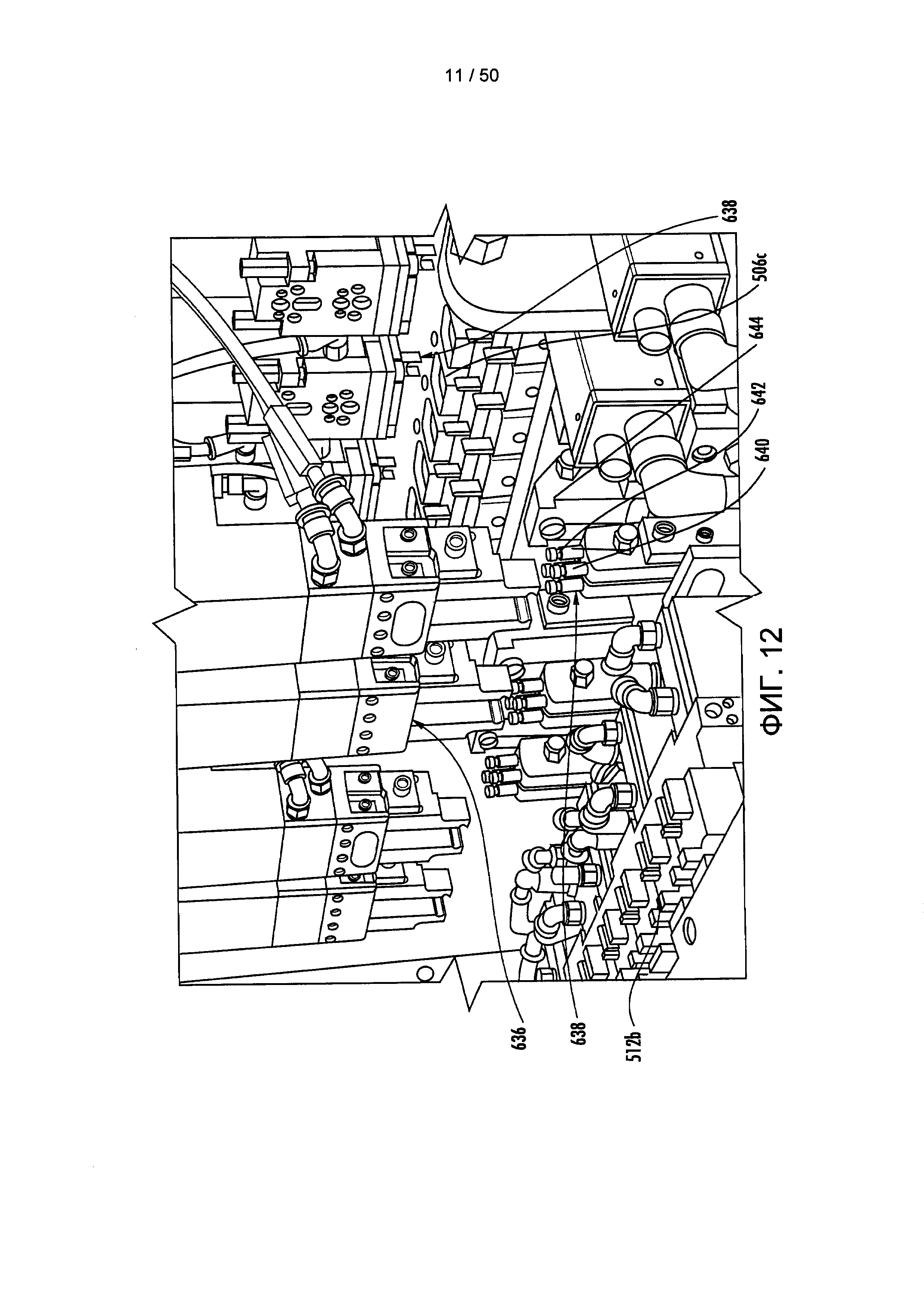
на ФИГ. 12 показано сгибающее устройство, выполненное с возможностью сгибания атомайзера, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
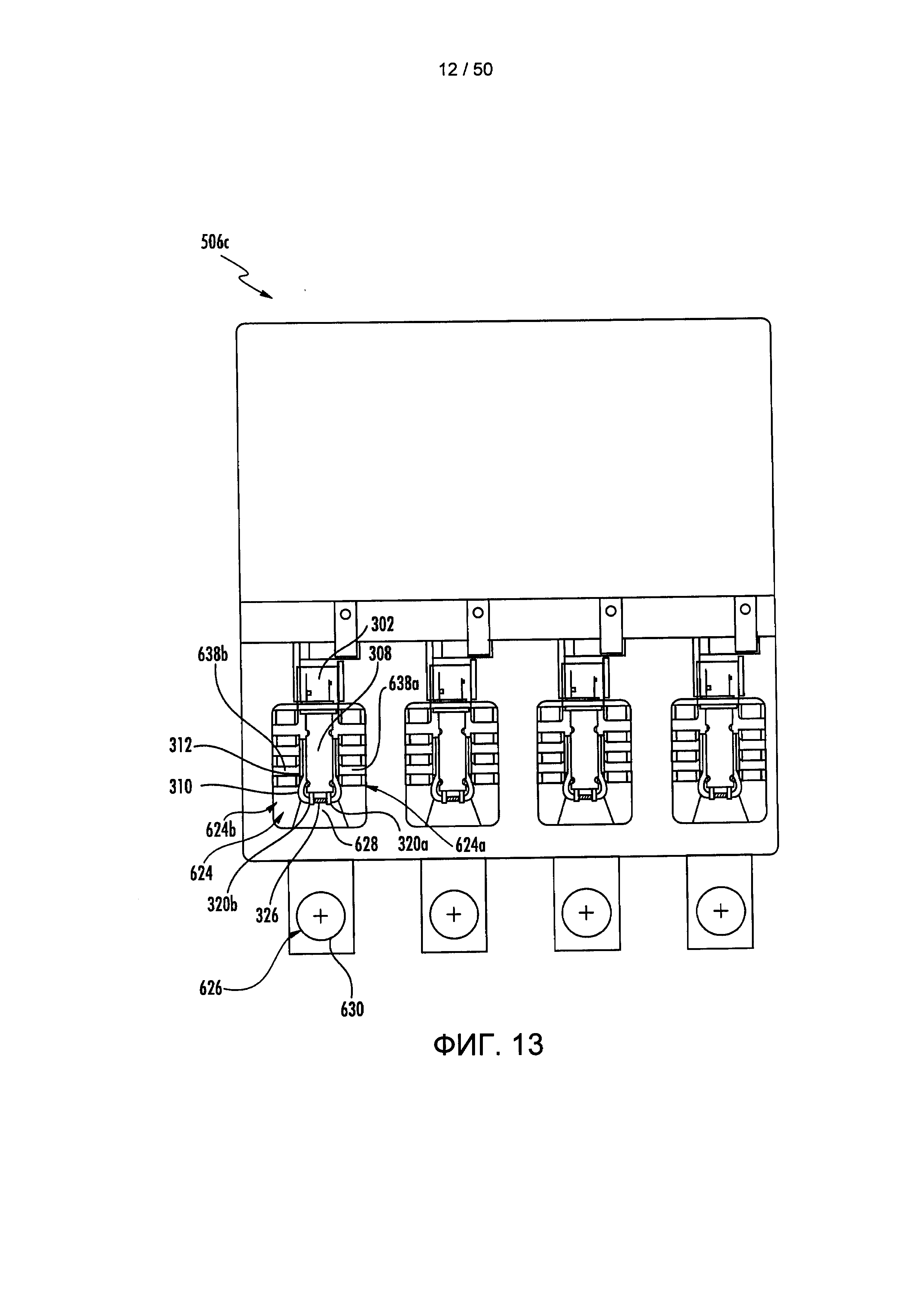
на ФИГ. 13 показан вид сверху сборочной каретки, показанной на ФИГ. 9, в которой размещен частично собранный картридж согласно одному из иллюстративных вариантов реализации настоящего изобретения;
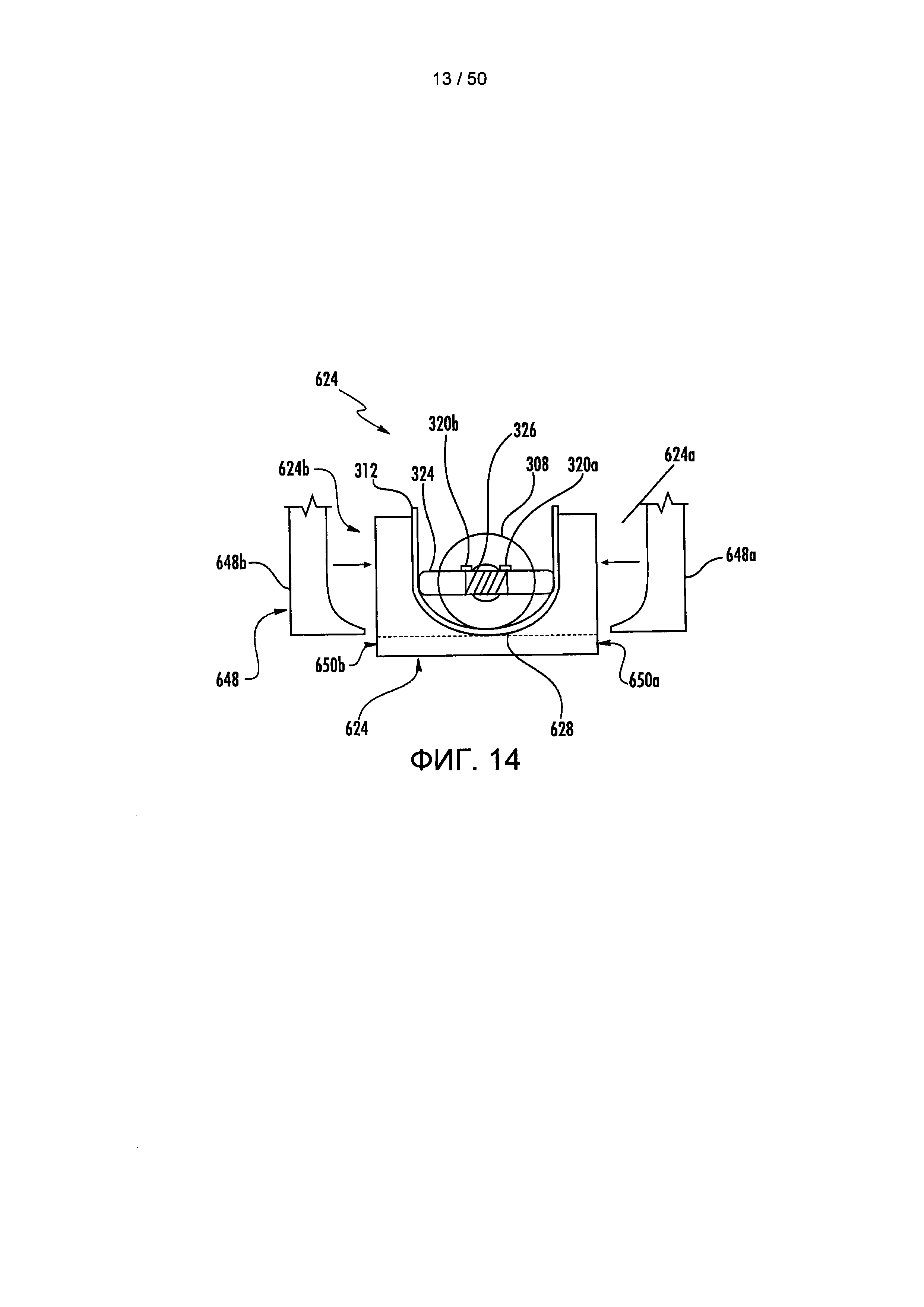
на ФИГ. 14 схематически показан вид спереди в разрезе частично собранного картриджа в сборочной каретке, показанной на ФИГ. 9, и рабочего органа согласно одному из иллюстративных вариантов реализации настоящего изобретения;
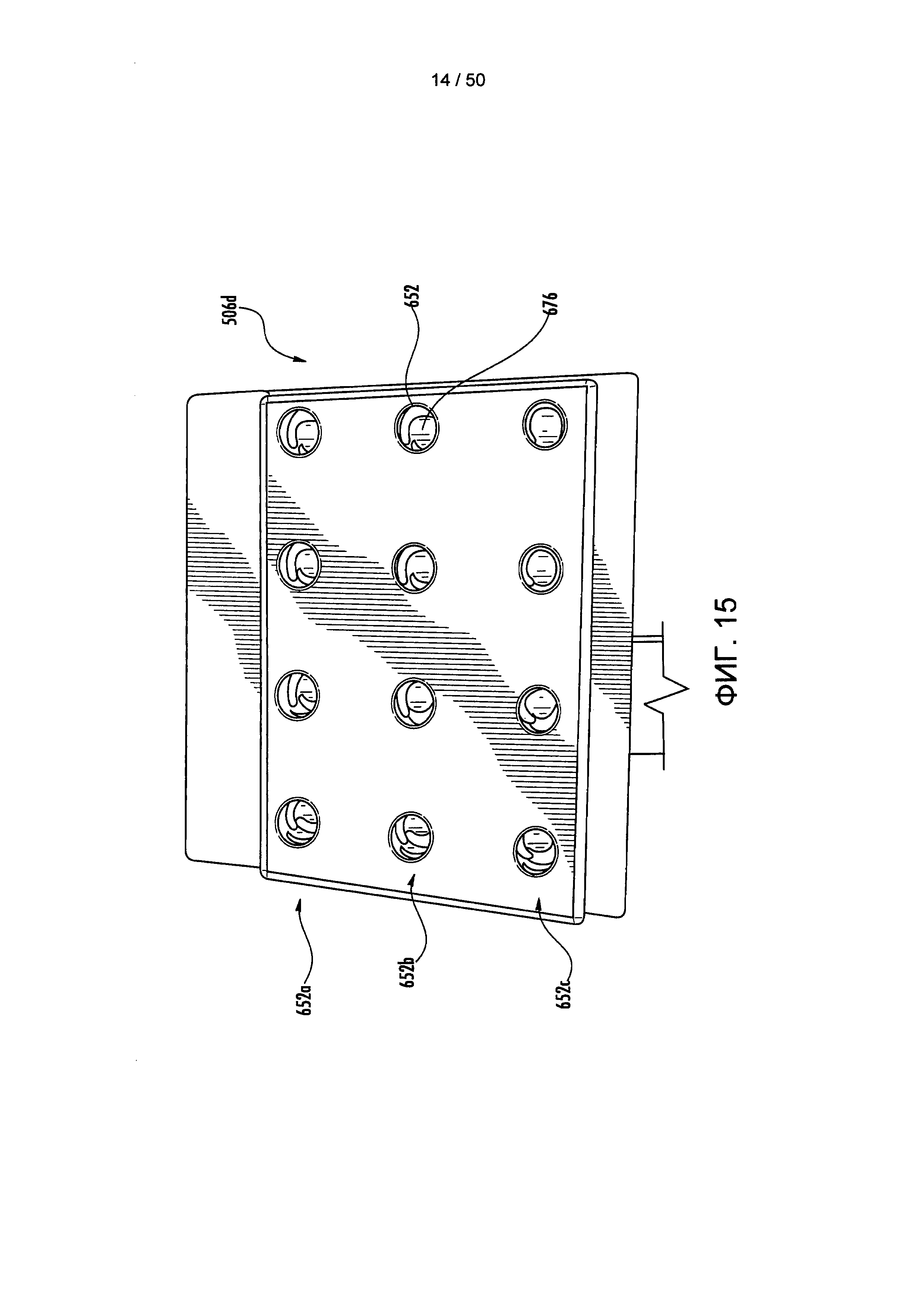
на ФИГ. 15 показан вид сверху сборочной каретки, выполненной с возможностью использования в шестом сборочном участке системы, показанной на ФИГ. 5, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на фиг 16 схематически показан способ сборки множества картриджей для устройства доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 17 схематически показан способ сборки картриджа для устройства доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 18 схематически показан второй вариант реализации системы по ФИГ. 4, дополнительно содержащей упаковочную подсистему согласно настоящему изобретению;
на ФИГ. 19 показан вид в разрезе, выполненном через сварочное приспособление в первом сборочном участке системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
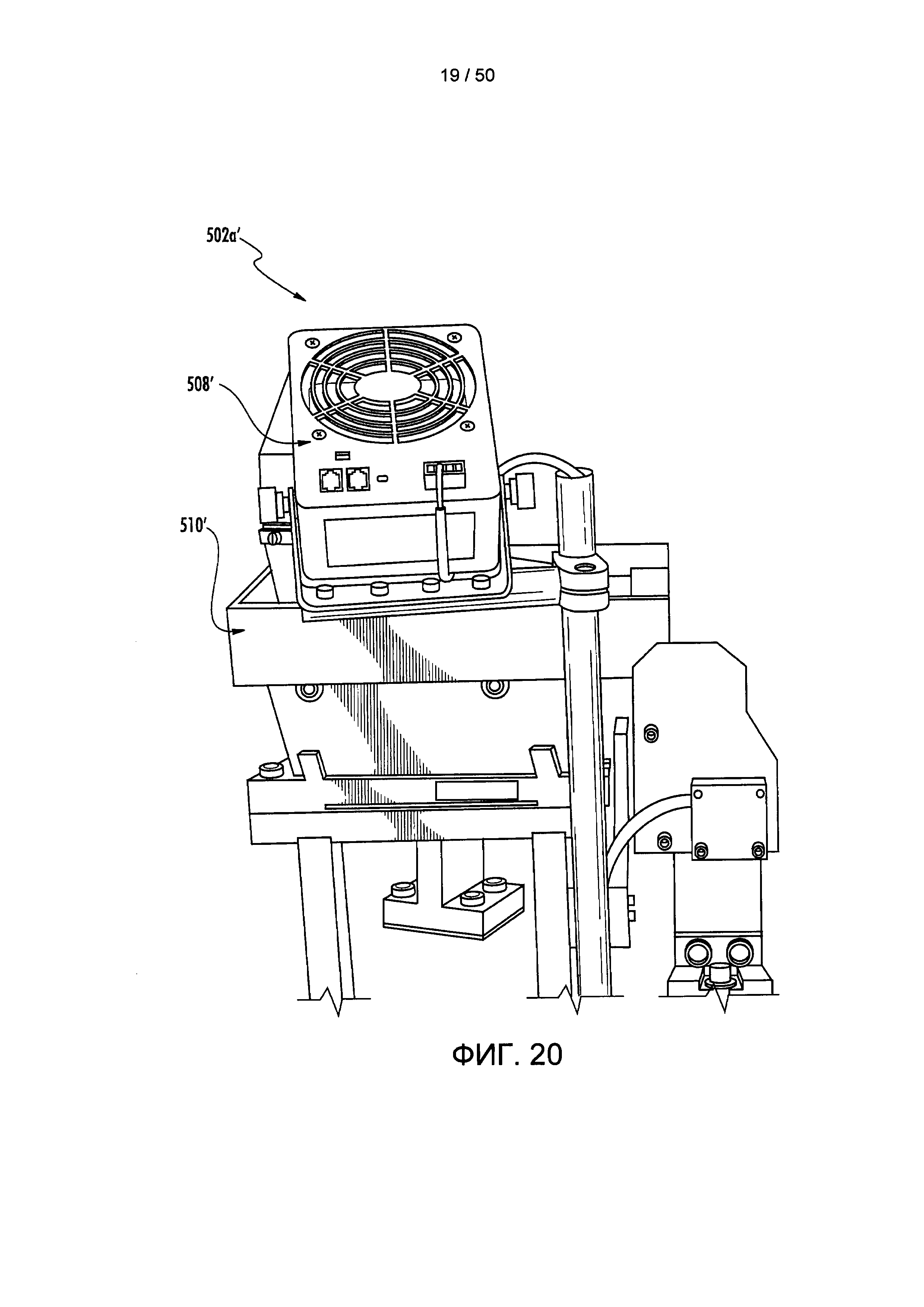
на ФИГ. 20 показан перспективный вид антистатического устройства в первом сборочном участке системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
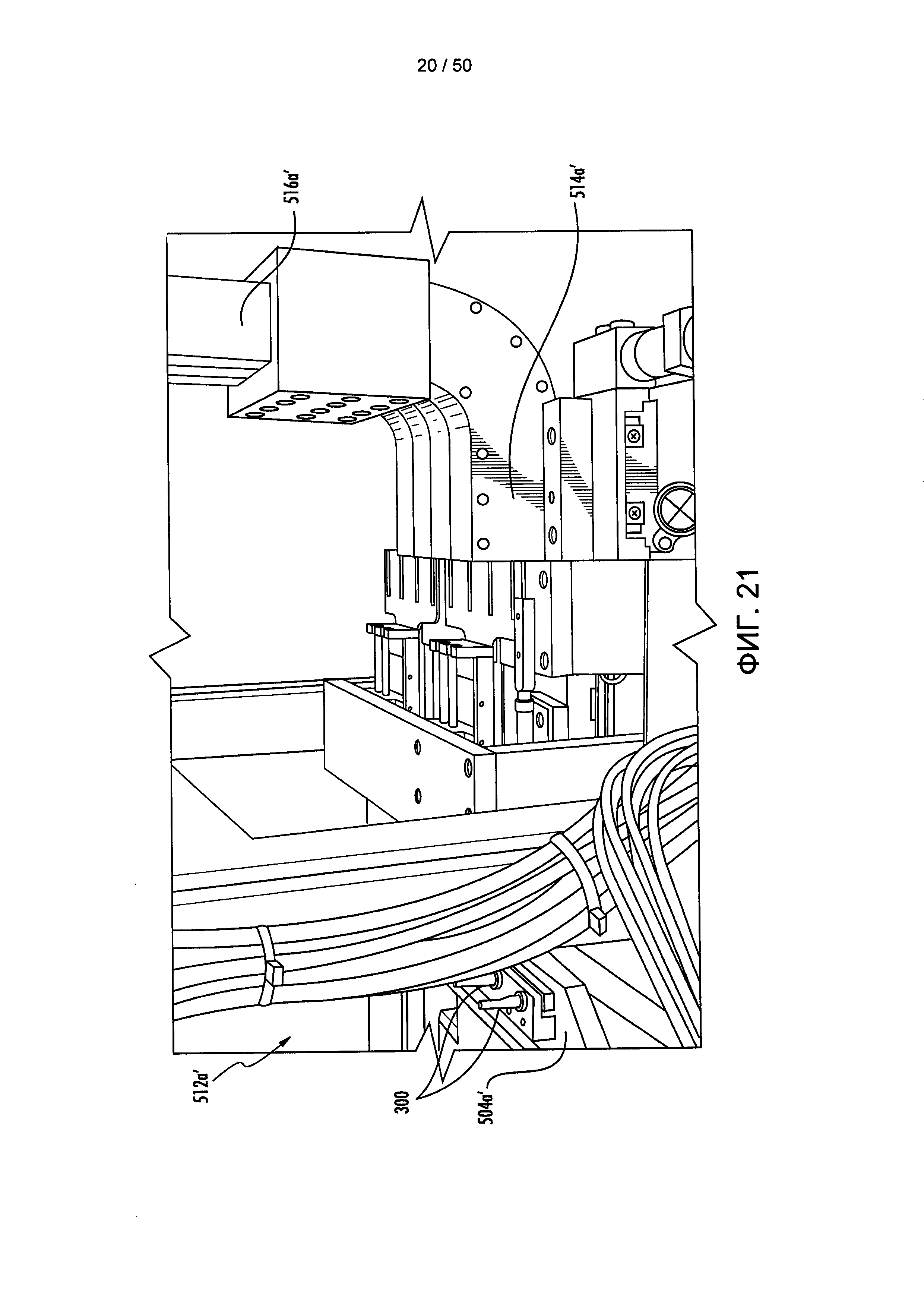
на ФИГ. 21 показан перспективный вид пневматического транспортера для транспортировки между участками, размещенного между первым сборочным участком и вторым сборочным участком системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
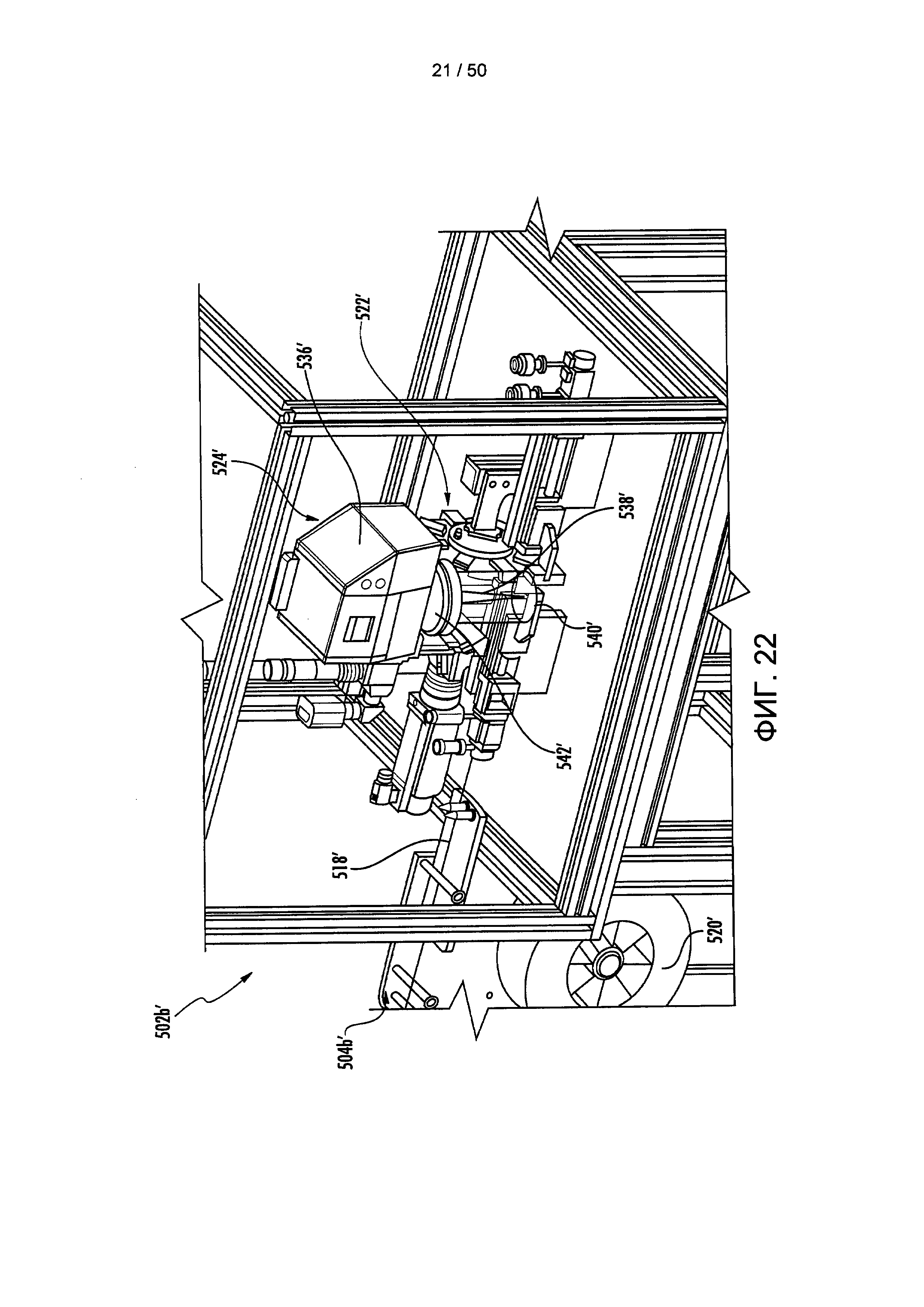
на ФИГ. 22 показан перспективный вид второго сборочного участка системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
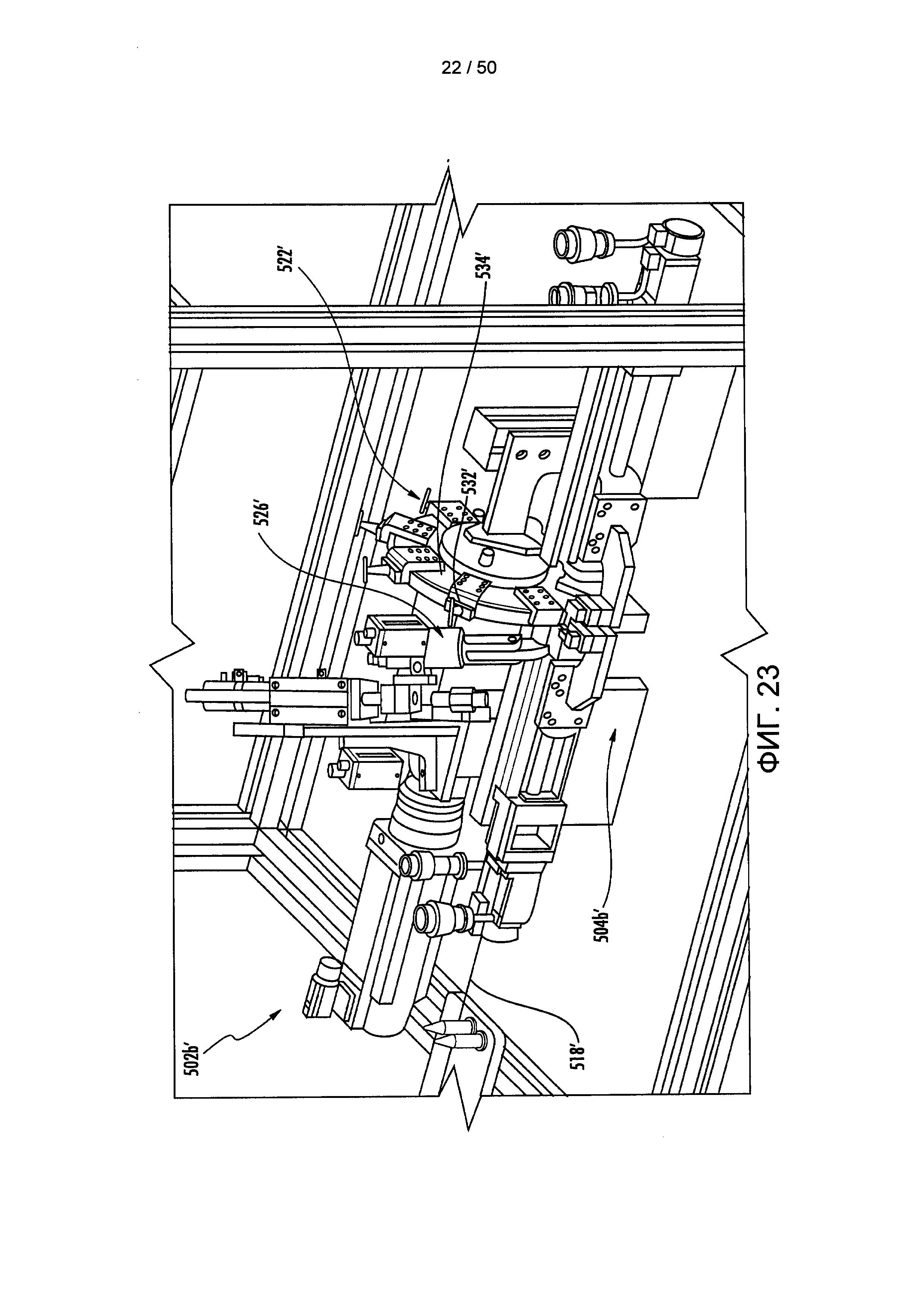
на ФИГ. 23 показан увеличенный перспективный вид в разрезе второго сборочного участка системы, показанной на ФИГ. 18, при этом его сварочное устройство не показано согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 24 показан увеличенный перспективный вид в разрезе устройства для подачи исходного компонента и устройства для подачи узла второго сборочного участка системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
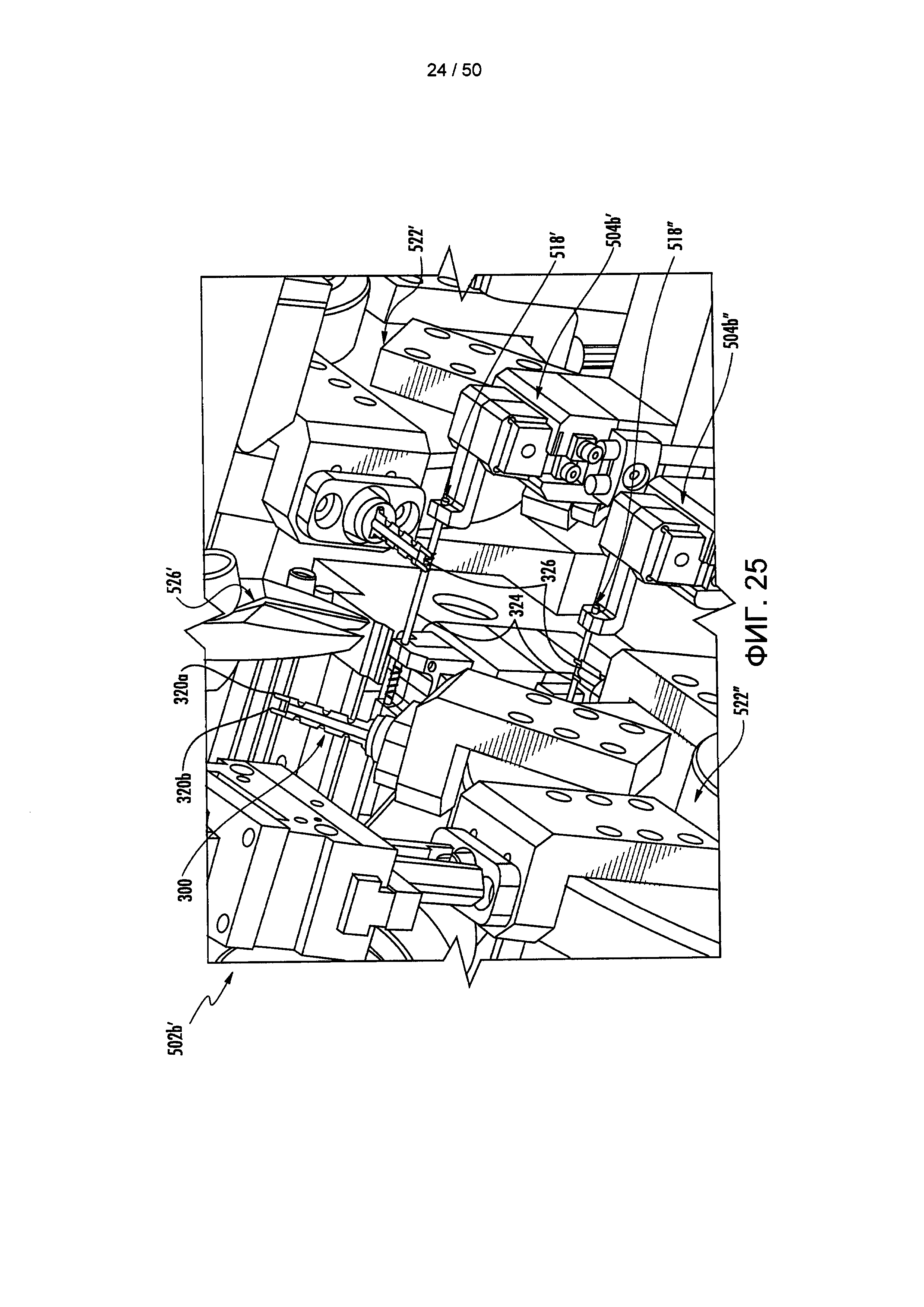
на ФИГ. 25 показан увеличенный перспективный вид в разрезе множества устройств для подачи исходного компонента и множества устройств для подачи узла второго сборочного участка системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
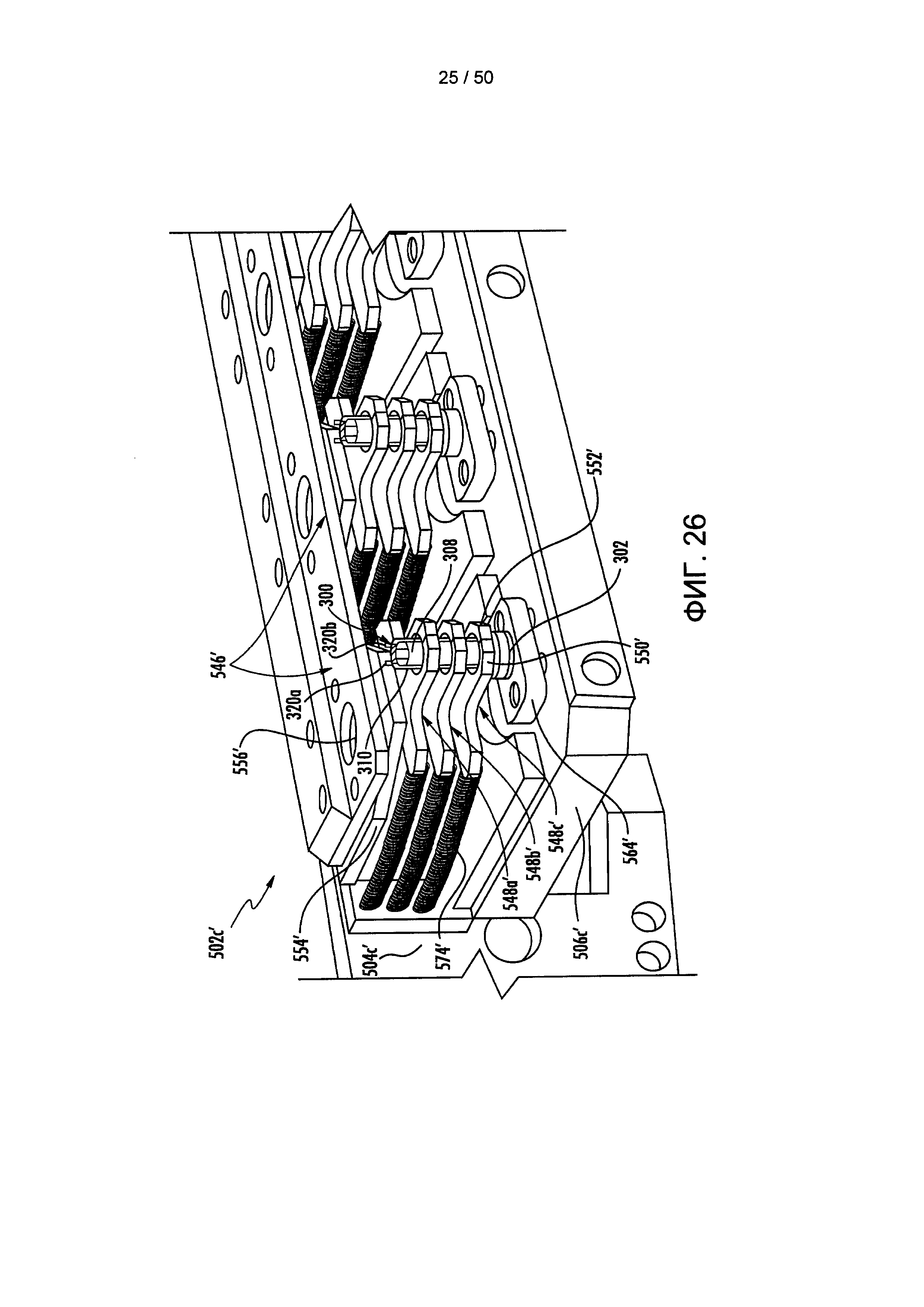
на ФИГ. 26 показан увеличенный вид в разрезе платформы, введенной во взаимодействие с поворотной дорожкой в третьем сборочном участке системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
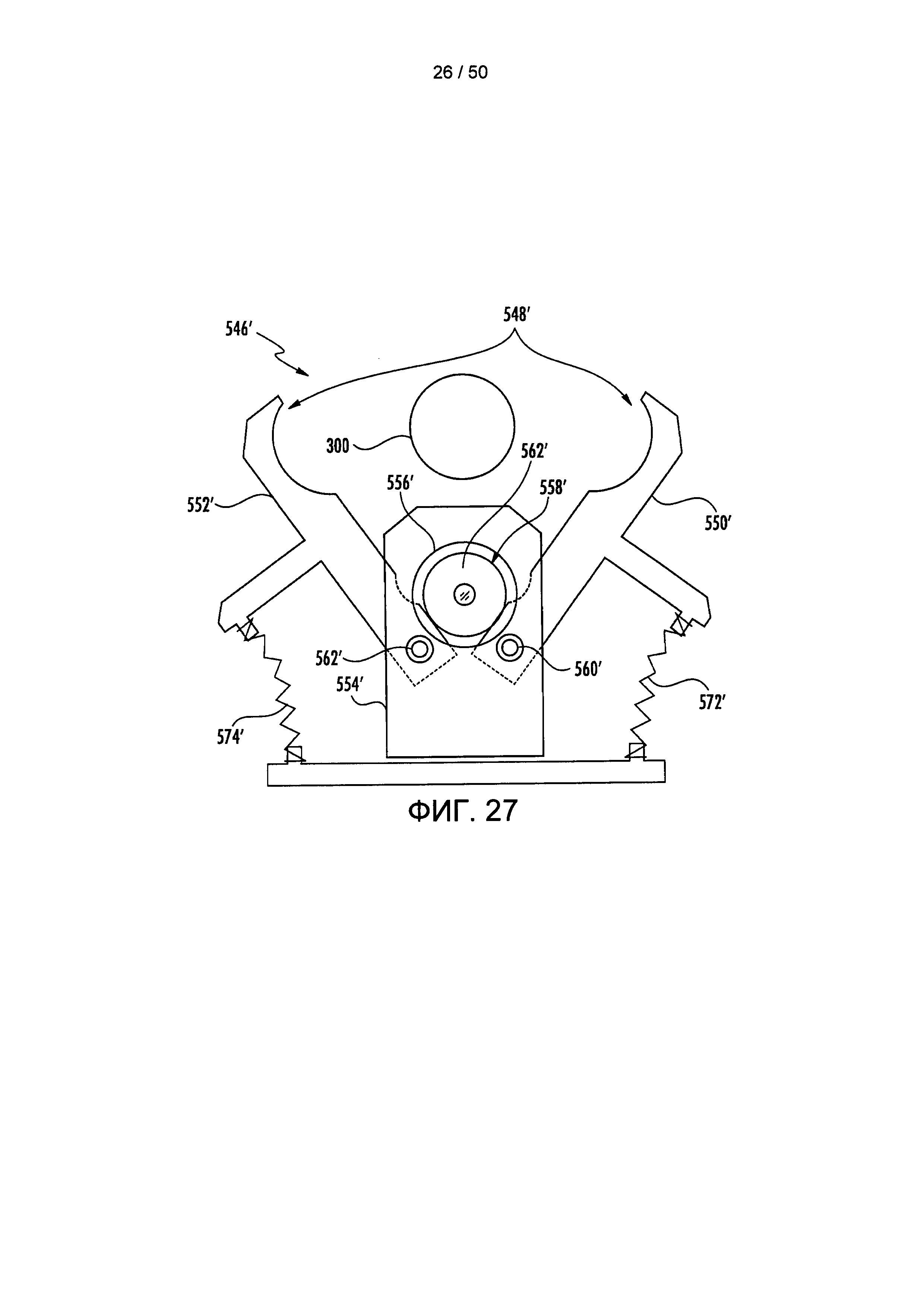
на ФИГ. 27 схематически показан вид сверху сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом зажимы сборочного захвата находятся в открытой конфигурации для размещения в них частично собранного картриджа согласно одному из иллюстративных вариантов реализации настоящего изобретения;
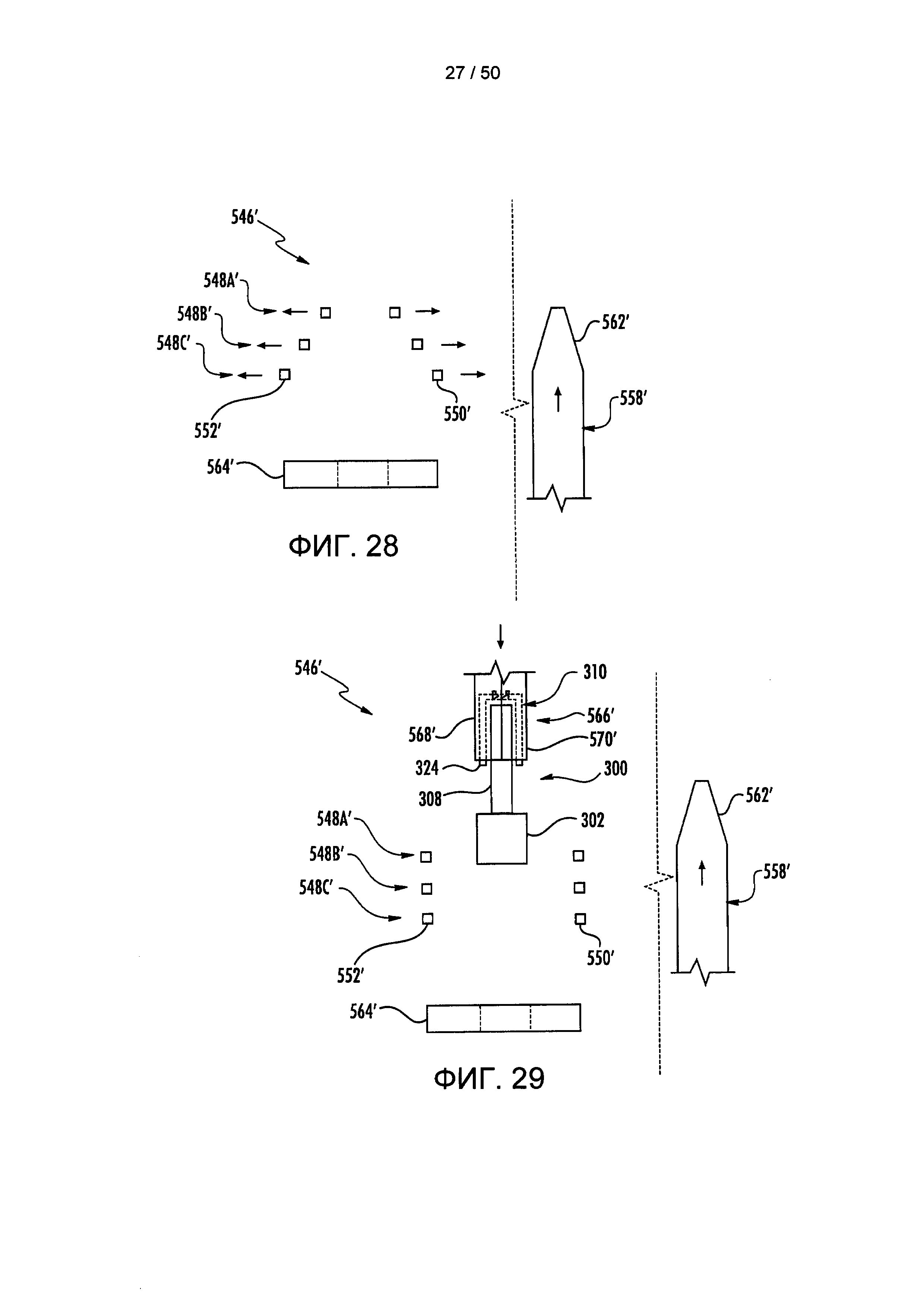
на ФИГ. 28 схематически показан вид спереди сборочного захвата, показанного на ФИГ. 27, при последовательном открытии его зажимов в процессе вставки штифта-ограничителя для размещения в них частично собранного картриджа согласно одному из иллюстративных вариантов реализации;
на ФИГ. 29 схематически показан вид спереди сборочного захвата, показанного на ФИГ. 27, когда штифт-ограничитель полностью вставлен, а сборочный зажим проходит по направлению вниз для размещения частично собранного картриджа в сборочном захвате согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 30 схематически показан вид спереди сборочного захвата, показанной на ФИГ. 27, когда штифт-ограничитель полностью вставлен, а сборочный зажим отводят после размещения частично собранного картриджа в сборочном захвате согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 31 схематически показан вид спереди сборочного захвата, показанного на ФИГ. 27, при последовательном закрытии зажимов на частично собранном картридже, размещенном в сборочном захвате при отведении штифта-ограничителя согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 32 схематически показан вид сверху сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом зажимы сборочного захвата находятся в закрытой конфигурации после размещения в них частично собранного картриджа согласно одному из иллюстративных вариантов реализации настоящего изобретения;
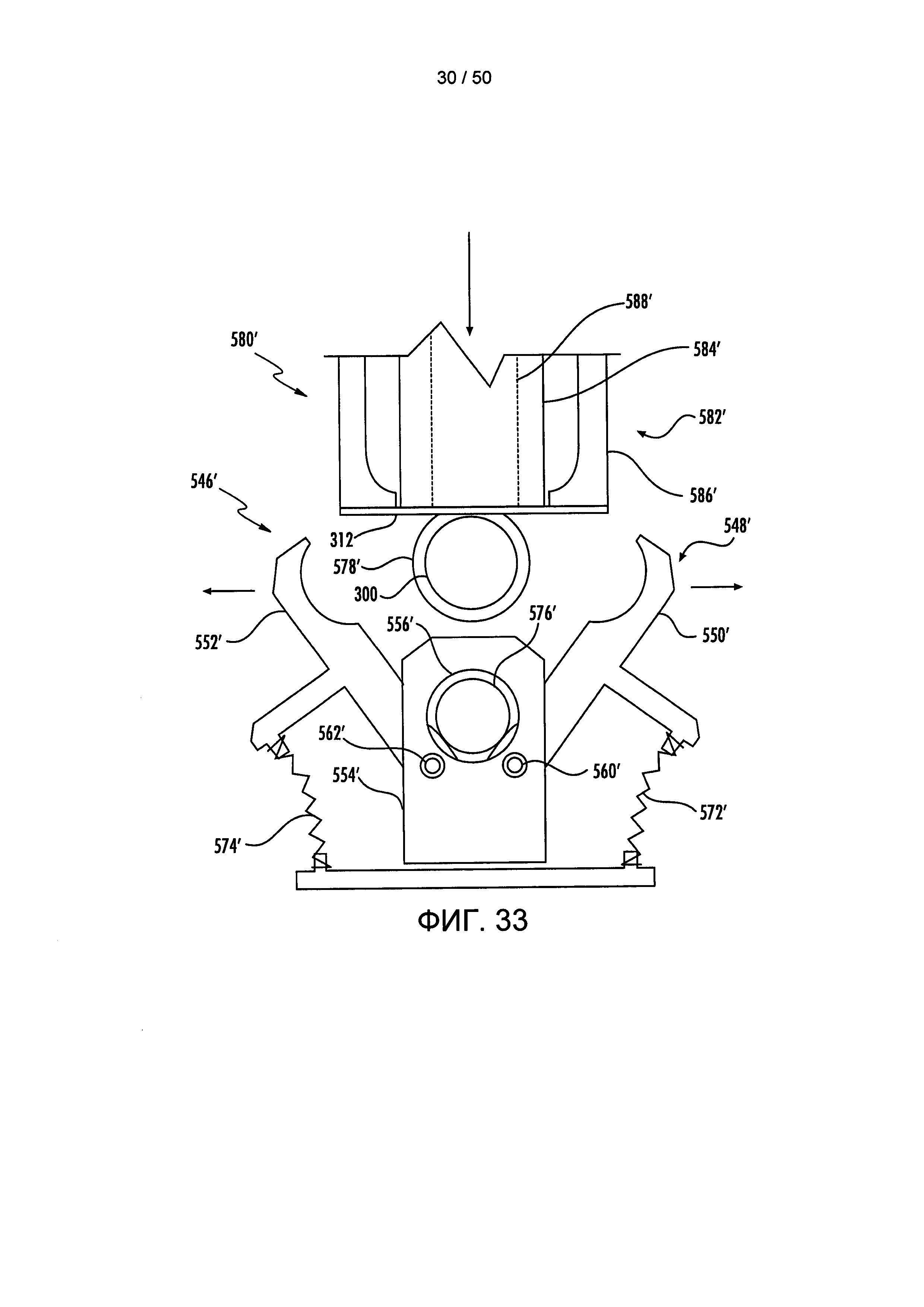
на ФИГ. 33 схематически показан вид снизу сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом зажимы сборочного захвата находятся в открытой конфигурации перед размещением в них подложки резервуара согласно одному из иллюстративных вариантов реализации настоящего изобретения;
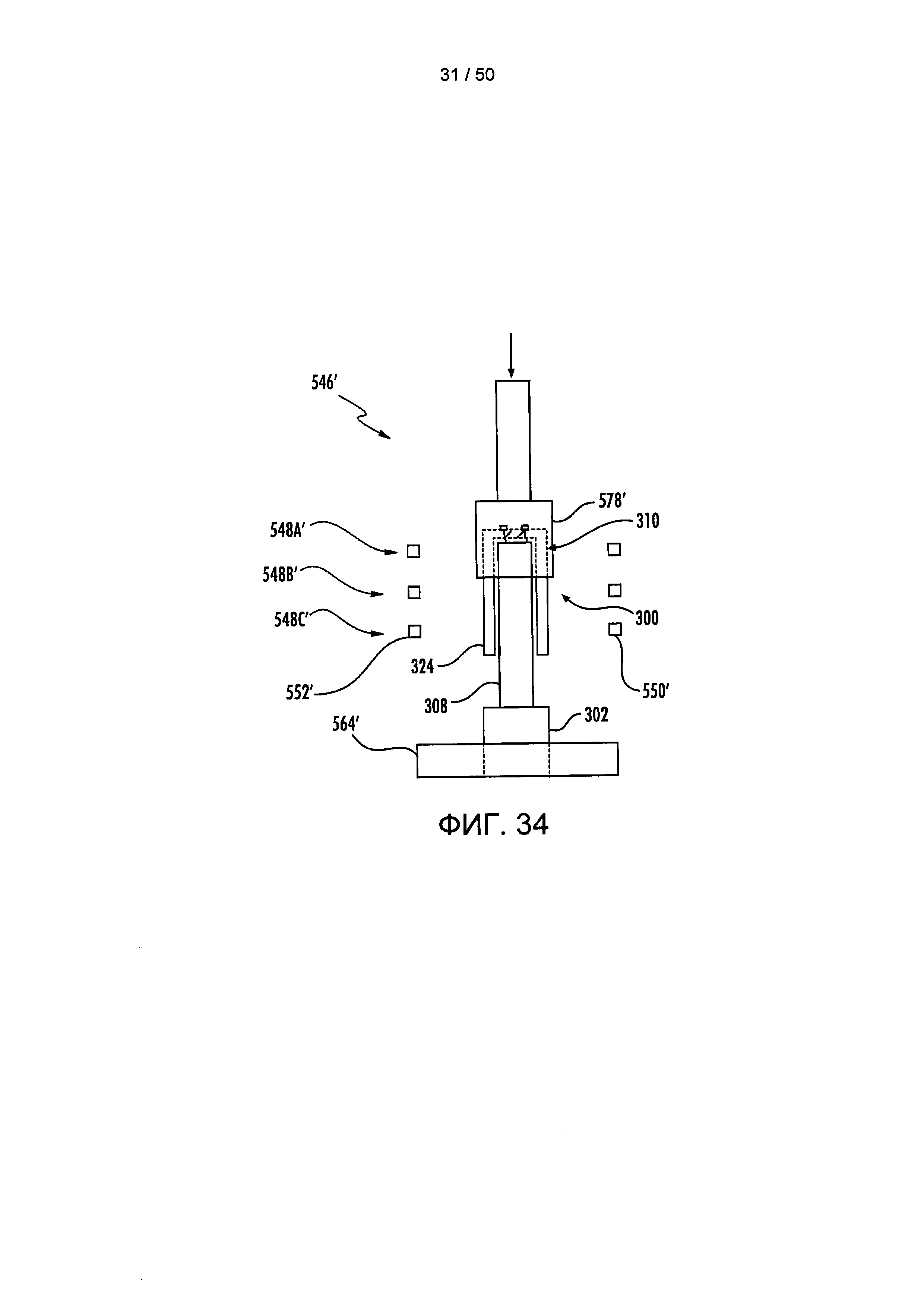
на ФИГ. 34 схематически показан вид спереди сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом зажимы сборочного захвата находятся в открытой конфигурации, а колпачок взаимодействует с частично собранным картриджем согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 35 схематически показан вид снизу сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом зажимы сборочного захвата находятся в открытой конфигурации, а захват для подложки обеспечивает обертывание частично собранного картриджа подложкой резервуара согласно одному из иллюстративных вариантов реализации настоящего изобретения;
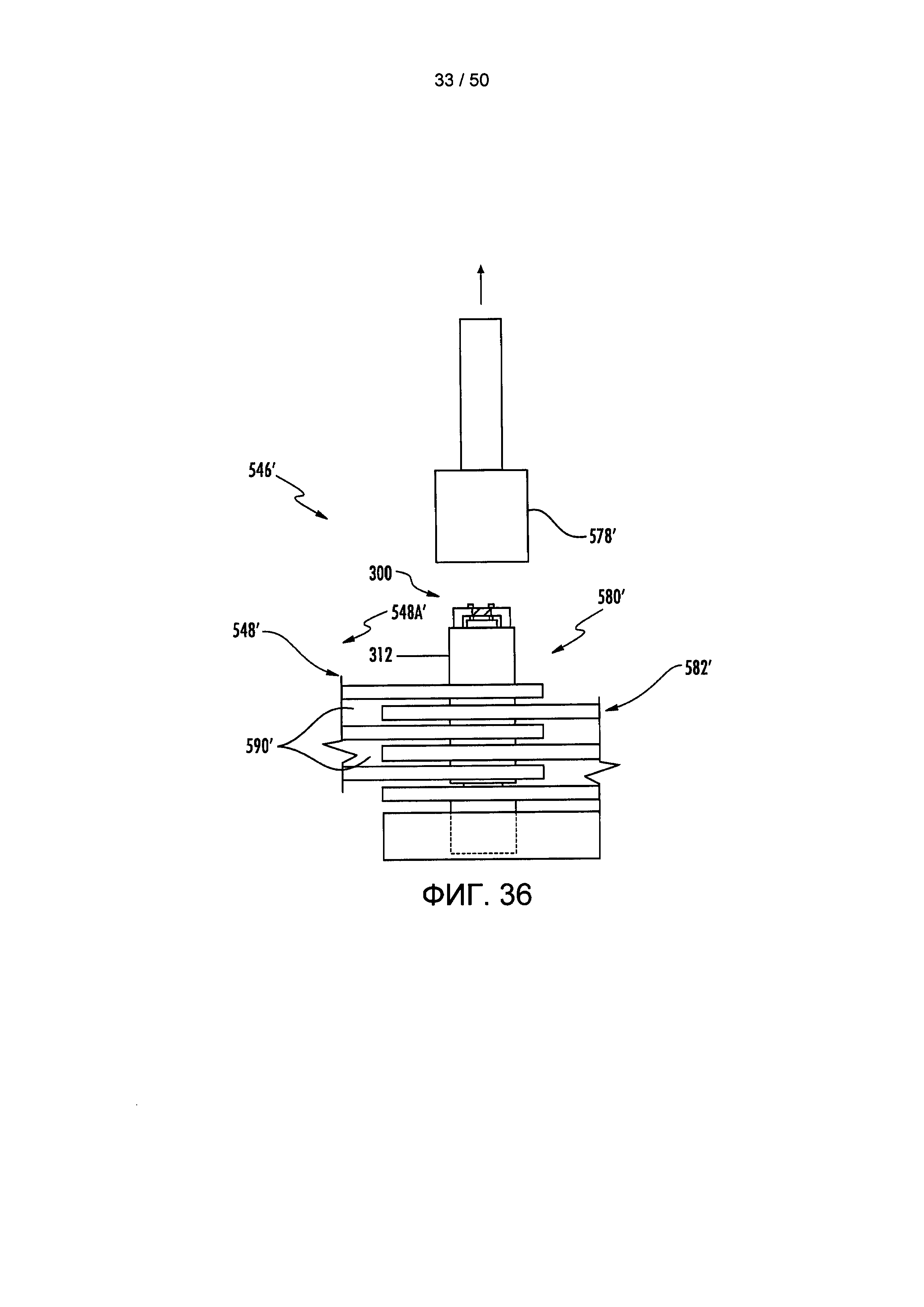
на ФИГ. 36 схематически показан вид сбоку сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом колпачок выведен из взаимодействия с частично собранным картриджем и отведен согласно одному из иллюстративных вариантов реализации настоящего изобретения;
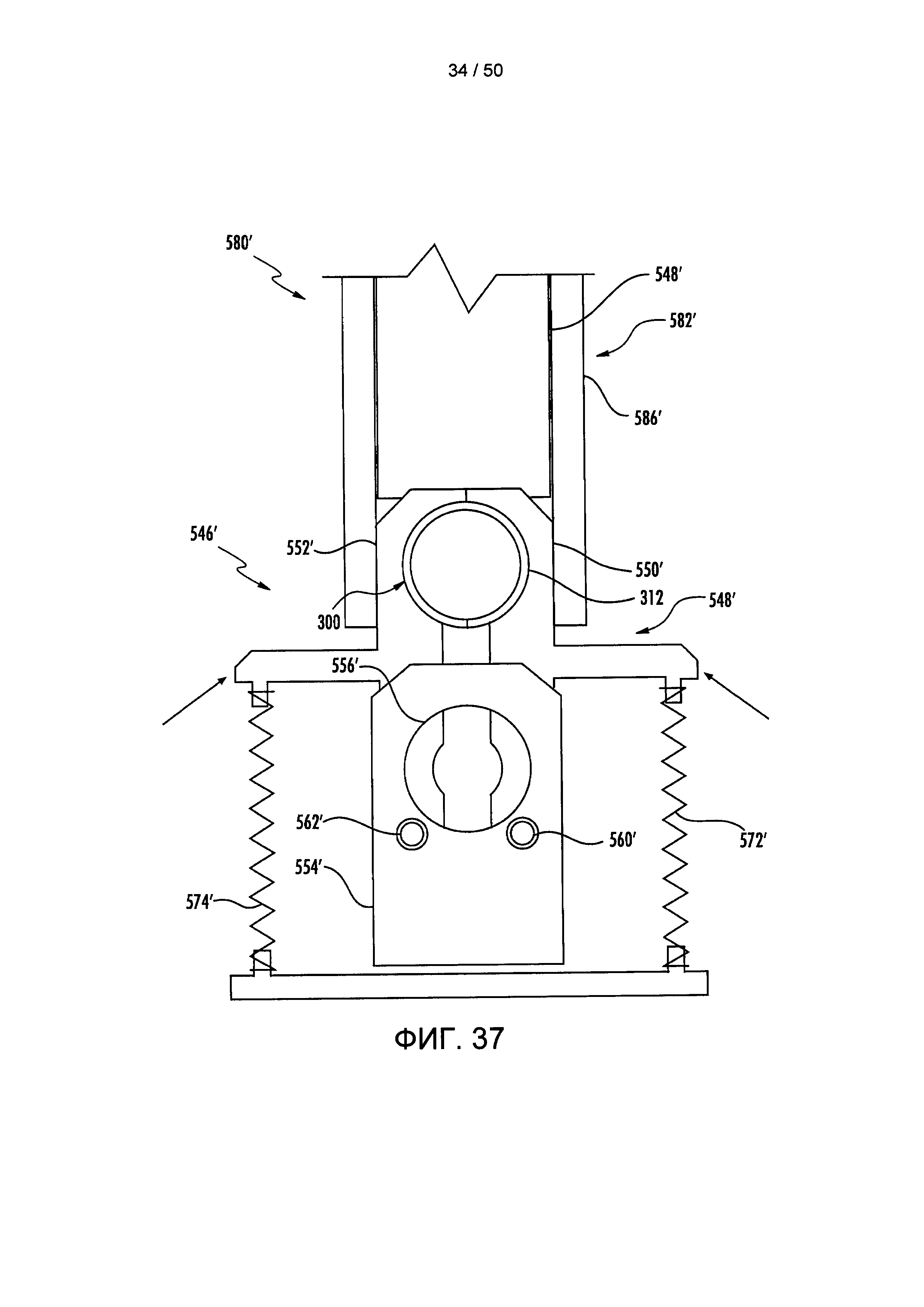
на ФИГ. 37 схематически показан вид снизу сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом зажимы сборочного захвата находятся в закрытой конфигурации, а сборочный захват и захват для подложки взаимодействуют с подложкой резервуара частично собранного картриджа согласно одному из иллюстративных вариантов реализации настоящего изобретения;
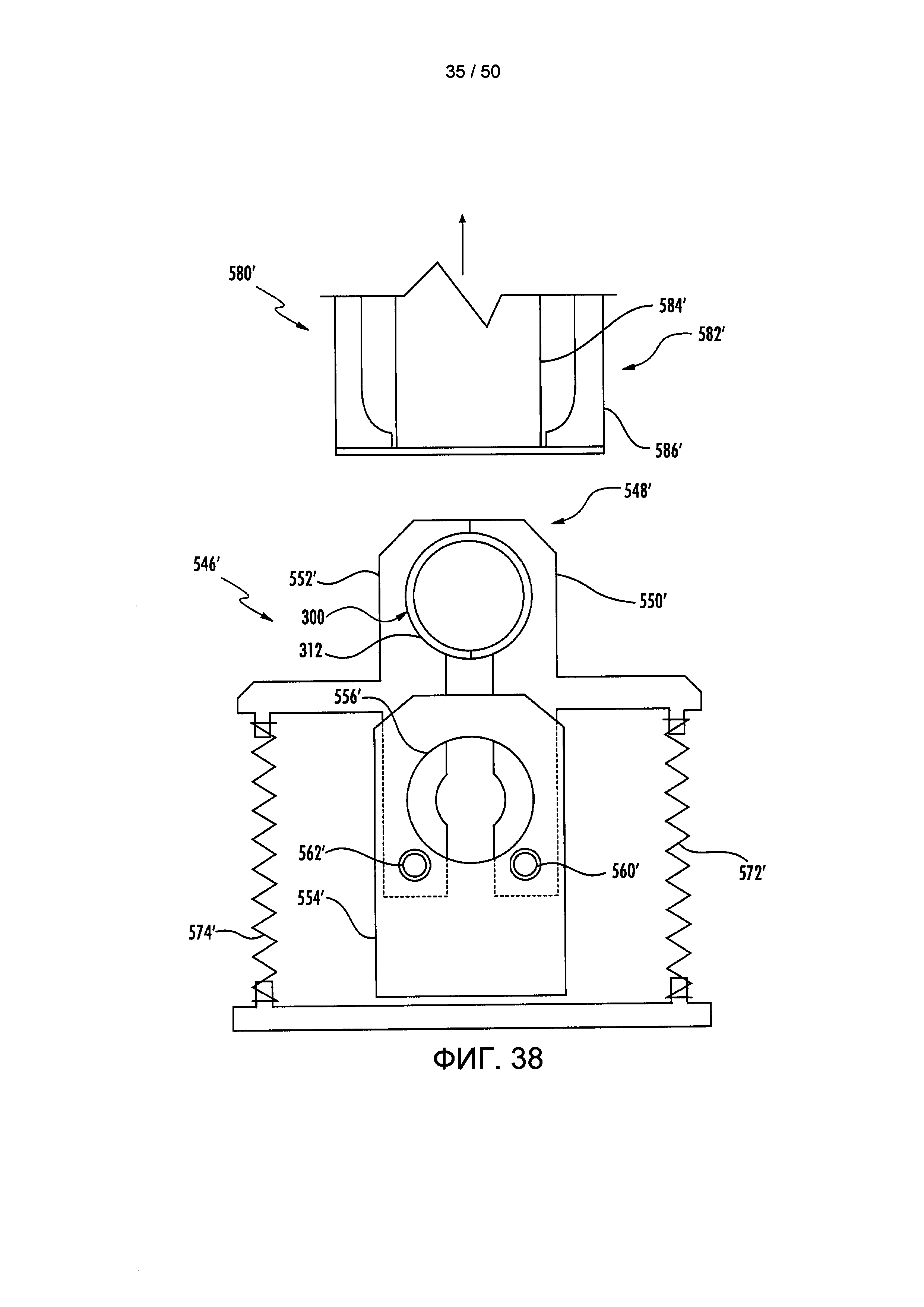
на ФИГ. 38 схематически показан вид снизу сборочного захвата третьего сборочного участка системы, показанной на ФИГ. 18, при этом зажимы сборочного захвата находятся в закрытой конфигурации и взаимодействуют с подложкой резервуара частично собранного картриджа, а захват для подложки отведен от нее согласно одному из иллюстративных вариантов реализации настоящего изобретения;
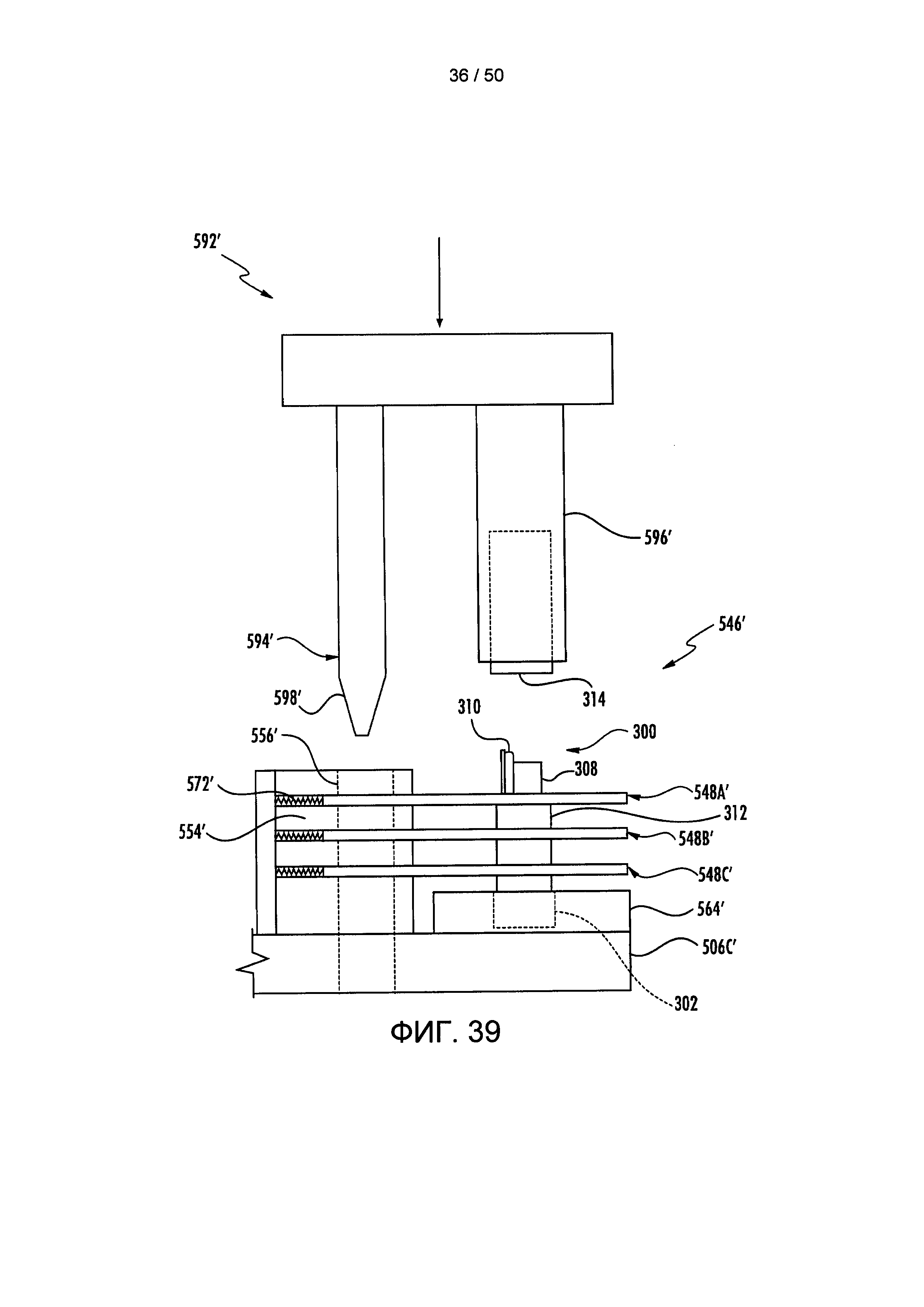
на ФИГ. 39 схематически показан вид сбоку сборочного захвата и устройства для присоединения наружного корпуса во время соединения наружного корпуса с частично собранным картриджем согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 40 показан перспективный вид сварочного сонотрода и сварочного зажима третьего сборочного участка системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 41 показан перспективный вид первого захвата для картриджа сварочного зажима, показанного на ФИГ. 40, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 42 показан перспективный вид второго захвата для картриджа сварочного зажима, показанного на ФИГ. 40, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 43 показан перспективный вид подсистемы для заполнения картриджей системы, показанной на ФИГ. 18, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
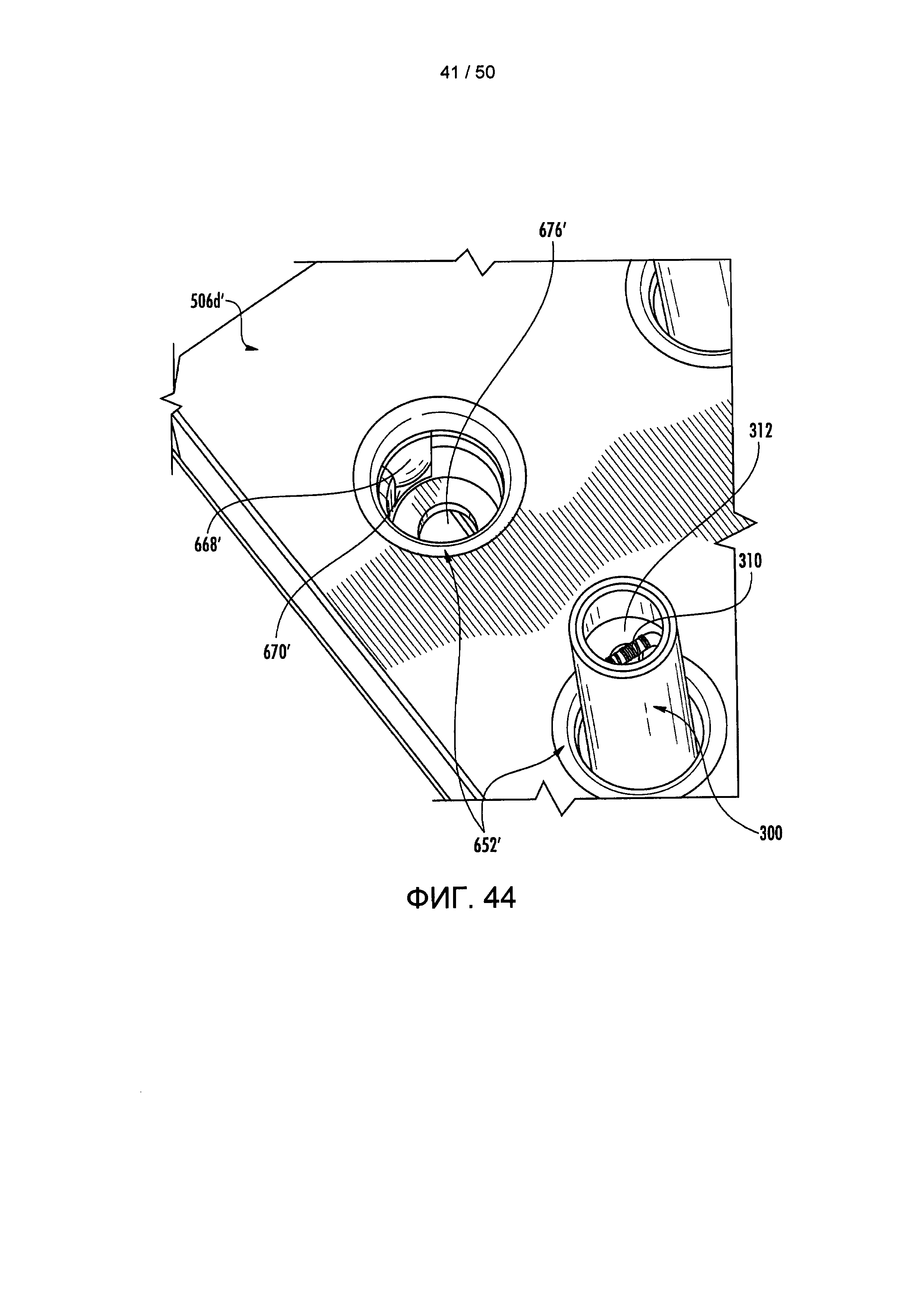
на ФИГ. 44 показан увеличенный вид в разрезе сборочной каретки подсистемы для заполнения картриджей, показанной на ФИГ. 43, согласно одному из иллюстративных вариантов реализации настоящего изобретения;
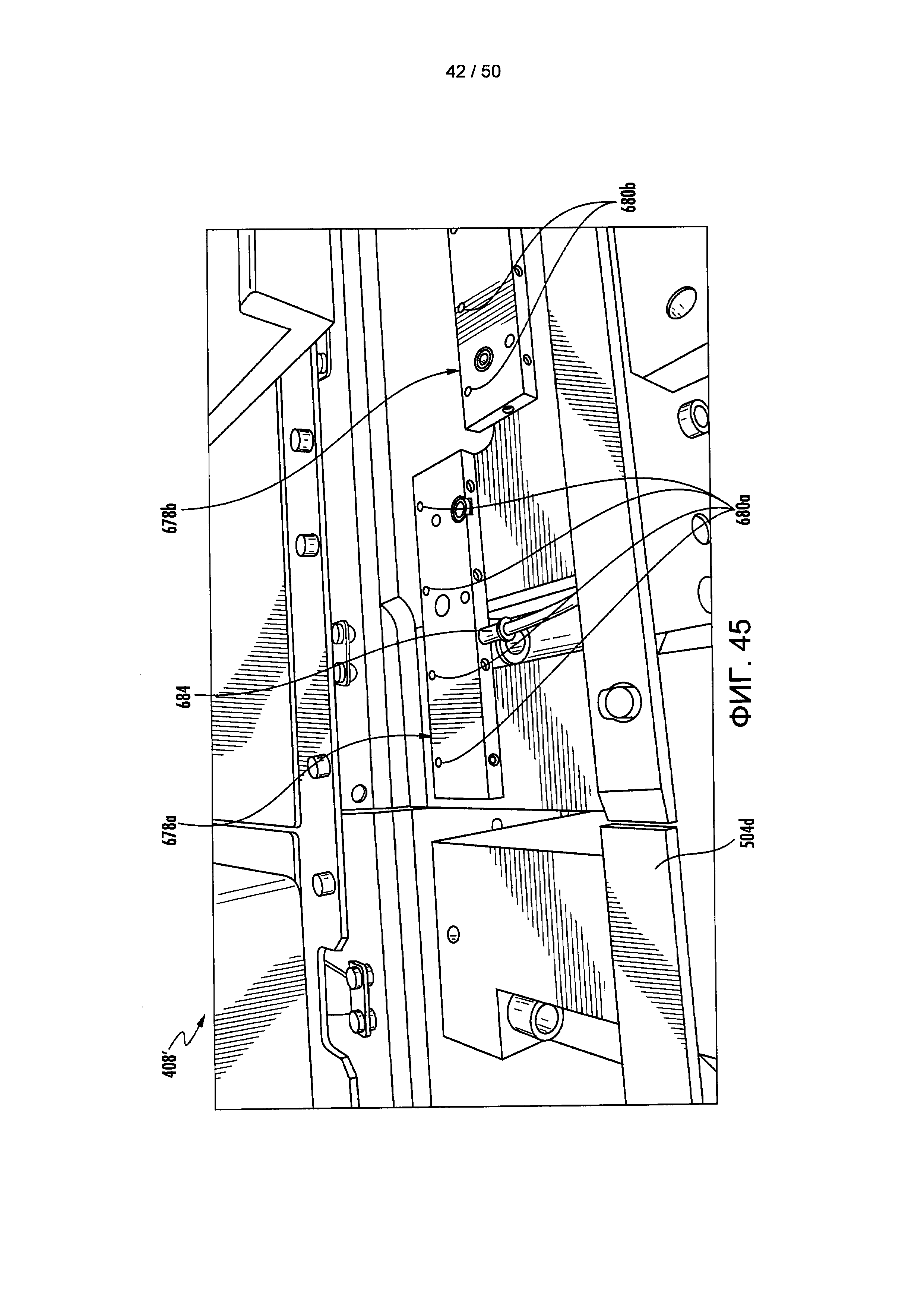
на ФИГ. 45 показан один из вариантов реализации подсистемы для заполнения картриджей по ФИГ. 43, содержащей множество коллекторов согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 46 показан вид в разрезе, выполненном через испытательное приспособление, содержащее податливый элемент согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 47 показан перспективный вид испытательного приспособления, имеющего выполненные с возможностью независимого перемещения электрические контакты согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 48 схематически показан способ сборки устройства доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 49 схематически показан дополнительный способ сборки устройства доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 50 схематически показан способ ультразвуковой сварки устройства доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 51 схематически показан способ заполнения картриджей устройства доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения;
на ФИГ. 52 схематически показан способ испытания устройства доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения.
на ФИГ. 53 схематически показан контроллер согласно одному из иллюстративных вариантов реализации настоящего изобретения.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
Ниже приведено более подробное описание настоящего изобретения со ссылкой на его иллюстративные варианты реализации. Эти приведенные иллюстративные варианты реализации описаны таким образом, что приведено всестороннее и исчерпывающее описание настоящего изобретения с полным раскрытием его объема для специалистов в данной области техники. Следует отметить, что настоящее изобретение может быть реализовано во множестве различных форм, при этом не следует считать, что оно ограничено вариантами реализации, описанными в данном документе; напротив, эти варианты реализации приведены с тем, чтобы настоящее изобретение удовлетворяло требованиям законодательства. Термины, использованные в данном описании и прилагаемой формуле изобретения в единственном числе, не исключает случаев их использования во множественном числе, если из контекста явно не следует иное.
В данном документе приведены описания систем сборки устройств доставки аэрозоля. Устройства доставки аэрозоля могут использовать электрическую энергию для нагрева материала (предпочтительно без сжигания материала до какой-либо существенной степени) для формирования вдыхаемого вещества, при этом для того, чтобы можно было считать такие изделия «ручными» устройствами наиболее предпочтительно, чтобы они имели достаточно компактные размеры. Устройство доставки аэрозоля может обеспечивать некоторые или все из ощущений (например, ритуалы вдыхания и выдыхания, типы вкусов или ароматов, органолептические эффекты, физические ощущения, ритуалы использования, визуальные стимулы, такие как стимулы, обеспечиваемые видимым аэрозолем, и т.п.) курения сигареты, сигары или трубки без сжигания любого компонента этого изделия или устройства в какой-либо существенной степени. Устройство доставки аэрозоля может и не создавать дым в виде аэрозоля, получаемого из субпродуктов сжигания или пиролиза табака, скорее такое изделие или устройство может предпочтительно вырабатывать пары (в том числе пары в аэрозолях, которые можно считать видимыми аэрозолями, которые можно считать подобными дыму), получаемые в результате испарения или выпаривания конкретных компонентов изделия или устройства, хотя в иных вариантах реализации может и не быть видимым. В предпочтительных вариантах реализации устройства доставки аэрозоля могут содержать табак и/или компоненты, извлеченные из табака. По этой причине устройство доставки аэрозоля может быть охарактеризовано как электронное курительное изделие, такое как электронная сигарета или е-сигарета.
Несмотря на то, что системы в целом описаны в данном документе на примере вариантов реализации, связанных с устройствами доставки аэрозоля, например так называемыми электронными сигаретами («е-сигаретами»), следует понимать, что механизмы, компоненты, признаки и способы могут быть реализованы во множестве различных форм и связаны с множеством различных изделий. Например, описание, приведенное в данном документе, может быть использовано в сочетании с вариантами реализации обычных курительных изделий (например, сигарет, сигар, трубок и т.п.), сигарет на основании технологии нагревания табака без сжигания (heat-not-burn) и соответствующего процесса упаковки любого изделий, раскрытых в данном документе. Следовательно, следует понимать, что описание механизмов, компонентов, признаков и способов, описанных в данном документе, приведены на примере вариантов реализации, относящихся к механизмам доставки аэрозоля, исключительно в качестве примера и могут быть реализованы и использованы в некоторых иных продуктах и способах.
Кроме того, устройства доставки аэрозоля согласно настоящему изобретению могут быть охарактеризованы как изделия для создания пара или изделия для доставки лекарственных средств. Таким образом, такие изделия или устройства могут быть приспособлены выдавать одно или более веществ (например, ароматы и/или фармацевтические активные компоненты) во вдыхаемой форме или состоянии, пригодном для вдыхания. Например, вдыхаемые вещества могут быть представлены по существу в виде пара (то есть вещества, которое находится в газовой файзе при температуре, меньшей ее критического значения). В качестве альтернативы вдыхаемые вещества могут иметь форму аэрозоля (то есть взвеси из тонкодисперсных твердых частиц или капель жидкости в газе). В целях простоты под термином «аэрозоль», используемым в данном документе, следует понимать пары, газы и аэрозоли, форма или тип которых подходят для вдыхания человеком, независимо от того, являются ли они видимымми и имеют ли они форму, которую можно считать дымом.
При эксплуатации устройства доставки аэрозоля согласно настоящему изобретению могут быть подвержены многим физическим воздействиям, применяемым человеком при использовании курительного изделия обычного типа (например, сигареты, сигары или трубки, которые используют для поджигания и вдыхания табака). Например, пользователь устройства доставки аэрозоля согласно настоящему изобретению может удерживать это изделие по больше части подобно курительному изделию обычного типа, которое берут за один конец с тем, чтобы вдыхать аэрозоль, создаваемый этим изделием, делать затяжки через выбранные интервалы времени и т.п.
Курительные изделия согласно настоящему изобретению в целом содержат заданное количество компонентов, выполненных в пределах внешнего кожуха или корпуса. Может быть изменено общее конструктивное исполнение внешнего кожуха или корпуса, при этом может быть изменены форма или конфигурация наружного корпуса, которые могут задавать общий размер и корму курительного изделия. Обычно удлиненный корпус, похожий по форме на сигарету или сигару, сформирован из одного единого кожуха; или удлиненный корпус может быть сформирован из двух или более отдельных деталей. Например, курительное изделие может содержать удлиненный кожух или корпус, который может по существу иметь трубчатую форму, в результате чего он обычно походит по форме на сигарету или сигару. Однако в иных вариантах реализации могут быть использованы и различные иные формы и конфигурации (например, прямоугольная форма или форма наподобие брелка).
В одном из вариантов реализации все компоненты курительного изделия содержатся в пределах внешнего корпуса или кожуха. В качестве альтернативы курительное изделие может содержать два или более кожухов, которые могут быть как соединены друг с другом, так и отделены друг от друга. Например, курительное изделие на одном из своих концов может содержать управляющий корпус, содержащий кожух, вмещающий один или более компонентов многоразового использования (например, перезаряжаемую аккумуляторную батарею и различные электронные средства для управления работой такого изделия), а к другому его концу может быть прикреплен с возможностью открепления кожух, вмещающий одноразовую часть (например, одноразовый картридж, содержащий вкусоароматические добавки). Более конкретные формы, конфигурации и компоновки компонентов в пределах одного блока в виде кожуха или в пределах блока в виде многокомпонентного разборного кожуха будут очевидны с учетом дополнительного описания, приведенного в данном документе. Кроме того, различные конструкции курительных изделий и компоновки компонентов могут быть очевидны после ознакомления с известными курительными изделиями.
Устройства доставки аэрозоля согласно настоящему изобретению наиболее предпочтительно содержат некоторую комбинацию из источника питания (то есть источника электропитания), по меньшей мере одного управляющего компонента (например, средства для приведения в действие, управления, регулирования и/или прекращения подачи питания для выработки тепла, например путем управления протеканием электрического тока от источника питания к иным компонентам устройства доставки аэрозоля), нагревателя или компонента для выработки тепла (например, нагревательного элемента электрического сопротивления или компонента, обычно рассматриваемого в качестве части атомайзера) и композиции предшественника аэрозоля (например, обычно жидкости, способной производить аэрозоль при приложении тепла достаточного уровня, например составные элементы, в целом относящиеся к «курительной смеси», «е-жидкости» (жидкости для электронных сигарет) и «е-смеси» (смеси для электронных сигарет)), и области кончика рта или кончика для обеспечения возможности надевания устройства доставки аэрозоля для вдыхания аэрозоля (например, заданного канала для потока воздуха через изделие таким образом, что создаваемый аэрозоль может быть удален из него после затяжки).
Может быть изменено выравнивание компонентов в устройстве доставки аэрозоля согласно настоящему изобретению. В конкретных вариантах реализации композиция предшественника аэрозоля может быть размещена рядом с концом устройства доставки аэрозоля, которое может быть выполнено с возможностью его размещения рядом со ртом пользователя для максимизации доставки аэрозоля пользователю. Однако не исключены и иные конфигурации. В целом, нагревательный элемент может быть размещен достаточно близко к композиции предшественника аэрозоля, так что тепло от нагревательного элемента может обеспечить испарение предшественника аэрозоля (а также одной или более вкусовых добавок, лекарственных средств или т.п., которые могут быть аналогичным образом доставлены пользователю) и может формировать аэрозоль, доставляемый пользователю. Когда нагревательный элемент нагревает композицию предшественника аэрозоля, происходит формирование, высвобождение или генерирование аэрозоля в физической форме, подходящей для его вдыхания потребителем. Следует отметить, что приведенные выше термины являются взаимозаменяемыми, так что упоминание терминов «высвобождают», «высвобождение», «высвобождает» или «высвобожденный» подразумевает «формируют» или «генерируют», «формирование» или «генерирование», «формирует» или «генерирует» и «сформированный» или «сгенерированный». В частности, вдыхаемое вещество высвобождается в виде пара или аэрозоля, или их смеси, при этом такие термины также взаимозаменяемо используются в данном документе, если специально не указано иное.
Как описано выше, устройство доставки аэрозоля может содержать аккумуляторную батарею или иной источник электропитания (например, конденсатор) для создания электрического тока, достаточного для обеспечения различных функциональных возможностей устройства доставки аэрозоля, например питания нагревателя, питания управляющих систем, питания индикаторов и т.п. Источник питания может иметь различные варианты реализации. Источник питания предпочтительно выполнен с возможностью выдачи энергии, достаточной для быстрого нагрева нагревательного элемента для обеспечения формирования аэрозоля и питания устройства доставки аэрозоля при использовании в течение необходимого периода времени. Источник питания предпочтительно имеет размер, подходящий для его удобной посадки в устройстве доставки аэрозоля таким образом, что устройство доставки аэрозоля можно легко удерживать рукой. Кроме того, в предпочтительном варианте реализации источник питания имеет достаточно небольшой вес для того, чтобы не отвлекать от необходимого восприятия курения.
Более конкретные формы, конфигурации и компоновки компонентов в устройстве доставки аэрозоля согласно настоящему изобретению будут очевидны с учетом дополнительного описания, приведенного ниже в данном документе. Кроме того, выбор различных компонентов устройства доставки аэрозоля может стать очевидным после ознакомления с известными электронными устройствами доставки аэрозоля. Кроме того, компоновка компонентов в устройстве доставки аэрозоля также может стать понятной после ознакомления с известными электронными устройствами доставки аэрозоля.
На ФИГ. 1 показан один из иллюстративных вариантов реализации устройства 100 доставки аэрозоля. В частности, на ФИГ. 1 показано устройство 100 доставки аэрозоля, содержащее управляющий корпус 200 и картридж 300. Управляющий корпус 200 и картридж 300 могут быть постоянно выровнены или выровнены с возможностью открепления с обеспечением функциональной взаимосвязи. Различные механизмы могут соединять картридж 300 с управляющим корпусом 200, что в результате обеспечивает резьбовое взаимодействие, взаимодействие путем тугой посадки, взаимодействие путем посадки с натягом, магнитное взаимодействие или т.п. Устройство 100 доставки аэрозоля может иметь по существу форму стержня, по существу трубчатую форму или по существу цилиндрическую форму в некоторых вариантах реализации, когда картридж 300 и управляющий корпус 200 находятся в собранной конфигурации. Однако, как описано выше, в иных вариантах реализации могут быть использованы и различные другие конфигурации, например прямоугольная конфигурация или конфигурация в виде брелка.
В конкретных вариантах реализации один из картриджа 300 и управляющего корпуса 200 или они оба могут быть выполнены одноразовыми или многоразовыми. Например, управляющий корпус 200 может содержать заменяемую аккумуляторную батарею или перезаряжаемую аккумуляторную батарею и/или конденсатор и, таким образом, может сочетаться с технологией подзарядки любого типа, в том числе соединяться с обычной электрической розеткой переменного тока, соединяться с автомобильным зарядным устройством (то есть разъемом для прикуривателя) и соединяться с компьютером, например посредством USB-кабеля. Кроме того, в некоторых вариантах реализации картридж 300 может содержать одноразовый картридж, как описано в патенте США №8,910,639 (Чанг и др.), который полностью включен в данный документ посредством ссылки.
На ФИГ. 2 показан покомпонентный вид управляющего корпуса 200 устройства 100 доставки аэрозоля согласно одному из иллюстративных вариантов реализации настоящего изобретения. Как показано, управляющий корпус 200 может содержать соединитель 202, наружный корпус 204, уплотняющий элемент 206, клейкий элемент 208 (например, ленту под товарным знаком «KAPTON®»), датчик 210 расхода (например, датчик выдоха или датчик давления), управляющий компонент 212, разделитель 214, источник 216 электропитания (например, перезаряжаемую аккумуляторную батарею), монтажную плату с индикатором 218 (например, светодиод), соединительную схему 220 и заглушку 222. Примеры источников электропитания описаны в опубликованной патентной заявке США №2010/0028766 (Пекерар и др.), описание которой полностью включено в данный документ посредством ссылки.
Что касается датчика 210 расхода, характерные компоненты для регулировки тока и иные компоненты для управления током, содержащие различные микроконтроллеры, датчики и переключатели для устройств доставки аэрозоля, описаны в патенте США №4,735,217 (Герт и др.), патенте США №4,922,901 (Брукс и др.), патенте США №4,947,874 (Брукс и др.) и патенте США №4,947,875 (Брукс и др.), патенте США №5,372,148 (Маккаферти и др.), патенте США №6,040,560 (Фляйшхоер и др.), патенте США №7,040,314 (Нгуен и др.), и патенте США №8,205,622 (Пан), которые полностью включены в данный документ посредством ссылки. В опубликованной патентной заявке США №2014/0270727 (Амполини и др.), которая полностью включена в данный документ посредством ссылки, описана управляющая схема.
В одном из вариантов реализации индикатор 218 может содержать один или более светодиодов. Индикатор 218 может иметь связь с управляющим компонентом 212 посредством соединительной схемы 220 и может быть подсвечен, например, при использовании пользователем картриджа, присоединенного к соединителю 202, что регистрируется датчиком 210 расхода. Заглушка 222 может быть выполнена таким образом, что она делает видимой подсветку, создаваемую индикатором 218 под этой заглушкой. Следовательно, индикатор 218 может быть подсвечен во время использования устройства 100 доставки аэрозоля для имитирования светящегося конца курительного изделия. Однако в иных вариантах реализации может иметься иное количество индикаторов 218, которые могут иметь разные формы и даже могут представлять собой отверстие в наружном корпусе (например для вывода звука при наличии подобных индикаторов).
В устройстве доставки аэрозоля согласно настоящему изобретению могут быть использованы и иные дополнительные компоненты. Например, в патенте США №5,154,192 (Шпринкель и др.) раскрыты индикаторы для курительных изделий; в патенте США №5,261,424 (Шпринкель) раскрыты пьезоэлектрические датчики, которые могут быть связаны с мундштуком устройства для обнаружения активности губ пользователя, связанной с затяжкой, и которые в дальнейшем могут запустить процесс нагрева нагревательного устройства; в патенте США №5,372,148 (Маккаферти и др.) раскрыт датчик выдоха для управления потоком энергии в матрицу тепловых нагрезок в ответ на падение давления через мундштук; в патенте США №5,967,148 (Харрис и др.) раскрыты приемники в курительном устройстве, которое имеет идентификаторор, который регистрирует неравномерность пропускания инфракрасного света вставленным компонентом и контроллером, который исполняет процедуру регистрации по мере вставки компонента в приемник; в патенте США №6,040,560 (Фляйшхоер и др.) описан заданный исполняемый силовой цикл с множеством различных фаз; в патенте США №5,934,289 (Боткине и др.) раскрыты фотонно-оптронные компоненты; в патенте США №5,954,979 (Каунтс и др.) раскрыты средства для изменения сопротивления затяжке через курительное устройство; в патенте США №6,803,545 (Блейк и др.) раскрыты конкретные конфигурации аккумуляторных батарей для использования в курительных устройствах; в патенте США №7,293,565 (Гриффен и др.) раскрыты различные системы заправки, используемые для заправки курительных устройств; в патенте США №8,402,976 (Фернандо и др.) раскрыты компьютерные интерфейсные средства для курительных устройств для облегчения зарядки устройства и обеспечения возможности управления этим устройством посредством компьютера; в патенте США №8,689,804 (Фернандо и др.) раскрыты системы идентификации курительных устройств; а в международной публикации №2010/003480 (Флик) раскрыта система для измерения расхода текучей среды, указывающего на выдох в системе генерирования аэрозоля; при этом все эти источники полностью включены в данный документ посредством ссылки. Еще одними примерами компонентов, связанных с электронными изделиями доставки аэрозоля и раскрывающих материалы или компоненты, которые могут быть использованы в настоящем изелии, являются патент США №4,735,217 (Герт и др.); патент США №5,249,586 (Морган и др.); патент США №5,666,977 (Хиггинс и др.); патент США №6,053,176 (Адаме и др.); патент США №6,164,287 (Уайт); патент США №6,196,218 (Вогс); патент США №6,810,883 (Фелтер и др.); патент США №6,854,461 (Николе); патент США №7,832,410 (Хон); патент США №7,513,253 (Кобаяши); патент США №7,896,006 (Хамано); патент США №6,772,756 (Шаян); патент США №8,156,944 и патент США №8,375,957 (Хон); патент США №8,794,231 (Торенс и др.); патент США №8,851,083 (Огесби и др.); патенты США №8,915,254 и №8,925,555 (Монсис и др.); и патент США №9,220,302 (ДеПьяно и др.); опубликованная патентная заявка США №2006/0196518 и опубликованная патентная заявка США №2009/0188490 (Хон); опубликованная патентная заявка США №2010/0024834 (Огесби и др.); опубликованная патентная заявка США №2010/0307518 (Вонг); международная публикация №2010/091593 (Хон); и международная публикация №2013/089551 (Фу), каждая из которых полностью включена в данный документ посредством ссылки. Множество различных материалов, описанных в вышеуказанных документах, могут быть использованы в настоящим устройствах в различных вариантах реализации, при этом вышеуказанные источники полностью включены в данный документ посредством ссылки.
На ФИГ. 3 показан картридж 300 в покомпонентной конфигурации. Как показано, картридж 300 может содержать основание 302, клемму 304 для управляющего компонента, электронный управляющий компонент 306, направитель 308 потока, атомайзер 310, подложку 312 резервуара, наружный корпус 314, мундштук 316, этикетку 318, а также первую и вторую нагревательные клеммы 320а, 320b согласно одному из иллюстративных вариантов реализации настоящего изобретения.
В некоторых вариантах реализации первая и вторая нагревательные клеммы 320а, 320b могут быть вделаны в направитель 308 потока или иным образом присоединены к нему. Например, первая и вторая нагревательные клеммы 320а, 320b могут быть заделаны литьем в направителе 308 потока. Следовательно, направитель 308 потока и первая и вторая нагревательные клеммы вместе называются в данном документе как узел 322 направителя потока. Дополнительное описание первой и второй нагревательных клемм 320а, 320b и направителя 308 потока приведено в опубликованной патентной заявке США №2015/0335071 (Бринкли и др.), которая полностью включена в данный документ посредством ссылки.
Атомайзер 310 может содержать элемент 324 транспортировки жидкости и нагревательный элемент 326. Картридж может дополнительно содержать транспортную заглушку для основания, введенную во взаимодействие с основанием, и/или транспортную заглушку для мундштука, введенную во взаимодействие с мундштуком, для защиты основания и мундштука и для предотвращения попадания в них загрязняющих веществ перед использованием, как описано, например, в патенте США №9,220,302 (ДеПьяно и др.), который полностью включен в данный документ посредством ссылки.
Основание 302 может быть соединено с первым концом наружного корпуса 314, а мундштук 316 может быть соединен с противолежащим вторым концом наружного корпуса для охвата всех или по существу всех из иных размещенных в нем компонентов картриджа 300. Например, клемма 304 для управляющего компонента, электронный управляющий компонент 306, направитель 308 потока, атомайзер 310 и подложка 312 резервуара могут по существу или полностью удерживаться в наружном корпусе 314. Этикетка 318 может по меньшей мере частично окружать наружный корпус 314 и, при необходимости, основание 302, а также может содержать информацию, такую как идентификатор продукции. Основание 302 может быть выполнено с возможностью взаимодействия с соединителем 202 управляющего корпуса 200 (см., например, ФИГ. 2). В некоторых вариантах реализации основание 302 может иметь признаки для предотвращения вращения, которые по существу предотвращают относительное вращение между картриджем и управляющим корпусом, как описано в опубликованной патентной заявке США №2014/0261495 (Новак и др.), которая полностью включена в данный документ посредством ссылки.
Подложка 312 резервуара может быть выполнена с возможностью размещения в ней композиции предшественника аэрозоля. Стандартные компоненты и составы предшественника аэрозоля также заданы и описаны в патенте США №7,726,320 (Робинсон и др.) и патенте США №8,881,737 (Коллет и др.), а также в опубликованной патентной заявке США №2013/0008457 (Зенг и др.); опубликованной патентной заявке США №2013/0213417 (Чонг и др.); опубликованной патентной заявке США №2015/0020823 (Липовиц и др.) и опубликованной патентной заявке США №2015/0020830 (Коллер), а также в международной публикации №2014/182736 (Бовен и др.), при этом эти источники включены в данный документ посредством ссылки. Другие предшественники аэрозоля, которые могут быть использованы, содержат предшественники аэрозоля, которые были включены в продукт «VUSE® product» от компании «R.J. Reynolds Vapor Company», продукт «BLU product)) компании «Lorillard Technologies», продукт «MISTIC MENTHOL product» компании «Mistic Ecigs» и продукт «VYPE product» компании «CN Creative Ltd.». Кроме того, подходят и «курительные смеси» для электронных сигарет, реализуемые компанией «Johnson Creek Enterprises LLC». Варианты реализации шипучих материалов могут быть использованы с предшественником аэрозоля и описаны в качестве примера в опубликованной патентной заявке США №2012/0055494 (Хант и др.), которая включена в данный документ посредством ссылки. Кроме того, использование шипучих материалов описано, например, в патенте США №4,639,368 (Ниази и др.); патенте США №5,178,878 (Велинг и др.); патенте США №5,223,264 (Велинг и др.); патенте США №6,974,590 (Патер и др.); патенте США №7,381,667 (Бергквист и др.); патенте США №8,424,541 (Кроуфорд и др.; и патенте США №8,627,828 (Стиклэнд и др.); а также в опубликованной патентной заявке США №2010/0018539 (Бринкли и др.) и опубликованной патентной заявке США №2010/0170522 (Сан и др.); и международной публикации №97/06786 (Джонсон и др.), при этом эти источники включены в данный документ посредством ссылки.
Подложка 312 резервуара может содержать множество слоев нетканых волокон, образующих форму трубки, окружающей внутреннюю часть наружного корпуса 314 картриджа 300. Таким образом, жидкие компоненты, например, могут быть размещены с возможностью поглощения в подложке 312 резервуара. Подложка 312 резервуара сообщается посредством текучей среды с элементом 324 транспортировки жидкости. Таким образом, элемент 324 транспортировки жидкости может быть выполнен с возможностью транспортирования жидкости от подложки 312 резервуара к нагревательному элементу 326 посредством каппилярности или иных механизмов транспортировки жидкости.
Как показано, элемент 324 транспортировки жидкости может находиться в прямом контакте с нагревательным элементом 326. Как дополнительно показано на ФИГ. 3, нагревательный элемент 326 может содержать проволоку, образующую множество витков, обмотанных вокруг элемента 324 транспортировки жидкости. В некоторых вариантах реализации нагревательный элемент 326 может быть сформирован путем обматывания проволоки вокруг элемента 324 транспортировки жидкости, как описано в патенте США №9,210,738 (Вард и др.), который полностью включен в данный документ посредством ссылки. Кроме того, в некоторых вариантах реализации проволока может задавать шаг катушки с изменяемой индуктивностью, как описано в опубликованной патентной заявке США №2014/0270730 (ДеПьяно и др.), которая полностью включена в данный документ посредством ссылки. Различные варианты реализации материалов, выполненных с возможностью выработки тепла при пропускании через них электрического тока, могут быть использованы для формирования нагревательного элемента 326. Примерами материалов, из которых может быть сформирован моток проволоки, являются кантал (FeCrAl), нихром, дисилицид молибдена (MoSi2), силицид молибдена (MoSi), дисилицид молибдена, разбавленный алюминием (Mo(Si,Al)2), графит и материалы на основе графита; а также керамика (например, керамика с положительными и отрицательными температурными коэффициентами).
Однако для формирования нагревательного элемента 326 могут быть использованы и различные другие варианты реализации способов, а в атомайзере 310 могут быть использованы и различные другие варианты реализации нагревательных элементов. Например, отштампованный нагревательный элемент может быть использован в атомайзере, как описано в опубликованной патентной заявке США №2014/0270729 (ДеПьяно и др.), которая полностью включена в данный документ посредством ссылки. В дополнение к приведенному выше описанию дополнительные характерные нагревательные элементы и используемые в них материалы описаны в патенте США №5,060,671 (Каунтс и др.); патенте США №5,093,894 (Диви и др.); патенте США №5,224,498 (Диви и др.); патенте США №5,228,460 (Шпринкель Дж. и др.); патенте США №5,322,075 (Диви и др.); патенте США №5,353,813 (Диви и др.); патенте США №5,468,936 (Диви и др.); патенте США №5,498,850 (Дас; патенте США №5,659,656 (Дас; патенте США №5,498,855 (Диви и др.); патенте США №5,530,225 (Хаджалигол); патенте США №5,665,262 (Хаджалигол); патенте США №5,573,692 (Дас и др.); и патенте США №5,591,368 (Фляйшхоер и др.), при этом описания эти источников полностью включены в данный документ посредством ссылки. Кроме того, в иных вариантах реализации может быть использован химический нагрев. Различные дополнительные примеры нагревателей и материалов, используемых для формирования нагревателей, описаны в патенте США №8,881,737 (Коллет и др.), который включен в данный документ посредством ссылки, как описано выше.
В настоящем устройстве доставки аэрозоля могут быть использованы множество различных компонентов нагревателя. В различных вариантах реализации могут быть использованы один или более микронагревателей или аналогичных твердотельных нагревателей. Микронагреватели и атомайзеры, содержащие микронагреватели, подходящие для использования в раскрытых устройствах, описаны в патенте США №8,881,737 (Коллет и др.), который полностью включен в данный документ посредством ссылки.
Первая нагревательная клемма 320а и вторая нагревательная клемма 320b (например, отрицательные и положительные нагревательные клеммы) выполнены с возможностью взаимоденйствия с противоположными концами нагревательного элемента 326 и с возможностью формирования электрического соединения с управляющим корпусом 200 (см., например, ФИГ. 2), когда картридж 300 присоединен к этому управляющему корпусу. Кроме того, в случае, когда управляющий корпус 200 присоединен к картриджу 300, электронный управляющий компонент 306 может формировать электрическое соединение с управляющим корпусом посредством клеммы 304 для управляющего компонента. Таким образом, управляющий корпус 200 может использовать электронный управляющий компонент 212 (см, ФИГ. 2) для проверки, является ли картридж 300 подлинным и/или выполнения иных функций. Кроме того, различные примеры электронных управляющих компонентов и выполняемых ими функций описаны в опубликованной патентной заявке США №2014/0096781 (Сирс и др.), которая полностью включена в данный документ посредством ссылки.
При эксплуатации пользователь может надеть мундштук 316 картриджа 300 устройства 100 доставки аэрозоля (см, ФИГ. 1). Этот мундштук может позволять вытягивать воздух через отверстие в управляющем корпусе 200 (см., например, ФИГ. 2) или в картридже 300. Например, в одном из вариантов реализации отверстие может быть образовано между соединителем 202 и наружным корпусом 204 управляющего корпуса 200 (см., например, ФИГ. 2), как описано в патенте США №9,220,302 (ДеПьяно и др.), который полностью включен в данный документ посредством ссылки. Однако в иных вариантах реализации поток воздуха может быть принят другими частями устройства 100 доставки аэрозоля. Как описано выше, в некоторых вариантах реализации картридж 300 может содержать направитель 308 потока. Направитель 308 потока может быть выполнен с возможностью направления потока воздуха, полученного из управляющего корпуса 200, к нагревательному элементу 326 атомайзера 310.
Датчик в устройстве 100 доставки аэрозоля (например, датчик 210 расхода в управляющем корпусе 200) может измерять выдох. После измерения выдоха управляющий корпус 200 может направлять ток к нагревательному элементу 326 через схему, содержащую первую нагревательную клемму 320а и вторую нагревательную клемму 320b. Следовательно, нагревательный элемент 326 может превращать в пар композицию предшественника аэрозоля, направленную в область аэрозолизации от подложки 312 резервуара с использованием элемента 324 транспортировки жидкости. Таким образом, мундштук 326 может позволять воздуху и уносимому пару (то есть компонентам композиции предшественника аэрозоля в форме, пригодной для вдыхания) проходить из картриджа 300 к потребителю, который его всасывает.
Различные иные сведения о компонентах, которые могут содержаться в картридже 300, приведены, например, в опубликованной патентной заявке США №2014/0261495 (ДеПьяно и др.), которая полностью включена в данный документ посредством ссылки. Таким образом, на ФИГ. 7 показан увеличенный покомпонентный вид основания и клеммы для управляющего компонента; на ФИГ. 8 показан увеличенный перспективный вид основания и клеммы для управляющего компонента в собранной конфигурации; на ФИГ. 9 показан увеличенный перспективный вид основания, клеммы для управляющего компонента, электронного управляющего компонента и нагревательные клеммы в собранной конфигурации; на ФИГ. 10 показан увеличенный перспективный вид основания, атомайзера и управляющего компонента в собранной конфигурации; на ФИГ. 11 показан перспективный вид узла, показанного на ФИГ. 10, но с противоположной стороны; на ФИГ. 12 показан увеличенный перспективный вид основания, атомайзера, направителя потока и подложки резервуара в собранной конфигурации; на ФИГ. 13 показан перспективный вид основания и наружного корпуса в собранной конфигурации; на ФИГ. 14 показан перспективный вид картриджа в собранной конфигурации; на ФИГ. 15 показан первый перспективный вид в разрезе картриджа, показанного на ФИГ. 14, и соединителя для управляющего корпуса; на ФИГ. 16 показан второй перспективный противоположный вид в разрезе картриджа, показанного на ФИГ. 14, и соединителя, показанного на ФИГ. 15; на ФИГ. 17 показан перспективный вид картриджа, содержащего основание с механизмом для предотвращения вращения; на ФИГ. 18 показан перспективный вид управляющего корпуса, содержащего соединитель с механизмом для предотвращения вращения; на ФИГ. 19 показано выравнивание картриджа, показанного на ФИГ. 17, с управляющим корпусом, показанным на ФИГ. 18; на ФИГ. 20 показано устройство доставки аэрозоля, содержащее картридж, показанный на ФИГ. 17, и управляющий корпус, показанный на ФИГ. 18, при этом измененный вид на устройство доставки аэрозоля иллюстрирует взаимодействие механизма для предотвращения вращения картриджа с механизмом для предотвращения вращения соединительного корпуса; на ФИГ. 21 показан перспективный вид основания с механизмом для предотвращения вращения; на ФИГ. 22 показан перспективный вид соединителя с механизмом для предотвращения вращения; а на ФИГ. 23 показан вид в разрезе, выполненном через основание, показанное на ФИГ. 21, и соединитель, показанный на ФИГ. 22, в конфигурации ввода во взаимодействие. Различные иные сведения о компонентах, которые могут содержаться в картридже 300, приведены, например, в опубликованной патентной заявке США №2015/0335071 (Бринкли и др.), поданной 23 мая 2014 года и полностью включенной в данный документ посредством ссылки.
Различные компоненты устройства доставки аэрозоля согласно настоящему изобретению могут быть выбраны известных компонентов. Ниже приведена ссылка, например, на резервуар и нагревательную систему для управляемой доставки множества превращаемых в аэрозоль материалов в электронном курительном изделии, раскрытом в опубликованной патентной заявке США №2014/0000638 (Себастиан и др.), которая полностью включена в данный документ посредством ссылки.
Еще в одном варианте реализации по существу весь картридж может быть сформирован из одного или более углеродных материалов, которые обеспечивают преимущества, связанные с наличием способности к биоразложению и отсутствием проводов. Таким образом, нагревательный элемент может содержать углеродную пену, подложка резервуара может содержать карбонизированное волокно, а графит может быть использован для формирования электрического соединения с источником питания и управляющим компонентом. Один из иллюстративных вариантов реализации картриджа на основе углерода раскрыт в опубликованной патентной заявке США №2013/0255702 (Гриффит и др.), которая полностью включена в данный документ посредством ссылки.
Как описано выше, картриджи для устройств доставки аэрозоля могут содержать заданное количество компонентов. Некоторые из компонентов могут быть выполнены относительно небольшими и/или относительно тонкими. Следовательно, для формирования устройств доставки аэрозоля могут быть необходимы точные технологии изготовления. Таким образом, устройства доставки аэрозоля обычно создавались путем ручной сборки людьми.
Однако использование ручного труда для сборки устройств доставки аэрозоля имеет конкретные недостатки. Таким образом, качество устройств доставки аэрозоля, изготавливаемых с использованием ручного труда, является настолько хорошим, насколько рабочие хорошо делают свою работу. Кроме того, время от времени даже опытные работники могут совершать ошибки. Кроме того, ручной труд может быть относительно дорогостоящим. Таким образом, в результате этих проблем и иных проблем, связанных с изготовлением устройств доставки аэрозоля с использованием ручного труда, может быть необходимо создавать устройства доставки аэрозоля автоматизированным способом. Следовательно, нижеописанное автоматизированное изготовление картриджей для устройств доставки аэрозоля может улучшить воспроизводимость, уменьшить затраты и/или избежать вышеописанных проблем.
Таким образом, на ФИГ. 4 схематически показан один из вариантов реализации системы 400 для сборки картриджей (например, вышеописанных картриджей 300) для устройства доставки аэрозоля (например, вышеописанного устройства 100 доставки аэрозоля). Следует отметить, что вышеописанное устройство 100 доставки аэрозоля приведено в качестве примера. Таким образом, способы, системы и устройства, описанные в данном документе, могут быть использованы для формирования различных вариантов реализации картриджей, отличающихся от вышеописанных картриджей одним или более аспектами.
Как показано, система 400 может содержать различные подсистемы, которые выполняют конкретные функции при формировании готовых картриджей 300. Следует отметить, что несмотря на то, что подсистемы показаны в отдельности друг от друга, эти подсистемы могут быть совмещены друг с другом. Например, в некоторых вариантах реализации общее оборудование может выполнять две или более функций (например, сборку и заполнение или насаживание колпачка и маркирование и т.п.) вместо конкретных функций, выполняемых отдельным оборудованием.
Кроме того, различные подсистемы и их части могут быть использованы по отдельности. Таким образом, несмотря на то, что в данном документе описано, что подсистемы и их части в целом используют в сочетании друг с другом, это описание приведено исключительно в качестве примера. Следовательно, каждая из подсистем или их частей, описанных в данном документе, могут быть использованы сами по себе или в любом сочетании с некоторыми другими из подсистем и их частей, описанных в данном документе, или всеми такими подсистемами и их частями, или могут быть использованы в комбинации с другими системами. Иллюстративные варианты реализации других автоматизированных систем для сборки картриджей для устройств доставки аэрозоля, которые могут быть использованы в сочетании с системами, описанными в данном документе, раскрыты в опубликованной патентной заявке США №2015/0223522 (Амполини и др.) и патентной заявке США №14/716,112 (Гюнтер и др.), поданной 19 мая 2015 года, при этом эти источники полностью включены в данный документ посредством ссылки. Кроме того, несмотря на то, что ниже раскрыты конкретные варианты реализации частей подсистем, эти варианты реализации приведены исключительно в качестве примера. Следовательно, в некоторых вариантах реализации подсистемы могут содержать меньшее количество частей или могут содержать дополнительные части. Таким образом, во всех вариантах реализации не требуется каждая часть каждой подсистемы и каждая часть всей системы.
Как показано, подсистемы могут содержать сборочную подсистему 402 для сборки картриджей, выполненную с возможностью формирования незаполненных картриджей 404 из компонентов 406 (например, основания 302, первой и второй нагревательных клемм 320а, 320b (см., например, ФИГ. 3) и т.п.). Подсистема 408 для заполнения картриджей может заполнять незаполненные картриджи 404 для получения заполненных картриджей 410. Подсистема 412 для насаживания колпачков на картриджи может насаживать колпачок на заполненные картриджи 410 для получения картриджей 414 с насажанным на них колпачком. Подсистема 416 для прикрепления этикеток к картриджам может прикреплять этикетку к картриджам 414 с насажанным на них колпачком для завершения картриджей 300.
Система 400 может дополнительно содержать обследующую подсистему 418. Обследующая подсистема 418 может обследовать компоненты 406, незаполненные картриджи 404, заполненные картриджи 410, картриджи 414 с насажанными на них колпачками и/или готовые картриджи 300. Кроме того, в некоторых вариантах реализации картриджи могут быть обследованы на промежуточных стадиях выполнения в одной или более из сборочной подсистемы 402 для сборки картриджей, подсистемы 408 для заполнения картриджей, подсистемы 412 для насаживания колпачков на картриджи и подсистемы 416 для прикрепления этикеток к картриджам. Следовательно, картриджи 300 и их компоненты могут быть обследованы перед их завершением, в процессе их завершения и после их завершения.
Система 400 может дополнительно содержать по меньшей мере один контроллер 417. Контроллер 417 может быть выполнен с возможностью управления сборочной подсистемой 402 для сборки картриджей, подсистемой 408 для заполнения картриджей, подсистемой 412 для насаживания колпачков на картриджи и/или подсистемой 416 для прикрепления этикеток к картриджам. Таким образом, контроллер 417 может быть выполнен с возможностью приема данных от одного или более датчиков и с возможностью выдачи инструкций на основании этих данных в дополнение к иным функциям управления операциями, описанными в данном документе. Следует отметить, что несмотря на то, что показан один контроллер, в иных вариантах реализации контроллер может содержать множество контроллеров, которые управляют не всеми функциями и подсистемами системы и которые могут иметь или не иметь связь друг с другом.
Следует отметить, что некоторые из систем 400 или все системы 400 могут быть автоматизированы. Таким образом, как описано ниже, в некоторых вариантах реализации системы 400 могут быть использованы роботизированные устройства. Роботизированные устройства могут продаваться различными производителями роботизированных устройств, в том числе, пример, компанией «DENSO Robotics» из г. Лонг-Бич в штате Калифорния, компанией «FANUC» из г. Рочестер-Хилл в штате Мичиган, компанией «Mitsubishi Electric Automation» из г. Вернон-Хиллс в штате Иллинойс, компанией «EPSON Robots» из г. Карсон в штате Калифорния, компанией «Siemens Automation Technology» из Мюнхена в Германии, компанией «Mikron Corporation» из г. Денвер в штате Колорадо и компанией «АТС Automation» из г. Кукевилле в штате Теннеси.
На ФИГ. 5 показано более подробное изображение одного из иллюстративных вариантов реализации системы 400, показанной на ФИГ. 4. Как показано, система 400 может содержать сборочную подсистему 402 для сборки картриджей, подсистему 408 для заполнения картриджей, подсистему 412 для насаживания колпачков на картриджи и подсистему 416 для прикрепления этикеток к картриджам. Кроме того, система 400 может содержать упаковочную подсистему 420. Упаковочная подсистема 420 может быть выполнена с возможностью упаковки готовых картриджей 300. Несмотря на то, что контроллер 417 и обследующая подсистема 418 не показаны по отдельности на ФИГ. 5, эти компоненты могут быть дополнительно включены в систему 400, как описано выше в отношении ФИГ. 4.
Как показано на ФИГ. 5, подсистемы 402, 408, 412, 416, 420 могут соответственно содержать один или более сборочных участков 502a-i (вместе называемых «сборочными участками 502»). Сборочный участок, как использовано в данном документе, относится к группе роботизированного производственного оборудования, выполненного с возможностью осуществления одной или более задач. Например, в варианте реализации, показанном на ФИГ. 5, сборочная подсистема 402 для сборки картриджей разделена на пять сборочных участков 502а-е. Кроме того, каждая из подсистемы 408 для заполнения картриджей, подсистемы 412 для насаживания колпачков на картриджи, подсистемы 416 для прикрепления этикеток к картриджам и упаковочной подсистемы 420 содержит соответственно сборочный участок 502f-i.
Система 400 может быть предпочтительно выполнена с возможностью быстрого изготовления картриджей 300 с минимально необходимым взаимодействием с человеком. Таким образом, сборочные участки 502a-i могут быть выполнены с возможностью совместной сборки множества компонентов картриджей друг с другом и/или возможностью осуществления дополнительных функций в отношении картриджей 300. Система 400 может иметь конкретные признаки, улучшающие взаимодействие между сборочными участками 502.
Например, система 400 может содержать одну или более сборочных дорожек 504а-е (вместе называемых «сборочными дорожками 504»). В показанном варианте реализации первый сборочный участок 502а содержит сборочную дорожку 504а, второй и третий сборочные участки 502b, 502с совместно используют сборочную дорожку 504b, четвертый и пятый сборочные участки 502d, 502е совместно используют сборочную дорожку 504с, шестой сборочный участок 502f содержит сборочную дорожку 504d, а седьмой сборочный участок 502h содержит сборочную дорожку 504е.
Сборочные дорожки 504 могут быть выполнены с обеспечением возможности циркуляции по ним сборочных кареток 506а-е (вместе называемых «сборочными каретками 506»). Циркулирующие сборочные каретки 506 могут быть выполнены с возможностью взаимодействия с узлами, содержащими один или более компонентов 300-326 картриджей. Узлы также относятся к частично собранным картриджам 300. Таким образом, картриджи 300 могут быть обычно собраны путем объединения компонентов 300-326 картриджа некоторым дополнительным способом.
Как описано выше, сборочные дорожки 504 могут обеспечивать циркуляцию по ним сборочных кареток 506. Таким образом, сборочные каретки 506 могут быть повторно использованы при формировании множества картриджей 300 путем их возврата в первоначальное исходное место по сборочным дорожкам 504 после извлечения из этих сборочных кареток одного или более частично или полностью собранных картриджей 300. Следовательно, операции по сборке картриджей могут быть итерационно повторены для дополнительных компонентов картриджей, направленных к этим сборочным операциям, после разгрузки одного или более частично или полностью собранных картриджей 300, собираемых на этих сборочных операциях.
В некоторых вариантах реализации каждая из сборочных кареток 506 может быть выполнена с возможностью размещения в ней компонентов картриджа для одного картриджа 300. Таким образом, каждая из сборочных кареток 506 может быть использована для сборки компонентов отдельного картриджа 300 во время каждого цикла. Однако в иных вариантах реализации сборочные каретки 506 могут быть выполнены с возможностью размещения в них компонентов картриджа для множества картриджей 300. Таким образом, каждая из сборочных кареток 506 может быть использована для сборки множества картриджей 300. Таким образом, при вводе во взаимодействие, транспортировке и сборке множества частично собранных картриджей 300 на одной из сборочных кареток 506 может быть увеличена скорость, с которой собирают эти картриджи.
Для выполнения каждой из сборочных операций, связанных с изготовлением картриджей 300, частично собранные картриджи могут быть переданы в каждый из сборочных участков 502. Следовательно, одним из вариантов является сборка каждого картриджа на одной сборочной каретке, которая может быть передана из каждого из сборочных участков. Однако сборочные операции, выполняемые каждым из сборочных участков 502, и компоненты картриджей, используемые в этих сборочных операциях, могут существенно различаться. Следовательно, заявителями было обнаружено, что сборка картриджей 300 может благоприятно проходить при использовании множества различных сборочных кареток в системе 400. Следовательно, каждая дорожка 504 может содержать одну или более связанных с ней сборочных кареток 506, при этом сборочные каретки, связанные с одной дорожкой, могут отличаться от сборочных кареток, связанных с одной или более из других сборочных дорожек.
Следовательно, система 400 может дополнительно содержать одно или более устройств 508a-d для передачи (вместе называемых «устройствами 508 для передачи»). Устройства 508 для передачи могут быть выполнены с возможностью передачи частично собранных картриджей 300 между парой сборочных участков 502. Таким образом, частично собранные картриджи 300 могут быть транспортированы из сборочной каретки 506 на одном первом участке из участков 502 в один второй участок из участков.
Для передачи частично собранных картриджей 300 каждый из узлов 508 для передачи может содержать дорожку 510a-d для передачи (вместе называемых «дорожками 510 для передачи»). В некоторых вариантах реализации частично собранные картриджи 300 могут быть переданы непосредственно по дорожке 510 для передачи. Еще в одном варианте реализации узлы 508 для передачи могут соответственно содержать одну или более кареток 512a-d для передачи (вместе называемых «каретками 512 для передачи»), выполненных с возможностью взаимодействия с частично собранными картриджами 300, при этом эти каретки для передачи могут транспортировать частично собранные картриджи путем перемещения дорожки 510 для передачи. Тележки 512 для передачи могут совершать циркулировать по дорожкам 508 для передачи. Таким образом, каретки 512 для передачи могут быть повторно использованы для передачи частично собранных картриджей 300 между сборочными участками 502.
Каждое устройство 508 для передачи может дополнительно содержать первый элемент 514a-d для передачи (вместе называемые «первыми элементами 514 для передачи»), выполненный с возможностью вывода частично собранных картриджей из взаимодействия 300 со сборочными каретками 512 на сборочной дорожке 504 первого сборочного участка из пары сборочных участков 502 и с возможностью ввода во взаимодействие частично собранных картриджей с соответствующей одной из кареток 512 для передачи по дорожке 510 для передачи. Кроме того, каждое устройство 508 для передачи может содержать второй элемент 516a-d для передачи (вместе называемые «вторыми элементами 516 для передачи»), выполненный с возможностью вывода частично собранных картриджей из взаимодействия 300 с каретками 512 для передачи и с возможностью ввода во взаимодействие частично собранных картриджей с одной из сборочных кареток 506 второго сборочного участка из пары сборочных участков 502. В некоторых вариантах реализации каждый из первых и вторых элементов 514 для передачи, 516 может содержать роботизированную руку.
В одном из вариантов реализации каретки 512 для передачи могут быть выполнены с возможностью взаимодействия и с возможностью последовательной транспортировки каждого из частично собранных картриджей 300, размещенных в одной из сборочных кареток 506. Однако еще в одном варианте реализации каретки 512 для передачи могут быть выполнены с возможностью взаимодействия за раз с одним из частично собранных картриджей 300. Таким образом, устройства 508 для передачи могут последовательно передавать каждый из частично собранных картриджей 300 в отдельности между парой сборочных участков 504.
Последовательная транспортировка частично собранных картриджей 300 может обеспечивать конкретные преимущества. Таким образом, частично собранные картриджи 300 могут быть обследованы обследующей подсистемой 418 (см, ФИГ. 4) в каждом сборочном участке 502. Кроме того, некоторые из частично собранных картриджей 300 могут быть извлечены из системы 400 для обеспечения возможности их дополнительного анализа, например для обеспечения соответствия картриджей конкретным стандартам контроля качества. Следовательно, некоторые из частично собранных картриджей 300 могут быть извлечены из нормального сборочного технологического потока при изготовлении картриджей. В итоге, некоторые из частично собранных картриджей 300 могут быть извлечены из сборочных кареток 506 для обследования и/или утилизации.
Таким образом, если каретки 512 для передачи были выполнены с возможностью размещения в них одного и того же количества частично собранных картриджей 300, что и расположенная за ними сборочная каретка 506, то в некоторых примерах эти каретки для передачи могут содержать меньшее количество частично собранных картриджей по сравнению с их вместимостью. Следовательно, каретки 512 для передачи могут быть выполнены с возможностью размещения в них меньшего количества частично собранных картриджей 300 по сравнению со сборочными каретками 506, от которых приняты частично собранные картриджи. Например, как описано выше, в одном из вариантов реализации каретки 512 для передачи могут быть выполнены с возможностью взаимодействия за раз с одним из частично собранных картриджей 300. Таким образом, второй элемент 516 для передачи может передавать частично собранные картриджи 300 к сборочным кареткам 506 на нижнем сборочном участке 502. В результате транспортировки частично собранных картриджей 300 по отдельности второй элемент 516 для передачи может продолжать взаимодействовать с направленными к нему частично собранными картриджами до тех пор, пока сборочная каретка 506 на нижнем сборочном участке 502 не будет полной, в результате каждая сборочная каретка оказывается полной.
Таким образом, при использовании транспортирующих узлов 508 для разделения частично собранных картриджей 300 могут быть преодолены проблемы, связанные с транспртировкой сборочными каретками 506 меньшего количества частично собранных картриджей по сравнению с их вместимостью. Таким образом, как описано выше, вторые элементы 516 для передачи могут вводить частично собранные картриджи во взаимодействие со сборочными каретками 506 на нижнем сборочном участке 502 до достижения их вместимости. В отличие от этого, если частично собранные картриджи 300 должны были быть транспортированы к каждому из сборочных участков на той же самой каретке через весь сборочный процесс, то извлечение частично собранных картриджей для целей обследования или контроля качества может привести к транспортированию каретками меньшего количества частично собранных картриджей по сравнения с их вместимостью. Следовательно, использование отдельных сборочных дорожек 504 и дорожек 510 для передачи может быть необходимо по этой дополнительной причине.
В некоторых вариантах реализации каждый сборочный участок 502 может содержать соответствующую сборочную дорожку 504. Еще в одном варианте реализации некоторые из сборочных участков 502 могут совместно использовать сборочную дорожку. Например, в варианте реализации, показанном на ФИГ. 5, второй и третий сборочные участки 502b, 502с совместно используют сборочную дорожку 504b. Аналогичным образом, четвертый и пятый сборочные участки 502d, 502е совместно используют сборочную дорожку 504с. Таким образом, сборочные операции, выполняемые на сборочных участках 502, совместно использующих одну из сборочных дорожек 504, могут подходить для их использования одной и той же сборочной кареткой 506, так что может и не быть необходимости в использовании отдельных сборочных дорожек.
Ниже в данном документе описана работа системы 400. Как может быть понятно, операции, описанные в данном документе, могут быть осуществлены в некотором ином порядке и некоторыми иными способами. Кроме того, следует понимать, что выполняемые сборочные операции будут изменяться в зависимости от конкретного варианта реализации изготавливаемого картриджа. Несмотря на то, что в данном документе описано, что система 400 изготавливает картриджи 300, показанные на ФИГ. 3, следует понимать, что система 400 может быть использована для создания различных других вариантов реализации картриджей.
На первом сборочном участке 502а сборочная каретка 506а на сборочной дорожке 504а может принимать множество оснований 302. Система технического зрения поворачивает основание 302 в необходимую ориентацию, которая может быть сохранена посредством некоторой части процесса сборки картриджей или всего процесса сборки картриджей. Клеммы 304 для управляющих компонентов введены во взаимодействие с основаниями 302. Электронные управляющие компоненты 306 введены во взаимодействие с клеммами 304 для управляющих компонентов. Электронные управляющие компоненты 306 могут быть запрограммированы посредством клемм 304 для управляющих компонентов. Узлы 322 направителей потока введены во взаимодействие с основаниями 302. Узлы 322 направителей потока сварены или иным образом прикреплены к основаниям 302 (например, посредством ультразвуковой сварки).
Могут быть идентифицированы (например, обследующей подсистемой 418; см, ФИГ. 4) и извлечены дефектные частично собранные картриджи 300. Образцы частично собранных картриджей 300 также могут быть извлечены для осуществления дополнительных обследований по контролю качества. Остальные частично собранные картриджи 300 могут быть выгружены и транспортированы узлом 508а для передачи ко второму сборочному участку 502b. Сборочная каретка 506а на первом сборочном участке 502а может быть возвращена сборочной дорожкой 504а обратно в первоначальное исходное место для изготовления дополнительных картриджей 300.
На втором сборочном участке 502b сборочная каретка 506b на сборочной дорожке 504b может принимать частично собранные картриджи 300 от узла 508а для передачи. Частично собранные картриджи 300, принятые от первого сборочного участка 502а, могут содержать основание 302, клемму 304 для управляющего компонента, электронный управляющий компонент 306 и узел 322 направителя потока. Проверка протечки может быть осуществлена обследующей подсистемой 418 (см, ФИГ. 4) для проверки протечек между узлами 322 направителей потока и основаниями 302. Атомайзеры 310 могут быть отрезаны от по существу непрерывного исходного компонента, а нагревательные элементы 326 (см, ФИГ. 3) атомайзеров могут быть сварены (например, лазерной сваркой) с первой и второй нагревательным клеммам 320а, 320b (см, ФИГ. 3) узлов 322 направителей потока. Иллюстративные варианты реализации устройств и способов сварки атомайзеров с нагревательными клеммам приведены в опубликованной патентной заявке США №2015/0223522 (Амполини и др.) и патентной заявке США №14/716,112 (Гюнтер и др.), поданной 19 мая 2015 года, при этом эти источники полностью включены в данный документ посредством ссылки.
После сварки электрическое сопротивление между первой и второй нагревательными клеммами 320а, 320b (см, ФИГ. 3) может быть измерено на третьем сборочном участке 502с и сравнено с диапазоном приемлимых значений сопротивления с использованием обследующей подсистемы 418 (см, ФИГ. 4). Дефектные частично собранные картриджи 300, идентифицированные обследующей подсистемой 418, могут быть извлечены. Образцы частично собранных картриджей 300 могут быть также извлечены для осуществления дополнительных обследований по контролю качества. Остальные частично собранные картриджи 300 могут быть выгружены из сборочной каретки 506b и транспортированы узлом 508b для передачи к четвертому сборочному участку 502d. Сборочная каретка 506b на второй сборочной дорожке 504b может быть возвращена обратно в первоначальное исходное место для изготовления дополнительных картриджей 300.
На четвертом сборочном участке 502d сборочная каретка 506с на сборочной дорожке 504с может принимать частично собранные картриджи 300 от узла 508b для передачи. Частично собранные картриджи 300, принятые от третьего сборочного участка 502с, могут содержать основание 302, клемму 304 для управляющего компонента, электронный управляющий компонент 306, узел 322 направителя потока и атомайзер 310. Элемент 324 транспортировки жидкости атомайзера 310 может быть согнут к первой и второй нагревательным клеммам 320а, 320b узла 322 направителя потока (см, ФИГ. 3) на четвертом сборочном участке 502d.
На пятом сборочном участке 502е подложки 312 резервуаров могут быть отрезаны от по существу непрерывного исходного компонента и введены во взаимодействие со сборочной кареткой 506с. Сборочная дорожка 504с может доставлять сборочную каретку 506с к четвертому сборочному участку 502d, в котором частично собранные картриджи 300, посредством элементов 324 транспортировки жидкости, согнутых к узлам 322 направителей потока, могут быть введены во взаимодействие с основами 312 для резервуаров таким образом, что эти подложки резервуаров по меньшей мере частично обертывают узлы направителей потока. В дальнейшем наружные корпуса 314 могут быть введены во взаимодействие с частично собранными картриджами 300 путем проведения поверх подложек 312 резервуаров с обеспечением взаимодействия с узлами 322 направителей потока. Наличие и положение клемм 304 для управляющих компонентов и первой и второй нагревательных клемм 320а, 320b (см, ФИГ. 3) может быть проверено обследующей подсистемой 418 (см, ФИГ. 4) на четвертом сборочном участке 502d. Кроме того, наружные корпуса 314 могут быть прикреплены (например, путем ультразвуковой сварки) к узлам 322 направителей потока и/или основанию 302.
На пятом сборочном участке 502е обследующая подсистема 418 (см, ФИГ. 4) может выявлять протечки (например, между наружными корпусами 314 и узлами 322 направителей потока). Дефектные частично собранные картриджи 300, идентифицированные обследующей подсистемой 418, могут быть извлечены. Кроме того, образцы частично собранных картриджей 300 могут быть извлечены для осуществления дополнительных обследований по контролю качества. Остальные частично собранные картриджи 300 могут быть выгружены из сборочной каретки 506с и транспортированы узлом 508с для передачи к шестому сборочному участку 502f. Сборочная каретка 506с на третьей сборочной дорожке 504с может быть возвращена обратно в первоначальное исходное место для изготовления дополнительных картриджей 300.
На шестом сборочном участке 502f сборочная каретка 506f на сборочной дорожке 504d может принимать частично собранные картриджи 300 от узла 508с для передачи. Частично собранные картриджи 300, принятые от пятого сборочного участка 502е, могут содержать основание 302, клемму 304 для управляющего компонента, электронный управляющий компонент 306, узел 322 направителя потока, атомайзер 310, подложку 312 резервуара и наружный корпус 314. Шестой сборочный участок 502f может заполнять частично собранные картриджи композицией 328 предшественника аэрозоля. Частично собранные картриджи 300 могут быть взвешены перед их заполнением и после их заполнения с использованием обследующей подсистемы 418 (см, ФИГ. 4) для обеспечения выдачи надлежащего количества композиции 328 предшественника аэрозоля. Дефектные частично собранные картриджи 300, идентифицированные обследующей подсистемой 418, могут быть извлечены. Кроме того, образцы частично собранных картриджей 300 могут быть извлечены для осуществления дополнительных обследований по контролю качества. Остальные частично собранные картриджи 300 могут быть выгружены со сборочной каретки 506d и транспортированы узлом 508d для передачи к седьмому сборочному участку 502g. Сборочная каретка 506d на четвертой сборочной дорожке 504d может быть возвращена обратно в первоначальное исходное место для изготовления дополнительных картриджей 300.
На седьмом сборочном участке 502g сборочная каретка 506е на сборочной дорожке 504е может принимать частично собранные картриджи 300 от узла 508d для передачи. Частично собранные картриджи 300, принятые от третьего сборочного участка 502с, могут содержать основание 302, клемму 304 для управляющего компонента, электронный управляющий компонент 306, узел 322 направителя потока, атомайзер 310, подложку 312 резервуара, наружный корпус 314 и композицию 328 предшественника аэрозоля. На седьмом сборочном участке 502g Мундштуки 316 могут быть введены во взаимодействие с наружными корпусами 314 и скреплены с ними (например, путем ультразвуковой сварки). В некоторых вариантах реализации на седьмом сборочном участке 502g наружные корпуса 314 могут быть снабжены маркировкой (например, путем нанесения маркировки лазером) с кодом даты или иным идентификатором. Кроме того, идентификаторы могут быть обследованы обследующей подсистемой 418 (см, ФИГ. 4), а электронные управляющие компоненты 306 могут быть инициализированы. Дефектные частично собранные картриджи 300, идентифицированные обследующей подсистемой 418, могут быть извлечены. Кроме того, образцы частично собранных картриджей 300 могут быть извлечены для осуществления дополнительных обследований по контролю качества. Остальные частично собранные картриджи 300 могут быть выгружены из сборочной каретки 506е и транспортированы к восьмому сборочному участку 502h. Сборочная каретка 506е на пятой сборочной дорожке 504е может быть возвращена обратно в первоначальное исходное место для изготовления дополнительных картриджей 300.
На восьмом сборочном участке 502h частично собранные картриджи 300, принятые от седьмого сборочного участка 502g, могут содержать основание 302, клемму 304 для управляющего компонента, электронный управляющий компонент 306, узел 322 направителя потока, атомайзер 310, подложку 312 резервуара, наружный корпус 314, композицию 328 предшественника аэрозоля и мундштук 316. На восьмом сборочном участке 502h для завершения картриджей на наружные корпуса 314 может быть нанесена этикетка 318. Кроме того, готовые картриджи 300 могут быть направлены к девятому сборочному участку 502i, в котором эти картриджи 300 могут быть упакованы в упаковку 330, в результате чего эти картриджи становятся готовыми к продаже.
Как описано выше, сборочные участки 502 могут содержать сборочные каретки 506, которые, в частности, выполнены с возможностью размещения в них компонентов и с возможностью выполнения с их использованием сборочных операций. Например, ФИГ. 6 показан один из вариантов реализации сборочных кареток 506а, 506е, использованных на первом сборочном участке 502а и седьмом сборочном участке 502g. Как показано, сборочная каретка 506а, 506е может содержать одно или более гнезд 602, имеющих соответственно приемник 604. В показанном варианте реализации сборочная каретка 506а, 506е содержит четыре гнезда 602, каждое из которых имеет приемник 604. Приемники 604 могут проходить по существу по вертикали при размещении сборочных кареток 506а, 506е на сборочной дорожке 504а, 504е в горизонтальной конфигурации. Таким образом, сборка картриджей 300 на первом сборочном участке 502а и седьмом сборочном участке 502е может происходить в целом путем направления компонентов вниз по вертикали с обеспечением контакта с одним или более компонентами, размещенными в гнездах 602.
Кроме того, на ФИГ. 7 показан один из вариантов реализации сборочной каретки 506b, использованной на втором и третьем сборочных участках 502b, 502с. Как показано, сборочная каретка 506b может содержать одно или более первых гнезд 606 и одно или более вторых гнезд 608. Первые гнезда 606 могут быть выполнены с возможностью размещения в них частично собранных картриджей 300 в первой ориентации, при этом вторые гнезда 608 могут быть выполнены с возможностью размещения в них частично собранных картриджей во второй ориентации, отличной от первой ориентации.
Таким образом, первое гнездо 606 может иметь приемник 610, выполненный с возможностью размещения в нем основания 302 (см., например, ФИГ. 3) частично собранного картриджа 300 таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию при размещении сборочной каретки 506b на сборочной дорожке 504b в горизонтальной конфигурации. Кроме того, второе гнездо 608 может содержать выемку 612, выполненную с возможностью удержания частично собранного картриджа 300 по существу в горизонтальной конфигурации, когда сборочная каретка 506b размещен по сборочной дорожке 504b в горизонтальной конфигурации. Таким образом, первое гнездо 606 и второе гнездо 608 могут быть выполнены с возможностью удержания частично собранных картриджей в конфигурациях, которые по существу взаимно перпендикулярны друг другу.
Первое гнездо 606 может быть выполнено с возможностью размещения в нем частично собранного картриджа 300 и удержания этого частично собранного картриджа в выемке 610. Таким образом, первое гнездо 610 может содержать фиксирующий элемент 614, который может зажимать частично собранный картридж 300 в выемке 610 таким образом, что этот частично собранный картридж не выпадает или не выходит из первого гнезда. Например, фиксирующий элемент 614 может быть выполнен с возможностью приложения усилия к основанию 302 (см., например, ФИГ. 3) для взаимодействия с частично собранным картриджем 300. Таким образом, фиксирующий элемент 614 может быть подпружинен.
Кроме того, второе гнездо 608 может содержать один или более зажимов 616, выполненных с возможностью приема и удержания атомайзера 310 (см., например, ФИГ. 3) по существу в горизонтальной конфигурации при размещении сборочной каретки 506b на сборочной дорожке 504b в горизонтальной конфигурации. Зажимы 616 могут прижиматься к элементу 324 транспортировки жидкости атомайзера 310 (см., например, ФИГ. 3) с обеспечением удержания атомайзера в одном или более каналов 618. Например, зажимы 616 могут быть подпружинены с тем, чтобы войти в плотное взаимодействие с атомайзером 310 в одном или более каналов 618.
Следовательно, поскольку атомайзер 310 (см., например, ФИГ. 3) удерживают на месте во втором гнезде 608, частично собранный картридж 300 может быть извлечен из первого гнезда 606 и вставлен во второе гнездо 608. Второе гнездо 608 может дополнительно содержать фиксирующий элемент 620, который может зажимать частично собранный картридж 300 в выемке 612 таким образом, что этот частично собранный картридж 300 не выпадает из второго гнезда. Таким образом, фиксирующий элемент 620 может быть подпружинен и выполнен с возможностью приложения усилия к основанию 302 (см., например, ФИГ. 3) для взаимодействия с частично собранным картриджем 300.
Как показано на ФИГ. 8, выемка 612 второго гнезда 608 может быть выполнена с возможностью удержания частично собранного картриджа 300 таким образом, что его первая нагревательная клемма 320а и вторая нагревательная клемма 320b находятся в контакте с нагревательным элементом 326 атомайзера 310. Таким образом, первая и вторая нагревательные клеммы 320а, 320b могут быть сварены (например, лазерной сваркой) с нагревательным элементом 326 во втором гнезде 608. Для облегчения сварки первой и второй нагревательных клемм 320а, 320b с нагревательным элементом 326 во втором гнезде 608 зажимы 616 могут быть выполнены с возможностью прохождения с первой и второй противоположных сторон частично собранного картриджа 300. Таким образом, зажимы 616 не мешают сварочному оборудованию.
Кроме того, как показано на ФИГ. 7, второе гнездо 608 может содержать выступающую часть 622, расположенную между зажимами 616. Таким образом, сварочное оборудование может прижимать первую и вторую нагревательные клеммы 320а, 320b к нагревательному элементу 326 (см., например, ФИГ. 8), который может операться на выступающую часть 622 гнезда. Следовательно, может быть достигнут плотный контакт между первой и второй нагревательными клеммами 320а, 320b и нагревательным элементом 326, что может улучшить сварные соединения между ними.
На ФИГ. 9 и 10 соответственно показаны перспективный вид и вид сверху одного из вариантов реализации сборочной каретки 506с, используемой на четвертом и пятом сборочных участках 502d, 502е. Как показано, сборочная каретка 506с может содержать одно или более первых гнезд 624 и одно или более вторых гнезд 626. Первые гнезда 624 могут быть выполнены с возможностью размещения в них частично собранного картриджей 300 в первой ориентации, а вторые гнезда 626 могут быть выполнены с возможностью размещения в них частично собранного картриджа во второй ориентации, отличной от первой ориентации.
Таким образом, первое гнездо 624 может содержать выемку 628, выполненную с возможностью размещения в ней частично собранного картриджа 300. Выемка 628 первого гнезда 624 может быть выполнена с возможностью удержания частично собранного картриджа 300 по существу в горизонтальной конфигурации. Напротив, второе гнездо 626 может иметь приемник 630, выполненный с возможностью размещения в нем основания 302 (см., например, ФИГ. 3) частично собранного картриджа 300 таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию. Таким образом, первое гнездо 624 и второе гнездо 626 могут быть выполнены с возможностью удержания частично собранных картриджей 300 в конфигурациях, которые по существу взаимно перпендикулярны друг другу.
Как дополнительно показано на ФИГ. 9 и 10, первое гнездо 624 может дополнительно содержать зажим 632. Зажим 632 может содержать множество зубцов 634, которые проходят с первой и второй противоположных сторон 624а, 624b первого гнезда 624. Первая и вторая противоположные стороны 624а, 624b первого гнезда 624 могут быть расположены выше выемки 628.
Как показано на ФИГ. 11, зажим 632 может быть выполнен с возможностью взаимодействия с подложкой 312 резервуара. В частности, зажим 632 может прижимать подложку 312 резервуара к первой и второй противоположным сторонам 624а, 624b первого гнезда 624 таким образом, что эта подложка резервуара оказывается подвешенной поверх выемки 628. Таким образом, выемка 628 может быть выровнена и углублена по отношению к зажиму 632.
Следовательно, частично собранный картридж 300 может быть подготовлен для вставки в первое гнездо 624 сборочной каретки 506с. Таким образом, элемент 324 транспортировки жидкости атомайзера 310 может быть свальцован к первой и второй нагревательным клеммам 320а, 320b узла 322 направителя потока (см, ФИГ. 3) на четвертом сборочном участке 502d.
В частности, как показано на ФИГ. 12, захват 636 для направителя потока может захватывать направитель 308 потока частично собранного картриджа 300 (см., например, ФИГ. 3) и извлекать этот частично собранный картридж из каретки 512b для передачи. В дальнейшем захват 636 для направителя потока может направить частично собранный картридж 300 в сгибающее устройство 638. Сгибающее устройство 636 может содержать множество сгибающих штифтов 640, задающих соответственно вырез 642. Кроме того, сгибающее устройство 638 может содержать захват 644 для основания.
Таким образом, захват 636 для направителя потока может направлять частично собранный картридж 300 в целом справа налево в показанной ориентации таким образом, что основание 302 (см., например, ФИГ. 3) оказывается размещенным в захвате 644 для основания, а атомайзер 310 (см., например, ФИГ. 3) оказывается направленным между сгибающими штифтами 640. Поскольку атомайзер 310 направлен между сгибающими штифтами 640, атомайзер может быть размещен в вырезах 642, которые могут сдерживать вертикальное перемещение атомайзера, при этом этот атомайзер может сгибаться внутрь по направлению к направителю 308 потока. Как показано, сгибающее устройство 638 может содержать множество групп сгибающих штифтов 640, так что сгибающие штифты взаимодействуют с атомайзером 310 по его длине.
Поскольку атомайзер 310 размещен между сгибающими штифтами 640, захват 644 для основания может захватывать основание 302 частично собранного картриджа 300. В дальнейшем захват 636 для направителя потока может высвободить направитель 308 потока и вернуться обратно в начальное местоположение. В дальнейшем сгибающие штифты 640 могут совершать перемещение внутрь по направлению к частично собранному картриджу 300 таким образом, что атомайзер 310 оказывается согнутым с обеспечением контакта с направителем 308 потока.
В дальнейшем захват 646 для передачи может захватить частично собранный картридж 300 путем прижатия атомайзера 310 к направителю 308 потока таким образом, что этот атомайзер сохраняет согнутую конфигурацию, сформированную в сгибающем устройстве 638. Сгибающие штифты 640 и захват 644 для основания могут высвободить частично собранный картридж 300. В дальнейшем захват 646 для передачи может транспортировать частично собранный картридж 300 к сборочной каретке 506с и поместить этот частично собранный картридж в сборочную каретку 506с.
Таким образом, как показано на ФИГ. 13 и 14, подложка 312 резервуара может по меньшей мере частично обертывать частично собранный картридж 300 при его вставке в выемку 628 в первом гнезде 624. Таким образом, подложка 312 резервуара может быть продвинута в выемку 628 по мере вставки в нее частично собранного картриджа 300. В частности, направитель 308 потока может взаимодействовать с подложкой 312 резервуара и вжимать подложку резервуара по направлению вниз в выемку 628. По мере вжатия подложки 312 резервуара в выемку 628 зажим 632 (см., например, ФИГ. 11), который не показан на ФИГ. 13 и 14 в целях ясности, может высвобождать концы подложки резервуара, которая может операться в проходящей кверху конфигурации на противоположные стороны направителя 308 потока первой и второй противоположными сторонами 624а, 624b первого гнезда 624.
Как показано на ФИГ. 14, после размещения частично собранного картриджа 300 в выемке 628 рабочий орган 648 может прижимать подложку 312 резервуара к частично собранному картриджу 300 и вынимать этот частично собранный картридж из выемки. Рабочий орган 648 может содержать первый и второй зубцы 648а, 648b, которые могут быть выполнены с возможностью взаимодействия с подложкой 312 резервуара на противоположных боковых сторонах частично собранного картриджа 300. Зубцы 648а, 648b могут иметь размер и форму, которые соответствуют размеру и форме частично собранного картриджа 300 для способствования взаимодействию с ним.
Таким образом для прижатия подложки 312 резервуара к частично собранному картриджу 300 первое гнездо 624 может дополнительно задавать первое и второе отверстия 650а, 650b, находящиеся на первой и второй противоположных сторонах 624а, 624b первого гнезда 624. Следовательно, первый и второй зубцы 648а, 648b рабочего органа 648 могут проходить через первое и второе отверстия 650а, 650b в гнезде 624 для прижатия подложки 312 резервуара к частично собранному картриджу 300. После направления наружного корпуса 314 (см., например, ФИГ. 3) поверх подложки 312 резервуара с обеспечением взаимодействия с направителем 308 потока, основание 302 частично собранного картриджа 300 может быть вставлено по вертикали во второе гнездо 626.
На ФИГ. 15 показан один из вариантов реализации сборочной каретки 506d, использованной на сборочной дорожке 504d шестого сборочного участка 502f. Сборочная каретка 506d может иметь относительно большое количество приемников 652 по сравнению с другими вариантами реализации сборочных кареток 506, используемых системой 400 (см., например, ФИГ. 5). Таким образом, частично собранные картриджи 300 могут быть заполнены на шестом сборочном участке 502f композицией 328 предшественника аэрозоля (см, ФИГ. 5). Операции заполнения могут быть использованы на многих стадиях, так что может быть необходимо удерживать и заполнять относительно большое количество частично собранных картриджей 300 в каждой сборочной каретке 506d с тем, чтобы не отставать от других сборочных операций, которые могут проходить в относительно более быстром темпе. Например, в показанном варианте реализации сборочная каретка 506d выполнена с возможностью удержания двенадцати частично собранных картриджей 300, что в три раза превышает количество частично собранных картриджей 300, которое в показанном варианте реализации могут вмещать другие сборочные каретки 506. Следовательно, сборочные каретки 506d могут обеспечивать относительно медленный процесс заполнения путем перемещения относительно большого количества частично собранных картриджей.
На ФИГ. 16 показан способ сборки множества картриджей для устройства доставки аэрозоля. Как показано, способ может включать сборку множества компонентов картриджей друг с другом на множестве сборочных участков при выполнении операции 702. Сборка компонентов картриджа друг с другом при выполнении операции 702 может включать ввод во взаимодействие множества частично собранных картриджей, содержащих один или более компонентов картриджей, с соответствующей одной из одной или более сборочных кареток. Кроме того, сборка компонентов картриджа друг с другом при выполнении операции 702 может включать циркуляцию сборочных кареток по сборочной дорожке. Способ может дополнительно включать последовательную транспортировку каждого из частично собранных картриджей в отдельности по дорожке для передачи между парой сборочных участков при выполнении операции 704.
В некоторых вариантах реализации способа последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи при выполнении операции 704 может включать введение каждого из частично собранных картриджей во взаимодействие с соответствующей одной из одной или более кареток для передачи. Последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи при выполнении операции 704 может дополнительно включать вывод частично собранных картриджей из взаимодействия сосборочными каретками первого сборочного участка из пары сборочных участков и ввод этих частично собранных картриджей во взаимодействие с соответствующей одной из кареток для передачи. Кроме того, последовательная транспортировка каждого из частично собранных картриджей в отдельности по дорожке для передачи при выполнении операции 704 может включать вывод частично собранных картриджей из взаимодействия с каретками для передачи и ввод этих частично собранных картриджей во взаимодействие с одной из сборочных кареток второго сборочного участка из пары сборочных участков.
На ФИГ. 17 показан способ сборки картриджа для устройства доставки аэрозоля согласно дополнительному варианту реализации настоящего изобретения, приведенному в качестве примера. Как показано, способ может включать размещение частично собранного картриджа в первой ориентации в первом гнезде сборочной каретки при выполнении операции 802. Кроме того, способ может включать размещение частично собранного картриджа во второй ориентации, отличной от первой ориентации, во втором гнезде сборочной каретки при выполнении операции 804.
В некоторых вариантах реализации размещение частично собранного картриджа в первой ориентации в первом гнезде сборочной каретки при выполнении операции 802 может включать размещение в нем основания частично собранного картриджа таким образом, что этот частично собранный картридж образует по существу вертикальную конфигурацию. Кроме того, способ может включать прием и удержание атомайзера по существу в горизонтальной конфигурации во втором гнезде. Размещение частично собранного скомпонованного картриджа во второй ориентации во втором гнезде сборочной каретки при выполнении операции 804 может включать размещение этого частично собранного картриджа в выемке, выполненной с возможностью удержания этого частично собранного картриджа по существу в горизонтальной конфигурации. Размещение частично собранного картриджа в выемке может включать удержание этого частично собранного картриджа таким образом, что его первая нагревательная клемма и вторая нагревательная клемма находятся в контакте с нагревательным элементом атомайзера. Прием и удержание атомайзера по существу в горизонтальной конфигурации во втором гнезде может включать скрепление атомайзера на первой и второй противоположных сторонах частично собранного картриджа.
Еще в одном варианте реализации способ может дополнительно включать ввод подложки резервуара во взаимодействие с зажимом в первом гнезде. Размещение частично собранного картриджа в первой ориентации в первом гнезде при выполнении операции 802 может включать вставку этого частично собранного картриджа в выемку, при этом выемка выровнена и углублена по отношению к зажиму таким образом, что подложка резервуара по меньшей мере частично обертывает частично собранный картридж при вставке этого частично собранного картриджа в выемку. Ввод подложки резервуара во взаимодействие с зажимом может включать ввод этой подложки резервуара во взаимодействие с множеством зубцов, которые проходят с первой и второй противоположных сторон гнезда. Кроме того, способ может включать направление рабочего органа в первое и второе отверстия, находящиеся на первой и второй противоположных сторонах гнезда, и прижатие подложки резервуара к частично собранному картриджу рабочим органом. Ввод зубцов во взаимодействие с подложкой резервуара может включать прижатие подложки резервуара к первой и второй противоположным сторонам гнезда, при этом первая и вторая противоположные стороны расположены выше выемки.
Как может быть понятно, могут быть использованы и иные конкретные подсистемы, включенные в систему 400 (см, ФИГ. 4) и способ сборки картриджей 300. Таким образом, на ФИГ. 18 схематически показан альтернативный вариант реализации системы 400'. Как показано, система 400' может содержать сборочную подсистему 402 для сборки картриджей', подсистему 408 для заполнения картриджей', подсистему 412 для насаживания колпачков на картриджи' и подсистему 416' прикрепления этикеток к картриджам. Кроме того, система 400' может содержать упаковочную подсистему 420'. Упаковочная подсистема 420' может быть выполнена с возможностью упаковки готовых картриджей 300. Несмотря на то, что контроллер 417 и обследующая подсистема 418 не показаны по отдельности на ФИГ. 18, эти компоненты могут быть дополнительно включены в систему 400', как описано выше в отношении ФИГ. 4. Кроме того, следует отметить, что система 400' может осуществлять вышеописанные различные операции обследования и контроля качества, которые ниже повторно не описаны в целях краткости.
Подсистемы 402', 408', 412', 416', 420' могут соответственно содержать один или более сборочных участков 502a-g' (вместе называемых «сборочными участками 502'»). В варианте реализации, показанном на ФИГ. 18, сборочная подсистема 402 для сборки картриджей' разделена на три сборочных участка 502а-с'. Кроме того, каждая из подсистемы 408' для заполнения картриджей, подсистемы 412' для насаживания колпачков на картриджи, подсистемы 416' прикрепления этикеток к картриджам и упаковочной подсистемы 420' содержит соответственно сборочный участок 502d-g'.
Система 400' может быть предпочтительно выполнена с возможностью быстрого изготовления картриджей 300 при минимально необходимом взаимодействии с человеком. Таким образом, сборочные участки 502' могут быть выполнены с возможностью совместной сборки множества компонентов картриджей друг с другом и/или возможностью выполнения дополнительных функций в отношении картриджей 300. Таким образом, каждый сборочный участок 502' может содержать транспортер для транспортировки внутри участков, выполненный с возможностью транспортировки через него частично собранных картриджей по мере выполнения в их отношении различных операций. Таким образом, частично или полностью собранные картриджи 300 могут быть переданы транспортером для транспортировки внутри участков к каждому из сборочных участков 502' по мере сборки компонентов картриджей друг с другом или по мере выполнения в отношении этих компонентов картриджей иных операций.
В качестве примера первый сборочный участок 502а' может содержать поворотный стол 504а', на котором может быть размещено основание 302. В одном из вариантов реализации поворотный стол 504а' может содержать поворотное градуированное кольцо «NR1100» от компании «Weiss GMBH», Бюхен, Германия. Кроме того, в некоторых вариантах реализации основания 302 могут быть переданы на поворотный стол 504а' с использованием системы линейной подачи от компании «Vibratory Tooling & Repair, Inc.», Онтарио, Канада.
Поворотный стол 504а' может транспортировать основание 302 в различные места в первом сборочном участке 502а', на котором с этим основанием могут быть введены во взаимодействие дополнительные компоненты. В частности, клемма 304 для управляющего компонента может быть введена во взаимодействие с основанием 302, электронный управляющий компонент 306 может быть введен во взаимодействие с клеммой для управляющего компонента, а узел 322 направителя потока может быть введен во взаимодействие с основанием. Кроме того, узел 322 направителя потока может быть прикреплен к основанию (например, присоединен к нему ультразвуковой сваркой) на первом сборочном участке 502а'.
Однако проблемы, связанные с перемещением компонента, могут возникать во время процесса сварки. Таким образом, как показано на ФИГ. 19, в некоторых вариантах реализации основание 302 может быть размещено в сварочном приспособлении 500. Сварочное приспособление 500 может содержать корпус 501, задающий приемник, выполненный с возможностью взаимодействия с основанием 302, а также первую нагревательную клемму 320а, вторую нагревательную клемму 320b и клемму 304 для электронного управляющего компонента.
Таким образом, контакт между сварочным приемником 500 и основанием 302 и между сварочным приемником и клеммами 320а, 320b, 304 может стабилизировать каждый из компонентов частично собранного картриджа 300, и электронный управляющий компонент 306, который введен во взаимодействие с клеммой для управляющего компонента. Для обеспечения контакта основания 302 и клемм 320а, 320b, 304 в некоторых вариантах реализации часть корпуса 501 сварочного приспособления 500 может задавать размер и форму, по существу соответствующие размеру и форме соединителя 202 управляющего корпуса 200 (см, ФИГ. 2). Таким образом, когда направитель 308 потока прижат к основанию 302 в случае сварки этого направителя потока с указанным основанием, сварочное приспособление может жестко удерживать компоненты частично собранного картриджа 300 в необходимом положении и предотвращать взаимные перемещения. Однако сварочный приемник 500 может обеспечивать возможность некоторого перемещения между основанием 302 и направителем 308 потока в вариантах реализации, в которых ультразвуковую сварку используют таким образом, что необходимое тепло вырабатывается в результате их относительного перемещения между друг другом.
Следовательно, поворотный стол 504а' может размещать основание 302 с обеспечением ввода иных компонентов во взаимодействие с этим основанием и осуществлять в его отношении операции на первом сборочном участке 502а'. Однако в сборочных участках 502' могут быть использованы и различные другие варианты реализации транспортеров для транспортировки внутри участков. Например, как схематически показано на ФИГ. 18, третий сборочный участок 502с' может содержать поворотную дорожку 504с', к которой присоединены множество платформ 506с' для сборки подложек 312 резервуаров и наружных корпусов 314 с частично собранными картриджами 300, поскольку эти частично собранные картриджи классифицированы по поворотной дорожке. Как может быть понятно, система 400' может содержать транспортеры различных иных типов для транспортировки внутри участков, выполненные с возможностью транспортировки частично собранных картриджей 300 на сборочных участках 502', например конвейер (например, прямолинейный или ленточный), роботизированная рука, дорожка и каретка или каретки, пневматический транспортер или любой другой вариант реализации механизма, выполненного с возможностью транспортировки компонентов. Следовательно, могут быть использованы разные транспортеры для транспортировки внутри участков, выполненные с возможностью транспортировки частично собранных картриджей 300 на сборочных участках 502а', при этом они не будут подробно описаны в данном документе.
Как описано выше, электронный управляющий компонент 306 может быть введен во взаимодействие с клеммой 304 для управляющего компонента на первом сборочном участке 502а'. Однако проблемы, касающиеся статического электричества, накапливающегося на электронных управляющих компонентах 306, могут влиять на сборку картриджа 300 и/или его программирование. Таким образом, электростатический заряд, накапливающийся на электронных управляющих компонентах 306, может вызывать притягивание и связывание электронных управляющих компонентов друг с другом, что может усложнить разделение электронных управляющих компонентов перед их вводом во взаимодействие с соответствующей клеммой 304 для управляющего компонента. В качестве дополнения или альтернативы статическое электричество, накапливающееся на электронных управляющих компонентах 306, может разряжать их во время сборки или после нее, что может приводить к очистке их памяти или вызывать иные проблемы, связанные с сохранением информации на электронных управляющих компонентах.
Следовательно, как показано на ФИГ. 20, первый сборочный участок 502а' может содержать антистатическое устройство 508'. Несмотря на то, что на ФИГ. 20 показано одно антистатическое устройство 508', еще в одном варианте реализации могут быть использованы два или более из антистатических устройств. Антистатическое устройство 508' может быть выполнено с возможностью направления ионизированного воздуха на электронные управляющие компоненты 306 (см., например, ФИГ. 3) для нейтрализации любого статического заряда на них. Таким образом, электронные управляющие компоненты 306 могут быть первоначально размещены в накопителе 510' в случае их добавления к системе 400' (см, ФИГ. 18), а антистатическое устройство 508' может быть выполнено с возможностью направления ионизированного воздуха на размещенные в этом накопителе электронные управляющие компоненты. Таким образом, электростатический заряд на электронных управляющих компонентах 304 может быть устранен перед их отделением и перед программированием нижеследующих электронных управляющих компонентов в системе 400'. Одним из иллюстративных вариантов реализации антистатического устройства является ионизирующий нагнетатель воздуха «minION2» от компании «Simco-Ion» из г. Аламеда в штате Калифорния.
Как показано на ФИГ. 18, после ввода клеммы 304 для управляющего компонента, электронного управляющего компонента 306 и узла 322 направителя потока во взаимодействие с основанием 302 для формирования частично собранного картриджа 300, этот частично собранный картридж транспортируют ко второму сборочному участку 502b'. Таким образом, система 400' может содержать транспортеры для транспортировки между участками, выполненные с возможностью транспортировки частично и полностью собранных картриджей 300 между сборочными участками 502'. Например, система 400' может содержать транспортер 512a-f' для транспортировки между участками (вместе называемые «транспортерами для транспортировки между участками 512'»), размещенный между каждой парой сборочных участков 502'. Таким образом, после выполнения каждым сборочным участком 502' одной или более операций в отношении частично собранного картриджа 300 этот частично собранный картридж может быть передан к следующему сборочному участку посредством одного из транспортеров 512' для транспортировки между участками. Могут быть использованы различные варианты реализации транспортера 512' для транспортировки между участками. В качестве примера транспортеры 508' для транспортировки между участками могут содержать конвейер (например, прямолинейный или ленточный), поворотный стол, поворотную дорожку и платформу или платформы, роботизированную руку, дорожку и каретку или каретки, пневматический транспортер или любой другой вариант реализации механизма, выполненного с возможностью транспортировки компонентов.
В качестве примера на ФИГ. 21 показан один из вариантов реализации транспортера 512а' для транспортировки между первым сборочным участком 502а' и вторым сборочным участком 502b', в котором этот транспортер для транспортировки между участками содержит пневматический транспортер. Как показано, поворотный стол 504а' может транспортировать частично собранные картриджи 300 к системе 512а' транспортировки. Таким образом, частично собранные картриджи 300 могут быть разгружены с поворотного стола 504а' и размещены в пневматическом проводящем канале 514а', который может транспортировать частично собранные картриджи 300 ко второму сборочному участку 502b' с использованием линий 516а' для передачи. Например, сжатый воздух может продвигать частично собранные картриджи 300 через линии 516а' для передачи или же частично собранные картриджи могут быть проведены через линии для передачи посредством пониженного давления вблизи выпускного отверстия. Следует отметить, что несмотря на то, что в показанном варианте реализации пневматический проводящий канал 514а' задает относительно небольшой радиус, задающий путь, вдоль которого проходят частично собранные картриджи 300, в иных вариантах реализации его форма может изменяться. Например, в иных вариантах реализации пневматический проводящий канал 514а' может задавать относительно большой радиус, благодаря которому частично собранные картриджи 300 менее подвержены зажатию в нем. Использование пневматического транспортера для транспортировки между участками может быть необходимо в том отношении, что линии 516а' для передачи могут быть сформированы из пластика или иного эластичного материала, который может позволять прокладывать иные конструкции в обход и/или вдоль непрямолинейный путей относительно простым способом. Таким образом, частично собранные картриджи 300 могут быть относительно просто переданы в альтернативные места независимо от их положения. Таким образом, различные сборочные участки могут быть размещены необходимым образом без необходимости в их размещении в упорядоченной последовательности, соответствующей последовательности, в которой детали добавляют к частично собранным картриджам 300. Таким образом, транспортер 512а' для транспортировки между участками может обеспечивать дополнительную гибкость системы в части ее компоновки.
В некоторых вариантах реализации транспортер 512а' для транспортировки между участками может быть выполнен с возможностью транспортировки частично собранных картриджей 300 в боковом профиле. Другими словами, транспортер для транспортировки между участками может транспортировать частично собранные картриджи 300 таким образом, что эти частично собранные картриджи 300 перемещают в направлении, перпендикулярном их продольной оси. Таким образом, линии 516а' для передачи могут задавать профиль поперечного сечения, соответствующий боковому профилю частично собранного картриджа 300, выходящего из первого сборочного участка 502а'. Однако в иных вариантах реализации частично собранные картриджи 300 могут быть переданы через линии 516а' для передачи в направлении, параллельном их продольной оси.
Независимо от конкретного варианта реализации транспортера 512а' для транспортировки между используемыми участками, частично собранные картриджи 300 могут быть переданы ко второму сборочному участку 502b'. Как показано на ФИГ. 18, на втором сборочном участке 502b' атомайзеры 310 могут быть собраны с частично собранными картриджами 300.
На ФИГ. 22 показан один из иллюстративных вариантов реализации второго сборочного участка 502b'. Как показано, второй сборочный участок 502b' может содержать устройство 504b' для подачи исходного компонента. Устройство 504b' для подачи исходного компонента может быть выполнено с возможностью выдачи по существу непрерывного исходного компонента 518'. Таким образом, устройство 504b' для подачи исходного компонента может содержать барабан 520', с которого выдают по существу непрерывный исходный компонент 518'. Кроме того, второй сборочный участок 502b' может содержать устройство 522' для подачи узла. Устройство 522' для подачи узла может быть выполнено с возможностью обеспечения и размещения частично собранных картриджей 300 с обеспечением контакта с по существу непрерывным исходным компонентом 518' нижеописанным способом. Таким образом, второй сборочный участок 502b' может дополнительно содержать сварочное устройство 524', выполненное с возможностью сварки частично собранного картриджа 300 с по существу непрерывным исходным компонентом 518'.
На ФИГ. 23 показан увеличенный вид в разрезе второго сборочного участка 502b', при этом сварочное устройство 524' (см, ФИГ. 20) не показано. Как показано, второй сборочный участок 502b' может дополнительно содержать резак 526'. Резак 526' может быть выполнен с возможностью резки по существу непрерывного исходного компонента 518' для отделения атомайзера 310 (см., например, ФИГ. 3).
Таким образом, как показано на ФИГ. 24, устройство 504b' для подачи исходного компонента может содержать выдачной зажим 528' и концевой зажим 530'. Выдачной зажим 528' может содержать противолежащие захваты 528a', 528b'. Первый захват 528a' может содержать удлинитель 528а1', выполненный с возможностью прохождения под по существу непрерывным исходным компонентом 518', что обеспечивает направление этого по существу непрерывного исходного компонента 518' в положение захвата между противолежащими захватами 528a', 528b'. Аналогичным образом, концевой зажим 530' может содержать противолежащие захваты 530a', 530b', при этом первый захват 530a' содержит удлинитель 530а1', выполненный с возможностью прохождения под по существу непрерывным исходным компонентом 518', что обеспечивает направление по существу непрерывного исходного компонента 518' в положение захвата между противолежащими захватами 530a', 530b'.
Выдачной зажим 528' может быть выполнен с возможностью захвата по существу непрерывного исходного компонента 518' в начальном местоположении. Выдачной зажим 528', после захвата, может натягивать по существу непрерывный исходный компонент 518' путем перемещения в целом слева направо согласно показанной ориентации в удлиненное положение. Таким образом, концевой зажим 530' может захватить по существу непрерывный исходный компонент 518' рядом с его концом. В дальнейшем выданной зажим 528' может высвободить по существу непрерывный исходный компонент 528', совершить перемещение обратно в начальное местоположение (например, путем перемещения в целом справа налево согласно показанной ориентации) и захватить по существу непрерывный исходный компонент, как показано на ФИГ. 24. Следовательно, сегмент 520a' по существу непрерывного исходного компонента 518' может быть зажат между выданным зажимом 528' и концевым зажимом 530'.
Как показано, по существу непрерывный исходный компонент 518' может содержать множество нагревательных элементов 326, введенных во взаимодействие с по существу непрерывным элементом 324 транспортировки жидкости. Таким образом, выданной зажим 528' и концевой зажим 530' могут быть выполнены с возможностью зажатия по существу непрерывного исходного компонента 518' таким образом, что сегмент 520a' содержит один из нагревательных элементов 326. Следовательно, сегмент 520a' по существу непрерывного исходного компонента 518' может быть размещен с обеспечением взаимодействия с одним из узлов 300 частично собранного картриджа.
Таким образом, устройство 522' для подачи узла может быть выполнено с возможностью ввода первой нагревательной клеммы 320а и второй нагревательной клеммы 320b одного из частично собранных картриджей 300 во взаимодействие с одним из нагревательных элементов 326 в сегменте 520a' по существу непрерывного исходного компонента 518'. Например, как описано выше, частично собранный картридж 300 может дополнительно содержать основание 302 и направитель 308 потока, при этом первая нагревательная клемма 320а и вторая нагревательная клемма 320b проходят через направитель потока. Таким образом, устройство 522' для подачи узла может захватить частично собранные картриджи 300 таким образом, что первая нагревательная клемма 320а и вторая нагревательная клемма 320b открыты для взаимодействия с нагревательным элементом 326 в сегменте 520a' по существу непрерывного исходного компонента 518'. Как показано, устройство 522' для подачи узла может содержать по меньшей мере один рабочий орган 532', выполненный с возможностью взаимодействия с основанием 302 частично собранного картриджа 300. В некоторых вариантах реализации рабочий орган 532' может быть выполнен с возможностью приложения отрицательного давления к основанию 302 частично собранного картриджа 300 для удержания этого частично собранного картриджа во взаимодействии с этим рабочим органом при перемещении устройства 522' для подачи узла.
Кроме того, как показано на ФИГ. 23, устройство 522' для подачи узла может содержать поворотный транспортер 534' (например, поворотное колесо), выполненный с возможностью поворотной транспортировки частично собранных картриджей 300. Рабочие органы 532' могут быть соединены с поворотным транспортером 534'. Таким образом, поворотный транспортер 534' может совершать поворот таким образом, что первая нагревательная клемма 320а и вторая нагревательная клемма 320b входят во взаимодействие с одним из нагревательных элементов 326, как показано на ФИГ. 24.
После того, как первая нагревательная клемма 320а и вторая нагревательная клемма 320b частично собранного картриджа 300 взаимодействуют с нагревательным элементом 326 в сегменте 520a' по существу непрерывного исходного компонента 518', сварочное устройство 524' (см, ФИГ. 22) может сваривать нагревательные клеммы с нагревательным элементом. В некоторых вариантах реализации сварочное устройство 524' может содержать устройство 536' для лазерной сварки, как показано на ФИГ. 22. Устройство 536' для лазерной сварки может быть выполнено с возможностью создания лазерного луча 538', который может быть направлен на первую нагревательную клемму 320а и вторую нагревательную клемму 320b или нагревательный элемент 326 для нагрева нагревательных клемм для их сварки с этому нагревательному элементу (см., например, ФИГ. 24).
Как дополнительно показано на ФИГ. 22, в некоторых вариантах реализации устройство 536' для лазерной сварки может быть выполнено с возможностью направления лазерного луча 538' в любое место в пространстве 540' (например, задающем площадь или объем). Например, устройство 536' для лазерной сварки может быть скреплено с приводами или иным образом выполнено с возможностью перемещения для направления лазерного луча 538' на первую нагревательную клемму 320а и вторую нагревательную клемму 320b (см., например, ФИГ. 24). В качестве альтернативы сварочное устройство 524' может быть выполнено с возможностью фокусирования лазерного луча 538' в пределах пространства 540'.
Таким образом, устройство 536' для лазерной сварки может содержать регулируемую оптическую линзу 542', выполненную с возможностью фокусирования лазерного луча 538' в пределах пространства 540'. Таким образом, сварочное устройство 524' может фокусировать лазерный луч 538' на первую нагревательную клемму 320а и вторую нагревательную клемму 320а частично собранного картриджа 300 или соответствующие части нагревательного элемента 326 (см., например, ФИГ. 24). Кроме того, в результате применения регулируемая оптическая линза 542', устройство 536' для лазерной сварки, первая нагревательная клемма 320а и вторая нагревательная клемма 320b могут оставаться неподвижными при сварке первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов 326 (см., например, ФИГ. 24) или между сваркой первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов 326. При использовании регулируемой оптической линзы 542', а не приводов, выполненных с возможностью перемещения устройства 536' для лазерной сварки, могут быть предотвращены проблемы, связанные с быстрым и точным перемещением. Таким образом, может быть улучшена производительность второго сборочного участка 502b'. В одном из вариантов реализации устройство 536' для лазерной сварки может содержать лазер «TruPulse» от компании «TRUMPF, Inc.» из г. Плимут Тауншип из штата Мичиган. Кроме того, регулируемая оптическая линза 542' могут содержать программируемые фокусирующие оптические средства «PFO20» от компании «TRUMPF, Inc.».
Следовательно, первая нагревательная клемма 320а и вторая нагревательная клемма 320b могут быть сварены с нагревательным элементом 326 в конфигурации, показанной на ФИГ. 24. После завершения сварки резак 526' может разрезать по существу непрерывный исходный компонент 518' между выдачным зажимом 528' и концевым зажимом 530'. Таким образом, сегмент 520a' по существу непрерывного исходного компонента 518' может быть отрезан от по существу непрерывного исходного компонента 518' для отделения одного из нагревательных элементов 326, к которым прикреплены первая нагревательная клемма 320а и вторая нагревательная клемма 320b, и соответствующего сегмента элемента 324 транспортировки жидкости.
Следует отметить, что резка по существу непрерывного исходного компонента 518' после сварки нагревательного элемента 326 и первой и второй нагревательным клеммам 320а, 320b может обеспечивать преимущества по сравнению с отделением атомайзера 310 (см., например, ФИГ. 3) перед сваркой нагревательного элемента с нагревательными клеммами. Таким образом, устройство 504b' для подачи исходного компонента может быть использовано не только для выдачи по существу непрерывного исходного компонента 518', но и для удержания своего сегмента 520a', который сварен с первой и второй нагревательными клеммами 320а, 320b во время процесса сварки. Таким образом, устройство 504b' для подачи исходного компонента может выполнять множество функций, что может уменьшить затраты и сложность второго сборочного участка 502b'.
Кроме того, путем резки по существу непрерывного исходного компонента 518' после сварки атомайзера 310 и первой и второй нагревательными клеммами 320а, 320b устройство 504b' для подачи исходного компонента может жестко захватывать по существу непрерывный исходный компонент 518' в процессе сварки. Таким образом, в вариантах реализации, в которых атомайзер 310 отделяют перед сваркой, длина элемента 324 транспортировки жидкости задает границы, в которых может быть захвачен атомайзер. В отличие от этого, в случае, когда сегмент 520a' все еще взаимодействует с по существу непрерывным исходным компонентом 518', этот по существу непрерывный исходный компонент может быть захвачен в любом месте вдоль него.
Например, как показано на ФИГ. 24, выданной зажим 528' может захватить по существу непрерывный исходный компонент 518' за пределами сегмента 520a', который необходимо от него отрезать, после его сварки с первой и второй нагревательными клеммами 320а, 320b. Как дополнительно показано на ФИГ. 24, выдачной зажим 528' может содержать множество групп захватов 544'. Таким образом, использование множества групп захватов 544' может позволять захватывать по существу непрерывный исходный компонент 518' во множестве находящихся вдоль него мест, так что этот по существу непрерывный исходный компонент оказывается более жестко захвачен. Кроме того, захваты 544' могут быть выполнены таким образом, что они окружают и стабилизируют нагревательный элемент 326 в процессе выдачи. Таким образом, по существу непрерывный исходный компонент 518' может быть захвачен для обеспечения возможности плотного прижатия первой и второй нагревательных клемм 320а, 320b к нагревательному элементу 326 в процессе сварки для обеспечения стыкового контакта, который облегчает формирование между ними прочного сварного соединения.
Следовательно, частично собранный картридж 300 может содержать атомайзер 310 (см, ФИГ. 3) в результате выполнения вышеописанных операций сварки и резки. В дальнейшем второй сборочный участок 502b' может работать циклами для присоединения дополнительных атомайзеров к другим частично собранным картриджам. Таким образом, концевой зажим 530' может открываться для высвобождения конца отделяемого атомайзера 310. В дальнейшем поворотный транспортер 534' устройства 522' для подачи узла может совершать поворот таким образом, что частично собранный картридж 300, содержащий атомайзер 310, перемещают по направлению от по существу непрерывного исходного компонента 518'. В дальнейшем выдачной зажим 528' может снова начать вышеописанный цикл путем перемещения по существу слева направо согласно ориентации, показанной на ФИГ. 24, из начального места расположения в удлиненное положение для обеспечения возможности входа концевого зажима 530' во взаимодействие с по существу непрерывным исходным компонентом 518'. В дальнейшем выдачной зажим 522' может совершить перемещение влево в начальное место расположения, в процессе которого поворотный транспортер 534' может совершить поворот дополнительно для размещения дополнительного частично собранного картриджа 300 в контакте с по существу непрерывным исходным компонентом 518' в нагревательном элементе 326, как показано на ФИГ. 24. Следовательно, может быть итерационно повторен процесс сварки атомайзеров 310 с первой и второй нагревательными клеммами 320а, 320b частично собранных картриджей 300.
Как показано на ФИГ. 25, в некоторых вариантах реализации второй сборочный участок 502b' может дополнительно содержать второе устройство 504b для подачи исходного компонента» и второе устройство 522'' для подачи узла. Второе устройство 504b для подачи исходного компонента» может быть выполнено с возможностью выдачи второго по существу непрерывного исходного компонента 518'', содержащего множество нагревательных элементов 326, введенных во взаимодействие с по существу непрерывным элементом 324 транспортировки жидкости. Второе устройство 522'' для подачи узла может быть выполнено с возможностью ввода первой нагревательной клеммы 320а и второй нагревательной клеммы 320b частично собранных картриджей 300 во взаимодействие с одним из нагревательных элементов 326 путем последовательной транспортировки частично собранных картриджей с обеспечением взаимодействия с ними.
Таким образом, второе устройство 504b'' для подачи исходного компонента может быть по существу тем же самым и может содержать те же самые компоненты, что и устройство 504b' для подачи исходного компонента. Кроме того, второе устройство 504b'' для подачи исходного компонента може быть по существу тем же самым и может содержать те же самые компоненты, что и устройство 504b' для подачи исходного компонента. Следовательно, устройства 504b', 504b'' для подачи исходного компонента и устройства 522', 522'' для подачи узла могут размещать частично собранные картриджи 300 с обеспечением контакта с по существу непрерывными исходными компонентами 518', 518''. Таким образом, первая и вторая нагревательные клеммы 320а, 320b частично собранных картриджей 300 могут быть сварены с нагревательными элементами 326 в обоих из по существу непрерывных исходных компонентов 518', 518''.
Как описано выше в отношении ФИГ. 22 и ФИГ. 24, использование регулируемой оптической линзы 542' может позволять быстро фокусировать лазерный луч 538' на первую нагревательную клемму 320а и вторую нагревательную клемму 320b или соответствующие части нагревательного элемента 326. Кроме того, использование регулируемой оптической линзы 542' может обеспечивать дополнительные преимущества. Например, ввиду того, что регулируемая оптическая линза 542' выполнена с возможностью направления лазерного луча 538' в пределах пространства 540', сварочное устройство 524' может быть использовано для сварки частично собранных картриджей с обоими по существу непрерывными исходными компонентами 518', 518'', показанным на ФИГ. 25. Таким образом, устройства 504b', 504b'' для подачи исходного компонента могут быть выполнены с возможностью размещения обоих по существу непрерывных исходных компонентов 518', 518'' в пространстве 540', в котором сварочное устройство 524' может направлять лазер 538' (см, ФИГ. 22). Кроме того, устройства 522', 522'' для подачи узла могут быть выполнены с возможностью размещения частично собранных картриджей 300 таким образом, что нагревательные клеммы 320а, 320b находятся в пространстве 540', в котором сварочное устройство 524' может направлять лазер 538' (см, ФИГ. 22).
Следовательно, в некоторых вариантах реализации один сварочный аппарат (например, сварочное устройство 524') может быть использован для сварки двух сборочных линий частично собранных картриджей 300, направленных через второй сборочный участок 502b'. Аналогичным образом, в некоторых вариантах реализации один резак (например, резак 526') может быть использован для резки по существу непрерывных исходных компонентов 518', 518''. Таким образом, в некоторых вариантах реализации первое устройство 522' для подачи узла и первое устройство 504b' для подачи исходного компонента могут не быть синхронизированы со вторым устройством 522'' для подачи узла и вторым устройством 504b'' для подачи исходного компонента, так что сварочное устройство 524' и/или резак 526' могут попеременно выполнять операции в отношении первого по существу непрерывного исходного компонента 518' и второго по существу непрерывного исходного компонента 518''. Использование одного сварочного устройства и/или одного резака может уменьшить затраты и сложность второго сборочного участка 502b'. Однако, как может быть понятно, в иных вариантах реализации на втором сборочном участке могут быть использованы множество сварочных устройств и/или резаков.
Следует отметить, что несмотря на то, что нагревательный элемент 326, описанный в данном документе, прикреплен к нагревательным клеммам 320а, 320b с использованием сварки лазером, при этом могут быть использованы и иные способы сварки, такие как электродуговая сварка, сварка плавящимся электродом в инертном газе (MIG), сварка вольфрамовым электродом в инертном газе (TIG), сварка плазмой и т.п. В частности, нагревательные элементы могут быть прикреплены к нагревательным клеммам другими способами, например путем соединения спайкой и путем механического соединения. Следовательно, следует понимать, что различные другие варианты реализации способов соединения и соответствующего оборудования могут быть использованы без выхода за пределы объема настоящего изобретения.
Следовательно, как показано на ФИГ. 18 и как описано выше, атомайзеры 310 могут быть соединены с частично собранными картриджами 300, при этом частично собранные картриджи может быть направлены к третьему сборочному участку 502с' с использованием второго транспортера 512b' для транспортировки между участками. Подложка 312 резервуара и наружный корпус 314 могут быть введены во взаимодействие с каждым из частично собранных картриджей 300 на третьем сборочном участке 502с'. Следовательно, третий сборочный участок 502с' может содержать оборудование, выполненное, в частности, с возможностью сборки подложки 312 резервуара и наружного корпуса 314 с частично собранными картриджами 300.
Как описано выше в отношении ФИГ. 18, третий сборочный участок 502с' может содержать поворотную дорожку 504с', к которой присоединены множество платформ 506с'. Платформы 506с' могут быть выполнены с возможностью транспортировки частично собранных картриджей 300 по мере присоединения к ним подложек 312 резервуаров и наружных корпусов 314. На ФИГ. 26 показан увеличенный вид в разрезе одной из платформ 506с', введенной во взаимодействие с поворотной дорожкой 504с'.
Как показано на ФИГ. 26, к платформам 506с' могут быть присоединены один или более сборочных захватов 546', которые могут захватывать частично собранные картриджи 300. Как может быть понятно, могут изменяться как конкретные компоненты сборочных захватов 546', так и точный способ, согласно которому сборочные захваты захватывают частично собранные картриджи 300. Однако вариант реализации сборочных захватов 546', описанных в данном документе, может обеспечивать преимущества в виде обеспечения возможности осуществления последовательных операций открытия и закрытия, которые могут облегчить захват тонких и/или гибких компонентов частично собранных картриджей 300, которые могут совершать перемещение при захвате. Кроме того, использование сборочных захватов 546' может облегчить соединение подложки 312 резервуара и наружного корпуса 314 с частично собранным картриджем 300 (см., например, ФИГ. 18), как описано ниже.
Таким образом, в одном из иллюстративных вариантов реализации каждый сборочный захват 546' может содержать множество зажимов 548А-С' (в целом совместно называемых зажим или зажимы 548''). Каждый зажим 548' может содержать первый палец 550' и второй палец 552'. Как показано на ФИГ. 26, зажимы 548' могут быть выполнены с возможностью захвата частично собранных картриджей 300, содержащих направитель 308 потока, атомайзер 310, первую нагревательную клемму 320а и вторую нагревательную клемму 320b, при этом первая нагревательная клемм а и вторая нагревательная клемма соединены с атомайзером.
Каждый сборочный захват 546' может дополнительно содержать корпус 554', к которому шарнирно присоединены зажимы 548'. Корпус 554' может быть выполнен в виде единого целого или может содержать множество деталей, которые могут быть размещены между зажимами 548'. Корпус 554' может задавать по меньшей мере одно входное отверстие 556'. Входное отверстие 556' может быть выполнено с возможностью размещения в нем штифта-ограничителя 558' (см., например, ФИГ. 27) для открытия зажимов 548'.
Таким образом, на ФИГ. 27 схематически показаны зажимы 548' в открытой конфигурации. Как показано на ФИГ. 27, в случае, когда штифт-ограничитель 558' размещен во входном отверстии 556', этот штифт-ограничитель может контактировать с внутренними поверхностями зажимов 548'. Первый палец 550' может быть шарнирно присоединен к корпусу 554' посредством первого шарнира 560', а второй палец 552' может быть шарнирно присоединен к корпусу посредством второго шарнира 562'. Следовательно, контакт между внутренними поверхностями пальцев 550', 552' зажимов 548' может вызывать шарнирное открытие зажимов в положение, показанное на ФИГ. 27.
Каждый сборочный захват 546' может содержать множество зажимов 548'. Например, в варианте реализации, показанном на ФИГ. 26, сборочный захват 546' содержит верхний зажим 548А', средний зажим 548В' и нижний зажим 548С'. Вставка штифта-ограничителя 558' может быть выполнена с обеспечением взаимодействия и последовательного открытия зажимов 548' по мере того ввода этот штифта-ограничителя во взаимодействие с этими зажимами.
Как показано на ФИГ. 27, в некоторых вариантах реализации штифт-ограничитель 558' может задавать конический кончик 562'. Конический кончик 562' может облегчить взаимодействие штифта-ограничителя 558' с зажимами 548' путем постепенной запрессовки зажимах с наружной стороны в процессе вставки этого штифта-ограничителя. В иных вариантах реализации в качестве дополнения или альтернативы зажимы 548' могут задавать сужающие внутренние поверхности, с которыми штифт-ограничитель 558' взаимодействует и которые выполняют те же самые функции, что и конический кончик 562', как описано в данном документе.
На ФИГ. 28 схематически показано последовательное открытие зажимов 548' при вставке штифта-ограничителя 558'. Таким образом, высота штифта-ограничителя 558' показана по отношению к этим зажимам 548' и соответствующей ширине бокового отверстия зажимов. Как показано, штифт-ограничитель 558' может быть направлен по направлению вверх через входное отверстие 556' (см., например, ФИГ. 27). Таким образом, нижний зажим 548С может начать открываться первым, при этом после этого могут начать последовательно открываться средний и верхний зажимы 548В', 548А' в указанном порядке.
После полной вставки штифта-ограничителя 558' зажимы 548' могут быть разведены в открытой конфигурации, как показано на ФИГ. 27 и 29. Таким образом, частично собранный картридж 300 может быть размещен между пальцами 550', 552' зажимов 548'. Например, платформа 506с' (см, ФИГ. 26) может иметь приемник 564' в каждом сборочном захвате 546'. Приемник 564' может быть выполнен с возможностью размещения в нем основания 302 частично собранного картриджа 300.
Таким образом, как показано на ФИГ. 29, частично собранный картридж 300 может быть направлен в приемник 564', а пальцы 550', 552' зажимов 548' могут находиться в открытой конфигурации. Таким образом, сборочный зажим 566' может быть выполнен с возможностью взаимодействия с частично собранным картриджем 300. Сборочный зажим 566' может содержать множество зажимающих частей 568', 570'', которые могут взаимодействовать с размещенным между ними частично собранным картриджем 300.
Как показано на ФИГ. 30, после размещения частично собранного картриджа 300 в приемнике 564', сборочный зажим 566' может высвободить этот частично собранный картридж 300. Таким образом, зажимающие части 568', 570' сборочного зажима 566' могут разделяться для высвобождения частично собранного картриджа 300. Таким образом, сборочный зажим 566' может быть отводен из сборочного захвата 546'.
Как показано на ФИГ. 29, сборочный зажим 566' может взаимодействовать с частично собранным картриджем 300 таким образом, что элемент 324 транспортировки жидкости оказывается изогнутым книзу вдоль сторон направителя 308 потока. Элемент 324 транспортировки жидкости может быть выполнен по меньшей мере частично упругим. Таким образом, как показано на ФИГ. 30, в случае, когда сборочный зажим 566' высвобождает частично собранный картридж 300, элемент 324 транспортировки жидкости может сгибаться частично обратно в открытую конфигурацию. Однако концы элемента 324 транспортировки жидкости могут контактировать с зажимами 548 таким образом, что этот элемент транспортировки жидкости не возвращается полностью в прямолинейную конфигурацию.
Таким образом, как показано на ФИГ. 31, в случае, когда зажимы 548' перемещены в закрытую конфигурацию, элемент 324 транспортировки жидкости может быть согнут вдоль сторон направителя 308 потока. В частности, штифт-ограничитель 558' может быть отведен вниз через входное отверстие 556' (см., например, ФИГ. 26). Таким образом, зажимы 548' могут быть прижаты к частично собранному картриджу 300.
Таким образом, в случае, когда штифт-ограничитель 558' отведен наружу через входное отверстие 556' в корпусе 554' (см., например, ФИГ. 25 и 26), пальцы 550', 552' зажимов 548' могут быть прижаты к частично собранному картриджу 300. Например, как показано на ФИГ. 32, первый палец 550' может быть введен во взаимодействие с первой пружиной 572', а второй палец 552' может быть введен во взаимодействие со второй пружиной 574'. Таким образом, в случае, когда штифт-ограничитель 558' (см., например, ФИГ. 31) отведен, зажимы 548' могут последовательно закрываться и прижиматься к частично собранному картриджу 300. В частности, как показано на ФИГ. 31, сначала может закрываться верхний зажим 548А', а за ним уже могут закрываться средний зажим 548В' и нижний зажим 548С'. При закрытии зажимов в этой последовательности элемент 324 транспортировки жидкости может быть прижат к направителю 308 потока таким образом, что концы этого элемента транспортировки жидкости находятся в плотном контакте с направителем потока.
Таким образом, элемент 324 транспортировки жидкости может быть плотно прижат к сторонам направителя 308 потока. Пружины 572', 574' могут быть сжаты в открытой конфигурации, показанной на ФИГ. 27, и закрытой конфигурации, показанной на ФИГ. 32. Таким образом, пружины 572', 574' могут прижиматься к пальцам 550', 552' в закрытой конфигурации для удержания этих пальцев во взаимодействовии с частично собранным картриджем 300.
Размещение элемента 324 транспортировки жидкости в согнутой конфигурации вдоль сторон направителя 308 потока может обеспечить возможность обертывания элемента транспортировки жидкости подложкой 312 резервуара (см., например, ФИГ. 3), как описано ниже. Таким образом, поворотная дорожка 504с' может инкрементировать положение платформ 506с' (см., например, ФИГ. 26) таким образом, что частично собранный картридж 300 оказывается размещенным с взаимодействия с подложкой 312 резервуара на этой повротной дорожке (см., например, ФИГ. 3).
Следовательно, сборочный захват 546' может быть подготовлен для приема подложки 312 резервуара (см., например, ФИГ. 3). Таким образом, зажимы 548' могут вернуться в открытую конфигурацию. Например, как показано на ФИГ. 33, штифт-ограничитель 576' может быть вставлен через входное отверстие 556' для последовательного открытия зажимов 548'. В некоторых вариантах реализации штифт-ограничитель 576' может быть вставлен по направлению вверх через входное отверстие 556' для открытия зажимов 548'.
После открытия зажимов 548' частично собранный картридж 300 может быть стабилизирован. Таким образом, как показано на ФИГ. 34, колпачок 578' может быть введен во взаимодействие с верхней частью частично собранного картриджа 300, при этом зажимы 548' находятся в открытой конфигурации. Таким образом, колпачок 578' в сочетании с приемником 564' могут стабилизировать частично собранный картридж 300.
Следовательно, как показано на ФИГ. 33, захват 580' для подложки может взаимодействовать с подложкой 312 резервуара. Подложка 578' резервуара может содержать кусок материала, который может быть отрезан от по существу непрерывного исходного компонента подложки резервуара с использованием, например, ультразвукового резака. Использование ультразвукового резака может по существу обеспечивать уплотнение концов подложки 578' резервуара для предотвращения возникновения проблем, связанных с отставшими волокнами в подложке 578' резервуара. Кроме того, в некоторых вариантах реализации устройство для ультразвуковой сварки может быть использовано для соединения двух концов двух рулонов по существу непрерывного исходного компонента подложки резервуара таким образом, что непрерывный исходный компонент подложки резервуара обеспечен на третьем сборочном участке 502с' для предотвращения нежелательных остановок.
Для взаимодействия с подложкой 312 резервуара захват 580' для подложки может содержать один или более выступов 582'. Например, выступы 582' могут содержать внутренний выступ 584' и наружный выступ 586'. По меньшей мере один из выступов 582' может быть выполнен с возможностью приложения отрицательного давления к подложке 312 резервуара. Таким образом, по меньшей мере один из выступов 582' может содержать напорное отверстие 588', выполненное с возможностью приложения отрицательного давления к подложке 312 резервуара для удержания этой подложки резервуара во взаимодействии с ним. В показанном варианте реализации внутренний выступ 584' содержит напорное отверстие 588' в качестве примера. Таким образом, как описано ниже, внутренний выступ 584' может сохранять по существу неподвижное состояние по отношению к подложке 312 резервуара благодаря сохранению взаимодействия с ней во время обеспечения обертывания частично собранного картриджа 300 подложкой резервуара, при этом наружные выступы 586' могут совершать перемещение по отношению к подложке резервуара при обертывании подложкой этого частично собранного картриджа 300.
Следовательно, как показано на ФИГ. 33, захват 580' для подложки может размещать подложку 312 резервуара в контакте с частично собранным картриджем 300. В дальнешем захват 580' для подложки может обеспечивать обертывание частично собранного картриджа 300 подложкой 312 резервуара, как показано на ФИГ. 35. Таким образом, наружные выступы 586' могут проходить вокруг частично собранного картриджа 300 в случае, когда внутренний выступ 584' направляет подложку 312 резервуара с обеспечением контакта с частично собранным картриджем. Кроме того, наружные выступы 586' могут проходить внутрь по направлению друг к другу таким образом, что подложка 312 резервуара обертывает частично собранный картридж 300.
Как показано на ФИГ. 36, колпачок 578' может сниматься и выходить из взаимодействия с частично собранным картриджем 300 после его обертывания подложкой 312 резервуара с использованием захвата 580' для подложки. Кроме того, как показано на ФИГ. 37, сборочный захват 546' может совершать перемещение в закрытое положение по мере вытягивания штифта-ограничителя 576' (см, ФИГ. 35) из входного отверстия 556'. Таким образом, сборочный захват 546' может взаимодействовать с захватом 580' для подложки таким образом, что подложка резервуара удерживается на месте в отношении частично собранного картриджа 300.
Следовательно, как показано на ФИГ. 38, захват 580' для подложки может высвободить подложку 312 резервуара после закрытия зажимов 548'. Как показано на ФИГ. 36, выступы 582' захвата 580' для подложки могут входить в зацепление с зажимами 548' сборочного захвата 546' в случае, когда сборочный захват и захват для подложки взаимодействуют с подложкой 312 резервуара. Таким образом, между зажимами 548' сборочного захвата 546' могут быть образованы один или более промежутков 590'. Таким образом, один или более из выступов 582' захвата 580' для подложки могут быть размещены в промежутках 590' в случае, когда сборочный захват 546' зажимает подложку 312 резервуара. Таким образом, во время отведения захвата 580' для подложки после зажатия подложки 312 резервуара посредством сборочного захвата 546', этот захват для подложки может быть отводен по направлению от частично собранного картриджа 300 и может вернуться обратно в первоначальное положение и конфигурацию для приема подложки 312 резервуара для следующего частично собранного картриджа 300. Таким образом, выступы 582' захвата 580' для резервуара могут отводиться через промежутки 590' (см. ФИГ. 36) таким образом, что сборочный захват 546' может оставаться во взаимодействовии с частично собранным картриджем 300, при этом захват 580' для подложки выходит из взаимодействия с этим частично собранным картриджем и отводится от него.
После добавления подложки 312 резервуара к частично собранному картриджу 300 наружный корпус 314 может быть введен во взаимодействие с этой подложкой резервуара. Таким образом, на ФИГ. 39 схематически показано крепление наружного корпуса 314 к частично собранному картриджу 300. Как показано, поворотная дорожка 504с' (см, ФИГ. 18) может направлять платформу 506с' к устройству 592' для присоединения наружного корпуса. Устройство 592' для присоединения наружного корпуса может содержать штифт-ограничитель 594' и захват 596' для наружного корпуса. Штифт-ограничитель 594' может быть соединен с захватом 596' для наружного корпуса таким образом, что они совершают перемещение одновременно друг с другом.
Как показано на ФИГ. 39, устройство 592' для присоединения наружного корпуса может направлять штифт-ограничитель 594' вниз во входное отверстие 556', а захват 596' для наружного корпуса может направлять наружный корпус 314 поверх частично собранного картриджа 300. Штифт-ограничитель 594' может содержать конический кончик 598' или зажимы 548' могут быть заужены на своих внутренних поверхностях, как описано выше. Таким образом, штифт-ограничитель 594' может постепенно и последовательно открывать каждый из зажимов 548' таким образом, что наружный корпус 314 направлен поверх частично собранного картриджа 300, так что зажимы не создают помехи при взаимодействии с ним.
Этот способ работы все еще может позволять зажимам 548' зажимать подложку 312 резервуара во время процесса взаимодействия с наружным корпусом 314. Таким образом, в случае, когда верхний зажим 548А' полностью открыт, а наружный корпус 314 направлен по меньшей мере частично поверх частично собранного картриджа 300, средний зажим 548В' и нижний зажим 548С' могут быть по меньшей мере частично закрыты и могут взаимодействовать с подложкой 312 резервуара с тем, чтобы способствовать удержанию этой подложки резервуара в необходимом положении. Следовательно, последовательное открытие зажимов 548 при одновременном направлении наружного корпуса 314 поверх частично собранного картриджа 300 может способствовать соединению наружного корпуса с указанным частично собранным картриджем без перемещения этой подложки 312 резервуара из необходимого положения. Таким образом, если подложка 312 резервуара была сдвинута из своего местоположения, она может проходить между наружным корпусом 314 и основанием 302, что может обеспечивать необходимый внешний вид и/или потенциально вызвать вытекание жидкости из частично собранного картриджа.
После добавления наружного корпуса 314 к частично собранному картриджу 300, этот наружный корпус может быть сварен с этим частично собранным картриджем. Например, наружный корпус 314 может быть прикреплен к направителю 308 потока и/или основанию 302. В качестве дополнительного примера наружный корпус 314 может быть сваренультразвуком с направителем 308 потока и/или основанием 302. Однако, как может быть понятно, в иных вариантах реализации наружный корпус 314 может быть прикреплен к остальной части частично собранного картриджа 300 различными иными способами.
На ФИГ. 40 показана сварка наружного корпуса 314 с основанием 302. В качестве альтернативы или дополнения наружный корпус 314 может быть сварен с направителем 308 потока (см., например, ФИГ. 3), как описано выше. Как показано, сварочный зажим 654' может удерживать частично собранный картридж 300 в необходимом положении при ультразвуковой сваркенаружного корпуса 314 с основанием 302. Сварочный зажим 654' может содержать противолежащие захваты 656а', 656b' для картриджа. Захваты 656а', 656b' для картриджа могут быть выполнены с возможностью входа в зацепление с первыми пальцами 550' и вторыми пальцами 552'сборочного захвата 546'. Пальцы 550', 552' сборочного захвата 546' могут быть частично открыты для выхода из контакта с частично собранным картриджем 300, но при этом они могут находиться в непосредственной близости от этого частично собранного картриджа.
Таким образом, как показано на ФИГ. 41, первый захват 656а' для картриджа может содержать выступы 658а', которые входят зацепление с первыми пальцами 550' (см., например, ФИГ. 40) сборочного захвата 546'. Аналогичным образом, как показано на ФИГ. 42, второй захват 656b' для картриджа может содержать один или более входящих в зацепление выступов 658b', которые входят в зацепление со вторыми пальцами 552' сборочного захвата 546' (см., например, ФИГ. 40). Следовательно, как показано на ФИГ. 40, сварочный зажим 654' может зажимать частично собранный картридж 300.
В частности, как показано на ФИГ. 41, первый захват 656а' для картриджа может содержать выступ 660а' для основания. Аналогичным образом, как показано на ФИГ. 42, второй захват 672b' для картриджа может содержать выступ 660b' для основания. Таким образом, как показано на ФИГ. 40, выступы 660а', 660b' для основания противолежащих захватов 656а', 656b' для картриджа могут взаимодействовать с обеспечением жесткого захвата основания 302. Кроме того, как показано на ФИГ. 41, первый захват 656а' для картриджа может содержать выступ 662а' для наружного корпуса и, как показано на ФИГ. 42, второй захват 656b' для картриджа может содержать выступ 662b' для наружного корпуса.
Как описано выше, первые пальцы 550' и вторые пальцы 552'сборочного захвата 546' могут высвобождаться из частично собранного картриджа 300 во время операции сварки с тем, чтобы не задевать его. Таким образом, может быть необходимо обеспечить наличие у наружного корпуса 314 заданной степени свободы для перемещения по отношению к основанию 302 для обеспечения возможности ульразвуковых вибраций для создания тепла на уровне, достаточном для оплавления одного из наружного корпуса 314 и основания 302 или их обоих на стыке между ними и формирования сварного соединения. Однако слишком болльшая степень свободы перемещения наружного корпуса 314 по отношению к основанию 302 может привести к отсутствию выравнивания между ними.
В связи с этим основание 302 может быть жестко захвачено между выступами 660а', 660b' для основания, при этом входящие в зацепление выступы 658а', 658b' и выступы 662а', 662b' для наружного корпуса могут захватывать с возможностью высвобождения наружный корпус 314. Таким образом, расстояние между выступом 662а' для наружного корпуса первого захвата 656а' для картриджа и выступом 662b' для наружного корпуса второго захвата 656b' для картриджа может превышать расстояние между выступом 660а' для основания первого захвата для картриджа и выступом 660b' для основания второго захвата для картриджа. Кроме того, расстояние между выступом 662а' для наружного корпуса первого захвата 656а' для картриджа и выступом 662b' для наружного корпуса второго захвата 656b' для картриджа больше размера расположенного между ними наружного корпуса 314 картриджа 300 (например его диаметра) в случае, когда выступ 660а' для основания первого захвата для картриджа и выступ 660b' для основания второго захвата для картриджа взаимодействуют с основанием 302 картриджа. Следовательно, наружный корпус 314 может быть захвачен менее плотно по сравнению с основанием 302. Например, выступы 662а', 662b' для наружного корпуса могут быть размещены возле наружного корпуса 314, но без контакта с ним. Кроме того, в связи с тем, что каждый из выступов 660а', 660b' для основания и входящих в зацепление выступов 658а' и выступов 662а' для наружного корпуса первого захвата 656а' для картриджа могут соответственно задвать канавку 660а1', 660b1', 658а1', 662a1', выполненную с возможностью размещения в ней картриджа, а входящие в зацепление выступы 658b' и выступы 662b' для наружного корпуса второго захвата 656b' для картриджа могут соответственно задвать по существу плоскую лицевую поверхность 658b1', 662b1'.
Таким образом, путем обеспечения большего разделения между выступами 662а', 662b' для наружного корпуса по сравнению с выступами 660а', 660b' для основания и/или обеспечения некоторых из выступов плоской лицевой поверхностью 658b1', 662b1', наружный корпус 314 может немного перемещаться между первым и вторым захватами 656а', 656b' для картриджа для обеспечения ограниченного относительного перемещения наружного корпуса 314 по отношению к основанию 302 в случае, когда сонотрод 664 опущен с обеспечением взаимодействия с верхней частью наружного корпуса. Путем обеспечения возможности перемещения сварочное соединение может быть образовано на стыке между наружным корпусом 314 и основанием 302. Таким образом, слишком плотный захват наружного корпуса 314 может в противном случае привести к расплющиванию верхней части наружного корпуса 314 по направлению наружу вследствие перемещения по отношению к сонотроду 664'. Этот эффект расплющивания может быть предотвращен путем обеспечения возможности перемещения наружного корпуса 314 относительно основания 302. Однако первый и второй захваты 656а', 656b' для картриджа могут ограничивать перемещение таким образом, что наружный корпус 314 и основание 302 сохраняют надлежащее выравниваниие во время процесса сварки.
Следует отметить, что несмотря на то, что в приведенном выше описании в целом раскрыто плотное зажатие основания и обеспечение ограниченного перемещения наружного корпуса во время ультразвуковой сварки, в иных вариантах реализации может быть использована противоположная конфигурация. Другими словами, наружный корпус может быть плотно зажат, что может позволять основанию совершать перемещение в ограниченном пространстве, заданном сварочным зажимом. В данном варианте реализации сонотрод может взаимодействовать с основанием на его конце, противоположном наружному корпусу. Следовательно, как может быть понятно, сварочный зажим может быть выполнен с возможностью плотного зажатия различными способами одного из двух компонентов, соединенных вместе ультразвуковой сваркой, и может обеспечивать ограниченное перемещение второго компонента, который введен в контакт с сонотродом, для сварки компонентов друг с другом с необходимым выравниванием. Эта конфигурация может быть использована в любом способе ультразвуковой сварки и, таким образом, применима к сваренным компонентам, отличным от основания и наружного корпуса.
После сварки наружного корпуса 314 с частично собранным картриджем 300, этот частично собранный картридж может быть разгружен с поворотной дорожки 504с' и транспортирован посредством третьего транспортера 512с' для транспортировки между участками к четвертому сборочному участку 502d', в котором этот частично собранный картридж 300 может быть заполнен композицией 328 предшественника аэрозоля, как показано на ФИГ. 18. Например, как показано на ФИГ. 43, подсистема 408' для заполнения картриджей может содержать заполняющее устройство 666'. Подсистема 408' для заполнения картриджей может дополнительно содержать сборочную каретку 506d', которая может быть использована для удержания частично собранных картриджей 300 в подсистеме 408' для заполнения картриджей для заполнения частично собранных картриджей с использованием заполняющего устройства 666'. Сборочная каретка 506d' может иметь множество приемников 652'. Как показано на ФИГ. 44, приемники 652' могут быть выполнены с возможностью размещения в них частично собранных картриджей 300. В некоторых вариантах реализации сборочная каретка 506d' может содержать механизм, выполненный с возможностью разъемного удержания частично собранных картриджей 300 в приемниках 652'. Например, в показанном варианте реализации сборочная каретка 506d' содержит сферу 668' (например, шарикоподшипник), которая может проходить через отверстие 670' в каждом приемнике 652'. Пружина может поджимать каждую сферу 668' через соответствующее одно из отверстий 670', что обепечивает приложение давления к наружной поверхности частично собранного картриджа 300 таким образом, что этот частично собранный картридж удерживается в нем.
Частично собранный картридж 300 может содержать направитель 308 потока, который окружен подложкой 312 резервуара (см., например, ФИГ. 3). Композиция 328 предшественника аэрозоля может быть направлена в подложку 312 резервуара на четвертом сборочном участке 502d' (см, ФИГ. 18). Таким образом, как показано на ФИГ. 43, заполняющее устройство 666' может содержать одну или более заполняющих игл 672', выполненных с возможностью направления композиции 328 предшественника аэрозоля (см, ФИГ. 18) из устройства 674' подачи композиции предшественника аэрозоля к картриджам 300. Однако в вариантах, в которых подложка 312 резервуара не способна поглощать или иным образом принимать композицию 328 предшественника аэрозоля со скоростью, с которой композицию предшественника аэрозоля направляют в частично собранный картридж 300, некоторая чатсь композиции предшественника аэрозоля может перетекать в канал, образованный через направитель 308 потока.
Следовательно, частично собранный картридж 300 может быть заполнен с относительно меньшей скоростью или композиция 328 предшественника аэрозоля 328 (см, ФИГ. 18), перетекающая в направитель 308 потока (см., например, ФИГ. 3), может быть сброшена. Однако замедление заполнения композиции 328 предшественника аэрозоля в частично собранный картридж 300 (см., например, ФИГ. 3) может представлять голышко бутылки, которое замедляет весь процесс сборки картриджей. Следовательно, в некоторых вариантах реализации система 400' может иметь признаки, обеспечивающие возможность ускоренного заполнения частично собранного картриджа.
Таким образом, как показано на ФИГ. 44, каждый из приемников 652' может содержать отверстие 676'. Например, отверстие 676' может проходить через нижнюю часть сборочной каретки 506d'. Отверстие 676' может быть выполнено с возможностью направления потока воздуха через направитель 308 потока. Таким образом, как показано на ФИГ. 43, подсистема 408' для заполнения картриджей может дополнительно содержать коллектор 678'. Коллектор 678' может содержать множество сообщающихся выпускных отверстий 680', которые выполнены с возможностью выравнивания с отверстиями 676' (см, ФИГ. 44), образованными в каждом из приемников 652', в случае, когда этот коллектор взаимодействует с нижней поверхностью сборочной каретки 506d'.
Коллектор 678' может быть размещен в месте в подсистеме 408' для заполнения картриджей, в которой заполняют частично собранные картриджи 300 (см., например, ФИГ. 3). Таким образом, привод 682' (например, пневматический или гидравлический цилиндр) может прижимать коллектор 678' с обеспечением взаимодействия с дном сборочной каретки 506d'. Воздух из устройства 684' подачи воздуха, которое может содержать воздушный компрессор, может быть направлен в коллектор 678' из сообщающихся выпускных отверстий 680', в отверстия 676' и через направители 308 потока (см., например, ФИГ. 3). Следует отметить, что давление воздуха и/или расход через коллектор 678' могут быть отрегулированы с тем, чтобы препятствовать попаданию композиции предшественника аэрозоля в направитель 308 потока с одновременным предотвращением обеспечения чрезмерного тока воздуха, который может выдувать композицию предшественника аэрозоля из частично собранного картриджа 300 в процессе заполнения. Таким образом, устройство 684' подачи воздуха может содержать регулятор 686' расхода, такой как клапан. Следовательно, поток воздуха по направлению вверх через направители 308 потока (см., например, ФИГ. 3) может противодействовать протеканию композиции 328 предшественника аэрозоля (см., например, ФИГ. 18) в направители потока для обеспечения относительно быстрого заполнения картриджей 300 композицией предшественника аэрозоля.
Следует отметить, что система 400, показанная на ФИГ. 5, также может содержать заполняющее устройство и иметь признаки, предотвращающие перетекание композиции 328 предшественника аэрозоля в направитель 308 потока. Таким образом, каждый из приемников 652 сборочной каретки 506d, показанной на ФИГ. 15, может иметь отверстие 676, проходящее через дно сборочной каретки 506d. Таким образом, как описано выше, воздух может выдуваться через каждое из отверстий 676 в поточные трубки 308 и через них во время заполнения частично собранных картриджей 300 (см., например, ФИГ. 3) композицией 328 предшественника аэрозоля.
Однако в некоторых вариантах реализации подсистема 408 для заполнения картриджей может быть выполнена с возможностью заполнения частично собранных картриджей 300 (см., например, ФИГ. 3) на стадиях. Например, подсистема 408 для заполнения картриджей может последовательно заполнять каждый ряд частично собранных картриджей 300, размещенных в приемниках 652 сборочной каретки 506d (см, ФИГ. 15). Таким образом, на ФИГ. 45 показан первый коллектор 678а, выполненный с возможностью заполнения частично собранных картриджей 300 в первом ряду 676а приемников 652 сборочной каретки 506d (см, ФИГ. 15). Первый коллектор 678а может содержать ряд сообщающихся выпускных отверстий 680а, которые принимают поток воздуха из устройства 684 подачи воздуха, что обеспечивает направление потока воздуха через отверстия 676 в сборочной каретке 506d и через направители потоков 308 частично собранных картриджей 300 (см., например, ФИГ. 3) в процессе их заполнения в случае, когда сборочная каретка направлена поверх первого коллектора сборочной дорожкой 504d. После заполнения частично собранных картриджей 300 в первом ряду 652а приемников 652 сборочной каретки 506d (см., например, ФИГ. 15), сборочная дорожка 504d может направлять сборочную каретку 506d ко второму коллектору 678b, часть которого показана на ФИГ. 45 и в котором выпускные отверстия 680b могут направлять воздух через второй ряд 652b приемников (см, ФИГ. 15) в сборочной каретке 506d и через направители 308 потоков. В дальнейшем сборочная каретка 506d может быть направлена сборочной дорожкой 504d к третьему коллектору, который может направлять воздух через направители 308 потока частично собранных картриджей 300, размещенных в третьем ряду 652с приемников 652 (см, ФИГ. 15). Следовательно, коллекторы могут быть выполнены с возможностью обеспечения последовательного заполнения частично собранных картриджей композицией предшественника аэрозоля. Дополнительное описание в отношении заполняющих систем для заполнения композицией предшественника аэрозоля приведено в опубликованной патентной заявке США №2016/0054345 (Ватсон и др.), которая полностью включена в данный документ посредством ссылки.
Касательно системы 400', показанной на ФИГ. 18, частично собранный картридж 300 может быть направлен, посредством четвертого транспортера 512d' для транспортировки между участками, к пятому сборочному участку 502е', в котором мундштук 316 может быть присоединен к наружному корпусу 314 после заполнения композицией 328 предшественника аэрозоля. Мундштук 316 может быть прикреплен к наружному корпусу посредством ультразвуковой сварки или любого из различных других крепежных механизмов и способов крепления.
В дальнейшем частично собранный картридж 300 может быть направлен, посредством пятого транспортера 512е' для транспортировки между участками, к шестому сборочному участку 502f', в котором могут быть прикреплены этикетки 318 для завершения картриджа. В некоторых вариантах реализации этикетка 318 может быть прикреплена под действием тепла к частично собранному картриджу 300 для обеспечения гладкого и единого внешнего вида. После нанесения маркировки 318 готовые картриджи 300 могут быть направлены, посредством шестого транспортера 512f' для транспортировки между участками, к седьмому сборочному участку 502g', в котором картридж 300 может быть упакован.
Как описано выше, обследующая подсистема 418 может быть выполнена с возможностью обследования картриджей 300 в различных состояниях завершения в каждой из систем 400, 400'. Как показано на ФИГ. 46, в одном из вариантов реализации обследующая подсистема 418 может содержать испытательное приспособление 422. Испытательное приспособление 422 может быть выполнено с возможностью осуществления различнных электроиспытаний в отношении частично или полностью собранного картриджа 300 (см., например, ФИГ. 3). Например, испытательное приспособление 422 может определять сопротивление атомайзера 310 (см., например, ФИГ. 3) картриджа 300 и сравнивать это определенное сопротивление с необходимым значением сопротивления. Кроме того, испытательное приспособление 422 может передавать программные инструкции в электронный управляющий компонент 306 картриджа 300 (см., например, ФИГ. 3). Дополнительное описание операций, которые могут быть осуществлены испытательным приспособлением 422, приведено в опубликованной патентной заявке США №2015/0223522, которая полностью включена в данный документ посредством ссылки.
Как показано на ФИГ. 46, испытательное приспособление 422 может содержать воронку 424, выполненную с возможностью направления основания 302 картриджа 300 (см., например, ФИГ. 3), которое может быть частично или полностью собрано с обеспечением взаимодействия с приемником 426. Приемник 426 может задавать размер и форму, аналогичные размеру и форме соединителя 202 управляющего корпуса 200 (см, ФИГ. 2). Приемник 426 может содержать множество электрических контактов 428А-С, выполненных с возможностью взаимодействия с клеммами картриджа 300. Электрические контакты 428А-С могут быть сформированы из проводящего и относительно жесткого материала, такого как закаленная сталь, обеспечивающего противодействие повторяемому вводу во взаимодейстие и выходу из взаимодействия.
Первый электрический контакт 428А может быть выполнен с возможностью взаимодействия с первой нагревательной клеммой 320а (см., например, ФИГ. 3), второй электрический контакт 428В может быть выполнен с возможностью взаимодействия со второй нагревательной клеммой 320b (см., например, ФИГ. 3), а третий электрический контакт 428С может быть выполнен с возможностью взаимодействия с клеммой 304 для управляющего компонента (см., например, ФИГ. 3). Таким образом, контроллер 417 (или отдельный контроллер) может формировать электрическую схему с картриджем 300 для обеспечения электрической связи с картриджем посредством клемм 320а, 320b 304 и электрических контактов для выполнения одной или более операций, как описано выше. Таким образом, каждый из электрических контактов 428А-С могут быть электрически изолированы друг от друга. Например, изоляторы 430А, 430В могут быть размещены между электрическими контактами 428А-С для обеспечения электрической изоляции каждого из электрических соединителей друг от друга. Например, изоляторы 430А, 430В могут содержать полиэфирэфиркетон (PEEK) или иные электрически непроводящие материалы.
Однако взаимодействие картриджа 300 (см., например, ФИГ. 3) с приемником 426 может потребовать надлежащего выравнивания между ними или могут возникнуть иные проблемы, связанные с электрическим соединением между картриджем и контроллером 417. Таким образом, слабое электрическое соединение может привести к тому, что испытание ложно укажет на то, что картридж 300 является дефектным, и/или программирование электронного управляющего компонента 306 (см., например, ФИГ. 3) может и не происходить. Следовательно, в некоторых вариантах реализации испытательное приспособление 422 может содержать податливый элемент 432. Податливый элемент 432 может быть выполнен с возможностью обеспечения возможности перемещения приемника 426 в одном или более направлениях для способствования взаимодействию с картриджем 300. Например, в одном из вариантов реализации податливый элемент 432 может быть выполнен с возможностью обеспечения перемещения приемника 426 в плоскости, перпендикулярной оси 434, вдоль которой картридж 300 может быть вставлен в приемник 426. Однако в иных вариантах реализации податливый элемент 432 может быть выполнен с возможностью перемещения в дополнительных или альтернативных направлениях для способствования взаимодействию с картриджем, например вдоль оси 434, по которой картридж 300 может быть вставлен в приемник 426.
Податливый элемент 432 может обеспечивать податливость любым известным способом. Например, податливый элемент может содержать пружины, которые обеспечивают возможность его перемещения. Еще в одном варианте реализации податливый элемент 432 может содержать упругий материал (например, резину), который обеспечивает возможность перемещения приемника 426 при вводе картриджа 300 (см., например, ФИГ. 3) во взаимодействие с этим приемником. В некоторых вариантах реализации податливый элемент 432 может быть выполнен с возможностью возврата приемника 426 в первоначальное центральное место расположения, выровненное с осью 434 вставки, после каждого взаимодействия с картриджем 300 (см., например, ФИГ. 3). Например, упругость материала, образующего податливый элемент 432 или пружину, может вернуть податливый элемент обратно в центральное место расположения. Таким образом, обеспечивается возможность способствования взаимодействию с каждым картриджем 300, поскольку приемник 426 может быть по существу выровнен с осью 434, вдоль которой картридж 300 может быть вставлен в приемник 426 перед каждой вставкой.
Как может быть понятно, различные другие конфигурации испытательных приспособлений могут быть использованы для проверки или выполнения иным образом операций в отношении картриджей. Например, ФИГ. 47 показан альтернативный вариант реализации испытательного приспособления 422', которое может быть использовано в обследующей подсистеме 418 (см., например, ФИГ. 4) в вариантах реализации настоящего изобретения. Как показано, испытательное приспособление 422' может иметь приемник 426'. В некоторых вариантах реализации воронка 424' может направлять картриджи 300 (см., например, ФИГ. 3) в приемник. Приемник 426' может иметь электрические контакты 428А'-С', которые могут быть электрически изолированы друг от друга и выполненены с возможностью взаимодействия с соответствующей одной из первой нагревательной клеммы 320а, второй нагревательной клеммы 320b и клеммы 304 для управляющего компонента (см., например, ФИГ. 3), как описано выше. Электрические контакты 428А'-С' могут быть сформированы из проводящего и относительно жесткого материала, такого как закаленная сталь.
Испытательное приспособление 422' может дополнительно содержать компоненты, выполненные с возможностью обеспечения у приемника 426' податливости для улучшения соединения с картриджем 300 (см., например, ФИГ. 3), как описано выше. Испытательное приспособление 422, показанное на ФИГ. 45, содержит податливый элемент 432, который позволяет всему приемнику 426 совершать перемещение как единого целого. Однако в иных вариантах реализации податливый элемент может быть выполнен с возможностью обеспечения независимого перемещения частей приемника.
Например, как показано на ФИГ. 47, электрические контакты 428А'-С' могут быть выполнены с возможностью независимого перемещения вдоль первой горизонтальной оси 436'. Таким образом, каждый электрический контакт 428А'-С' может быть выполнен с возможностью прямолинейного скользящего перемещения вдоль первой горизонтальной оси 436' для обеспечения конкретного положения картриджа 300 (см., например, ФИГ. 3) при его вставке в приемник 426'. Таким образом, каждый из электрических контактов 428А'-С' может формировать электрическое соединение с картриджем 300.
Кроме того, каждый из электрических контактов 428А'-С' может быть выполнен с возможностью перемещения вдоль второй горизонтальной оси 438', которая может быть перпендикулярна первой горизонтальной оси 436', для обеспечения возможности перемещения в любом направлении в горизонтальной плоскости, перпендикулярной оси 434' вставки картриджа 300 в приемник 426'. Например, испытательное приспособление 422' может содержать направляющую 440', по которой подшипник 442' скольжения может совершать скользящее перемещение. Приемник 426' может быть введен во взаимодействие с подшипником 442' скольжения для обеспечения возможности его перемещения вдоль второй горизонтальной оси 438', как описано выше. Кроме того, пружины или иные устройства могут быть выполнены с возможностью возврата приемника 426 обратно в центральное местоположение, выровненное с осью 434' вставки для способствования взаимодействию с каждым картриджем 300. Следовательно, испытательные приспособления согласно настоящему изобретению могут быть выполнены с возможностью обеспечения различными способами степени податливости, которая может улучшить возможность соединения с частично или полностью собранными картриджами таким образом, что испытание и иные функции могут быть выполнены даже тогда, когда картриджи не вставлены точно по центру испытательного приспособления.
В дополнительном варианте реализации предложен способ сборки устройства доставки аэрозоля. Как показано на ФИГ. 48, способ может включать обеспечение по существу непрерывного исходного компонента, содержащего множество нагревательных элементов, введенных во взаимодействие с по существу непрерывным элементом транспортировки жидкости, при выполнении операции 902. Кроме того, способ может включать обеспечение первой нагревательной клеммы и второй нагревательной клеммы при выполнении операции 904. Способ может дополнительно включать ввод первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов при выполнении операции 906. Способ может также включать сварку первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов. Способ может дополнительно включать резку по существу непрерывного исходного компонента для отделения одного из нагревательных элементов, к которым прикреплены первая нагревательная клемма и вторая нагревательная клемма и соответствующий сегмент транспортирования жидкости, от по существу непрерывного исходного компонента при выполнении операции 910.
В некоторых вариантах реализации сварка первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов при выполнении операции 908 может включать лазерную сварку первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов с использованием устройства для лазерной сварки путем фокусировки лазера на первой нагревательной клемме и второй нагревательной клемме. Устройство для лазерной сварки, первая нагревательная клемма и вторая нагревательная клемма могут оставаться неподвижными при сварке первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов и между сваркой первой нагревательной клеммы и второй нагревательной клеммы с одним из нагревательных элементов. Таким образом, как описано выше в отношении ФИГ. 22, устройство 536' для лазерной сварки может оставаться неподвижным, при этом регулируемая оптическая линза 542' может фокусировать лазерный луч 538' на разных местах.
В некоторых вариантах реализации обеспечение первой нагревательной клеммы и второй нагревательной клеммы при выполнении операции 904 может включать обеспечение узла, содержащего основание и направитель потока, при этом первая нагревательная клемма и вторая нагревательная клемма проходят через направитель потока. Кроме того, ввод первой нагревательной клеммы и второй нагревательной клеммы во взаимодействие с одним из нагревательных элементов при выполнении операции 906 может включать осуществление поворота поворотного транспортера.
На ФИГ. 49 показан дополнительный способ сборки устройства доставки аэрозоля. Как показано, способ может включать захват узла с использованием множества зажимов, содержащих соответственно первый палец и второй палец, при выполнении операции 1002. Узел может содержать направитель потока, атомайзер, первую нагревательную клемму и вторую нагревательную клемму. Первая нагревательная клемма и вторая нагревательная клемма могут быть соединены с атомайзером. Кроме того, способ может включать открытие зажимов при выполнении операции 1004. Способ может дополнительно включать размещение подложки резервуара в контакте с узлом при выполнении операции 1006. Способ может дополнительно включать закрытие зажимов вокруг узла таким образом, что основа по меньшей мере частично обертывает указанный узел.
В некоторых вариантах реализации размещение подложки резервуара в контакте с узлом при выполнении операции 1006 может включать ввод этой подложки во взаимодействие с захватом для подложки, содержащим один или более выступов, выполненных с возможностью приложения отрицательного давления к указанной подложке. Кроме того, закрытие зажимов при выполнении операции 1008 может включать размещение одного или более выступов в одном или более промежутках, находящихся между этими зажимами. Способ может дополнительно включать отведение захвата для подложки после закрытия зажимов путем отвода одного или более выступов через один или более промежутков.
Способ может дополнительно включать введение колпачка во взаимодействие с узлом с одновременным размещением подложки резервуара в контакте с указанным узлом при выполнении операции 1006. Кроме того, открытие зажимов при выполнении операции 1004 может включать вствку штифта-ограничителя с обеспечением взаимодействия с зажимами для последовательного открытия этих зажимов. Кроме того, закрытие зажимов может включать вытягивание штифта-ограничителя для последовательного закрытия этих зажимов при выполнении операции 1008.
Кроме того, на ФИГ. 50 показан способ ультразвуковой сварки устройства доставки аэрозоля. Как показано, способ может включать при выполнении операции 1102 ввод сварочного зажима во взаимодействие с картриджем, содержащим основание и наружный корпус, путем прижатия множества выступов для основания к основанию картриджа и размещения множества выступов для наружного корпуса возле наружного корпуса, при этом расстояние между выступами для наружного корпуса больше размера картриджа между этими выступами для наружного корпуса. Кроме того, способ может включать ввод сонотрода во взаимодействие с наружным корпусом, противолежащим основанию, при выполнении операции 1104. Способ может дополнительно включать обеспечение ультразвукового вибрирования сонотрода для сварки наружного корпуса к основанию при выполнении операции 1106. Способ может дополнительно включать ограничение перемещения наружного корпуса выступами для наружного корпуса для сохранения выравнивания наружного корпуса с основанием при выполнении операции 1108 с одновременным обеспечением ультразвукового вибрирования сонотрода при выполнении операции 1106.
В некоторых вариантах реализации ввод сварочного зажима во взаимодействие с картриджем при выполнении операции 1102 может включать вывод выступов для наружного корпуса из контакта с наружным корпусом перед обеспечением ультразвукового вибрирования сонотрода при выполнении операции 1106. Ограничение перемещения наружного корпуса выступами для наружного корпуса при выполнении операции 1108 может включать размещение наружного корпуса между канавкой и по существу плоской лицевой поверхностью выступов для наружного корпуса.
Кроме того, предложен способ заполнения картриджей для устройства доставки аэрозоля. Как показано на ФИГ. 51, способ может включать выдачу композиции предшественника аэрозоля в частично собранный картридж, содержащий направитель потока, при выполнении операции 1202. Кроме того, способ может включать направление потока воздуха через направитель потока при выполнении операции 1204 при выдаче композиции предшественника аэрозоля в частично собранный картридж при выполнении операции 1202.
В некоторых вариантах реализации направление потока воздуха через направитель потока при выполнении операции 1204 может включать направление потока воздуха по направлению вверх через направитель потока. Кроме того, направление композиции предшественника аэрозоля в частично собранный картридж при выполнении операции 1202 может включать направление этой композиции предшественника аэрозоля с обеспечением контакта с подложкой резервуара, проходящей по меньшей мере частично вокруг направителя потока. Способ может дополнительно включать размещение частично собранного картриджа в сборочной каретке. Кроме того, направление потока воздуха через направитель потока при выполнении операции 1204 может включать направление этого потока воздуха через сборочную каретку. Направление потока воздуха через направитель потока при выполнении операции 1204 может дополнительно включать ввод коллектора во взаимодействие со сборочной кареткой и направление потока воздуха из этого коллектора к сборочной каретке.
Кроме того, в настоящем изобретении предложен способ испытания устройства доставки аэрозоля. Как показано на ФИГ. 52, способ может включать при выполнении операции 1302 вставку картриджа для устройства доставки аэрозоля вдоль оси в приемник испытательного приспособления, при этом картридж имеет множество клемм и приемник, имеющий множество электрических контактов, выполненных с возможностью взаимодействия с соответствующей одной из клемм. Кроме того, способ может включать при выполнении операции 1304 обеспечение возможности перемещения приемника в плоскости, перпендикулярной оси, вдоль которой картридж вставляют в приемник, для способствования вводу электрических контактов во взаимодействие с клеммами картриджа. Способ может дополнительно включать обеспечение электрической связи с картриджем посредством клемм и электрических контактов при выполнении операции 1306.
В некоторых вариантах реализации способа обеспечение возможности перемещения приемника при выполнении операции 1304 может включать жесткое скрепление электрических контактов друг с другом таким образом, что каждый из этих электрических контактов совершает синхронное перемещение. Еще в одном варианте реализации способа обеспечение возможности перемещения приемника при выполнении операции 1304 может включать обеспечение независимого перемещения каждого из электрических контактов по меньшей мере в одном направлении.
Как описано выше, системы 400, 400' могут содержать контроллер 417. Контроллер 417 может быть выполнен с возможностью исполнения компьютерного кода для выполнения операций, описанных в данном документе. Как показано на ФИГ. 53, контроллер 417 может содержать процессор 1402, который может представлять собой микропроцессор или контроллер для управления всей его работой. В частности, в одном из вариантов реализации процессор 1402 может быть выполнен с возможностью осуществления функций, описанных в данном документе. Контроллер 417 может также содержать запоминающее устройство 1404. Запоминающее устройство 1404 может содержать физическую память для длительного хранения данных, которая может представлять собой, например, энергозависимую память и/или энергонезависимую память. Запоминающее устройство 1404 может быть выполнено с возможностью сохранения информации, данных, файлов, приложений, инструкций и т.п. Например, запоминающее устройство 1404 может быть выполнено с возможностью записи входных данных в буфферную память для их последующей обработки процессором 1402. В качестве дополнения или альтернативы запоминающее устройство 1404 может быть выполнено с возможностью хранения инструкций для их исполнения процессором 1402.
Контроллер 417 может также содержать пользовательский интерфейс 1406, который позволяет пользователю взаимодействовать с этим контроллером. Например, пользовательский интерфейс 1406 может иметь множество различных форм, таких как кнопка, клавиатура, наборный диск, сенсорный экран, звуковой интерфейс, видеоинтерфейс, вход для измерительных данных и т.п. Кроме того, пользовательский интерфейс 1406 может быть выполнен с возможностью вывода информации пользователю посредством дисплея, колонок или иного устройства вывода. Интейфейс 1408 связи может обеспечивать передачу и прием данных посредством, например, проводной или беспроводной сети 1410, такой как локальная вычислительная сеть (LAN), региональная вычислительная сеть (MAN), и/или глобальная вычислительная сеть (WAN), например сеть Интернет.
Контроллер 417 может дополнительно содержать сборочный модуль 1412 для сборки картриджей. Сборочный модуль для сборки картриджей может быть выполнен с возможностью исполнения компьютерного кода для осуществления операций способа сборки устройства доставки аэрозоля, описанных в данном документе. Сборочный модуль 1412 для сборки картриджей и/или иные компоненты контроллера 417 могут быть выполнены с возможностью исполнения программных инструкций, сохраненных на компьютерочитаемом носителе для длительного хранения данных. Таким образом, предложен один из вариантов реализации компьютерочитаемого носителя для длительного хранения данных, предназначенный для хранения компьютерных инструкций, исполняемых процессором (например, процессором 1402) в контроллере (например, контроллере 417), выполненном с возможностью сборки картриджа для устройства доставки аэрозоля. Компьютерочитаемый носитель для длительного хранения данных может содержать программные инструкции для осуществления операций по сборке картриджей, описанных в данном документе.
Различные аспекты, варианты реализации, реализации или признаки описанных вариантов реализации могут быть использованы по отдельности или в любом сочетании. Различные аспекты описанных вариантов реализации могут быть реализованы посредством программного обеспечения, аппаратного обеспечения или комбинации из аппаратного обеспечения и программного обеспечения. Описанные варианты реализации также могут быть реализованы в виде компьютерочитаемого кода на компьютерочитаемом носителе для управления вышеописанными операциями. В частности, компьютерочитаемый код может быть выполнен с возможностью для выполнения каждой из операций способов, описанных в данном документе и реализованных в виде компьютерочитаемого кода на компьютерочитаемом носителе для управления вышеописанными операциями. Таким образом, компьютерочитаемый носитель, как использовано в данном документе, относится к физическому носителю для длительного хранения данных (например, запоминающему устройству для кротковременного или длительного хранения данных, которое может быть считано компьютерной системой). Примерами компьютерочитаемого носителя являются постоянное запоминающее устройство, оперативное запоминающее устройство, постоянные запоминающие устройства на компакт-дисках (CD-ROM), цифровые видеодиски (DVD), магнитная лента и оптические запоминающие устройства. Кроме того, компьютерочитаемый носитель может быть распределен по компьютерным системам, подключенным к сети, так что компьютерочитаемый код сохраняют и исполняют распределенным способом.
Специалист в данной области техники, к которой относится настоящее изобретение, может придумать многочисленные модификации и иные варианты реализации настоящего изобретения с использованием идей, изложенных в приведенном выше описании и соответствующих чертежах. Таким образом, следует понимать, что настоящее изобретение не ограничено конкретными вариантами реализации, описанными в данном документе, при этом следует считать, что модификации и иные варианты реализации входят в объем правовой охраны, определяемый прилагаемой формулой изобретения. Несмотря на использование в данном документе конкретных терминов, следует понимать, что они приведены исключительно в целях обобщения и описания, а не для введения ограничения.
Реферат
Настоящее изобретение относится к системам, устройствам и способам для сборки картриджей для устройств доставки аэрозоля. Система может содержать сборочные участки, каждый из которых содержит сборочную дорожку и сборочные каретки, перемещающиеся по этой сборочной дорожке и взаимодействующие с компонентами частично собранных картриджей. Устройство для передачи может передавать частично собранные картриджи между сборочными участками. Еще в одном примере системы картриджи могут быть собраны на платформах на поворотной дорожке. Платформы могут содержать сборочные захваты с последовательно открываемыми зажимами, выполненными с возможностью приема компонентов частично собранных картриджей. Кроме того, предложены соответствующие способы. 2 н. и 7 з.п. ф-лы, 53 ил.
Формула
Документы, цитированные в отчёте о поиске
Картридж для электронной сигареты, предотвращающий утечку жидкости
Комментарии