Устройство для регулирования геометрических размеров проката на стане непрерывной прокатки - SU1124883A3
Код документа: SU1124883A3
Чертежи

Описание
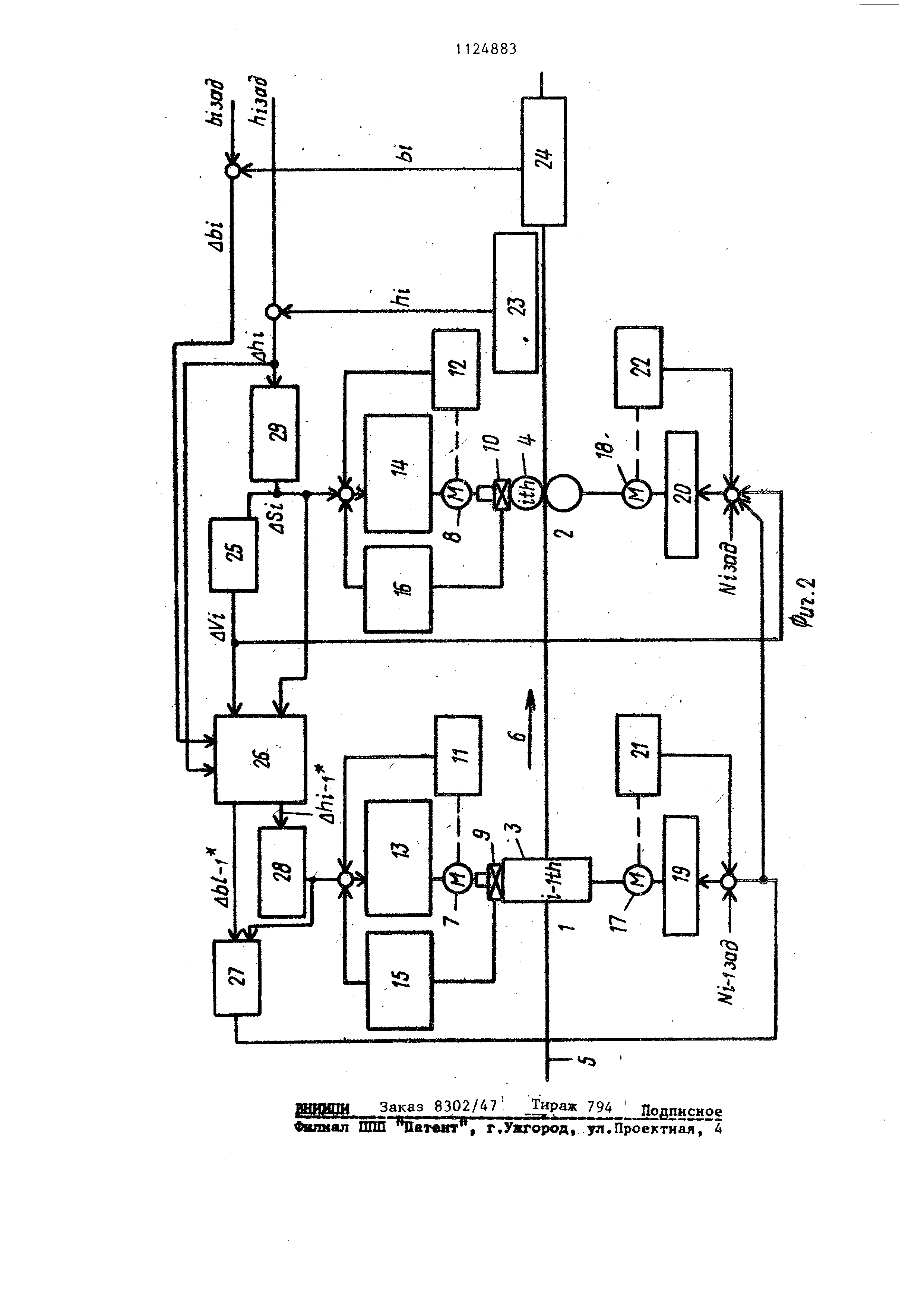
Изобретение относится к прокатному -производству, в частност} к автоматизации процессов прокатки в калибpax на станах с чepeдyющи жcя горизонтальными и вертикальными клeтя и, Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для регулирования геометрического раз мера проката на стане непрерывной прокатки, каждая клеть которого оборудована системами управления прокатным электродвигателем и нажилмным БИНТОМ , содержащее первый блок коррекции скорости, измеритель отклонения первого геометрического размера прока та, причем выход последнего соединен с входом системы управления прокатным электродвигателем последующей клети через первый блок коррекции скороети 1 3. Однако данное устройство не полностью компенсирует влияние различнь Х возмущений и не обеспечивает высоку о точность регулирования геометрических размеров, Цель изобретения - повышение точности регулирования геометрических размеров проката. Поставленная цель достигается тем что устройство для регул1-гооваиия геометрических размеров проката на стане непрерывной прокатки,, какдая клеть которого оборудована системами управления прокатным электродвигателем и нажимным винтомэ содержащее первый блок коррекции скорости,, изме ритель отклонения первого геометриче кого размера проката, причем вькод последнего соединен с входом системьа управления прокатным электродвигате лем последующей клети через первьш блок коррекции скорости. дополнитель но содержит блок коррекции формы про ката, второй блок коррекции скорости и первый блок коррекции межвалкового зазора, выход которого соединен с входом системы управления нажимным винтом предыдущей клети, а вход - с одним выходом блока коррекции проката, другой выход которого через второй блок коррекции скорости соеди нен с входами систем управления прокатными электродвигателями смежных клетей, первый и второй входы блока коррекции формы проката соединены соответственно с выходами измерителя отклонения первого геометрического размера проката и первого блок а кор,1 31 1 екции скорости последующей клети, причем в качестве измерителя отклонения первого геометрического размера проката принят измеритель отклонения горизонтального размера. Кроме того, устройство дополнительно содержит второр блок коррекции межвалкового зазора, вход которого соединен с выходом измерителя отклонения второго геометрического размера проката. а выход - с третьим входом блока коррекции формы проката, с входами первого бхгока коррекции скорости и второго блока коррекции межвалкового зазора последующей клети, причем в качестве измерителя отклонения второго геометрического размера проката принят измеритель отклонения вертикального размера. Выход измерителя отклонения вартикального размера соединен с четвертым входом блока коррекции формы прокаНа фиг, 1 представлена блок-схема первого варианта пре.цлагаемого устройства; на фиг.2 - блок-схема, объединяющая второй и третий варианты устройства, Устройство по первому варианту рюполнения содержит клети 1 и 2 соответственно с вертикальным 3 и горизонта .пьньш 4 валками, прокат 5, направление 6 прокатки, электродвигатели 7 и 8 нажимных устройств, измерители 9 и 10 усилий прокатки, измерители 11 и 12 положения нажимных винтов , тиристорные преобразователи 13 и 145 блоки 15 и 16 вычисления деформации клетей I и 2 соответственно, причем электродвигатели 7 и 8, измерители 9 и 10 УСИЛИЙ прокатки, измерители 11 и 12 положения нажимных р,интов 3 тиристорные преобразователи 13 и 14 и блоки 15 и 16 вычисления деформагдии клетей образуют системы управления наясимными устройствами клетей 1 и 2. прокатные электродвигатели 17 и 18 клетей 1 и 2 соответственно , тиррюторные преобразователи 19 и 20. измерители 21 и 22 частот вращения прокатных электродвигателей 17 и 18 соответственно, причем тиристорные преобразователи 19 и 20 и измерители 21 и 22 частот вращения прокатных электродвигателей 17 и 18 образуют системы управления прокатными электродвигателями 17 и 18 соответственно , измерители отклонений вертикального 23 и горизонтального 24 размеров проката, первый блок 25 кор рекции скорости, блок 26 коррекции формы проката, второй блок 27 коррек ции скорости и первый блок 28 коррек ции межвалкового зазора, вьпсод которого соединен с входом системы управления нажимным устройством предыдущей клети 1, причем выход измерите ля 24 отклонения горизонтального размера проката соединен с входом системы управления прокатным электро двигателем 18 последующей клети 2 че рез первый блок 25 коррекции скорости , выход первого блока 28 коррекции межвалкового зазора соединен с входом системы управления нажимным винтом предьвдущей клети 1, а вход - с одним выходом блока 26 коррекции формы проката, другой выход которого через второй блок 27 коррекции скорости соединен с входами систем управления прокатными электродвигателями 17 и 18 смежных клетей 1 и 2 соответственно, первый и второй входы блока 26 коррекции формы проката соединены соответственно с выходами измерителя 24 горизонтального размер проката и первого блока 25 коррекции скорости последующей клети. Блок-схема на фиг. 2, объединякицая второй и третий варианты устройства, дополнительно содержит второй блок 29 коррекции межвалкового зазора, вход которого соединен с выходом измерителя 23 отклонения вертикально го размера проката, выход - с третьим входом блока 26 коррекции формы проката, с входами первого блока 25 коррекции скорости и второго блока 29 коррекции межвалкового зазора последующей клети 2. Третий вариант предлагаемого устройства на фиг.2 представлен соединением выхода измерителя 23 отклонения вертикального размера с четвертым входом блока 26 коррекции формы проката. На фиг.1 и 2 приняты следующие обозначения: Ь- заданные значения соответственно горизонтального и вертикального значений: ;г«л заданные значения скоростей электроприводов соответственно , последующей и предьщущей клетей . Устройство работает следующим образом. Блок 26 коррекции формы проката на основании данных об отклонениях вертикального и горизонтального на выходе |-клети размеров проката , поступающих от соответствующих измерителей 23 и 24, вычисляет такие величины отклонения вертикального йЬ.и горизонтального 4t)- размеров проката на выходе предыдущей (4-1)-й клети, которые полностыо компенсируют тклонение лЦ горизонтального размера на выходе i-й клети. Вычисление производят по формулам: 4-i ir7k-- N ( .ь,| ш - постоянные коэффициенты, характеризующие прокатный стан. Для стана, оборудованного жесткими клетями и для i-й клети которого имеет место незначительное отклонение вертикального размера,в блоке 26 коррекции формы проката может быть реализовано вычисление по следукж5им формулам: , (4) Vl где , , постоянная величина, причём если ot, О,то изменяется ubf , а если оС 1, то на выходе из (}-1)-й клети прокат имеет форму эллипса. Второй блок 27 коррекции скорости реализует следующую зависимость: 4V - . где i3b,- ., - постоянный коэффициент . Первый блок 28 коррекции MeKBanKO вого зазора реализует зависимость ., гдеЭЬ,- постоянный коэффициент . Во втором блоке 27 коррекции скорости вычисленная в нем по формуле
(5)
AV/ складывается с
величина , вычисленной в нем
величиной uV по формуле
ЭЪ:
(Т где Э1з,х| . - постоянная величина . Первый блок 25 коррекции скорости реализует зависимость 1 3b./dV; где dbi/3V - постоянный коэффициент Второй блок 29 коррекции межвалко вого зазора реализует зависимость 5i-i,9b,/d5. где ЭЬ /Э5 - постоянный коэффициент путем воздействия на межвалковый зазор клети. При регулировании вертикального размера Ъ путем воздействия на межвалковый зазор ST i-й клети изменяется горизонтальный размер Ъ проката . Известно, что между отклонениями горизонтального размера проката и ме валкового зазора существует связь, ЗЪ; . , (10) 45. Э9| постоянный коэффициент,
Отклонение горизонтального размера , представленное уравнением (10), может быть устранено воздействием на скорость клети, так как известно, что
db,
дь,.
-4V,
(11)
(Ул Тогда корректирующее воздействие на скорость клети с целью компенсации отклонения горизонтального размера проката, вызванного изменением межвалкового зазора, в соответствии с уравнениями (10) и (11) равно dfe. . dS,- . (12| 93 3b-/dV. Корректирующее воздействие по уравнению (12) складывается в первом блоке 25 коррекции скорости с величиной , вычисленной по уравнению (8). Если не адекватна величина коэффициента в уравнении (12), то отклонение горизонтального размера не может быть компенсировано полностью. Поэтому первый блок 25 коррекции скорости осуществляет коррекцию скорости i-й клети, например, по ПИзакону по отклонению горизонтального размера проката. Таким образом5 первый блок 25 коррекции скорости осуществляет коррекцию скорости 1-й клети и регулирование по отклонению горизонтального размера одновременно. Введение дополнительных элементов и связей позволяет повысить точность регулирования геометрических размеров .
§ 1
Ъ

Реферат
1. УСТРОЙСТВО ДЛЯ РЕГУЖРОВАНИЯ ГЕОИЕТРИЧЕСКИХ PAStEPOB ПРОКАТА НА СТАНЕ НЕПРЕРЫВНОЙ ПРОКАТКИ, каждая клеть которого оборудована системами управления прокатным электродвигателем и нажимным винтом, содержащее первый блок коррекции скорости, измеритель отклонения.первого геометрического размера проката, причем выход последнего соединен с входом системы управления прокатным электродвигателем последукицей клети через первый блок коррекции скорости, отличающееся тем, что, с целью повышения точности регулирования, оно дополнительно содержит блок коррекции формы проката, второй блок коррекции скорости и первый блок коррекции межвалкового зазора, выход которого соединен с входом системы управления нажимным винтом предыдущей клетки,а вход - с одним выходом блока коррекции формы проката, другой выход которого через второй блок коррекции скорости соединен с входами систем управления прокатными электродвигателями смежных клетей, первый и второй входы блока коррекции формы проката соединены соответственно с выходами измерителя отклонения первого геометрического размера проката и первого блока коррекции скорости последующей клети, причем в качестве измерителя отклонения первого геометрического размера проката принят измеритель отклонения горизонтального размера . . 2.Устройство по п, 1, о т л ичающееся тем, что оно допол (Л нительно содержит второй блок коррекции межвалкового зазора, вход которого соединен с .выходом измерителя отклонения второго геометрического размера проката, выход - с третьим входом блока коррекции формы проката, с входами первого блока коррекции скорости и второго блока коррекции го межвапкового зазора последукицей кле-г и ти, причем в качестве измерителя 00 00 отклонения второго геометрического размера проката принят измеритель со отклонения вертикального размера. 3.Устройство по п. 2, о т л ичающееся тем, что выход измерителя отклонения вертикального размера соединен с четвертым входом блока коррекции формы проката.

Комментарии