Предварительный нагрев и тепловое управление рабочих валков в процессах проката металла и их системы управления - RU2705045C2
Код документа: RU2705045C2
Чертежи





Описание
ПЕРЕКРЕСТНЫЕ ССЫЛКИ НА РОДСТВЕННЫЕ ЗАЯВКИ
[1] В этой заявке испрашивается приоритет по предварительной заявке США, серийный № 62/221,491, поданной 21 сентября 2015 г., включенной в данный документ в полном объеме посредством ссылки.
ОБЛАСТЬ ИЗОБРЕТЕНИЯ
[2] Данное изобретение относится к станам для проката металла. Конкретнее, данное изобретение относится к использованию горячих аэрозолей для предварительного нагрева и тепловой стабилизации металлических рабочих валков и связанных с ними систем управления.
УРОВЕНЬ ТЕХНИКИ
[3] Прокатные станы используют для получения металлического листа или пластины из металлического материала путем его пропускания между большими валками, оказывающими давление и деформирующими металлический материал. Пропуская металлический материал через последовательный ряд валков, можно постепенно уменьшить толщину относительно толстого металлического материала, в итоге превратив его в металлический лист или пластину.
[4] Во время процесса проката поддержание равномерного размера (например, толщины) вдоль всей поверхности металлического листа или пластины может представлять проблему. Например, во время пропускания металлического листа или пластины через рабочие валки, уменьшающие или утоньшающие его размер, могут образовываться неровности или волны. Неровности могут образовываться среди прочего из-за отклонения рабочих валков, когда металлический материал деформируется во время обработки, отклонения рабочих валков от использования опорных валков, и изгиба или отклонения рабочих валков от использования гидравлических приводов, оказывающих давление на рабочие валки.
[5] Для компенсации или уменьшения неровностей на поверхности металлического листа или пластины во время производства рабочие валки могут иметь небольшой изгиб или выпуклость, улучшающую постоянство размера и плоскостность. Эта выпуклость или изгиб, представляющий собой легкую выгнутость или вогнутость на поверхности рабочего валка, может отвечать за отклонение рабочего валка во время использования. Выпуклость или изгиб может противодействовать отклонению рабочих валков так, что окончательная форма рабочего валка, воздействующего на металлический материал, очень близка к правильному цилиндру. Получающийся металлический лист или пластина будет иметь улучшенную плоскостность и постоянство размера по всей своей ширине.
[6] Выпуклость или изгиб может быть статическим, например, когда рабочий валок отшлифован или обработан для придания слегка бочкообразной формы, или динамическим, когда выпуклость или изгиб возникает благодаря действию опорных валков, давления, или расширения и сжатия рабочего валка благодаря изменениям температуры. Как правило, окончательная форма рабочих валков после придания статической и/или динамической выпуклости или изгиба должна быть такой, чтобы рабочие валки производили по возможности наиболее плоскостной, равномерный металлический лист или пластину.
[7] Тепловым изгибом, который представляет собой изгиб или выпуклость, возникающий благодаря изменениям температуры, как правило управляют путем нанесения охлаждающих аэрозолей на поверхность рабочих валков и нагревающих аэрозолей на края рабочих валков, пытаясь стабилизировать температуру рабочих валков, и следовательно тепловой изгиб рабочих валков во время производства. Однако, запуск прокатного стана и замена материала во время процесса проката создают переходные периоды, когда рабочие валки могут не достигать устойчивых температур, стабилизирующих тепловую выпуклость рабочих валков. Для достижения приемлемых уровней контроля плоскостности и размера, через прокатный стан часто пропускают пробный или пусковой материал, позволяя рабочим валкам нагреться до рабочих температур. Этот пусковой прокат затем необходимо отправлять в металлолом или подвергать дополнительной обработке, поскольку он не соответствует промышленным стандартам. Использование пускового материала для нагрева и тепловой стабилизации рабочих валков ведет к бесполезной трате времени и материала, а также увеличивает производственные затраты.
КРАТКОЕ ОПИСАНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[8] Аспекты данного изобретения относятся к использованию аэрозолей для нагрева рабочей поверхности, наносимых на рабочие валки в станах для проката металла. Аэрозоли для нагрева рабочей поверхности используют для предварительного нагрева рабочих валков до рабочей или близкой к ней температуры. Нагретую жидкую среду или нагревающую жидкость можно разбрызгивать на поверхность рабочего валка для быстрого образования и стабилизации тепловой выпуклости без использования пускового материала, который необходимо отправлять в металлолом или утилизировать другим способом. В результате процесс запуска проката может требовать меньших непроизводительных потерь времени, уменьшать количество отходов и обеспечивать лучшее управление процессом и качество продукции. Аэрозоли для нагрева рабочей поверхности согласно некоторым примерам данного изобретения можно наносить на поверхность рабочих валков равномерно или их можно наносить с разной скоростью на различные зоны рабочего валка, чтобы обеспечить дополнительное управление и возможность регулирования тепловой выпуклости рабочих валков. Аэрозоли для нагрева рабочей поверхности можно использовать независимо или в сочетании с аэрозолями для нагрева краев и охлаждающей жидкостью для обеспечения тепловой стабилизации и улучшения качества продукции после начального запуска, а также нормализации тепловой выпуклости рабочих валков во время смены материала, параметров проката или технологических условий.
[9] Аэрозоли для нагрева рабочей поверхности можно наносить или контролировать вручную, или с помощью активной либо пассивной системы управления, изменяющей величину предварительного нагрева рабочих валков. В некоторых примерах активная или пассивная система управления может содержать тепловые модели или датчики, для измерения и управления с обратной связью. Например, система управления может содержать модели или датчики, для: прямого или опосредованного определения температуры рабочих валков, изгиба или выпуклости рабочих валков, размера металлического листа, плоскостности металлического листа, температуры нагревающей жидкости, температуры охлаждающей жидкости; и/или датчики, измеряющие свойства материала, например, плоскостность, после проката.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
[10] Иллюстративные примеры по данному изобретению описаны подробно ниже со ссылкой на следующие графические материалы:
[11] ФИГ. 1 представляет собой схематический вид сбоку прокатного стана вместе с системой аэрозольного нагрева рабочей поверхности.
[12] ФИГ. 2 представляет собой схематический вид с торца прокатного стана и системы аэрозольного нагрева рабочей поверхности по ФИГ. 1.
[13] ФИГ. 3 представляет собой схематический вид сбоку прокатного стана с системой теплового управления.
[14] ФИГ. 4 представляет собой схематический вид с торца прокатного стана с системой теплового управления по ФИГ. 3.
[15] ФИГ. 5 представляет собой схематическую иллюстрацию необязательной системы управления для системы теплового управления прокатного стана.
[16] ФИГ. 6 представляет типовой способ управления температурой и тепловой выпуклостью рабочего валка с помощью нагревающих и охлаждающих аэрозолей.
[17] ФИГ. 7 представляет типовой способ управления тепловым изгибом прокатного стана.
[18] ФИГ. 8 представляет типовой способ управления прокатным станом с системой управления тепловым изгибом.
ПОДРОБНОЕ ОПИСАНИЕ СУЩНОСТИ ИОБРЕТЕНИЯ
[19] Объект вариантов реализации данного изобретения описан в данном документе со спецификой, удовлетворяющей предусмотренные законом требования, однако, данное описание не направлено на ограничение объема изобретения. Заявленный в формуле объект изобретения может быть реализован другими способами, может содержать различные элементы или этапы, и может быть использован в сочетании с другими существующими или будущими технологиями. Данное описание не следует интерпретировать как подразумевающее какой-либо определенный порядок или исполнение среди различных этапов или элементов, либо между ними, за исключением случаев, когда порядок отдельных этапов или исполнение элементов описано конкретно.
[20] Некоторые аспекты и характеристики данного изобретения относятся к использованию аэрозолей для нагрева рабочей поверхности и необязательной системы управления в комбинации с прокатным станом для изготовления металлического листа или пластины. Аэрозоль для нагрева рабочей поверхности позволяет предварительно нагревать рабочие валки прокатного стана, полностью (или в максимальной степени) формируя тепловую выпуклость на поверхности рабочих валков перед обработкой металлического материала с помощью рабочих валков. Предварительный нагрев рабочих валков перед обработкой металла позволяет получать металлический лист или пластину из исходного металлического материала без переходного теплового режима рабочих валков. По существу, выпуклость или изгиб рабочих валков, в том числе как динамическая, так и статическая выпуклость, может формироваться полностью (или в максимальной степени), способствуя достижению исходным металлическим материалом желаемых характеристик плоскостности. Нанесение аэрозоля для нагрева рабочей поверхности на рабочие валки прокатного стана перед обработкой исходного металла позволяет быстрее выполнять запуск, сократить время перехода между параметрами металла или проката, и устранить или уменьшить количество металлолома, не соответствующего желаемой плоскостности и требованиям к качеству. Кроме того, комбинация аэрозолей, нагревающих по всей ширине, и охлаждающих аэрозолей позволяет получить более широкий диапазон управления температурой рабочих валков, чем это возможно только с охлаждающими аэрозолями.
[21] ФИГ. 1 и 2 представляют собой схематические виды сбоку и с торца типового прокатного стана 100 с системой 110 аэрозольного нагрева рабочей поверхности. Прокатный стан 100 содержит верхний рабочий валок 104 с верхним опорным валком 105 и нижний рабочий валок 106 с нижним опорным валком 107. Металлический лист или пластина 102 может быть пропущена между верхним рабочим валком 104 и нижним рабочим валком 106 для уменьшения толщины металлического листа или пластины 102. В некоторых примерах прокатный стан 100 может содержать валок 108 измерения плоскостности, измеряющий металлический лист или пластину 102 после пропускания между верхним рабочим валком 104 и нижним рабочим валком 106, определяя достигнута ли равномерность размера металлического листа или пластины 102 по всей ширине. В примере, изображенном на ФИГ. 1, прокатный стан 100 показан в процессе обработки металлического листа или пластины 102, входящей в прокатный стан 100 слева и движущейся направо по ФИГ. 1, как показано стрелкой 103 движения.
[22] Снова обратимся к ФИГ. 1 и 2, показывающим, что прокатный стан 100 содержит аэрозольную систему 110, содержащую резервуар 112 нагревающей жидкости, содержащий определенный объем жидкой нагревающей среды или нагревающей жидкости. Нагревающая жидкость может представлять собой масло, воду или любую подходящую жидкость, которая может быть выбрана на основании своего диапазона рабочих температур и / или удельной теплоемкости и / или теплопроводности. В некоторых примерах нагревающая жидкость может представлять собой флюид, температуру которого поддерживают на уровне приблизительно 95 градусов Цельсия. Нагревающая жидкость может подаваться из резервуара 112 нагревающей жидкости в коллектор 114 нагревающего аэрозоля (ФИГ. 2), распределяющий нагревающую жидкость по распылителям 116 нагревающей жидкости, расположенных по ширине валков.
[23] Распылители 116 нагревающей жидкости превращают нагревающую жидкость в нагревающий аэрозоль 118, наносимый на нижний рабочий валок 106 во время запуска и перед приемом металлического листа или пластины 102. В альтернативном варианте нагревающий аэрозоль 118 можно наносить на верхний рабочий валок 104, или как на верхний рабочий валок 104, так и на нижний рабочий валок 106. В некоторых примерах аэрозольная система 110 может содержать клапан 120 управления нагревающей жидкостью и улавливатель 122 возврата нагревающей жидкости. В таких примерах клапан 120 управления нагревающей жидкостью может управлять потоком нагревающей жидкости к верхнему рабочему валку 104 и/или нижнему рабочему валку 106, а улавливатель 122 возврата нагревающей жидкости может быть расположен рядом с распылителями 116 нагревающей жидкости, или рядом с верхним рабочим валком 104 и/или нижним рабочим валком 106 для сбора определенного количества нагревающей жидкости и возврата собранного количества нагревающей жидкости в резервуар 112 нагревающей жидкости.
[24] Положение распылителей 116 нагревающей жидкости может варьироваться в зависимости от конкретного применения. Как показано на ФИГ. 1 и 2, распылители 116 нагревающей жидкости могут быть расположены на стороне выхода верхнего рабочего валка 104 и/или нижнего рабочего валка 106, или на стороне приема верхнего рабочего валка 104 и/или нижнего рабочего валка 106. Распылители нагревающей жидкости также могут быть расположены выше, ниже или по бокам верхнего рабочего валка 104 и/или нижнего рабочего валка 106. В некоторых случаях коллектор 114 нагревающего аэрозоля может быть выполнен с возможностью расположения распылителей 116 нагревающего аэрозоля так, чтобы наносить нагревающий аэрозоль 118 на всю поверхность или почти на всю поверхность (например, приблизительно на девяносто процентов или более) верхнего рабочего валка 104 и/или нижнего рабочего валка 106. Тем не менее, отсутствует необходимость во всех применениях обеспечивать покрытие или нанесение нагревающего аэрозоля 118 на всю поверхность верхнего рабочего валка 104 и/или нижнего рабочего валка 106. В некоторых примерах нагревающие аэрозоли 118 могут обеспечивать покрытие только части верхнего рабочего валка 104 и/или нижнего рабочего валка 106, соприкасающейся с металлическим листом или пластиной 102. Кроме того, в некоторых примерах вместо нескольких распылителей 116 нагревающей жидкости аэрозольная система 110 может содержать единственный большой распределительный канал или распылитель, выполненный с возможностью нанесения нагревающего аэрозоля 118 или струй нагревающей жидкости на верхний рабочий валок 104 и/или нижний рабочий валок 106. Когда верхний рабочий валок 104 и/или нижний рабочий валок 106 достиг соответствующей рабочей температуры, можно вводить металлический лист или пластину 102 в прокатный стан 100 для обработки. Аэрозольная система 110 может продолжать работу, выключаться или работать на пониженном уровне, продолжая обеспечивать нагрев и стабилизацию температуры прокатного стана 100 (например, продолжать наносить нагревающий аэрозоль 118 на верхний рабочий валок 104 и/или нижний рабочий валок 106).
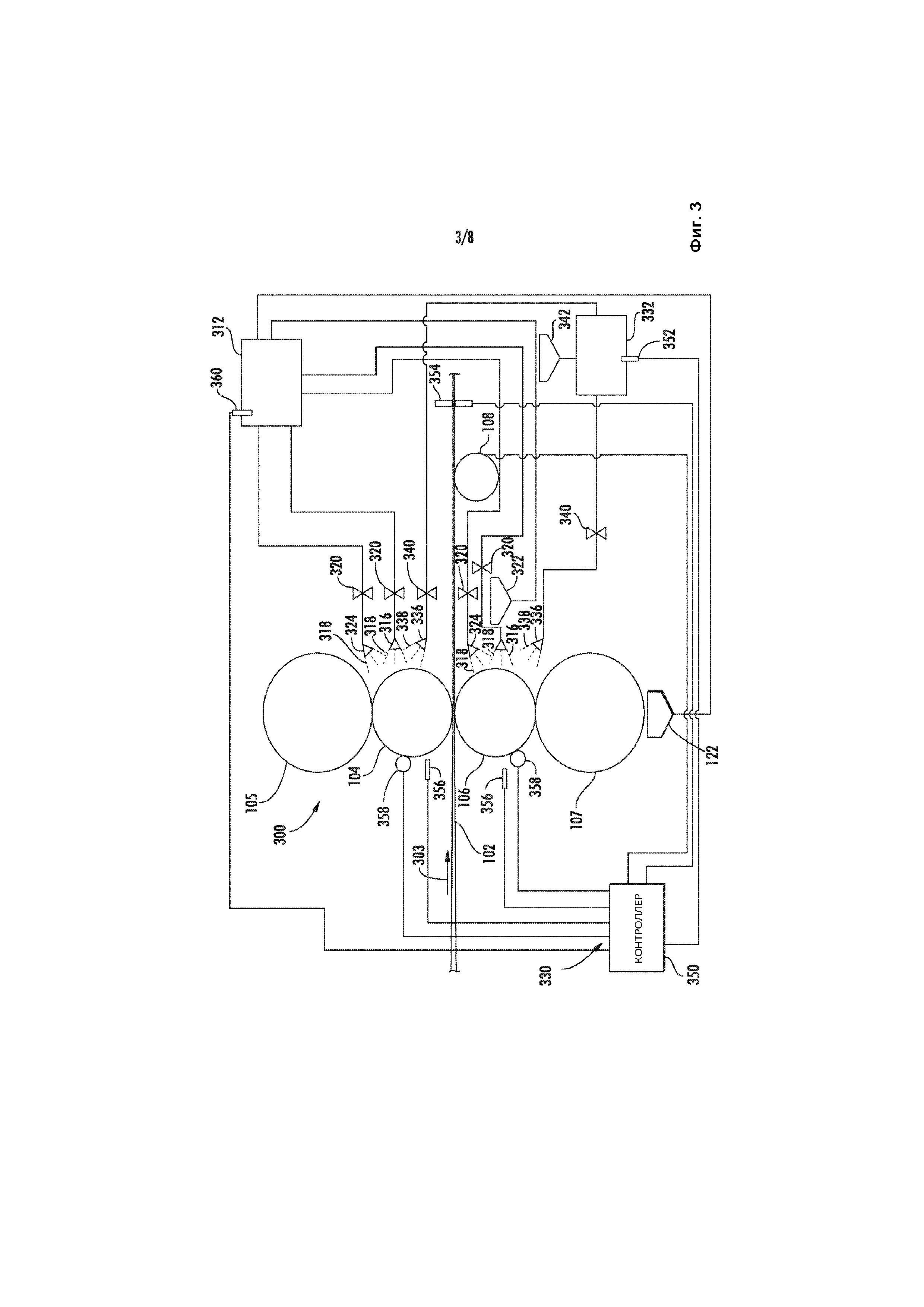
[25] ФИГ. 3 и 4 представляют собой схематические виды сбоку и с торца типового прокатного стана 300 с системой 330 теплового управления. Прокатный стан 300 содержит верхний рабочий валок 104 с верхним опорным валком 105 и нижний рабочий валок 106 с нижним опорным валком 107, как описано выше со ссылкой на ФИГ. 1 и 2. В примерах, изображенных на ФИГ. 3 и 4, прокатный стан 300 показан в процессе обработки металлического листа или пластины 102, входящей в прокатный стан 300 слева и движущейся направо по ФИГ. 3, как показано стрелкой 303 движения.
[26] Система 330 теплового управления встроенная в прокатный стан 300, обеспечивает тепловое управление верхних рабочих валков 104 и/или нижних рабочих валков 106 во время запуска и непрерывной работы прокатного стана 300. Резервуар 312 нагревающей жидкости подает нагревающую жидкость через один или более необязательных клапанов 320 управления нагревающей жидкостью в распылители 316 нагревающей жидкости и боковые распылители 324 нагревающей жидкости. В некоторых примерах нагревающая жидкость может представлять собой флюид, температуру которого поддерживают на уровне приблизительно 95 градусов Цельсия. Распылители 316 нагревающей жидкости и боковые распылители 324 нагревающей жидкости направляют нагревающий аэрозоль 318, содержащий нагревающую жидкость, в направлении поверхностей верхних рабочих валков 104 и/или нижних рабочих валков 106. В некоторых примерах распылители 316 нагревающей жидкости могут направлять нагревающий аэрозоль 318, покрывая всю ширину или почти всю ширину (например, приблизительно на девяносто процентов или более) верхних рабочих валков 104 и/или нижних рабочих валков 106, что может устранить потребность в отдельных боковых распылителях 324 нагревающей жидкости. Однако, индивидуальное управление распылителями 316 нагревающей жидкости и/или боковыми распылителями 324 позволяет регулировать форму разбрызгивания и покрытие независимо от наличия отдельных боковых распылителей 324 нагревающей жидкости в системе 330 теплового управления. В некоторых примерах система 330 теплового управления может содержать улавливатель 322 возврата нагревающей жидкости, при этом улавливатель 322 возврата нагревающей жидкости может улавливать нагревающую жидкость после того, как она стекла или была удалена другим способом с верхних рабочих валков 104 и/или нижних рабочих валков 106, и возвращать нагревающую жидкость в резервуар 312 нагревающей жидкости.
[27] Чтобы обеспечить двунаправленное тепловое управление прокатного стана 300, верхних рабочих валков 104 и/или нижних рабочих валков 106, система охлаждения также может быть встроена в систему 330 теплового управления. Например, резервуар 332 охлаждающей жидкости может подавать охлаждающую жидкость через клапаны 340 управления охлаждающей жидкостью в распылители 336 охлаждающей жидкости. Распылители 336 охлаждающей жидкости могут направлять охлаждающий аэрозоль 338, содержащий охлаждающую жидкость, на поверхности верхних рабочих валков 104 и/или нижних рабочих валков 106. Охлаждающая жидкость, стекшая или удаленная другим способом с верхних рабочих валков 104 и/или нижних рабочих валков 106 и прокатного стана 300, может быть собрана в улавливатель 342 охлаждающей жидкости, который может возвращать собранную охлаждающую жидкость в резервуар 332 охлаждающей жидкости.
[28] Хотя системой 330 теплового управления по ФИГ. 3 и 4 можно управлять вручную, может быть включена система управления, обеспечивающая автоматическое тепловое управление прокатного стана 300. Например, система 330 теплового управления может содержать контроллер 350, который может принимать данные о процессе и состоянии прокатного стана от различных датчиков, размещенных в системе управления. Эти датчики, которые могут быть датчиками любого типа, обеспечивающими точные измерения при определенных условиях и требованиях любого конкретного применения, могут передавать информацию в контроллер 350, используемый в тепловой модели или в качестве части системы управления с цепью обратной связи. В качестве примера датчик 360 температуры нагревающей жидкости и датчик 352 температуры охлаждающей жидкости могут передавать информацию в контроллер 350, рассчитывающий текущее состояние системы и регулирующий нанесение нагревающей жидкости или охлаждающей жидкости на верхние рабочие валки 104 и/или нижние рабочие валки 106 соответственно.
[29] Например, если контроллер 350 получает от датчика 352 температуры охлаждающей жидкости данные, показывающие высокую температуру охлаждающей жидкости, контроллер 350 может увеличить поток охлаждающей жидкости, чтобы компенсировать уменьшенную охлаждающую способность охлаждающей жидкости. Контроллер 350 может также принимать данные от валка 108 измерения плоскостности и/или датчика 354 размера металлического листа или пластины. Валок 108 измерения плоскостности и датчик 354 размера могут предоставлять контроллеру 350 данные, показывающие в режиме реального времени результаты измерений свойств металлического листа или пластины 102, когда она выходит из прокатного стана 300. Затем контроллер 350 может регулировать один или более параметров системы 330 теплового управления на основании данных, полученных от валка 108 измерения плоскостности и/или датчика 354 размера металлического листа или пластины. В некоторых примерах контроллер 350 может также принимать данные от одного или более датчиков 356 температуры валка или датчиков 358 выпуклости валка. Датчики 356 температуры валка и датчики 358 выпуклости валка могут передавать данные о верхних рабочих валках 104 и/или нижних рабочих валках 106 и текущих условиях, в которых они работают, в контроллер 350. Затем контроллер 350 может регулировать один или более параметров системы 330 теплового управления на основании данных, полученных от датчиков 356 температуры валка и/или датчиков 358 выпуклости валка. В некоторых примерах контроллер 350 может использовать как состояние металлического листа или пластины 102 на выходе, так и условия работы прокатного стана 300 для дальнейшего регулирования системы 330 теплового управления.
[30] Снова обратимся к ФИГ. 3 и 4, показывающим, что распылители 336 охлаждающей жидкости, распылители 316 нагревающей жидкости и/или боковые распылители 324 нагревающей жидкости могут быть расположены любым образом, создающим различные зоны нагрева и охлаждения на поверхности верхних рабочих валков 104 и/или нижних рабочих валков 106. Различные зоны нагрева и охлаждения, которые могут быть использованы в комбинации с несколькими датчиками 356 температуры валка, датчиками 358 выпуклости валка и/или датчиками 354 размера, создающими несколько зон контроля, могут обеспечить дополнительную гибкость в управлении условиями прокатного стана 300.
[31] Кроме того, управление или создание различных зон нагрева и/или охлаждения на верхних рабочих валках 104 и/или нижних рабочих валках 106 позволяет создавать различные тепловые кривые или рисунки на верхних рабочих валках 104 и/или нижних рабочих валках 106, что может обеспечить улучшенное управление и гибкость прокатного стана 300, обрабатывающего более широкий спектр материалов, и форм металлического листа или пластины 102. В некоторых примерах использование единственной зоны контроля, обеспечивающей тепловую стабильность верхних рабочих валков 104 и/или нижних рабочих валков 106, может быть достаточным для получения определенных целевых характеристик качества и плоскостности прокатного стана, и его применения по назначению. Более подробная информация о том, как можно достигнуть индивидуального управления зонами, представлена ниже. В некоторых примерах система 330 теплового управления также может быть выполнена любым способом так, чтобы распылители 316 нагревающей жидкости, боковые распылители 324 нагревающей жидкости и/или распылители 336 охлаждающей жидкости можно было установить или расположить так, чтобы обеспечить определенную тепловую выпуклость верхних рабочих валков 104 и/или нижних рабочих валков 106 без помощи управления несколькими зонами контроля.
[32] Контроллер 350 может использовать любое количество переменных или входных сигналов в системе 330 теплового управления, регулирующей тепловую выпуклость, или изгиб верхних рабочих валков 104 и/или нижних рабочих валков 106. Конкретные параметры могут базироваться на определенной тепловой модели, уровне приемлемого допуска для готового металлического листа или пластины 102, характеристиках прокатного стана 300 и/или на том, работает ли прокатный стан 300 во время запуска, переходного периода или устойчивого производственного режима. Контроллер 350 может изменять величину охлаждения и/или нагрева, что, в свою очередь, может изменять температуру и тепловую выпуклость верхних рабочих валков 104 и/или нижних рабочих валков 106, путем регулирования рабочего цикла, модуляции ширины импульсов и/или формы разбрызгивания распылителей 316 нагревающей жидкости, боковых распылителей 324 нагревающей жидкости и/или распылителей 336 охлаждающей жидкости. В некоторых примерах контроллер 350 может регулировать скорость потока и/или давление в системе охлаждающей жидкости или нагревающей жидкости, достигая аналогичных результатов. Контроллер 350 может также управлять любыми механизмами управления изгибом и наклоном верхних рабочих валков 104 и/или нижних рабочих валков 106, и/или посылать в них информацию. В некоторых примерах контроллер 350 может также управлять любыми механизмами управления изгибом и наклоном верхних опорных валков 105 и/или нижних опорных валков 107, и/или посылать в них информацию в дополнение к любым механизмам управления изгибом и наклоном верхних рабочих валков 104 и/или нижних рабочих валков 106, или вместо них.
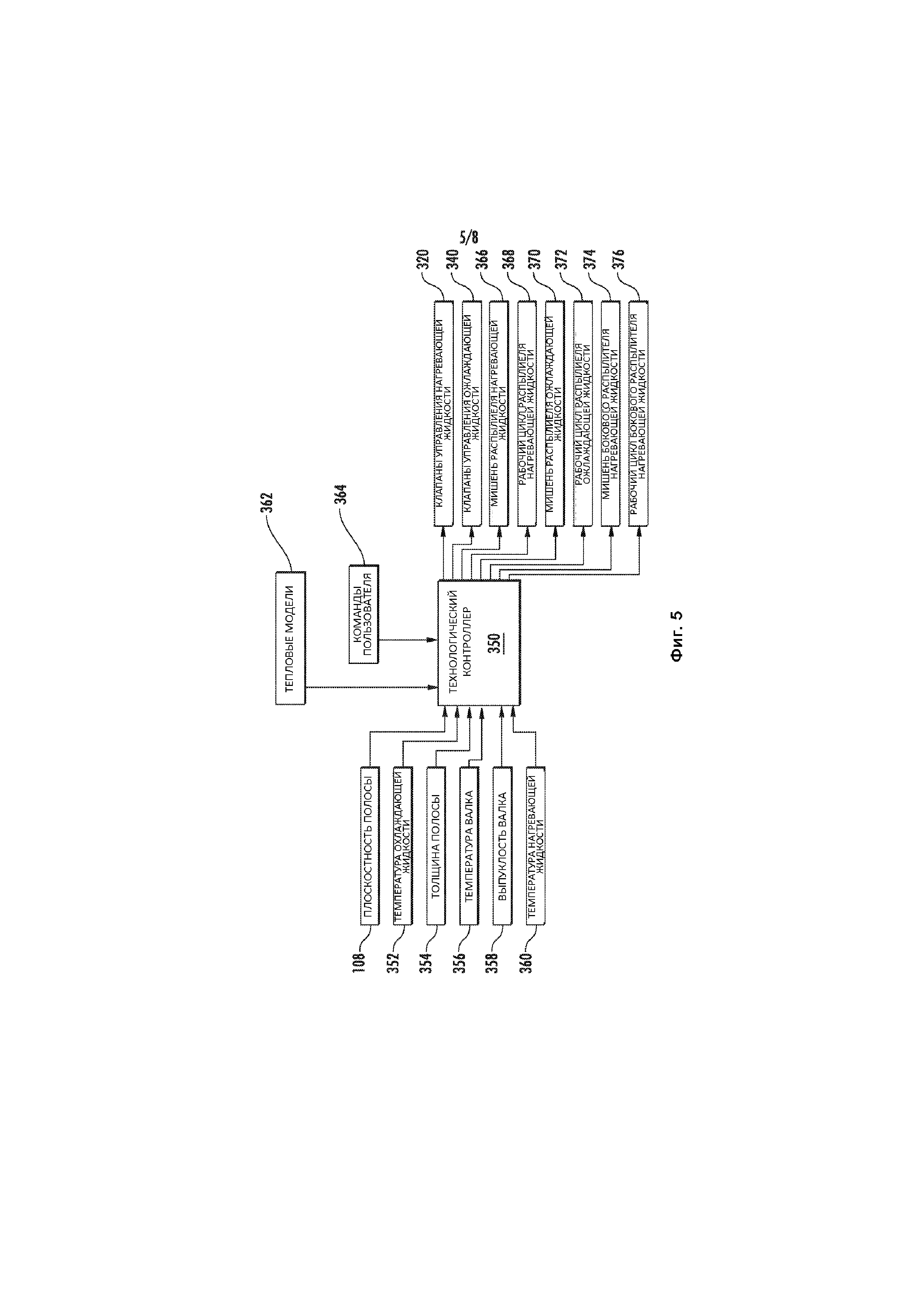
[33] ФИГ. 5 представляет собой схематическую иллюстрацию типовой системы управления, используемой с системой теплового управления, такой как система 330 теплового управления, обсуждавшаяся выше. В примере, изображенном на ФИГ. 4, система 330 теплового управления может содержать клапаны управления нагревающей жидкостью, клапаны управления охлаждающей жидкостью, контроллер 350, датчик 352 температуры охлаждающей жидкости, датчики 354 размера, датчики 356 температуры валка, датчики 358 выпуклости валка и датчик 360 температуры нагревающей жидкости.
[34] Контроллер 350 может считывать текущие значения для одного или более из: i) температуры нагревающей жидкости от датчика 360 температуры нагревающей жидкости; ii) температуры охлаждающей жидкости от датчика 352 температуры охлаждающей жидкости 352; iii) температуры рабочего валка от датчиков 356 температуры валков; iv) выпуклости валка от датчиков 358 выпуклости валков; v) плоскостности металлического листа или пластины 102 от валка 108 измерения плоскостности; и vi) размера металлического листа или пластины от датчиков 354 размера. Любой из этих результатов измерений или их комбинация затем может быть введена в контроллер 350 с помощью тепловых моделей 362 и/или данных 364, вводимых пользователем (например, желаемые допуски плоскостности, скорость подачи машины, материал или другие данные, вводимые пользователем). Эти входящие результаты измерений, данные, вводимые пользователем, тепловые модели и/или стратегии управления могут затем заставлять контроллер 350 посылать исходящие сигналы, управляющие общими параметрами процесса и условиями работы прокатного стана 300.
[35] Например, контроллер 350 может регулировать работу клапанов 320 управления нагревающей жидкостью и/или клапанов 340 управления охлаждающей жидкостью, изменяющих скорость потока и/или давление в системе. Контроллер 350 может также регулировать мишень 366 распылителя нагревающей жидкости, рабочий цикл 368 распылителя нагревающей жидкости, мишень 370 распылителя охлаждающей жидкости, рабочий цикл 372 распылителя охлаждающей жидкости, мишень 374 бокового распылителя нагревающей жидкости и/или рабочий цикл 376 бокового распылителя нагревающей жидкости. Управление указанными выше переменными, хотя их список ни в коем случае не является ограничивающим или исчерпывающим, может позволить контроллеру 350 изменять тепловую выпуклость верхних рабочих валков 104 и/или нижних рабочих валков 106. Контроллер 350 также может изменять форму разбрызгивания путем регулирования геометрии распылителя, изменения указанных выше параметров, или путем включения или выключения отдельных распылителей. Например, во время процедур запуска, контроллер 350 может открыть поток в распылители 316 нагревающей жидкости, предварительно нагревающей верхний рабочий валок 104 и/или нижний рабочий валок 106, создавая тепловую выпуклость на верхнем рабочем валке 104 и/или нижнем рабочем валке 106 перед тем, как металлический лист или пластина 102 попадет в прокатный стан 300. По мере продолжения работы прокатного стана 300 верхний рабочий валок 104 и/или нижний рабочий валок 106 может начать вырабатывать собственное тепло, и контроллер 350 может прекратить или уменьшить поток нагревающей жидкости в распылители 316 нагревающей жидкости, и начать или увеличить поток охлаждающей жидкости в распылители 336 охлаждающей жидкости. Если нагрев на поверхности верхнего рабочего валка 104 и/или нижнего рабочего валка 106 становится неравномерным, например, когда металлический лист или пластина 102 покрывает только часть поверхности верхнего рабочего валка 104 и/или нижнего рабочего валка 106, контроллер 350 может открыть поток нагревающей жидкости в боковые распылители 324 нагревающей жидкости, или в комплект распылителей 316 нагревающей жидкости, или в распылители 336 охлаждающей жидкости, поддерживая надлежащее распределение температур в верхнем рабочем валке 104 и/или нижнем рабочем валке 106.
[36] На ФИГ. 6 изображен образец схемы 680 управления, управляющей температурой и тепловой выпуклостью рабочего валка с помощью нагревающих и охлаждающих аэрозолей. Схема 680 управления будет описана со ссылкой на примеры прокатных станов, показанные на ФИГ. 1 и 3, и системы теплового управления, показанные на ФИГ. 3-5; однако, схема управления не ограничена такими примерами. Напротив, схема управления может быть использована с любым подходящим прокатным станом или системой теплового управления согласно данному изобретению.
[37] Схема 680 управления может быть использована для управления прокатным станом (таким как прокатные станы 100 и/или 300, описанные в данном документе) в виде единого агрегата, отдельных рабочих валков 104, 106 или отдельных зон рабочих валков 104, 106. В качестве примера, контроллер 350 может управлять типовой схемой 680 управления для целого прокатного стана 300, может управлять отдельными схемами 680 управления для каждого рабочего валка 104, 106, или даже может управлять отдельными схемами 680 управления для каждой зоны рабочего валка 104, 106. В некоторых примерах не все входящие или исходящие сигналы схемы 680 управления могут быть использованы или необходимы для управления системой 330 теплового управления. Отдельные входящие или исходящие сигналы схемы 680 управления можно комбинировать в любом количестве итераций, или с дополнительными не указанными входящими или исходящими сигналами, настраивая схему 680 управления для определенного применения или потребности.
[38] Снова обратимся к ФИГ. 6, показывающей, что контроллер (например, контроллер 350 по ФИГ. 3-5), работающий в сочетании с разнообразными датчиками, может определять: i) температуру нагревающей жидкости в блоке 681; ii) температуру охлаждающей жидкости в блоке 682; iii) температуру рабочего валка в блоке 683; iv) выпуклость рабочего валка в блоке 684; v) размер металлического листа или пластины 102 в блоке 685; и/или vi) плоскостность металлического листа или пластины 102 в блоке 686. Эти входящие сигналы датчиков можно комбинировать с данными, вводимыми пользователем, такими как, например, тип материала в блоке 687, желаемый размер металлического листа или пластины 102 и допуски плоскостности в блоке 688. Пользователь также может ввести тепловую модель в блоке 689, которая затем может рассчитать температуру и выпуклость рабочего валка в блоке 690. Тепловая модель, которая может быть специально адаптирована для переходного или устойчивого режима, может получать информацию от одного или более из блоков 681-688, или может содержать одну или более команд пользователя (не показано). Тепловая модель может базироваться на: температуре окружающей среды, входящих данных о материале, давлении контакта верхнего рабочего валка 104 и/или нижнего рабочего валка 106 с металлическим листом или пластиной 102, скорости уменьшения размера металлического листа или пластины 102, давлении контакта верхнего опорного валка 105 и/или нижнего опорного валка 107, времени работы прокатного стана 100, 300, а также на других входящих данных или результатах измерений. Тепловую модель можно использовать для расчета плоскостности и размера металлического листа или пластины 102, на основании любого количества входящих сигналов или результатов измерений прокатного стана 100, 300 в целом.
[39] Один или более из этих входящих сигналов или результатов измерений из блоков 681-690 затем может быть передан в блок принятия решений 691. В блоке 691 принятия решений контроллер 350 или другой механизм может сравнить измеренные размер и плоскостность металлического листа или пластины 102 с желаемыми размером и плоскостностью металлического листа или пластины 102. Блок 691 принятия решений также может сравнить измеренные параметры рабочего валка, такие как температура или тепловая выпуклость, с желаемыми параметрами рабочего валка.
[40] Снова обратимся к ФИГ. 6, показывающей, что если измеренные параметры блока 691 принятия решений находятся в пределах желаемых диапазонов, то схема управления будет поддерживать заданные значения параметров в блоке 692. Однако, если измеренные параметры блока 691 принятия решений находятся за пределами желаемых диапазонов, то контроллер 350 в блоке 693 сравнивает измеренные значения технологических параметров с любыми подходящими расчетными значениями технологических параметров, определенными тепловой моделью в блоке 690. Если измеренные и расчетные значения технологических параметров совпадают, контроллер 350 может скорректировать любые доступные технологические параметры на основании введенных тепловых моделей в блоке 694. Использование тепловых моделей в блоке 694 может позволить контроллеру 350 скорректировать технологические параметры в блоке 695 за меньшее количество шагов или итераций, которые дадут желаемые результаты, поскольку тепловая модель может предсказать соответствующие корректировки. Однако, если измеренные и расчетные технологические параметры не совпадают, контроллер все же может скорректировать технологические параметры на основании системы цепи обратной связи в блоке 696. Органы управления цепи обратной связи могут использовать входные данные блоков 681-688 с небольшой дополнительной обработкой, или без нее, для корректировки технологических параметров в блоке 695. Логическая схема цепи обратной связи блока 696 может потребовать дополнительных итераций или шагов для достижения желаемых результатов, при этом она будет обеспечивать резервную систему регулирования, если технологические условия таковы, что тепловая модель неточна или неприменима. После корректировки технологических параметров в блоке 695 схема 680 управления возвращается к блоку 691 принятия решений, продолжая мониторинг и регулирование прокатного стана 300 и системы 330 теплового управления по мере необходимости.
[41] Обратимся к ФИГ. 1-6, показывающим, что тепловая выпуклость, примененная к верхнему рабочему валку 104 и/или нижнему рабочему валку 106 может варьироваться на поверхности верхнего рабочего валка 104 и/или нижнего рабочего валка 106, и может варьироваться в зависимости от технологических параметров, материала металлического листа или пластины 102, и/или рабочей длины прокатного стана 300. Например, определенные зоны рабочих поверхностей верхнего рабочего валка 104 и/или нижнего рабочего валка 106 могут требовать различных величин теплового изгиба для поддержания приемлемой плоскостности и качества металлического листа или пластины 102. Чтобы способствовать динамическому профилированию верхнего рабочего валка 104 и/или нижнего рабочего валка 106 не только для достижения переменной тепловой выпуклости или изгиба, но также для изменения или регулирования тепловой выпуклости или изгиба по мере изменения технологических условий или требований, система 110 аэрозольного нагрева рабочих поверхностей, система 330 теплового управления, и любые связанные с ними контроллеры 350 и схемы 680 управления могут быть выполнены с возможностью управления отдельными распылителями 116, 316 нагревающей жидкости, боковыми распылителями 324 нагревающей жидкости и/или распылителями 336 охлаждающей жидкости или их комплектами. Управление отдельными распылителями 116, 316, 324, 336 или комплектами распылителей позволяет варьировать количество нагревающих и охлаждающих аэрозолей 118, 318, 338 в различных точках по ширине верхнего рабочего валка 104 и/или нижнего рабочего валка 106, и получать переменную величину тепловой выпуклости, применяемой к верхнему рабочему валку 104 и/или нижнему рабочему валку 106.
[42] Снова обратимся к ФИГ. 1-6, показывающим, что система 110 аэрозольного нагрева рабочих поверхностей и/или система 330 теплового управления может содержать дополнительные клапаны 120, 320 управления нагревающей жидкостью и/или клапаны 340 управления охлаждающей жидкостью, управляющие потоком нагревающей жидкости или охлаждающей жидкости к отдельным распылителям 116, 316, 324, 336 или их комплектам. Ограничивая поток нагревающей жидкости или охлаждающей жидкости к распылителям 116, 316, 324, 336 (или к комплектам распылителей), можно регулировать форму и распределение нагревающих аэрозолей 118, 318 и охлаждающих аэрозолей 338, получая желаемую величину тепловой выпуклости в любой конкретной точке по ширине поверхности верхнего рабочего валка 104 и/или нижнего рабочего валка 106. В некоторых случаях может быть желательно или необходимо наносить нагревающую жидкость или охлаждающую жидкость только на верхний рабочий валок 104 или только на нижний рабочий валок 106. Селективное управление распылителями 116, 316 нагревающей жидкости, боковыми распылителями 324 нагревающей жидкости и/или распылителями 336 охлаждающей жидкости, путем непосредственного управления распылителями либо с помощью клапанов 320 управления нагревающей жидкостью и/или клапанов 340 управления охлаждающей жидкостью может позволить подавать нагревающую жидкость или охлаждающую жидкость только на нужный рабочий валок 104, 106, или на части рабочих валков 104, 106. Аналогичным образом, в некоторых примерах может быть желательно, чтобы верхний рабочий валок 104 и нижний рабочий валок 106 имели сопряженные, смещенные, или по-другому отличающиеся друг от друга тепловые выпуклости. В таких примерах управление отдельными распылителями 116, 316, 324, 336 или их комплектами может позволить верхнему рабочему валку 104 и нижнему рабочему валку 106 получать индивидуальные количества нагревающих и охлаждающих аэрозолей 118, 318, 338 так, чтобы тепловыми выпуклостями верхнего рабочего валка 104 и/или нижнего рабочего валка 106 можно было управлять и изменять их независимо.
[43] Возможны также дополнительные способы управления распределением нагревающих аэрозолей 118, 318 и охлаждающих аэрозолей 338. Например, каждый распылитель 116, 316 нагревающей жидкости, боковой распылитель 324 нагревающей жидкости и/или распылитель 336 охлаждающей жидкости может представлять собой регулируемый распылитель, который можно использовать для управления потоком нагревающей жидкости или охлаждающей жидкости, или формой, распределением и/или интенсивностью разбрызгивания нагревающей жидкости 118, 318 или охлаждающей жидкости 338. В таких примерах регулируемые распылители могут ограничивать или усиливать поток, или регулировать мишень распылителя, форму разбрызгивания, интенсивность разбрызгивания или рабочий цикл, обеспечивая желаемую форму и качество разбрызгивания нагревающей жидкости 118, 318 или охлаждающей жидкости 338 на верхний рабочий валок 104 и/или нижний рабочий валок 106. Аналогичным образом, регулируемые клапаны 120, 320, 340 могут изменять или регулировать поток нагревающей жидкости или охлаждающей жидкости к распылителям 116, 316, 324, 336 по отдельности или для комплектов распылителей 116, 316, 324, 336, обеспечивая динамическое профилирование верхнего рабочего валка 104 и/или нижнего рабочего валка 106. Могут быть возможны также другие способы изменения скорости потока, давления или уровней нагревающей жидкости и охлаждающей жидкости для распылителей 116, 316, 324, 336 или комплектов распылителей. Как описано выше, управление отдельными распылителями 116, 316, 324, 336 или подгруппами распылителей 116, 316, 324, 336 может быть желательно для обеспечения дифференциального нанесения нагревающих или охлаждающих аэрозолей 118, 318, 338 на различные зоны по ширине верхнего рабочего валка 104 и/или нижнего рабочего валка 106.
[44] На ФИГ. 7 представлен типовой способ управления тепловым изгибом прокатного стана, такого как прокатный стан 100 или 300, описанный выше на ФИГ. 1-4. Во время запуска или изменений в процессах проката и/или в прокатываемом материале, прокатный стан 100 или 300 может иметь переходную стадию работы перед достижением верхним рабочим валком 104 и/или нижним рабочим валком 106 устойчивой температуры и, в результате, тепловой выпуклости. В некоторых примерах нагревающие аэрозоли 118, 318 могут разбрызгиваться на верхний рабочий валок 104 и/или нижний рабочий валок 106 во время запуска, как показано в блоке 702, что может предотвратить образование лома материала, который может потребовать дополнительной обработки или быть непригодным для использования. Нагревающие аэрозоли 118, 318 можно наносить на верхний рабочий валок 104 и/или нижний рабочий валок 106 с помощью одного или более распылителей 116, 316 нагревающей жидкости, что может дополнительно включать использование боковых распылителей 324 нагревающей жидкости. В некоторых примерах нагревающие аэрозоли 118, 318 могут иметь возможность разбрызгивания на большую часть поверхности верхнего рабочего валка 104 и/или нижнего рабочего валка 106. Например, нагревающие аэрозоли 118, 318 могут иметь возможность разбрызгивания приблизительно на пятьдесят процентов или более поверхности верхнего рабочего валка 104, приблизительно на пятьдесят процентов или более поверхности нижнего рабочего валка 106, или приблизительно на пятьдесят процентов или более поверхности каждого из верхнего рабочего валка 104 и нижнего рабочего валка 106. В другом примере нагревающие аэрозоли 118, 318 могут иметь возможность разбрызгивания по существу по всей поверхности верхнего рабочего валка 104 и/или нижнего рабочего валка 106. Например, нагревающие аэрозоли 118, 318 могут иметь возможность разбрызгивания приблизительно на девяносто процентов или более поверхности верхнего рабочего валка 104, приблизительно на девяносто процентов или более поверхности нижнего рабочего валка 106, или приблизительно на девяносто процентов или более поверхности каждого из верхнего рабочего валка 104 и нижнего рабочего валка 106. В еще одном примере нагревающие аэрозоли 118, 318 могут иметь возможность разбрызгивания на часть верхнего рабочего валка 104 и/или нижнего рабочего валка 106, соприкасающуюся с металлическим листом или пластиной 102 (например, любой процент поверхности верхнего рабочего валка 104 или нижнего рабочего валка 106, соприкасающейся с металлическим листом или пластиной 102).
[45] В некоторых примерах, когда нагревающие аэрозоли 118, 318 нагревают верхний рабочий валок 104 и/или нижний рабочий валок 106 во время запуска, тепловой изгиб верхнего рабочего валка 104 и/или нижнего рабочего валка 106 может измеряться или определяться с помощью тепловой модели в блоке 704. Используя информацию, полученную с помощью тепловой модели или полученную путем непосредственного измерения, можно управлять нагревающими аэрозолями 118, 318 достигая устойчивого состояния тепловой выпуклости верхнего рабочего валка 104 и/или нижнего рабочего валка 106 в блоке 706. В некоторых примерах для влияния на образование устойчивой тепловой выпуклости верхнего рабочего валка 104 и/или нижнего рабочего валка 106 может быть использовано любое количество способов или технологий управления. В некоторых случаях распылители 116, 316 нагревающей жидкости могут иметь индивидуальное управление. Клапаны 120, 320 управления нагревающей жидкостью могут использоваться для управления потоком нагревающей жидкости к отдельным распылителям 116, 316 нагревающей жидкости и/или к боковым распылителям 324 нагревающей жидкости. В некоторых случаях распылители 116, 316 нагревающей жидкости и/или боковые распылители 324 нагревающей жидкости могут представлять собой регулируемые распылители. Регулируемые распылители могут управлять разбрызгиванием нагревающей жидкости путем изменения скорости потока, мишени распылителя, формы разбрызгивания, интенсивности разбрызгивания, и рабочего цикла распылителя. В некоторых примерах коррекция нагревающих аэрозолей 118, 318 может выполняться в ответ на исходящие сигналы датчика, такого как датчик плоскостности металлического листа или пластины, датчик температуры рабочего валка, датчик изгиба рабочего валка, датчик размера металлического листа или пластины, датчик температуры нагревающей жидкости и/или датчик температуры охлаждающей жидкости. После того, как поверхности верхнего рабочего валка 104 и/или нижнего рабочего валка 106 достигли устойчивой тепловой выпуклости, металлический лист или пластина 102 может подаваться в прокатный стан 100, 300 для обработки.
[46] Снова обратимся к ФИГ. 7, иллюстрирующей, что когда началась обработка металлического листа или пластины 102 в прокатном стане 100, 300, в блоке 708, может продолжаться измерение тепловой выпуклости верхнего рабочего валка 104 и/или нижнего рабочего валка 106, мониторинг тепловых моделей или мониторинг любого из описанных выше датчиков. В некоторых случаях нагревающие аэрозоли 118, 318 могут использоваться с необязательными охлаждающими аэрозолями 338 для поддержания и/или регулирования температур верхнего рабочего валка 104 и/или нижнего рабочего валка 106, с целью поддержания желаемой тепловой выпуклости во время обработки в блоке 712. Охлаждающими аэрозолями 338 можно управлять с помощью регулируемых распылителей или клапанов 340 управления охлаждающей жидкостью аналогично нагревающим аэрозолям 118, 318, указанным выше.
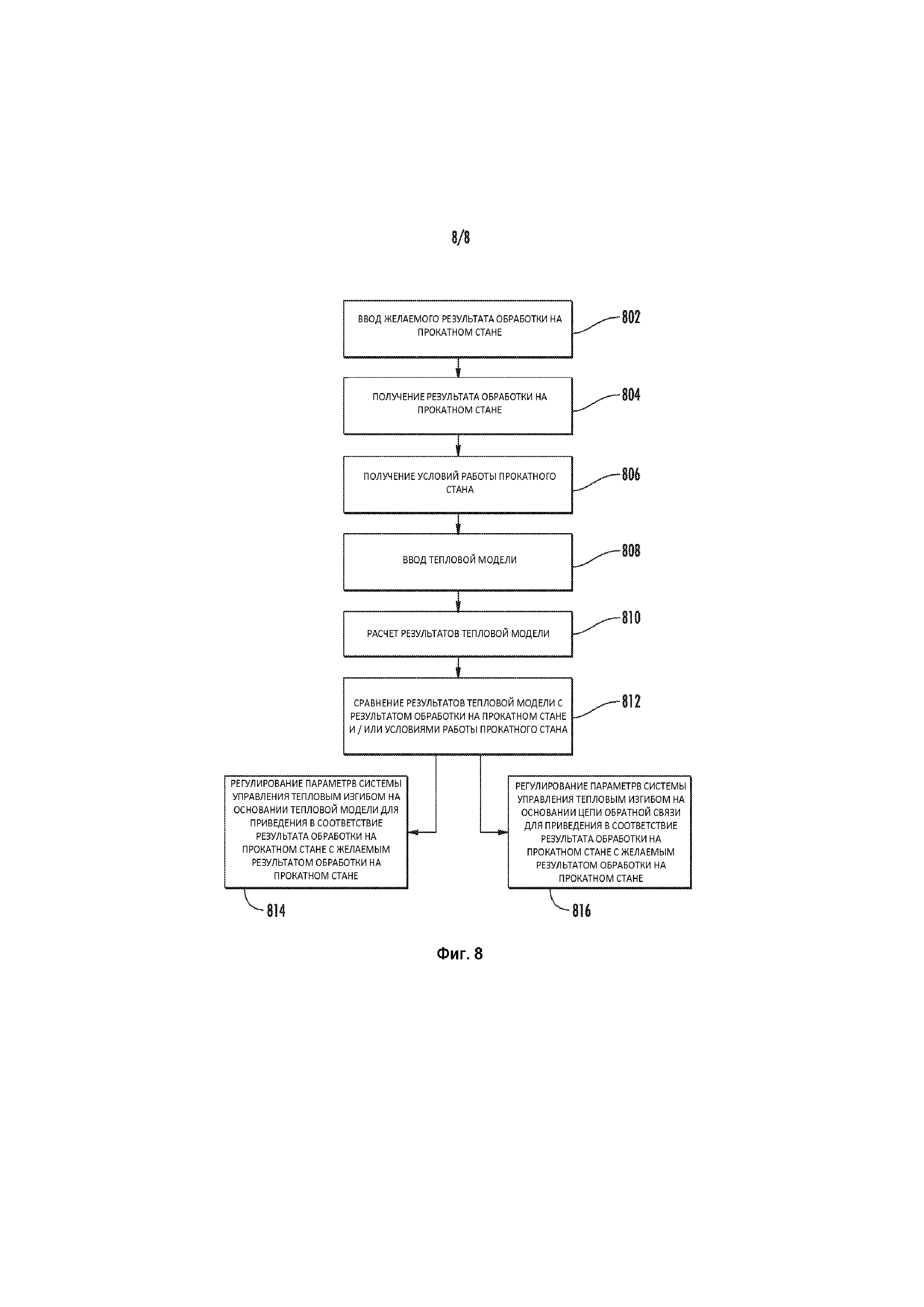
[47] ФИГ. 8 представляет способ управления прокатным станом 100, 300 с системой 330 теплового управления. В блоке 802 пользователь может ввести один или более желаемых результатов работы прокатного стана, например, желаемый размер металлического листа или пластины 102, желаемый допуск размера металлического листа или пластины 102, желаемую плоскостность металлического листа или пластины 102 и/или желаемый допуск плоскостности металлического листа или пластины 102 в контроллер 350.
[48] В блоке 804 контроллер 350 может получать исходящие технологические данные прокатного стана. В некоторых случаях исходящие технологические данные прокатного стана могут содержать, но без ограничений таковыми: размер металлического листа или пластины 102, и/или плоскостность металлического листа или пластины 102.
[49] В блоке 806 контроллер 350 может получать данные об условиях работы прокатного стана, такие как, например: температура нагревающей жидкости, температура охлаждающей жидкости, температура верхнего рабочего валка 104 и/или нижнего рабочего валка 106, и/или информацию о динамическом или статическом изгибе верхнего рабочего валка 104 и/или нижнего рабочего валка 106.
[50] В блоке 808 тепловая модель, которая может быть специально адаптирована для переходного или устойчивого режима, и может предсказывать среди прочего: состояния прокатного стана 100, 300, изгиб или форму верхнего рабочего валка 104 и/или нижнего рабочего валка 106, размер или плоскостность металлического листа или пластины 102; может быть введена в контроллер 350.
[51] В блоке 810 контроллер 350 может использовать тепловую модель вместе с входящими сигналами от любых применяемых датчиков, описанных выше, для расчета одного или более исходящих сигналов. Исходящие данные тепловой модели могут содержать, но без ограничений таковыми: размер или плоскостность металлического листа или пластины 102, условия работы прокатного стана 100, 300, и/или температуру, тепловой изгиб, или общий изгиб верхнего рабочего валка 104 и/или нижнего рабочего валка 106.
[52] Снова обратимся к ФИГ. 8, иллюстрирующей, что в блоке 812 контроллер 350 может сравнивать один или более исходящих сигналов тепловой модели с исходящими технологическими данными прокатного стана из блока 804 и/или условиями работы прокатного стана из блока 806. Если исходящие данные тепловой модели из блока 810 достаточно согласованы с исходящими технологическими данными прокатного стана и/или условиями работы прокатного стана, или в достаточной степени аналогичны им, входящие данные тепловой модели в блоке 808 могут быть действительными и могут быть использованы для прогнозного регулирования системы. Например, затем в блоке 814 контроллер 350 может корректировать параметры системы 330 теплового управления на основании тепловой модели, приводя исходящие технологические данные прокатного стана из блока 804 в соответствие с желаемыми результатами работы прокатного стана из блока 802.
[53] Возвращаясь к блоку 812, отметим, что если исходящие данные тепловой модели из блока 810 недостаточно согласованы с исходящими технологическими данными прокатного стана и/или условиями работы прокатного стана, или не в достаточной степени аналогичны им, входящие данные тепловой модели в блоке 808 не могут иметь прогнозного значения в текущих условиях работы прокатного стана 100, 300. В таких примерах контроллер 350 затем может корректировать параметры системы 330 теплового управления на основании цепи обратной связи в блоке 816, приводя исходящие технологические данные прокатного стана из блока 804 в соответствие с желаемыми результатами работы прокатного стана из блока 802. В некоторых случаях параметры системы 330 теплового управления могут содержать, но без ограничений таковыми: скорость потока нагревающей жидкости, скорость потока охлаждающей жидкости, форму разбрызгивания нагревающей жидкости, форму разбрызгивания охлаждающей жидкости, рабочий цикл распылителя нагревающей жидкости, рабочий цикл распылителя охлаждающей жидкости, форму распылителя нагревающей жидкости, форму распылителя охлаждающей жидкости, мишень распылителя нагревающей жидкости, мишень распылителя охлаждающей жидкости, и/или другие переменные системы 330 теплового управления, которые могут быть использованы для влияния на величину теплового изгиба верхнего рабочего валка 104 и/или нижнего рабочего валка 106, или его регулирования.
[54] Описанные способы по ФИГ. 7 и 8 могут включать только частичный набор описанных этапов, дополнительные этапы или исполнение или порядок этапов может отличаться от описанного выше.
[55] Возможны другие исполнения компонентов, изображенных на графических материалах или описанных выше, а также не показанные или не описанные компоненты и этапы. Аналогичным образом, полезны некоторые детали и субкомбинации, которые могут быть использованы без ссылки на другие детали и субкомбинации. Варианты реализации данного изобретения были описаны в иллюстративных, а не ограничительных целях, и альтернативные варианты реализации изобретения будут очевидными для читателей данного патента. Соответственно, данное изобретение не ограничено вариантами реализации, описанными выше или изображенными на графических материалах, и различные варианты реализации изобретения, а также модификации могут быть применены без отхода от объема формулы изобретения, приведенной ниже.
Реферат
Изобретение относится к области использования горячих аэрозолей 118 для предварительного нагрева по всей ширине прокатных станов 100 перед обработкой металлического листа или пластины. Горячими аэрозолями 118 можно управлять индивидуально. Использование горячих аэрозолей может позволить прокатному стану 100 достигнуть рабочей температуры и добиться желаемой тепловой выпуклости, так что металлический лист или пластину 102 можно обрабатывать немедленно с соблюдением допусков на точность плоскостности и размера. Изобретение обеспечивает возможность устранения потребности переходного периода нагрева рабочих валков в работе прокатного стана уменьшить количество лома материала и сократить потери времени. Системы горячих аэрозолей 118 могут быть также оснащены существующими системами охлаждающих жидкостей для создания систем теплового управления прокатных станов 100 с двунаправленным управлением температурой. 3 н. и 29 з.п. ф-лы, 8 ил.
Комментарии