Толкатель для шприца - RU143095U1
Код документа: RU143095U1
Чертежи



Описание
Область применения
Настоящая полезная модель относится к толкателю для шприца, содержащему шток толкателя и уплотнение. В частности, настоящая полезная модель относится к толкателю, выполненному из пластического состава, содержащего полимер и распределенный в нем наполнитель, причем содержание наполнителя различно в штоке толкателя и уплотнении. Настоящая полезная модель относится также к способу изготовления такого толкателя.
Уровень техники
Некоторые стоматологические вещества поставляются в шприцах для их нанесения непосредственно в ротовую полость пациента. Так, например, в некоторых шприцах может храниться готовое к применению стоматологическое вещество, а еще некоторые виды шприцев предназначены для хранения отдельных компонентов стоматологического вещества, которые должны быть смешаны друг с другом непосредственно перед его употреблением.
Так, например, в публикации WO 2010/093575 описан шприц для дозирования многокомпонентного материала. Шприц содержит картридж, имеющий отделения для компонентов многокомпонентного материал и статический миксер, присоединенный к картриджу. Шприц дополнительно содержит толкатель в сборе, выполненный с возможностью перемещения вовнутрь картриджа, в результате чего производится дозирование материала из шприца.
Несмотря на то, что существует большое разнообразие шприцев для использования в стоматологической практике, по-прежнему остается потребность в шприце, который был бы достаточно надежным в работе, и при этом относительно недорогим. Требуется также, чтобы такой шприц было легко и удобно использовать.
Сущность полезной модели
Одно из воплощений полезной модели относится к толкателю для продвижения вещества в шприце в сторону дозирующего наконечника. Толкатель имеет шток толкателя и уплотнение, предназначенное для создания взаимного уплотнения между толкателем и шприцем. Кроме того, толкатель выполнен из пластического состава, содержащего полимер и распределенный внутри данного полимера наполнитель. В частности, наполнитель распределен с первым относительным содержанием наполнителя по весу в штоке толкателя и со вторым относительным содержанием наполнителя по весу в уплотнении, причем первое относительное содержание наполнителя выше, чем второе относительное содержание наполнителя.
Поэтому наполнитель предпочтительно не одинаково распределен в пластическом составе, так что пластический состав содержит по меньшей мере первую часть, содержание наполнителя в которой выше, чем его содержание по меньшей мере во второй части того же пластического состава. Из первой части суммарного количества пластического состава может быть сформирован шток толкателя, в то время как из второй части суммарного количества пластического состава может быть сформировано уплотнение. За счет этого шток толкателя и уплотнение предпочтительно имеют различные механические свойства. Такие различные свойства предпочтительно частично (или полностью) зависят от содержания наполнителя в первой и второй частях пластического состава.
Преимуществом полезной модели в целом является то, что оно позволяет изготовить способом формования механически относительно прочный компонент, тем не менее часть которого будет иметь механические свойства, отличные от соответствующих свойств других частей, несмотря на то, что во всем компоненте используется один и тот же пластический состав. В частности, удлиненный по своей форме толкатель может обладать повышенным сопротивлением к выгибанию под действием приложенной в осевом направлении нагрузки без усиления (или без существенного усиления) толкателя, что обычно делается путем придания ему увеличенных размеров. Кроме того, тот же самый толкатель может быть снабжен относительно мягким и/или эластичным уплотнением без необходимости использования отдельного уплотнения или отдельного пластического состава. Кроме того, полезная модель может позволять проводить формование толкателя, имеющего такие части с различными механическими свойствами, за один этап. Поэтому еще одним преимуществом полезной модели является то, что шприц с толкателем в соответствии с ей полезной моделью может быть изготовлен при минимальных производственных затратах. Кроме того, шприц в соответствии с полезной моделью может быть изготовлен достаточно тонким, как, например, шариковая ручка. Поэтому такой шприц будет достаточно удобным в использовании.
Относительное содержание наполнителя по весу (далее для краткости именуемое, как «содержание наполнителя») предпочтительно определяется, как вес наполнителя, деленный на вес всего пластического состава, включая наполнитель. Относительное содержание наполнителя может быть определено путем:
обеспечения некоторого количества пластического состава;
определения веса взятого количества пластического состава;
сжигания взятого количества пластического состава так, чтобы выжечь полимер, но не сжечь содержащийся в составе наполнитель;
определения остаточного веса состава, то есть веса наполнителя, который не сгорел.
Вес оставшегося наполнителя, деленный на вес взятого количества пластического компонента, считается содержанием наполнителя по весу в целях полезной модели.
Полимер предпочтительно сгорает при меньшей температуре, чем наполнитель, поэтому избирательного сжигания наполнителя можно легко достигнуть путем соответствующей настройки температуры сжигания.
В одном из воплощений первое содержание наполнителя плавно переходит во второе содержание наполнителя. Поэтому общее количество пластического состава, из которого сформированы как шток толкателя, так и уплотнение, может характеризоваться средним содержанием наполнителя, который не одинаково распределен в данном количестве пластического состава, в результате чего различные части данного количества пластического состава имеют различное содержание наполнителя, и при этом различные содержания наполнителя плавно переходят друг в друга.
В одном из воплощений первое содержание наполнителя составляет от примерно 20% по весу до примерно 60% по весу. При этом упомянутое первое содержание наполнителя может быть средним первым содержанием наполнителя в части пластического состава, из которой сформировано уплотнение. Кроме того, пластический состав может иметь суммарное содержание наполнителя, составляющее примерно 50%.
В одном из воплощений шток толкателя имеет в целом круглое поперечное сечение и является протяженным вдоль оси толкателя, а уплотнение выступает из штока толкателя по окружности вокруг оси толкателя. Поэтому уплотнение может иметь в целом кольцеобразную форму, например, может представлять собой протяженный в радиальном направлении наружу сальник, протяженный также по окружности вокруг штока толкателя. Кроме того, уплотнение может в целом иметь форму воронки, например, может представлять собой конический сальник, протяженный также по окружности вокруг конца штока толкателя. Сведущим в данной области техники будут очевидны и другие формы и типы уплотнений, которые также могут быть использованы в полезной модели. Кроме того, сведущим в данной области техники будет понятно, что могут быть использованы одно или более уплотнений, и при этом уплотнения могут быть одинаковыми или представлять собой сочетание различных уплотнений.
В одном из воплощений ось толкателя является протяженной в целом по прямой линии. Такой толкатель может использоваться в прямом шприце. В качестве альтернативы, ось толкателя может быть протяженной по кривой, напоминающей по меньшей мере часть окружности. Такой толкатель может использоваться в кривом шприце.
Еще в одном воплощении шток толкателя содержит кольцеобразную канавку, протяженную вокруг оси толкателя, и при этом уплотнение выступает из штока толкателя в области канавки. То есть, канавка может обеспечивать дополнительное пространство для уплотнения. При этом уплотнение может выступать из штока толкателя в направлении свободного конца (края) уплотнения на некоторое расстояние, которое таким образом может быть увеличено до максимума. Такое повышенное расстояние может обеспечивать максимально возможную эластичность уплотнения, а также максимально возможную степень его деформации.
В одном из воплощений уплотнение имеет кольцеобразный свободный конец и сужается от штока толкателя в сторону своего свободного конца. Край может быть относительно острым, но слегка скругленным, так, чтобы он мог сгибаться и хорошо прилегать к внутренним стенкам отделения, в которое вставляется шток толкателя. За счет этого обеспечивается достаточно хорошее уплотнение между толкателем и шприцем.
Еще в одном воплощении толкатель имеет задний конец, содержащий нажимную пластину для пальца, и расположенный напротив него передний конец, содержащий уплотнение. Уплотнение может быть расположено в непосредственной близости к переднему концу штока толкателя, а нажимная пластина для пальца может образовывать задний конец. Уплотнение может выступать в сущности в плоскости, перпендикулярной оси толкателя.
В одном из воплощений полимер является полиамидом, а наполнитель содержит стеклянные или угольные волокна. Волокна могут иметь среднюю длину от примерно 0,1 мм до примерно 100 мм, более предпочтительно - от примерно 0,1 мм до примерно 1 мм или от примерно 1 мм до примерно 10 мм. Волокна могут иметь средний диаметр от примерно 3 мкм до примерно 13 мкм, предпочтительно примерно 10 мкм.
Еще в одном воплощении шток толкателя имеет наибольший диаметр, составляющий примерно 3,61 мм. Шток толкателя может иметь длину от примерно 80 мм до примерно 100 мм, предпочтительно примерно 89,5 мм. Уплотнение может иметь наибольший диаметр, составляющий примерно 3,84 мм.
В одном из воплощений толкатель содержит по меньшей мере два штока толкателя, каждый из которых имеет свое уплотнение. Толкатель может иметь нажимную пластину для пальца, соединяющую между собой упомянутые по меньшей мере два штока толкателя.
В одном из воплощений один из штоков толкателя имеет наибольший диаметр примерно 3,95 мм, а второй шток толкателя имеет наибольший диаметр примерно 2,75 мм. Каждый из штоков толкателя может иметь длину от примерно 80 мм до примерно 100 мм, предпочтительно примерно 89,5 мм. Уплотнение одного из штоков толкателя может иметь наибольший диаметр примерно 4,24 мм, в то время как уплотнение второго штока толкателя может иметь наибольший диаметр примерно 3,04 мм.
В одном из воплощений толкатель в соответствии с полезной моделью содержится в шприце для дозирования вещества. Шприц может иметь по меньшей мере одно отделение, содержащее по меньшей мере один компонент стоматологического вещества. Шприц может дополнительно иметь дозирующий наконечник, который образует выходное отверстие для упомянутого по меньшей мере одного компонента. Толкатель может быть выполнен с возможностью его скользящего перемещения внутри отделения и с возможностью его перемещения относительно шприца в направлении дозирующего наконечника для подачи компонента в направлении дозирующего наконечника. В предпочтительном воплощении шприц имеет по меньшей мере два отделения для приема компонентов дозируемого вещества. Каждое из упомянутых по меньшей мере двух отделений может содержать компонент стоматологического вещества. Шприц может дополнительно содержать толкатель в соответствии с полезной моделью. Толкатель предпочтительно содержит по меньшей мере два штока толкателя, каждый которых имеет уплотнение. Штоки толкателя предпочтительно выполнены с возможностью скользящего и плотного перемещения внутри соответствующих отделений. Благодаря такой конструкции толкатель обеспечивает практически одновременное продвижение компонентов в направлении к дозирующему наконечнику. Дозирующий наконечник может дополнительно содержать миксер для смешивания компонентов при их протекании через дозирующий наконечник.
Еще в одном воплощении полезной модели предлагается способ формирования толкателя. Получаемый в соответствии с данным способом толкатель имеет шток толкателя и уплотнение. Способ содержит этапы:
- подачи расплавленного пластического состава в форму, причем форма содержит первую полость для формирования уплотнения и вторую полость для формирования штока толкателя, при этом первая и вторая полости связаны по текучей среде и в совокупности образуют одну общую полость, при этом пластический состав содержит полимер и наполнитель, распределенный в полимере,
- обеспечения уменьшения содержания наполнителя в первой части пластического состава, предназначенной для формования из нее уплотнения, по сравнению с содержанием наполнителя во второй части пластического состава,
в результате чего наполнитель распределяется с первым относительным содержанием наполнителя по весу в штоке толкателя и со вторым относительным содержанием наполнителя по весу в уплотнении, при этом первое содержание наполнителя выше, чем второе содержание наполнителя.
Уменьшение содержания наполнителя в первой порции пластического состава может быть обеспечено за счет подачи под давлением расплавленного пластического материала в первую и вторую полости, из которых первая полость имеет меньший размер, чем вторая полость. В частности, первая и вторая полости предпочтительно имеют первое и второе направления потока соответственно, оба из которых параллельны направлению потока расплавленного пластического состава при заполнении формы. Направление потока в форме предпочтительно определяется положением проема, через который расплавленный пластический состав подается в форму, и дополнительно может определяться формой полости. Для толкателя в соответствии с полезной моделью второе направление потока во второй полости может быть в целом параллельным оси формуемого толкателя, а направление потока в первой полости может быть выполнено в целом перпендикулярным ему. Первая и вторая полости предпочтительно имеют соответственно первое и второе поперечные сечения потока в плоскости, перпендикулярной первому и второму направлениям потока. Наибольшее поперечное сечение первого потока может быть меньше, чем наименьшее поперечное сечение второго потока. Поэтому первое поперечное сечение потока может сдерживать затекание пластического состава в форму. Поэтому баланс относительно среднего содержания наполнителя может быть сдвинут от пластического состава в первой полости к пластическому составу во второй полости.
Краткое описание чертежей
Фиг. 1. Аксонометрический вид шприца, содержащего толкатель в соответствии с одним из воплощений полезной модели.
Фиг. 2. Аксонометрический вид шприца, изображенного на фиг.1, с более подробным изображением толкателя шприца.
Фиг. 3. Вид сбоку толкателя в соответствии с еще одним воплощением полезной модели.
Фиг. 4. Сечение формы для изготовления толкателя в соответствии с одним из воплощений полезной модели.
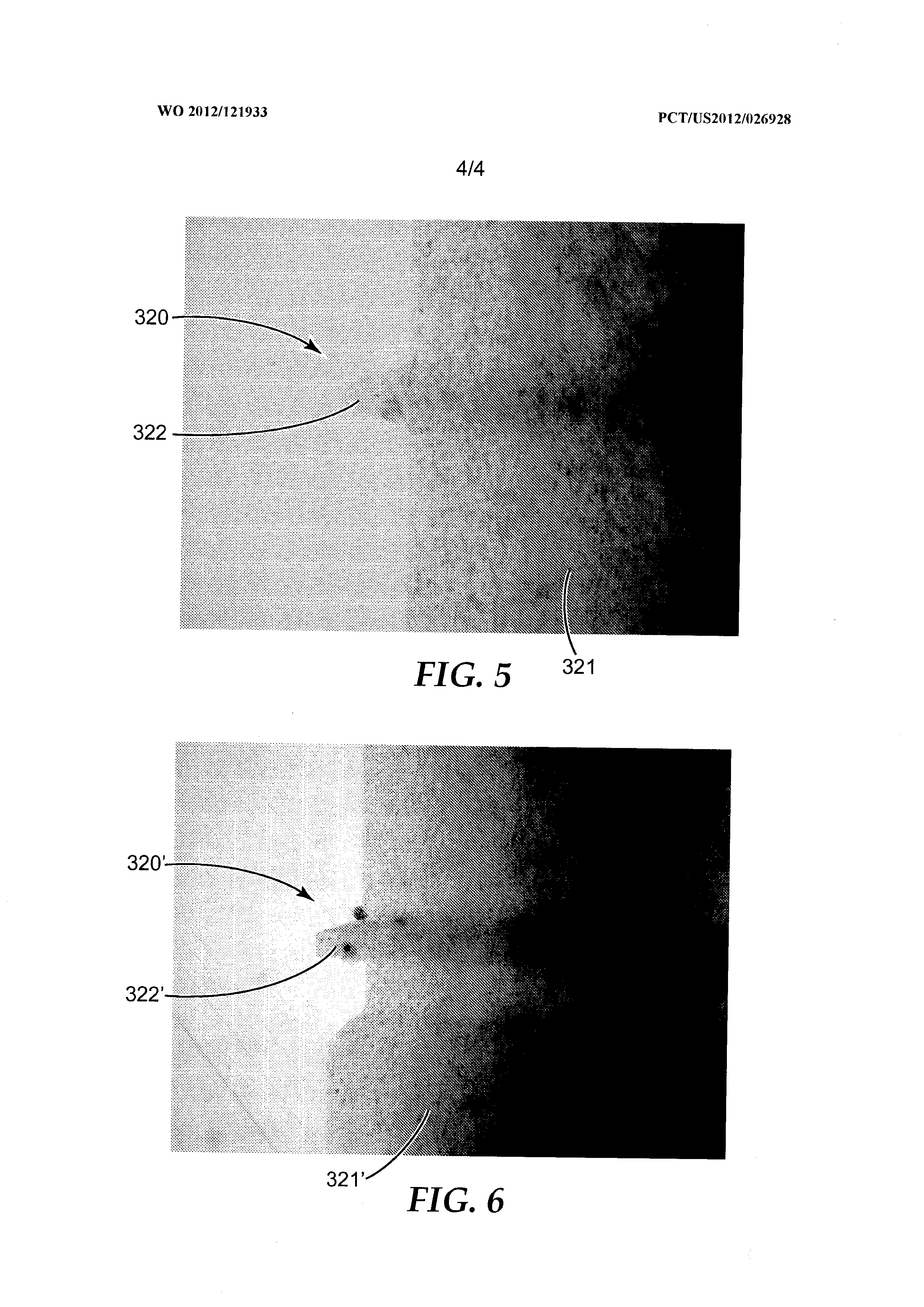
Фиг. 5. Фотография среза толкателя в соответствии с одним из воплощений полезной модели.
Фиг. 6. Фотография среза толкателя в соответствии с еще одним воплощением полезной модели.
Подробное описание полезной модели
На фиг. 1 показан шприц 1 для хранения и дозирования двухкомпонентного стоматологического вещества. Шприц 1 содержит картридж 2, имеющий два расположенных бок о бок отделения 3, 4. Каждое из данных отделений может содержать компонент дозируемого стоматологического вещества. Шприц 1 дополнительно содержит смесительную канюлю 11, расположенную в непосредственной близости к дозирующему концу 5. Смесительная канюля 11 образует выходной патрубок 12 для стоматологического вещества. Толкатель 20 является протяженным вовнутрь картриджа 2 с заднего конца 6 картриджа 2. Толкатель 20 содержит два штока 21, 22 толкателя, выполненные с возможностью плотного перемещения внутри отделений 3, 4 соответственно для подачи компонентов в сторону дозирующего конца 5. При перемещении штоков 21, 22 толкателя вовнутрь картриджа 2 компоненты стоматологического вещества выдавливаются из отделений 3, 4 и проходят через смесительную канюлю 11, в которой они смешиваются, и стоматологическое вещество, смешанное из компонентов, дозируется наружу. Смесительная канюля 11 может содержать статический миксер (не показан) для обеспечения перемешивания компонентов, проходящих через смесительную канюлю. Штоки 21, 22 толкателя установлены на общей нажимной пластине 23 для пальца на заднем конце толкателя 20. При такой конструкции при нажатии на нажимную пластину 23 для пальца штоки 21, 23 движутся одновременно. Благодаря этому смесительная пропорция компонентов в сущности зависит только лишь от внутренних поперечных сечений отделений 3, 4 плоскостью, перпендикулярной направлению движению толкателя 20. В одном из воплощений отделение 4 имеет большее внутреннее поперечное сечение, чем отделение 3, в результате чего смесительная пропорция между компонентами, проходящими через миксер, отлична от 1:1, например, составляет 2:1. Однако сведущим в данной области техники будет понятно, что отделения 3, 4 могут иметь одинаковые или в сущности одинаковые поперечные сечения, в результате чего будет достигаться смесительная пропорция компонентов, составляющая 1:1 или примерно 1:1. Стоматологическое вещество может быть, например, материалом для стоматологических оттисков, приготавливаемым с помощью шприца из смеси базового компонента и компонента-катализатора.
В данном воплощении шприц 1 является относительно длинным, так чтобы можно было получить достаточное количество стоматологического вещества, например, материала для оттисков. Шприц может быть изготовлен относительно тонким, чтобы его было удобно использовать в ротовой полости пациента. Дополнительное удобство пользования может быть обеспечено за счет наличия нескольких упорных пластин для пальцев, выполненных на картридже 2.
В данном воплощении картридж 2 имеет две упорные пластины 7, 8 для пальцев, причем первая упорная пластина 7 для пальцев расположена в непосредственной близости к заднему концу 6 картриджа 2, а вторая упорная пластина 8 для пальцев, по сравнению с первой упорной пластиной 7 для пальцев, расположена ближе к дозирующему концу 5 шприца 1. Данное положение является начальным, в котором толкатель 20 может быть извлечен из картриджа 2. Шприцем достаточно удобно пользоваться с помощью нажимной пластины 23 для пальца толкателя 20 и первой упорной пластины 7 для пальцев картриджа 2, поскольку расстояние между нажимной пластиной 23 для пальца толкателя 20 и первой упорной пластиной 7 для пальцев картриджа 2 хорошо соответствует размерам руки пользователя. Как только некоторая часть компонентов экструдирована из отделений 3, 4, толкатель 20, и в частности, нажимная пластина 23 для пальца расположатся ближе к картриджу 2. На данном этапе шприцем 1 может быть более удобно управлять с помощью второй упорной пластины 8 для пальцев картриджа 2 и нажимной пластины 23 для пальца толкателя 20, поскольку расстояние между нажимной пластиной 23 для пальца толкателя 20 и первой пластиной 7 для пальцев картриджа 2 может стать слишком малым и не будет обеспечивать хорошее управление шприцем, по сравнению с большим расстоянием между нажимной пластиной 23 для пальца толкателя 20 и второй упорной пластиной 8 для пальцев картриджа 2.
На фиг. 2 показан шприц 1, в котором картридж 2 и толкатель 20 отделены друг от друга. Штоки 21, 22 толкателя имеют уплотнения 24, 25 соответственно. Уплотнения 24, 25 выполнены за единое целое (в виде монолита) со штоками 21, 22 толкателя. Это позволяет избежать этапа сборки уплотнений со штоками и тем самым позволяет снизить себестоимость производства толкателя 20. Кроме того, это позволяет изготовить штоки 21, 22 толкателя имеющими исключительно малое поперечное сечение, поскольку наличия углублений для посадки отдельных уплотнений в них не требуется. Углубления для уплотнений могут представлять собой слабые места с точки зрения механической прочности штоков толкателя, и при использовании отдельных уплотнений минимальные размеры толкателя неизбежно будут определяться в том числе размерами углублений, в то время как таких ограничений может не быть, если используются уплотнения, выполненные за единое целое со штоками толкателя.
На фиг. 3 показан толкатель 220, в котором используются только один шток 221 толкателя и одно уплотнение 222. Однако шток 221 с уплотнением 222 может соответствовать одному из двух или более штоков, имеющихся в одном толкателе, и может технически соответствовать одному из штоков 21/22 с уплотнением 24/25, показанным на фиг. 2. Весь толкатель 220 является формованным, предпочтительно изготовленным способом инжекционного формования, из пластического состава, содержащего полимер и наполнитель. Так, например, толкатель 220 может быть формован из некоторого количества пластического состава, и суммарное количество пластического состава может характеризоваться средним содержанием наполнителя (по весу). Наполнитель предпочтительно распределен в полимере. Кроме того, наполнитель предпочтительно подобран таким образом, что он обеспечивает повышенную механическую прочность пластического состава. В частности, наполнитель может содержать стеклянные и/или угольные волокна, или может представлять собой любой другой наполнитель, обеспечивающий повышение механической прочности пластического состава. Шток 221 толкателя сформирован из первой части пластического состава, содержащей наполнитель при первом содержании наполнителя, а уплотнение 222 сформировано из второй части пластического состава, характеризующейся вторым содержанием наполнителя, отличным от первого содержания наполнителя. Поэтому первое содержание наполнителя и второе содержание наполнителя отличаются от среднего содержания наполнителя в толкателе в целом. Различное содержание наполнителя предпочтительно получается вследствие локального смещения наполнителя из второй части пластического состава в первую часть пластического состава в расплавленном состоянии состава во время формования толкателя 220. Соответственно первое содержание наполнителя выше, чем второе содержание наполнителя.
В одном из воплощений толкатель имеет ось А толкателя, вдоль которой является протяженным шток 221 толкателя. Шток 221 толкателя является протяженным по меньшей мере частично вдоль оси А толкателя с практически постоянным поперечным сечением В одном из воплощений шток 221 толкателя является протяженным с в целом круглым поперечным сечением вдоль оси А толкателя, и тем самым образует цилиндр, ось которого образована осью А толкателя. Уплотнение 222 предпочтительно является протяженным по окружности вокруг штока 221 толкателя. В частности, уплотнение 222 выступает из штока толкателя и сужается наружу (в направлениях от оси А толкателя) в плоскости, в целом перпендикулярной оси толкателя). Поэтому уплотнение 222 имеет в целом кольцеобразную форму и образует в целом круглый наружный уплотняющую кромку в сечении плоскостью, в целом перпендикулярной оси толкателя.
Было определено, что при сужающейся наружу форме уплотнения содержание в ней наполнителя уменьшается в данном направлении. Поэтому в непосредственной близости к наружному краю уплотнение может содержать пластический состав с более низким содержанием наполнителя, чем в более внутренних его частях. Кроме того, благодаря такому постепенному уменьшению содержания наполнителя в направлении наружу, общее содержание наполнителя предпочтительно меньше, чем содержание наполнителя в штоке толкателя. Соответственно, в непосредственной близости к наружному краю уплотнение может иметь модуль упругости, который будет ниже, чем модуль упругости более внутренних частей уплотнения. Это дает определенные преимущества, поскольку позволяет изготовить толкатель из пластического состава, подходящего для изготовления относительно жесткого штока толкателя, в то время как тот же самый состав может использоваться для изготовления относительно мягкого или упругого уплотнения. Поэтому толкатель в соответствии с полезной моделью может быть относительно устойчив к приложенной к нему осевой выгибающей нагрузке, и в то же время может обеспечивать хорошее уплотнение в процессе эксплуатации шприца. Кроме того, такой толкатель может способствовать снижению затрат на его изготовление, поскольку отпадает необходимость в дополнительных этапах сборки.
Было определено, что сведенное к минимуму содержание наполнителей в уплотнении может способствовать снижению до минимума износа шприца, поскольку на наружной поверхности уплотнения будет открытым лишь минимальное количество наполнителей. Поэтому истирание поверхности шприца вследствие скольжения по ней наполнителей (например, волокон, выступающих из края уплотнения и скользящих по поверхности отделения) может быть сведено к минимуму, и соответственно шприц, в котором используется толкатель в соответствии с полезной моделью, будет более надежно работать в течение более длительного времени.
Сведущим в данной области техники будет очевидно, что могут использоваться и прочие формы и расположения уплотнения по отношению к штоку толкателя, при условии, что уплотнение содержит часть, которая сужается (например, в сторону относительно острого наружного края) по отношению к остальным частям толкателя или уплотнения.
В данном воплощении толкатель 220 имеет углубление 223 в форме канавки, выполненное в штоке 221 толкателя. Углубление является протяженным по окружности внутри штока 221 толкателя, и уплотнение 222 выступает с поверхности углубления. И хотя наличие углубления не обязательно, оно может позволять максимально увеличить размер уплотнения в радиальном направлении относительно оси толкателя. Это в свою очередь позволяет дополнительно увеличить эластичность уплотнения.
На фиг. 4 показана форма 100, имеющая две отдельные части 101, 102. Части 101, 102 формы в совокупности образуют полость 103 формы, которая по форме в целом соответствует форме толкателя, изображенного на фиг. 3. Форма 100 может использоваться в автомате для инжекционного формования (не показан). Толкатель может быть изготовлен из текучего пластического состава, содержащего расплавленный отверждаемый полимер с распределенным в нем наполнителем. Текучий пластический состав может подаваться в форму 100 через проем 104, расположенный в непосредственной близости к заднему концу формуемого штока толкателя. При этом текучий пластический состав вынужден также растекаться в латеральных направлениях по отношению к оси А толкателя, заполняя кольцеобразную частичную полость 105, форма которой соответствует формируемому уплотнению толкателя. После этого вызывают отвердевание пластического состава (например, путем его охлаждения), после чего форму разделяют и извлекают из нее сформованный толкатель. За счет этого толкатель и уплотнение могут быть сформованы за один этап формования из одного сплошного пластического состава, однако при этом сформованные толкатель и уплотнение могут иметь различные свойства вследствие различного содержания наполнителя в различных частях застывшего пластического состава.
На фиг. 5 показана фотография участка толкателя 320 в соответствии с полезной моделью. Пластический состав содержит наполнитель, а именно, стеклянные волокна, видимые на данной фотографии в виде темных пятен или линий. Как видно из данной фотографии, толкатель 320 имеет уплотнение с более низким содержанием стеклянных волокон, чем в частях штока 321 толкателя 320. Вследствие этого уплотнение 322 имеет более низкий модуль упругости, чем шток 321 толкателя.
Фиг. 6 представляет собой фотографию фрагмента толкателя 320′, вставленного в отделение шприца. Толкатель 320′ имеет уплотнение 322′, которое до вставки его в отделение шприца имело наружный диаметр, больший, чем внутренний диаметр отделения. При вставке в отделение уплотнение 322′ было сжато. При этом уплотнение 322′ претерпело частично пластическую, частично упругую деформацию. За счет этого достигается хорошее уплотнение между толкателем 320′ и отделением шприца, поскольку уплотнение приняло форму, близкую к форме поверхности отделения.
Реферат
1. Толкатель для продвижения вещества в шприце в сторону дозирующего наконечника, содержащий шток толкателя и уплотнение для создания взаимного уплотнения между толкателем и шприцем, при этом толкатель выполнен из пластического состава, содержащего полимер и распределенный внутри данного полимера наполнитель, при этом наполнитель распределен с первым относительным содержанием наполнителя по весу в штоке толкателя и со вторым относительным содержанием наполнителя по весу в уплотнении, и при этом первое относительное содержание наполнителя выше, чем второе относительное содержание наполнителя.2. Толкатель по п.1, отличающийся тем, что первое содержание наполнителя составляет от примерно 20% по весу до примерно 60% по весу.3. Толкатель по п.1, отличающийся тем, что пластический состав имеет общее содержание наполнителя, составляющее примерно 50%.4. Толкатель по п.1, отличающийся тем, что шток толкателя является протяженным, имея при этом в целом круглое поперечное сечение, вдоль оси толкателя, и при этом уплотнение выступает из штока толкателя по окружности вокруг оси толкателя.5. Толкатель по п.4, отличающийся тем, что ось толкателя является протяженной в целом по прямой линии.6. Толкатель по п.4, отличающийся тем, что шток толкателя содержит кольцеобразную канавку вокруг оси толкателя, и при этом уплотнение выступает из штока толкателя в области канавки.7. Толкатель по п.1, отличающийся тем, что уплотнение имеет кольцеобразный свободный край и сужается от штока толкателя в сторону свободного края.8. Толкатель по п.1, отличающийся тем, что толкатель имеет задний конец, который содержит нажимную пластину для пальца и распо
Комментарии