Способ и устройство для производства металлических холоднокатаных листов или полос, полученные металлические листы или полосы - RU2144441C1
Код документа: RU2144441C1
Чертежи




























Описание
Настоящее изобретение относится к способу и устройству для производства металлических холоднокатаных листов или полос, посредством операций холодного обжатия на прокатном стане.
Настоящее изобретение относится также к получению металлических листов и полос на прокатных станах холодного обжатия, предпочтительно, посредством использования способа и устройства, выполненного согласно настоящему изобретению.
Предшествующий уровень техники
Процесс холодной прокатки по существу заключается в подаче полосы металла от стана горячего проката на стан
холодного обжатия.
Станом холодного обжатия осуществляется уменьшение общей толщины листа металла или полосы до толщины -50-90% от первоначальной толщины. Эта операция разбивается на несколько шагов, по крайней мере на три шага. Такое холодное обжатие может осуществляться на одной клети посредством реверсивного стана или на нескольких клетях посредством стана холодного обжатия, называемого "тандемный стан", где несколько шагов обжатия осуществляются в одной последовательности.
Затем холоднокатаный лист или полоса нагревается в печи, этот процесс известен под названием "процесс отжига". После того как лист или полоса пройдет процесс отжига, их подают на второй стан холодного проката, называемый "станом формирования поверхности" или "стан вторичного проката" для того, чтобы осуществить небольшую холодную деформацию для улучшения механических свойств и улучшения качества поверхности листа или полосы металла.
Во время операции холодного обжатия на валки действует давление, превышающее 10 кН/мм, и растягивающее усилие между двумя шагами обжатия равно 200 Па, в то время, как нормальное давление во время операции вторичного проката менее 5 кН/мм, а растягивающее усилие между двумя шагами обжатия составляет са 25 мПа.
Физические свойства металлического листа после операции проката на стане обжатия совершенно отличаются от тех свойств, которые имеет тот же материал после обработки поверхности или после вторичного проката.
Ниже в таблице приведены основные свойства металлических листов и полос.
Общей практикой является использование валков с некоторой шероховатостью в устройствах холодного проката, предпочтительно, на последнем шаге операции проката на стане холодного обжатия либо только для единственной клети стана вторичного проката.
В случае реверсивных станов холодного обжатия, рабочие валки этого стана заменяются перед последним шагом операции обжатия на рабочие валки с текстурой, а в случае использования тандемного стана, только последняя клеть содержит текстурированные рабочие валки.
Для придания такой шероховатости рабочим валкам известно несколько технологий текстурирования, все они приведены в "Stahl und Eis'en, Vol. 100 (1990), 14 марта N 3, Dusseldorf, DE".
1) Текстурирование струей дроби (SBT).
Частицами железа (дробь) со специальным гранулометрическим составом бомбардируют поверхность рабочего валка. Кинетическая энергия частиц достаточна для пластической деформации поверхности. Шероховатость рабочего валка является функцией свойств дроби (угловатости, массы, размеров), ускорения вращения рабочего валка, твердости материала валка, количества обработки, поверхности валка и скорости вращения валка.
С помощью технологии STB может быть получена величина шероховатости (Ra) на поверхности рабочего валка, находящаяся в пределах между 1,5 мкм и 6,0 мкм.
Профиль шероховатости имеет случайное распределение пиков и впадин, не может быть определена какая-либо закономерность.
Хотя STB обладает высокой
продуктивностью, эта технология имеет следующие существенные недостатки:
- Трудно воспроизвести шероховатость рабочего валка. Поэтому величина Ra, получаемая на валке после осуществления
текстурирования, имеет широкий разброс.
- Очень большая величина шероховатости (Ra> 5 мкм) может быть получена только для относительно мягких валков (твердости менее 90 Shore C). Такие валки имеют относительно небольшой срок службы.
- Острые концы шероховатости быстро ломаются и таким образом изнашиваемость валков во время процесса проката тоже становится важной проблемой.
- Параметры шероховатости не могут выбираться независимо друг от друга. Так что имеется зависимость между величиной шероховатости (Ra) и количеством пиков/см(Pc), измеряемых для листа.
До сих пор большинство текcтурированных валков для стана холодного обжатия проходили текстурирование по этой технологии.
2) Текстурирование
посредством электрического разряда (EDT)
Анод, отдаленный от медного электрода (катода) посредством диэлектрической среды, вызывает электрический разряд, который вызывает образование кратеров
или неровностей на поверхности валка.
Обычно для каждого анода устанавливается несколько катодов, и так как катоды искрятся независимо друг от друга, то кратерное строение, образованное из-за разряда отдельных электродов, быстро разрушается из-за наложения многократных разрядов смежных электродов. Это приводит к образованию существенно случайной шероховатости поверхности. Случайное распределение неровностей становится более выраженной с возрастанием количества обработок поверхности.
Шероховатость валка является функцией частоты напряжения (более высокая частота приводит к увеличению количества пиков), напряжения, прилагаемого к электродам (в результате положительного напряжения получается более неровная поверхность, чем при отрицательном напряжении, а также электрической емкости.
В отличие от системы со струей дроби, EDT несущественно зависит от твердости рабочего валка. Меньшая шероховатость текстурирования вызывает увеличение количества пиков/см и улучшает воспроизводимость.
Система EDT также имеет существенные недостатки:
- для получения большей неровности валка
необходимо использовать большую плотность тока. Это вызывает интенсивное нагревание материала валка, что может привести к структурному изменению материала валка;
- для получения меньшей
шероховатости валка необходимо большее количество обработок совокупностью электродов для разрушения исходных кратеров. Поэтому время текстурирования возрастает по мере уменьшения Ra;
- получаются неровности с острыми концами, которые вызывают микрообработку поверхности листа, что приводит к образованию ненужных частиц изнашивания;
- коэффициент шероховатости (Ra) и
количество пиков на см (PC) не могут быть выбраны независимо друг от друга. Имеется экс- потенциальная зависимость между Ra и PC как для EDT, так и для SBT. Однако величина PC на 30-50% выше для EDT
по сравнению с SBT;
- может возникнуть исходная волнистость поверхности валка. Так как зазор между валком и электродом больше во впадинах волнистой поверхности, то разряд недостаточен во
впадинах и соответствует норме в возвышенностях профиля волнистой поверхности. Так как степень текстурности зависит от исходной высоты поверхности, то исходная волнистость приводит к возникновению
полос (Moupe) (Moire) на валке.
Эта техника текстурирования не часто используется для текстурирования валков для стана холодного обжатия из-за высокой изнашиваемости валков в этих случаях.
3) Лазерное текстурирование (LT)
Лазерный луч бьет по поверхности валка для плавления материала валка и для удаления материала из кратеров посредством используемого
газа (O2, CO2 или A). Окончательная текстура поверхности валка имеет равномерное распределение кратеров вдоль спирального пути вокруг рабочего валка. Расстояние между кратерами в
аксиальном направлении регулируется скоростью продольного движения валка. В тангенциальном направлении расстояние между кратерами определяется как скоростью движения валка, так и скоростью
механического крошителя. Глубина кратера определяется мощностью лазера. Форма кратера становится все более и более эллиптической по мере возрастания времени облучения благодаря тому факту, что
лазерный луч не отклоняется во время облучения так, что пятно лазерного луча на валке движется.
Лазерная технология позволила получить так называемую детерминистическую шероховатость в
одном направлении. Однако и эта технология тоже имеет существенные недостатки;
- из-за механического дробления луча, что налагает жесткие ограничения на возможности текстурирования, возможно
только ограниченное изменение текстур;
- кромка кратера состоит из частично окисленного материала и хрупкость кромки вызывает ее крошение во время проката, что вызывает быстрое понижение
шероховатости во время проката;
- текстура детерминистична только в направлении спирального пути и в настоящее время не имеется возможности получить полностью детерминистическую форму (из-за
расположения каждого кратера с механическим дроблением);
- имеется неоднородность кромки из-за использования вторичных газа и благодаря тому факту, что невозможно осуществить предварительное
и последующее нагревание поверхности валка.
Необходимо учитывать, что лазерная технология практически не используется для текстурирования валков стана холодного обжатия из-за серьезного изнашивания рабочего валка (окисление кромки) и из-за существования проблемы Мойре (moire), которая особенно часто возникает в случае стана холодного обжатия.
4)
Текстурирование электронным лучем (EBT)
Технология с применением специального электронного луча, используемая для текстурирования валков, изначально была разработана для гравирования
печатающих цилиндров ротационной глубокой печати посредством Линотипной печи (см. WO-A-9205891, WO-A-9205911, WO-A-9210327).
Этот способ заключается в бомбардировке электронным лучем поверхности валка. Во время одиночного облучения, луч фиксируется линзами для предварительно нагретого материала валка, затем осуществляется бомбардировка поверхности первым облучением для создания кратера и для последующего нагревания кромки, обрамляющей кратер. Этот цикл может быть осуществлен два или три раза в одном и том же месте для создания более глубоких кратеров. Во время цикла облучения, осуществляется отклонение луча для компенсации непрерывного движения поверхности валка (сдвига и вращения). Этим способом получаются полностью круглые кромки кратеров.
Очень быстрая электронная пульсация луча регулирует положения каждого кратера для создания двумерного рельефа. Некоторые примеры образцов показаны в документе "La Revue de Metallurgie.- CIT-December, 1992 dans" Gravure des Cyhindres" par A. Hamibiuset".
Линзы позволяют также осуществлять точное управление диаметром луча и временем облучения. Эти два параметра непосредственно связаны с диаметром и глубиной кратера на поверхности валка. Путем изменения диаметра кратера или расстояния между ними, получается детерминистическая (полуслучайная или псевдослучайная) текстура.
Это единственная технология, используемая до сих пор для текстурирования рабочих валков для "формирования поверхности" или для "вспомогательных средств", где используется одна EBT пилот- установка. Два основных преимущества, упомянутые в документе "La Revue de Metallurgie - CIT". Это хороший внешний вид окраски поверхности листа, получаемого после вторичного проката и улучшение его пластичности.
Наиболее близким техническим решением к описываемому изобретению является способ производства металлических листов или полос, включающий холодную прокатку по меньшей мере одной парой рабочих валков, по меньшей мере один из которых имеет на своей поверхности микрорельеф. (В. И. Мелешко и др. "Прогрессивные методы прокатки и отделки листовой стали", М., Металлургия, 1980 г. , с.с. 144,151, 147), устройство для получения металлических листов или полос, содержащее по крайней мере стан холодной прокатки с по крайней мере одной парой рабочих валков с микрорельефом на их поверхности (см. там же, с.с. 147, 151, 160), а также металлический лист или полоса, поверхность которой имеет микрорельеф (см. там же).
Задача настоящего изобретения
Основной задачей настоящего изобретения является предложение усовершенствованного способа и усовершенствованного устройства для производства металлических листов или полос, имеющих улучшенные
качества.
Основные характеристики настоящего изобретения
Настоящее изобретение относится к способу производства металлических листов или полос путем проката холодного обжатия
таких листов или полос по крайней мере одной парой рабочих валков, по крайней мере один из которых является текстурированным рабочим валком для передачи формы поверхности текстурированного валка
поверхности упомянутого листа или полосы согласно изобретению, что упомянутая форма текстурированного рабочего валка содержит точечный двумерный детерминистический рельеф, при этом каждая точка имеет
форму кратера с кромкой вокруг него. Предпочтительно, чтобы упомянутая точка получалась бы посредством луча высокой энергии, такого, как электронный луч.
Шероховатость текстурированного рабочего валка стана холодного обжатия меняется в диапазоне от 0,4 мкм до 8,0 мкм и, предпочтительно, от 1,0 мкм до 3,5 мкм, хотя шероховатость листа, полученного в соответствии с процессом настоящего изобретения находится в пределах 0,3 мкм -2,5 мкм и, предпочтительно, в пределах 0,5 мкм -2,0 мкм.
Более конкретно, отношение ширины к высоте кромки равно по меньшей мере 2 и, предпочтительно, по меньшей мере 3, а отношение диаметра кратера к его глубине более 4.
Расстояние между двумя последовательными кратерами изменяется в диапазоне от 50 мкм до 550 мкм и, предпочтительно, от 130 мкм до 320 мкм, а их глубина изменяется от 5 мкм до 50 мкм, и предпочтительно, от 8 мкм до 30 мкм.
Внутренний диаметр кратера изменяется в диапазоне от 20 мкм до 250 мкм и, предпочтительно, от 50 мкм до 180 мкм, хотя ширина кромки изменяется в диапазоне от 4 мкм до 100 мкм; и предпочтительно в диапазоне от 10 мкм до 75 мкм, высота кромки изменяется в диапазоне от 2 мкм до 50 мкм и, предпочтительно, в диапазоне от 5 мкм до 35 мкм.
В соответствии с предпочтительным исполнением способа настоящего изобретения металлический лист или полоса, после операции проката холодного обжатия, как упоминалось выше, подвергается вторичному прокату, по крайней мере парой рабочих валков, один из которых является текстурированным рабочим валком для передачи формы поверхности текстурированного рабочего валка поверхности упомянутого листа или полосы, упомянутая форма текстурированного рабочего валка стана вторичного проката содержит точечный двумерный детерминистический рельеф, причем каждая точка имеет форму кратера с кромкой вокруг него. Предпочтительно, чтобы упомянутые точки получались посредством луча высокой энергии, такого, как электронный луч.
Шероховатость текстурированного рабочего валка стана вторичного проката изменяется в диапазоне от 0,4 мкм до 8,0 мкм и, предпочтительно, от 1,6 мкм до 6,0 мкм, хотя шероховатость листа, полученного посредством этого последнего исполнения настоящего изобретения изменяется в диапазоне от 0,5 мкм до 6,0 мкм и, предпочтительно, в диапазоне от 0,8 мкм до 4,0 мкм.
Предпочтительно, чтобы та сторона металлического листа или полосы, на которую была нанесена текстура на стане холодного обжатия, была бы протекстурирована еще раз посредством текстурированного рабочего валка стана вторичного проката.
Если металлический лист или полоса не переворачивается между фазами холодного обжатия и вторичного проката, то это означает, что верхний и/или нижний рабочий валок пары рабочих валков стана вторичного проката должен соответствовать верхнему и/или нижнему текстурированному рабочему валку пары рабочих валков стана холодного обжатия.
В соответствии с другим предпочтительным вариантом исполнения способа, выполненного согласно настоящему изобретению, оба валка пары рабочих валков стана холодного обжатия и/или стана вторичного проката имеют текстуру формы поверхности, которая состоит из двумерных детерминистических точечных участков.
Предпочтительно, чтобы валки с текстурой стана холодного обжатия или стана вторичного проката имели гравировку, полученную посредством "ETB процесса", т. е. электронным лучом в вакууме. Посредством этой технологии в пределах нескольких квадратных микронов, электронный луч нагревает поверхность валка до температуры плавления и под давлением плазмы, расплавленный металл удаляется и формирует вокруг кратера регулируемую и рельефную кромку, вплавленную в основной металл. Форма и величина кромки регулируется посредством изменения периодов предварительного и последующего нагрева электронным лучом.
Текстура рабочего валка воспроизводится на металлических листах или полосах во время процесса прокатки на стане холодного обжатия или на стане вторичного проката.
Предпочтительно, чтобы конфигурация рельефа была сформирована из единых ячеек, таких, как центральный правильный шестиугольник.
Настоящее изобретение, кроме этого, относится также и к устройству для производства металлических листов или полос, содержащему по крайней мере прокатный стан для холодного обжатия с по крайней мере одной парой рабочих валков, в котором согласно изобретению по меньшей мере один валок этой пары рабочих валков имеет текстуру поверхности, которая состоит из двумерных детерминистических точечных участков, при этом каждый участок имеет форму кратера с кромкой вокруг него.
В соответствии с предпочтительным вариантом исполнения прокатный стан холодного обжатия является реверсивным станом, содержащим только одну клеть для рабочих валков, выполняющих несколько шагов-операций обжатия. В этом случае рабочие валки заменяются перед последним шагом операции проката на текстурированные рабочие валки, которые имеют текстуру поверхности, состоящую из двумерных детерминистических точечных участков.
В соответствии с другим предпочтительным вариантом исполнения настоящего изобретения прокатный стан холодного обжатия является станом тандемного типа, содержащим несколько клетей, при этом только последняя клеть содержит по крайней мере один текстурированный рабочий валок, который имеет текстуру поверхности, состоящую из двумерных детерминистических точечных участков. Операция обжатия осуществляется в одной последовательности.
В соответствии с другим предпочтительным вариантом исполнения настоящего изобретения это устройство содержит кроме этого стан вторичного проката с по крайней мере одной парой рабочих валков, при этом по крайней мере один валок этой пары рабочих валков стана вторичного проката имеет текстурированную поверхность, которая состоит из двумерных детерминистических точечных участков, при этом каждый участок имеет форму кратера с кромкой вокруг него.
В соответствии с еще одним предпочтительным вариантом исполнения настоящего изобретения оба рабочих валка пары рабочих валков стана холодного обжатия и/или стана вторичного проката имеют текстурированную поверхность, состоящую из двумерных детерминистических участков.
Настоящее изобретение, кроме этого, связано с металлическим листом или полосой, имеющей текстурированную поверхность, которая состоит из двумерных детерминистических участков, каждый участок имеет форму углубления, окруженного выпуклостью или пиком, а в спектре подаваемой мощности отсутствуют волны, имеющие большую длину (волнистость).
Это означает, что для спектра мощности, измеренного для профиля 40 мм, основная плотность мощности для длин волн более 800 мкм менее 0,2 мкм2 и, предпочтительно, менее 0,1 мкм2.
Предпочтительно, чтобы металлический лист или полоса имели относительное удлинение (на 50 мм) менее 10% (Евронорма EN10002-1).
Если металлический лист или полоса изготовлены из стали, то твердость листа или полосы должна быть более 80 (Rockwell).
Как уже упоминалось, шероховатость металлического листа или полосы находится в диапазоне от 0,3 мкм до 2,5 мкм и, предпочтительно, чтобы она находилась в диапазоне от 0,5 мкм до 2,0 мкм.
Более конкретно, отношение ширины к глубине углублений на листе или полосе должно составлять по крайней мере 2 и предпочтительно по крайней мере 3, а отношение диаметра выпуклости к высоте выпуклости должно быть более 3 и предпочтительно, чтобы оно было более 4.
Расстояние между двумя последующими выпуклостями или пиками должно находиться в диапазоне от 50 мкм до 550 мкм и, предпочтительно, чтобы находилось в диапазоне от 130 мкм до 320 мкм, причем высота выпуклости должна находиться в диапазоне от 0 мкм до 30 мкм.
Внутренний диаметр углубления должен находиться в диапазоне от 20 мкм до 250 мкм и предпочтительно, чтобы он находился в диапазоне от 50 мкм до 180 мкм, хотя ширина углублений находится в диапазоне 4-100 мкм и предпочтительно, чтобы она находилась в диапазоне 10-75 мкм, а глубина углублений находится в диапазоне 0-50 мкм и, предпочтительно, чтобы находилась в диапазоне 5-30 мкм.
В соответствии с первым исполнением текстура поверхности металлического листа или полосы, имеет отпечатки (углубления) от кромок валка с текстурой. В этом случае выпуклости или пики, образованные в результате вдавливания материала листа или полосы в кратер валка с текстурой, могут (высота выпуклости не равна 0) или могут не (высота выпуклости близка к 0) присутствовать в зависимости от толщины обжатия.
В соответствии с другим вариантом исполнения настоящего изобретения, текстура поверхности металлического листа или полосы состоит из выпуклостей или пиков в основном без каких-либо оттисков (углублений) от кромок, имеющихся на валке с текстурой. В этом случае глубина углубления близка к 0 мкм и имеет большую ширину.
Предпочтительно, чтобы конфигурация рельефа образовала бы единые ячейки, такие как правильные центральные шестиугольники.
Упомянутые выше характеристики относятся к металлическим листам или полосам, которые являются промежуточным продуктом и которые еще не подвергались процессу обжига и последующей операции вторичного проката.
Настоящее изобретение, кроме этого, связано с конечным продуктом, который был прокатан прокатным станом холодного обжатия с EBT валками и был обработан посредством процесса отжига и последующей операции вторичного проката.
Если металлический лист или полоса, как описано выше, были подвергнуты процессу отжига без операции вторичного проката, то они не будут иметь каких-либо внутренних растяжений поверхности.
Это последнее свойство может быть проверено посредством использования следующей техники: дифрактометрии рентгеновского луча, ультразвуковым измерением, посредством измерения микродеформаций во время гравирования поверхностного слоя, микротвердости.
Если вторичный прокат осуществлялся посредством валков с SBT или EBT текстурой, то случайная шероховатость частично покрывает двумерный детерминистический рельеф участков на металлическом листе или полосе.
Если операция вторичного проката была осуществлена валком, имеющим текстуру, полученную посредством лазерного луча, то однородно детерминистическая шероховатость будет частично покрывать двумерный детерминистический рельеф участков на листе металла.
Если операция вторичного проката была осуществлена валками с текстурой, полученной посредством EBT, то металлический лист или полоса будут иметь конечную текстуру, состоящую из двух форм текстуры формы поверхности, которая будет состоять из двумерного детерминистического рельефа участков.
Такие металлические листы или полосы могут быть изготовлены из стали, нержавеющей стали, алюминия или алюминиевых сплавов.
Такие металлические листы или полосы могут покрываться металлическим или органическим слоем, таким, как лакокрасочный, цинковый или алюминиевый.
Краткое описание чертежей
Фиг.1 представляет собой последовательность операций производства стального
листа.
Фиг. 2 представляет собой схематическое представление разложения профиля поверхности металлического листа на шероховатую и волнистую поверхности.
Фиг. 3 и фиг. 4 представляют собой зависимость между шероховатостью и волнистостью для процесса случайного текстурирования (SBT), в случае низкой шероховатости (фиг.3), и, в случае высокой шероховатости (фиг.4).
Фиг. 5 представляет собой график изменения шероховатости и волнистости во время EDT обработки валка.
Фиг. 6 и фиг. 7 представляют собой передачу волнистости во время холодной прокатки для обжатия (фиг.6) и передачу дополнительной шероховатости в стане вторичного проката (фиг. 7).
Фиг. 8 и фиг.9 представляют изображение поверхности листа после проката холодного обжатия посредством SBT валков, после чего осуществляется вторичный прокат EBT валками.
Фиг. 10 представляет собой график зависимости между волнистостью металлического листа и прозрачностью изображения после окраски.
Фиг. 11 представляет собой график влияния листа, прокатанного станом вторичного проката посредством способа LT или SBT, на прозрачность образа окраски.
Фиг. 12 является схематическим видом ЕВТ машины, которая предназначена для текстурирования холодных валков, используемых в способе и устройстве, в соответствии с настоящим изобретением.
Фиг.13 является схематическим видом электронной пушки машины, показанной на фиг. 12.
Фиг. 14, 15 и 16 представляют собой схематический вид на три примера детерминистической ЕВТ текстуры (двумерных рельефов кратеров).
Фиг. 17 является схематическим представлением примера кратера круговой формы, полученного посредством EBT.
Фиг. 18 и 19 представляют собой вид, на котором металлические листы, которые были получены после тандемного проката и после обработки на стане вторичного проката.
Фигуры 20 и 21 представляют собой трехмерные размеры рабочего валка с текстурой прокатного стана тандемного типа и полосы, обработанной прокатным станом тандемного типа, в соответствии с настоящим изобретением.
Фиг. 22 является диаграммой, где представлено изменение Ra валка с EBT текстурой прокатного стана тандемного типа в режиме одиночного проката.
Фиг. 23 представляет собой процесс налипания мелких фракций на валок с EBT текстурой.
Фиг. 24 показывает расход (WL) покрытия во время окраски оцинкованного материала.
Фиг. 25 представляет собой график влияния процесса текстурирования посредством холодного обжатия (SBT и EBT) на толщину покрытия (CT).
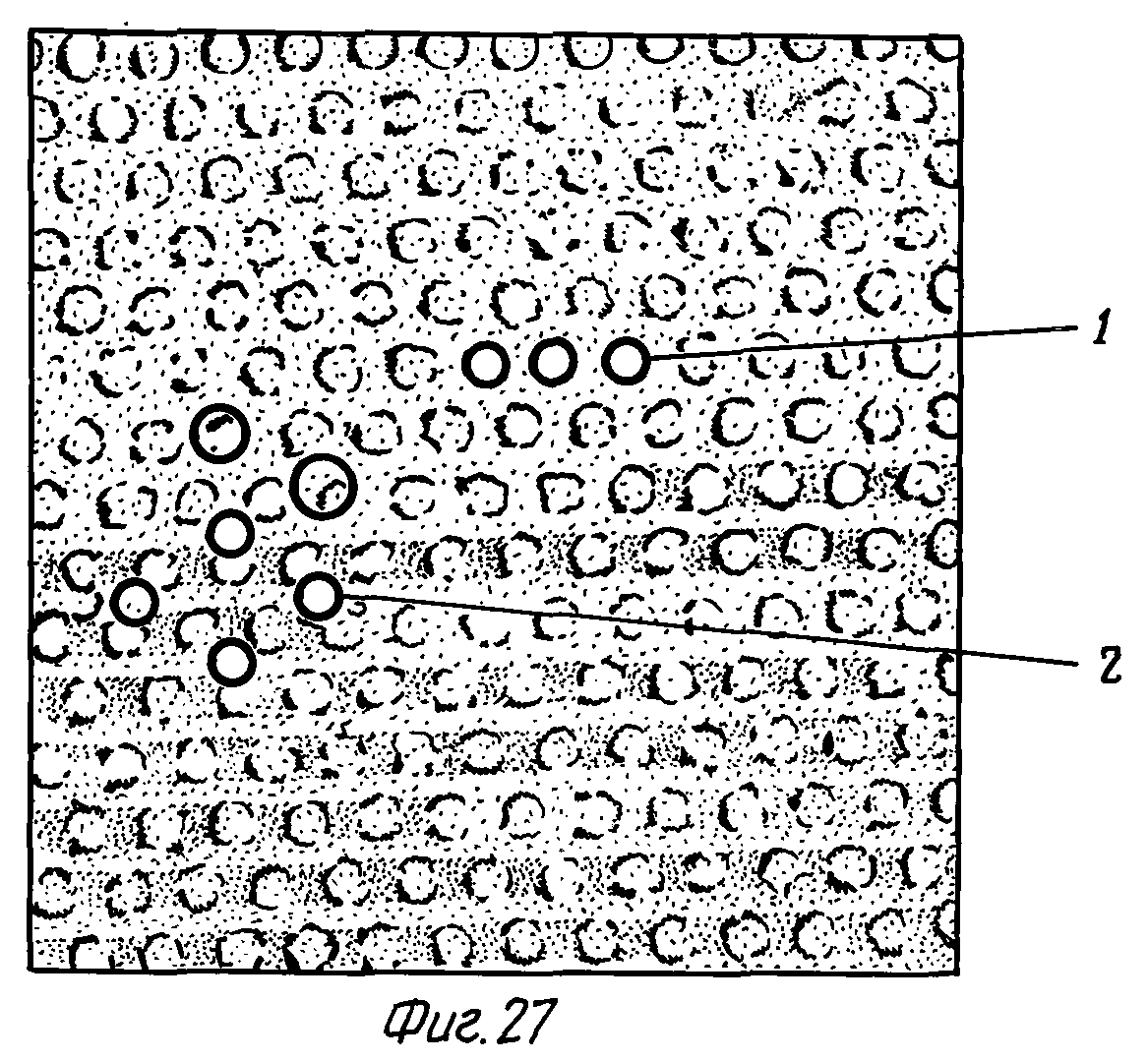
Фиг. 26 и 27 представляют собой суммарную конечную текстуру металлического листа или полосы после успешного проката станом тандемного типа и после вторичного проката, при этом контролируемое перемешивание мелких и глубоких круговых углублений осуществляется для получения крупной шероховатости (фиг. 26) и для получения мелкой шероховатости (фиг. 27).
Фиг. 28 и 29 представляют собой два вида трехмерной текстуры с размерами после вторичной обработки полосы с мелкой (фиг. 28) и крупной (фиг. 39) детерминистической EBT текстурой.
Фиг. 30 и 31 представляют собой спектр длин волн для листа или полосы, которые были последовательно обработаны станом тандемного типа и станом вторичного проката для случая использования текстур, полученных посредством струи с дробью (фиг. 30) и EBT (фиг. 31) соответственно.
Фиг. 32 представляет собой вид окрашенной поверхности для листа, где использовалась случайная шероховатость во время холодного обжатия (EBT, LT) и для листа, для которого использовалась EBT.
Проблемы, решаемые настоящим изобретением
Шероховатость рабочих валков, используемых на последнем шаге операции проката в прокатном стане
холодного обжатия вызывает три основных последствия;
1) Позволяет избежать холодной сварки (слипания) витков рулона во время отжига партии. Во время отжига партии внешние витки рулона
нагреваются быстрее, чем внутренние. Температурный градиент вызывает возникновение термического давления между витками. Это давление увеличивается до таких пределов, что витки свариваются. Такое
сваривание называется "слипанием". Во время разматывания до вторичного проката, спайки разламываются, но оставляют следы на поверхности листа. Этот дефект называется "отметками спаек". Шероховатость
поверхности уменьшает возможность формирования спаек во время отжига партии.
2) Обеспечивает слипание покрытия со стальной подложкой (при горячей глубокой гальванизации и оцинковке). На линии глубокой горячей оцинковки, полностью твердый материал (стальной лист, полученный после тандемного проката) сначала обжигается на линии непрерывного отжига, а затем погружается в ванну с цинком при температуре 470oC. Шероховатость листа имеет важное значение для налипания цинка. Минимальная шероховатость, находящаяся в пределах от 0,8 мкм до 1,2 мкм требуется в зависимости от необходимой толщины оцинковки.
3) Позволяет формировать окончательную шероховатость после вторичного проката, которая является комбинацией шероховатости, полученной после проката станом холодного обжатия, и шероховатости, полученной после обработки станом вторичного проката. Для конкретного использования, в качестве корпуса ванн, необходима высокая степень шероховатости листов металла (Ra > 3,5 мкм). Такие большие величины не могут быть получены только посредством вторичного проката. Поэтому высокая степень шероховатости необходима и после холодного обжатия.
Более того, высокая степень твердости листов металла или полос, в случае листов или полос из стали или нержавеющей стали, получаемая посредством операции проката станом холодного обжатия и уменьшение толщины на величину от 5 до 10% на последнем шаге операции проката порождает специфические проблемы, которые не возникают в случае использования стана вторичного проката.
Во время использования способов случайного текстурирования таких, как SBT или EDT для текстурирования рабочих валков, наблюдается волнистая шероховатость с большой длиной волны, так называемая "волнистость" (см.фиг.2).
Эта волнистость, возникающая во время упомянутых способов текстурирования возникает из-за:
- случайного изменения твердости
валка, изменения энергий частиц дроби в случае применения технологии SBT;
- изменение электрической энергии обрабатывающей искры, изменение электропроводимости материала валка в случае EBT
технологии.
Для одних и тех же значений шероховатости, волнистость валков с SBT или EDT текстурой не сильно отличается друг от друга. Проверки посредством различных процедур измельчения показали, что волнистость поверхности после холодного проката не может быть уменьшена путем уменьшения шероховатости заземленного валка до EDT.
Компьютерное моделирование SBT обработки показало, что любая попытка увеличить шероховатость валка приведет к увеличению волнистости (см.фиг. 3 и 4).
Аналогичная взаимосвязь между шероховатостью (Ra) и волнистостью (Wa) получена и для EDT валков. На фиг. 5 показаны Ra и Wa величины для EDT валков как функции времени текстурирования или степени текстурирования. По мере повышения степени текстурирования, возрастает как Ra, так и Wa.
Эти результаты указывают, что во время текстурирования волнистость возникает как непосредственное следствие усилий, направленных на получение более шероховатых валков. Из-за собственного колебания параметров способов SBT и EDT возникает текстура со случайной природой и длина топографических волн на прокатанной поверхности изменяется в широких пределах.
Волнистость поверхности валка передается шероховатости листа во время холодного обжатия легче, чем во время вторичного проката. Более высокие давления (из-за более твердых листов и необходимости уменьшения толщины в большей степени) и большее взаимодействие листа с валком (из-за необходимости уменьшения толщины в большей степени), приводит к тому, что даже волнистость шероховатости валка с более длинной волной отображается на поверхности листа.
Однако, для того чтобы избежать отметок слипания после отжига партии, необходимо увеличить величину Ra шероховатости для прокатного стана холодного обжатия. Поэтому используются валки, обработанные струей дроби или посредством EDT с высоким значением Ra (от 5 мкм до 6 мкм) и, к сожалению, с высоким Wa. Это приводит к высокой степени волнистости после холодного проката. Так как уменьшение толщины станом вторичного проката происходит в меньшей степени (от 0,5 до 1,0%), то волнистость, возникшая из-за холодного обжатия, не может быть разглажена и остается в виде конечной шероховатости (см. фиг. 6 и 7).
Даже если во время вторичного проката используются валки с EBT или LT текстурой, то на конечной поверхности все равно присутствует волнистость от валков холодного обжатия (см.фиг.8 и 9).
Волнистость приносит ущерб внешнему виду окрашенных частей, как это показано на фиг. 10 и 11.
Другая проблема, связанная с настоящим изобретением, заключается в сильном износе валков с текстурой, используемых в прокатном стане холодного обжатия и получаемых известными способами. Износ происходит из-за больших усилий на внимание во время проката для обжатия, что приводит к уменьшению толщины листа или полосы в большей степени и повышению твердости металла в случае стального листа. Все это полностью относится к случаю валков EDT, где имеются мелкие и острые кромки.
Другая проблема настоящего изобретения заключается в уменьшении налипания отходов металла, особенно во время получения валков SBT и EDT с малой шероховатостью. Отходы металла, которые присутствуют в эмульсии стана холодного обжатия, налипают на рабочую поверхность валка, если пики его шероховатости острые. Рабочий валок и дополнительный валок после этого выходят из строя и процесс проката останавливается.
По этой причине, в настоящее время наблюдается тенденция получить более низкую шероховатость после тандемной обработки без риска для отжига партии и для налипания покрытия. Хотя и существуют классические технологии получения шероховатости, но эти усилия, однако, ограничены из-за нерегулярных характеристик (волнистости) получаемой шероховатости.
Детальное описание
настоящего изобретения
Фиг. 12 описывает машину ЕВТ, которая предназначена для получения специфических текстур на валках холодного проката, которые используются в способе и в устройстве,
выполненном согласно настоящему изобретению.
Вообще говоря, можно сравнить машину ЕВТ с высокоэнергетической телевизионной системой, где экран выполнен в виде поверхности валка,
которая должна быть текстурирована. Исходя из этого, основными преимуществами являются:
- гибкость;
- воспроизводимость;
- предсказуемость;
- продуктивность;
- надежность;
- полная автоматизация.
EBT машина в сущности состоят из следующих частей:
- камеры (1) текстурирования;
- электронной пушки (8);
- насоса (13) для создания вакуума;
- теплообменника замкнутой цепи (не показан);
- кабин для электрического контроля (не показаны)
Камера (1) текстурирования состоит
из отлитого из стали основания и алюминиевого покрытия, что составляет герметичный блок. Крышка имеет съемный люк в верхней части для загрузки и выгрузки валков (2). Во время текстурирования, вакуум в
камере (1) удерживается на постоянном уровне 10-1 mbar. Валок вращается при помощи устройств (3,4,5) двигателя (6) с непрерывно изменяемой скоростью вращения от 0 до 1000 об/мин, при этом
механизм передвижения (7) осуществляет перемещение валка (2) перед электронной пушкой (8) с фиксированным положением. С момента, когда текстура выбрана и валок (2) введен в камеру (1) текстурирования,
запускается машина и процесс текстурирования осуществляется автоматически. EBT-машина управляется пятью микропроцессорами, которые связаны между собой и с центральным управляющим персональным
компьютером посредством системы LAN (локальной сети), связь в которой осуществляется посредством оптических волокон для предотвращения ненужных помех.
Основной частью EBT-машины
является электронная пушка (8), которая жестко закреплена на задней стороне камеры (1) текстурирования. Как показано на фиг.2, пушка (8) с электронным лучом состоит из трех частей:
- блока
(10) ускорения с катодом (9);
- блока (11) вариообъектива,
- блока (12) фокусировки.
Электронная пушка может быть описана как классический триод, оснащенный однако
быстро импульсными и быстроперемещаемыми линзами, что делает эту пушку уникальной. Процесс формирования кратера и кромки схематично представлен на фиг. 13. Пушка работает под вакуумом величиной от
10-3 mbar до 10-4 mbar и использует напряжение ускорения, равное 200 кВ при максимальной силе тока 75 MA. Катод прямого нагрева вырабатывает электроны. Частота импульсов пушки
непрерывно изменяется, максимальная частота равна 200 кГц. Циклы обстрела для формирования одиночного кратера, который может формироваться в течение одного или двух выстрелов, могут быть представлены
следующим образом:

Полный цикл обстрела - время, необходимое на создание кратера (первый и возможно второй выстрел) колеблется в пределах от 2 до 15 мкс (микросекунд).
Электронный луч отклоняется для того, чтобы следовать сдвигу и вращению валка во время формирования кратера. Таким образом, наносится текстура на поверхность валка с предпочтительно круговыми кратерами. Скорость передвижения непрерывно изменяется в пределах от 0,03 м/мин до 0,36 м/мин. Скорость передвижения управляется скоростью сдвига и вращения валка, которые контролируются декодерами, которые в конечном счете управляют синхронизацией воздействия электронного луча.
Текстура валка состоит из двумерного детерминистического рельефа кратеров, создаваемых лучем с высокой энергией (т.е. электронным лучем), каждый кратер ограничивается кромкой кратера.
Этот двумерный рельеф имеет постоянную структуру и определяется тремя параметрами dL, dA и h.
dL - расстояние между двумя кратерами, которое измеряется вдоль окружности валка;
dA - расстояние между двумя окружностями в аксиальном направлении;
n - количество витков валка до того момента, как данный кратер займет исходное положение на валке в направлении окружности,
может быть целым или действительным числом (которое не равно отношению двух целых).
Некоторые примеры одиночных ячеек приведены на фиг. 14, 15 и 16.
Рельеф, показанный на фиг. 14, имеет четырехугольную единую ячейку; кратеры занимают исходное положение при каждом витке спирали.
Рельеф, показанный на фиг.15, имеет шестиугольную единую ячейку: после двух витков спирали кратер занимает исходное положение в аксиальном направлении.
В случае рельефа, показанного на фиг. 16, кратер занимает исходное положение в направлении окружности после трех витков.
Расстояния dL и dA могут изменяться в широком диапазоне от 80 мкм до 550 мкм, n - целое число, больше или равно 1 (не ограничено максимальным значением). Для каждого простого или действительного числа получаются различные рельефы. Когда n является дробью или числом больше чем количество витков на валке (обычно са 20000), то рельеф не имеет какой-либо периодичности в аксиальном направлении. Этот способ допускает получение кратеров, расположенных в псевдослучайном порядке в аксиальном направлении.
Форма кратера является функцией диаметра d луча времени tS обстрела и отклонения луча во время обстрела. Когда луч следует по поверхности валка во время обстрела, то могут быть созданы совершенно круглые кратеры с глубиной К кратеров, которая пропорциональна времени tS обстрела (см.фиг.17).
Если луч не отклоняется или отклонение отрицательно (отклонение имеет противоположное вращению поверхности направление), то получаются более или менее эллиптические кратеры.
На форму кромки кратера влияет предварительный и последующий нагрев, распределение энергии по радиусу луча, расположение и взаимосвязь между диаметром кратера и формой кратера. Круглая кромка с гладкими краями образуется, когда диаметр кратера мал по сравнению с расстоянием между двумя кратерами и когда последующее нагревание занимает более длительное время.
Путем увеличения времени на предварительное нагревание и уменьшения времени последующего нагревания, получаются кромки с все более и более неправильной формой.
Разрывные кромки, составленные из нескольких куч материала валка, могут образовываться, когда диаметр кратера составляет примерно 80% от расстояния между двумя кратерами. Форма куч и количество куч на кратер является функцией параметров dL, dA и n.
Процесс передачи листу шероховатости от рабочего валка с текстурой абсолютно отличается при обработке прокатным станом холодного обжатия по сравнению с тем, что получается при обработке станом вторичной обработки. В случае стана вторичной обработки, шероховатость листа образуется путем вдавливания кромки в лист (см.фиг.18).
В случае прокатного стана холодного обжатия, поверхность листа состоит не только из отпечатков кромок, но также и из пиков или выпуклостей, там, где материал был вдавлен в глубину кратера огромными поперечными силами. Так что глубина кратера непосредственно влияет на шероховатость после шага холодного обжатия (см.фиг.19).
На фиг. 20 и 21 представлены шероховатости листа после холодного обжатия с детерминистической EBT шероховатостью или после вторичного проката с EBT шероховатостью.
Однако, присутствие больших выпуклостей или пиков из-за вдавливания материала в соответствующие кратеры валков может наблюдаться или может отсутствовать в зависимости от степени уменьшения толщины листа или полосы.
Избавление от изнашивания рабочих валков с текстурой во время проката с целью холодного обжатия
На изнашивание валка во время холодного обжатия сильно
влияет форма кромки или неоднородность пиков на валке. Отношение ширины к высоте куч кромки на валке должно составлять по меньшей мере 3. В противном случае, давление, воздействующее на кучу из-за
действия поперечных сил будет слишком велико и пик будет сломан.
Для круглой конической кромки (с закругленной верхушкой), от этого ограничения можно избавиться путем задания
следующих параметров обстрела:
- фокус луча должен находиться под поверхностью валка;
- отношение диаметра кратера к глубине кратера должно превышать 4.
На фиг. 22 показано изменение Ra во время процесса холодного обжатия с такой формой кромок.
Имеется небольшой провал Ra в первой части этого процесса. После 20 км шероховатость валка стабильна и износа практически не наблюдается.
Дальнейшее уменьшение износа может быть получено путем изменения формы кромки. Было отмечено, что если фокус луча расположить над поверхностью валка вместо того, чтобы его располагать под поверхностью валка, то форма кромки изменяется и вместо конической формы с закругленной вершиной получается более трапециевидная форма. Отношение ширины к высоте трапеции кромки должно быть равно по крайней мере 2 для минимизации износа.
Решение проблемы налипания отходов металла во время обжатия
Налипание отходов металла на валки с
EBT текстурой происходит, когда стенки кромок слишком крутые. В этом случае происходит вдавливание отходов металла в кромки и из-за эластичного отскакивания после операции проката, отходы металла
налипают на поверхность валка (фиг. 23).
Когда стенки кромок менее крутые, силы трения между отходами металла и валком после эластичного отскакивания валка слишком малы и отходы металла не налипают на валок.
Для круглых конических кромок, отношение ширины к высоте должно равняться по крайней мере 3 для предотвращения налипания отходов металла. Это условие
реализуется путем использования луча со следующими параметрами:
- фокус луча должен находиться под поверхностью валка;
- отношение диаметра кратера к глубине кратера должно превышать
4.
Решение проблемы, связанной с образованием меток спаек во время отжига рулона
Во время отжига рулона давление между витками распределяется между многими мелкими пиками
тандемной EBT шероховатости. Контактное давление на пик очень велико и имеется вероятность образования спайки на вершине пика.
Диаметр спайки на вершине пика мал (примерно < 40 мкм) и необходимы только очень маленькие усилия для отламывания спайки.
Это происходит во время охлаждения материала, когда ослабляется термическое давление. Это упругое ослабление витков приводит к тому, что спайки ломаются и не формируются отметки спаек во время разматывания материала.
Этот механизм остается справедливым даже для очень малых величин Rа до тех пор, пока присутствуют пики шероховатости, созданной холодным обжатием ETB. Не наблюдается отметок спаек для листа с тандемной шероховатостью 0,5 мкм. Как только Ra уменьшается до 0,5 мкм для листа, практически никаких пиков не возникает и не формируются отметки спаек.
Решение проблемы слипания оцинкованной стали
Оцинкованный слой возникает, когда Fe и Zn входят в
реакцию во время обжига после горячего погружения листа в жидкий Zn. Состояние поверхности играет огромную роль во время этой реакции:
1. Чем больше шероховатость, тем больше специфическая
контактная область между Fe и Zn. Возрастает скорость протекания реакции. Известно, что очень быстрая реакция может привести к так называемому выплескиванию компонентов FеZn из жидкого Zn. Такой слой
неоднороден, что приводит к большему расходу веса покрытия во время глубокого покрытия.
2. Чем выше степень волнистости, тем в большей степени изменяется толщина жидкого слоя Zn до
обжига. Волнистость может вызвать важные изменения: средняя толщина Zn может изменяться локально от 5 мкм до 15 мкм при общей средней толщине 10 мкм. Имеются две причины, из-за чего происходит реакция
FeZn при тонком слое Zn:
1. Al в жидком Zn образует слой между Fe и жидким Zn до реакции. Этот слой является стабилизатором для реакции FeZn и помогает управлять реакцией. Было отмечено, что
Al преимущественно выпадает в осадок в углублениях, где толщина Zn высока.
2. При большой толщине Zn, требуется большее время для повышения температуры переходного слоя FeZn до величины, необходимой для начала реакции.
Эти различия в кинетике реакции, из-за волнистости листа, кроме этого приводят к неоднородным структурам и потере веса во время глубокого покрытия.
Путем использования детерминистической шероховатости, полученной холодным обжатием возможно получить однородную структуру состава FeZn. Тем самым, будет понижена потеря в весе покрытия во время покрытия лунок до 30% от величины, получаемой для классической шероховатости, полученной посредством обработки струей дроби (см. фиг. 24).
Положительное влияние
шероховатости EBT холодного обжатия заключается в следующем:
1. Уменьшается контактная область для той же Ra-величины.
2. Нет волнистости и поэтому нет локального различия в реактивности.
3. Имеется огромная нетронутая плоская поверхность листа между круглыми впадинами на стальном листе. Поэтому, отношение внутреннего диаметра впадин к расстоянию между кратерами на валке должно быть менее 0,5.
Шероховатость EBT холодного обжатия кроме этого понижает различие толщин покрытия. На фиг. 25 средняя толщина и изменения толщины материала с шероховатостью, полученной посредством обработки струей дроби сравнивается с материалом с EBT текстурой. Для того же общего веса покрытия более правильная EBT текстура понижает величину неоднородностей до одной трети величины, соответствующей случаю обработки струей дроби.
Решение проблемы объединения EBT текстуры для стана холодного обжатия с EBT текстурой для
вторичного проката
Во время получения шероховатости EBT холодного обжатия в стане вторичного проката могут использоваться валки с EBT текстурой.
Во время вторичного проката однородные рельефы с пиками некоторой высоты (от 5 мкм до 15 мкм) полностью сглаживаются. Однако, после вторичного проката в текстуре остаются выдавленные более или менее круглые впадины или неровности, оставшиеся от шероховатости холодного обжатия. Как было описано выше, после процесса вторичного проката формируются только отметки кромок валка, пики не формируются из-за малого контактного давления во время вторичного проката.
Легко сделать более глубокими впадины, получаемые после обработки станом вторичного проката. Малые продольные силы во время вторичного проката делают возможным использование валков с высокими кромками без риска сломать их во время проката. Конечная текстура получается из контролируемой смеси мелких и глубоких круглых впадин, как показано на фиг.26 и 27.
На основании этого феномена получаются три уникальных и неожиданных преимущества:
1. Окончательная смешанная текстура листа абсолютно
предсказуема и воспроизводима. Это первая текстура листа, где используются только полностью детерминистические валки.
2. Вклад шероховатости прокатного стана холодного обжатия в окончательную шероховатость листа ограничен: так как пики сглаживаются и остаются только неглубокие выбоины от кромок, то вклад от стана холодного обжатия в конечную шероховатость ограничен 2 микрометрами Ra. Этот низкий вклад облегчает получение шероховатостей с низкой конечной величиной с малыми неоднородностями.
3. Смесь двух рельефов впадин (рельефов стана холодного обжатия и рельефов стана вторичного проката) приводит к специфическим преимуществам при глубоком покрытии. Смазочное масло наносится время от времени по мере необходимости. Из неглубоких впадин масло легко удаляется (например, при малых коэффициентах покрытия), в то время, как более глубокие впадины, в которых масло остается в течение более длительного времени, вызывают более высокий коэффициент покрытия.
4. В окончательной текстуре не наблюдается никакой волнистости, даже при больших величинах Ra, при 2,5 мкм. Это показано на примере трехмерной текстуры с размерами на фиг. 18 и 19, где показаны рельефы высокой и более низкой текстуры, полученной после обработки станом вторичного проката. На фиг. 30 и 31 осуществляется сравнение спектра мощности этой новой текстуры листа со спектром мощности для текстуры, для получения которой были использованы валки со стохастической текстурой в стане холодного обжатия или в стане вторичного проката. При использовании стохастических валков всегда возникает сильно выраженная волнистость с большими волнами (длина волны > 0,6 мм) и волнистость практически отсутствует для новой текстуры листа.
Отсутствие волн с большой длиной, приводит к существенному улучшению качества покрытия (см.фиг. 32) и, что более важно, это возрастание не зависит от величины Ra листа. При помощи настоящего изобретения может быть получен лист с величиной Ra до 2,5 мкм для получения хорошего покрытия и отличного внешнего вида.
Подписи к рисункам
Фиг. 1
1. Непрерывное литье
2. Литье
слитков
3. Прокат слитков
4. Горячий прокат
5. Холодный прокат
6. Отжиг рулона
7. Непрерывный отжиг
8. Непрерывный отжиг + горячая глубокая
гальванизация
9. Вторичный прокат (формирование поверхности)
10. Электрогальванизация
11. Окончательный продукт
Фиг. 2
1. Профиль поверхности
2.
Волнистость
3. Шероховатость
Фиг. 6
1. Рабочий валок
2. Волнистость тандемной шероховатости
3. Лист
4. Шероховатость листа следует волнистости
тандемной шероховатости
Фиг. 7
1. Рабочий валок
2. Лист
3. Волнистость тандемного листа не может быть сглажена
Фиг.13
1. Катод
2.
Ускорение электронов электрическим полем
3. Анод
4. Электронный луч
5. Электронная оптика
6. Поверхность валка
7. Преобразование кинетической энергии в
энергию нагревания
8. Полученный кратер
Фиг. 17
1. Поверхность валка
2. Кромка кратера
3. Зона воздействия наконечника
Фиг. 18,19
1.
Валок
2. Лист
Фиг. 23
1. Отходы металла
2. Валок
Фиг. 26
1. Текстура стана вторичного проката (грубая шероховатость)
2. Текстура
тандемного стана
Фиг.27
1. Текстура стана вторичного проката (мелкая шероховатость)
2. Текстура тандемного стана
Фиг.32
1. Ноздреватость
2. Потеря
контрастности
3. Тандем со струей дроби
4. EBT тандема
Реферат
Изобретение относится к области прокатного производства. Способ заключается в получении металлических листов или полос посредством холодного обжатия металлических листов или полос, по крайней мере, одной пары рабочих валков, один из которых является текстурированным рабочим валком, предназначенным для передачи формы поверхности текстурированного рабочего валка поверхности упомянутого листа или полосы. Форма текстурированной поверхности рабочего валка состоит из двумерных детерминистических точечных участков, причем каждый участок имеет форму кратера с кромкой вокруг него с регламентированными параметрами поверхности. Получаемый лист или полоса имеет микрорельеф ответной формы, при этом на его поверхности отсутствует волнистость. Изобретение обеспечивает получение изделий с качественной поверхностью, предназначенной для нанесения качественного покрытия. 3 c. и 30 з.п. ф-лы, 1 табл., 32 ил.

Комментарии