Горячая прокатка тонкой полосы - RU2257971C2
Код документа: RU2257971C2
Чертежи

Описание
Данное изобретение относится к горячей прокатке тонкой стальной полосы. Особенно целесообразно, но не исключительно, применение способа в линии горячей прокатки тонкой полосы, непосредственно после установки для непрерывной разливки полосы с двумя валками.
Из документа SU 47630 А, 30.06.1936, В 21 В известен способ горячей прокатки тонкой стальной полосы, включающий подачу полосы через прокатный зазор между парой рабочих валков, к которым прикладывают усилие прижима и устройство для его осуществления, содержащее пару рабочих валков, между которыми образован прокатный зазор для приема полосы, подлежащей прокатке, средства для приложения усилий прижима между рабочими валками, которые могут рассматриваться в качестве ближайшего аналога заявленного изобретения.
Последние разработки в области разливки полосы с использованием двух валков обеспечили возможность получения стальной полосы толщиной порядка 5 мм или менее. Толщина такой полосы может быть дополнительно уменьшена путем обжатия ее на расположенном по одной линии стане горячей прокатки после ее получения на установке для разливки. Было установлено, что при горячей прокатке полосы до толщины порядка 3 мм или менее в полосе могут возникать значительные дефекты из-за гофрирования материала полосы на входе в обжимающие валки. Такие дефекты, связанные с образованием гофров, могут быть сравнительно незначительными и проявляться в виде кривых линий, заметных на поверхности полосы. Однако в особенности при прокатке очень тонкой полосы гофрированные части полосы могут загибаться перед прокаткой, так что эти части полосы нуждаются в большем обжатии, в результате чего на них возникают продольные трещины, что приводит к очень серьезным дефектам.
Дефекты, связанные с образованием гофров, возникают из-за непостоянства степени обжатия полосы по ширине полосы. Как правило, центральная часть полосы подвергается большему обжатию по сравнению с краями полосы, при этом данное различие степени обжатия зависит от профиля поступающей полосы. Следовательно, центральные части полосы подвергаются сжатию в продольном направлении, в то время как края подвергаются растяжению. Это приводит к отставанию центральной части полосы по отношению к краям. Таким образом, центр полосы отталкивается назад по отношению к краям, что вызывает коробление. В этом случае поперечные гофры закатываются в полосу с образованием следов на поверхности. В крайних случаях полоса может быть полностью согнута у поперечных гофров, и согнутый материал вдавливается в полосу с образованием серьезных дефектов. Отклонения степени обжатия полосы по ширине полосы могут быть локализованы в небольших частях ширины полосы. Это может привести к локализованному гофрированию полосы. Степень гофрирования зависит от величины различия в обжатии по ширине полосы и от размера участка по ширине полосы, на который повлияло различие в обжатии.
На гофрирование полосы влияет натяжение полосы, и в некоторых случаях применения можно бороться с дефектами, связанными с образованием гофров, путем использования большого натяжения полосы. Однако не всегда можно использовать более высокую степень натяжения для очень тонкой полосы при высоких температурах. Кроме того, трудно прикладывать большие усилия натяжения к полосе, выходящей из установки для разливки полосы, поскольку к полосе, выходящей из литейной формы, должно прикладываться лишь небольшое усилие натяжения, или вообще не прикладываться никакое усилие натяжения. Полоса может свисать в виде свободно подвешенной петли и находиться в состоянии слабого натяжения перед поступлением в расположенный на одной линии прокатный стан. В соответствии с настоящим изобретением разработаны способ и устройство, с помощью которых в основном можно бороться с дефектами, связанными с образованием гофров, и при этом отсутствует необходимость в сильном натяжении полосы.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
В соответствии с изобретением разработан способ горячей прокатки тонкой стальной полосы, включающий подачу полосы через прокатный зазор между парой рабочих валков, к которым прикладывают усилие прижима, отличающийся тем, что производят прокатку полосы толщиной не более 5 мм непосредственно после ее непрерывной разливки, при этом перед рабочими валками полосу пропускают через направляющий валок, который заставляет полосу охватывать один из рабочих валков перед входом в прокатный зазор между рабочими валками для исключения дефектов полосы, образующихся при горячей прокатке вследствие отставания центральной части полосы по отношению к ее краям.
Предпочтительно полоса охватывает один из рабочих валков на дуге с углом охвата, составляющим не менее 10°. Угол охвата наматывания может находиться, например, в интервале от 20 до 45°.
Предпочтительно рабочие валки расположены друг над другом. В этом случае указанный направляющий валок может быть расположен так, чтобы направлять полосу вверх от горизонтальной траектории в зазор и затем вниз вокруг верхнего рабочего валка перед прокатным зазором.
В соответствии с изобретением также разработано устройство для горячей прокатки тонкой стальной полосы, содержащее пару рабочих валков, между которыми образован прокатный зазор для приема полосы, подлежащей прокатке, средства для приложения усилий прижима между рабочими валками, отличающееся тем, что оно предназначено для горячей прокатки полосы толщиной не более 5 мм непосредственно после ее непрерывной разливки и содержит направляющий валок для направления полосы в зазор между рабочими валками таким образом, что полоса перед входом в зазор охватывает один из рабочих валков для исключения на полосе дефектов, образующихся при горячей прокатке вследствие отставания центральной части полосы по отношению к ее краям.
Предпочтительно рабочие валки расположены друг над другом, и направляющий валок выполнен с возможностью смещения его из опущенного положения, при котором полоса может проходить над ним по горизонтальной траектории в прокатный зазор между рабочими валками, в поднятое рабочее положение, при котором он поднимает полосу над указанной горизонтальной траекторией, чтобы заставить полосу охватывать верхний рабочий валок перед прокатным зазором.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Ниже изобретение поясняется более подробно с помощью чертежей, на которых представлен конкретный вариант осуществления изобретения.
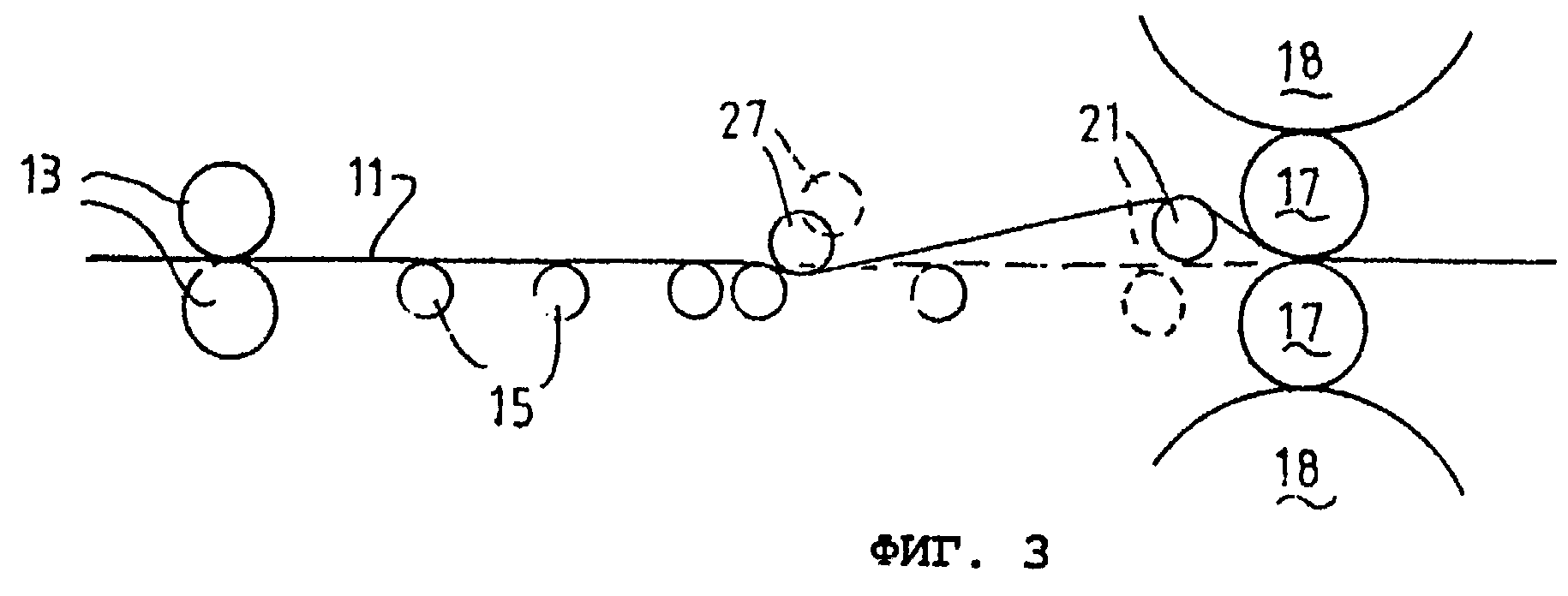
На фиг.1 показана часть установки стана для прокатки тонкой стальной полосы; на фиг.2 - поперечный разрез линии 2-2 на фиг.1; на фиг.3 схематично показана работа устройства, встроенного в установку, препятствующего образованию гофров на полосе.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА ОСУЩЕСТВЛЕНИЯ
В прокатном стане, показанном на чертеже, тонкую стальную полосу 11 пропускают через клеть 12 с парой протягивающих роликов 13, к которым с помощью пары гидравлических цилиндров 14, расположенных по одному с каждой стороны клети с протягивающими роликами, прикладываются усилия прижима для захвата полосы.
После прохода через клеть 12 с протягивающими роликами полоса 11 опирается на рольганг, образованный последовательно расположенными роликами 15, по которым она проходит к прокатному стану 16, содержащему пару рабочих валков 17, расположенных друг над другом, и пару, состоящую из верхнего и нижнего опорных валков 18. Усилия, служащие для обжатия полосы, прикладываются к рабочим валкам 17 посредством гидравлических цилиндров (не показаны), расположенных с двух сторон прокатного стана и действующих через верхний и нижний опорные валки 18. Между клетью 12 с протягивающими роликами и клетью 16 прокатного стана полоса проходит через герметизированную камеру 19.
Согласно изобретению, установка содержит препятствующий образованию гофров направляющий валок 21, расположенный непосредственно перед прокатным станом 16 и установленный на паре качающихся рычагов 22, которые могут проворачиваться вокруг горизонтальной оси 23 посредством приводного гидравлического цилиндра 30, который воздействует на качающиеся конструкции через механический рычажный механизм 31 так, чтобы обеспечить возможность подъема и опускания валка 21, препятствующего образованию гофров. Валок 21, препятствующий образованию гофров, может занимать нерабочее положение (показанное штрихпунктирными линиями на фиг.1), при котором полоса может проходить горизонтально прямо в прокатный зазор 26 между рабочими валками 17 прокатного стана. После этого препятствующий образованию гофров валок 21 может быть поднят путем приведения в действие гидравлического цилиндра 30 для подъема полосы с ее прямолинейной горизонтальной траектории так, чтобы она проходила вокруг валка, препятствующего образованию гофров, и охватывала часть верхнего рабочего валка 17 перед прокатным зазором 26.
Ось 23 поворота, препятствующего образованию гофров валка, опирается на несущие опоры в боковых стенках камеры 19, и один конец этой оси проходит через вращающееся уплотнение для соединения с рычажным механизмом 31, так что поворот оси осуществляется с помощью рычажного механизма 31 посредством приводного гидравлического цилиндра 30. Рабочий ход гидравлического цилиндра 30 можно регулировать с помощью винтового домкрата 32 с электроприводом для установки упора 33 с целью регулирования высоты препятствующего образованию гофров валка 21 в его поднятом положении.
Для предотвращения подъема полосы с роликов 15 рольганга при подъеме препятствующего образованию гофров валка 21 верхний ролик 27 линии прокатки подают вниз, чтобы он вошел в контакт с полосой сразу же за одним из роликов 15 рольганга. Ролик 27 смонтирован на качающихся рычагах 34, которые проходят от оси 35 поворота, присоединенной на одном конце к рычагу 36, расположенному снаружи ограждения 19 и приводимому в действие с помощью гидравлического цилиндра 37 с целью поворота оси 35, чтобы тем самым обеспечить подъем и опускание верхнего ролика 27 линии прокатки.
Было установлено, что на практике препятствующий образованию гофров валок является наиболее эффективным при уменьшении дефектов, связанных с образованием гофров, даже на очень тонкой полосе. Благодаря схватыванию полосой верхнего рабочего валка рабочий валок служит опорой полосе и позволяет уменьшить коробление полосы. Кривизна, которая придается полосе при наматывании ее вокруг верхнего рабочего валка, может также увеличить стойкость к образованию поперечных гофров на полосе в критической зоне перед прокатным зазором между валками благодаря приданию фактически криволинейной формы полосе в этой зоне.
Было установлено, что для наиболее эффективного противодействия образованию гофров полоса должна охватывать верхний рабочий валок на дуге с углом, равным не менее 10° и предпочтительно находящийся в интервале от 20 до 45°. В типовом устройстве рабочие валки могут иметь диаметр в диапазоне от 400 до 700 мм, а препятствующий образованию гофров валок может быть установлен так, чтобы обеспечить подъем полосы на высоту от 150 до 250 мм над горизонтальной плоскостью, проходящей через зазор между рабочими валками.
Реферат
Изобретение относится к области горячей прокатки полос непосредственно после непрерывной разливки. Задача изобретения - уменьшение гофрообразования на полосе. Способ горячей прокатки тонкой стальной полосы включает подачу полосы через прокатный зазор между парой рабочих валков, к которым прикладывают усилие прижима. Прокатку полосы толщиной не более 5 мм производят непосредственно после ее непрерывной разливки,при этом перед рабочими валками полосу пропускают через направляющий валок, который заставляет полосу охватывать один из рабочих валков перед входом в прокатный зазор между рабочими валками для исключения дефектов полосы, образующихся при горячей прокатке вследствие отставания центральной части полосы по отношению к ее краям. Устройство соответственно содержит пару рабочих валков, между которыми образован прокатный зазор, средства для приложения усилий прижима между рабочими валками. Устройство предназначено для прокатки полосы толщиной не более 5 мм непосредственно после ее непрерывной разливки и содержит направляющий валок для направления полосы в зазор между рабочими валками с охватыванием одного из рабочих валков. Направляющий валок установлен на паре качающихся рычагов с возможностью его подъема из нижнего нерабочего положения и перемещения полосы с прямолинейной траектории в верхнее положение. Охват рабочего валка осуществляется на дуге с углом не менее 10°. Изобретение обеспечивает создание опоры полосе, противодействующей ее короблению и возникновению дефектов, связанных с образованием гофров. 2 н. и 7 з.п. ф-лы, 3 ил.

Комментарии