Непрерывный мелкосортный стан - SU1338904A1
Код документа: SU1338904A1
Чертежи

Описание
11
Изобретение относится к сортопрокатному производству и наиболее эффективно может быть использовано
при производстве мелкосортной стали.
Цель изобретения - увеличение выхода годного в прутках по мерности.
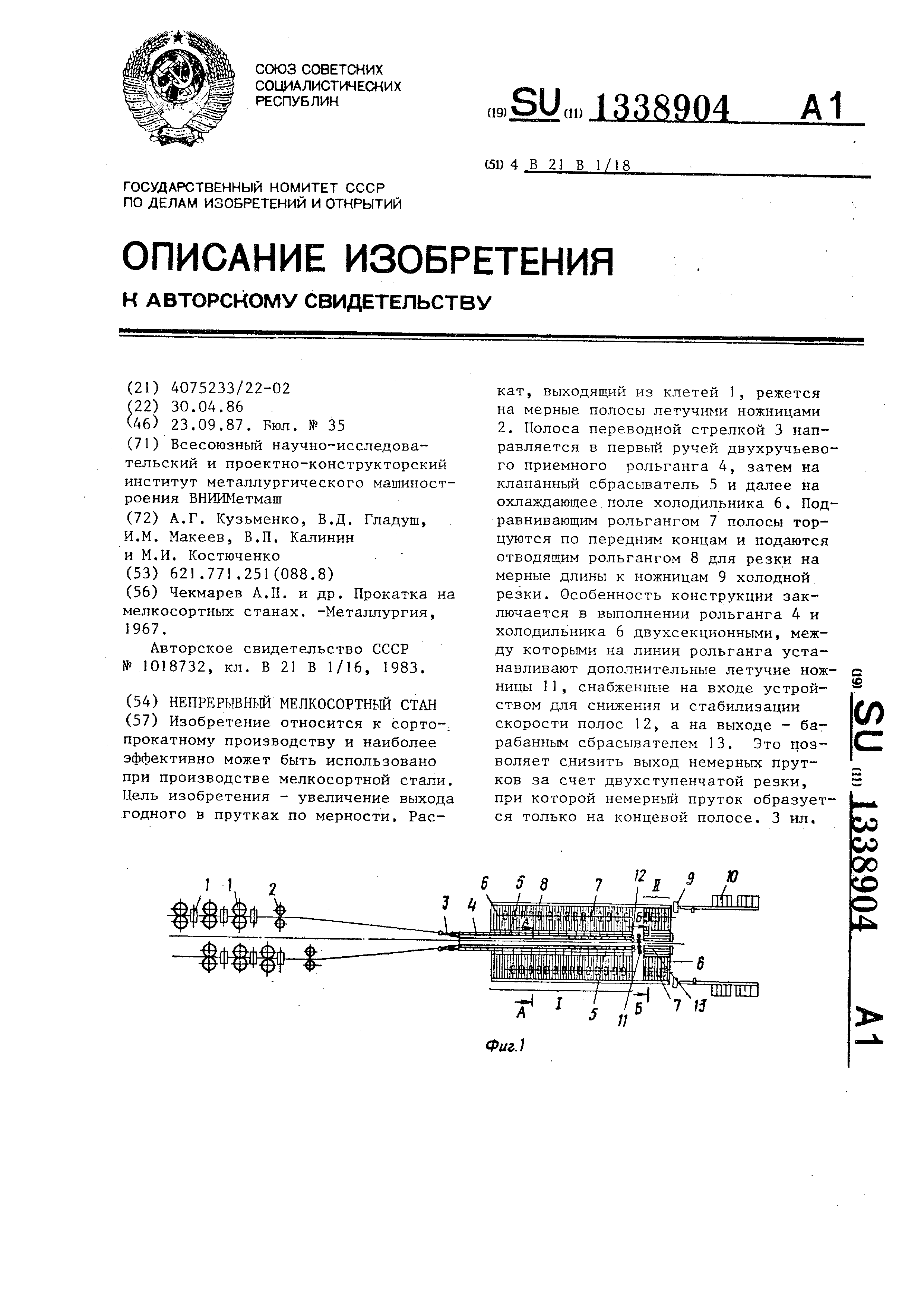
На фиг,1 показан непрерывный мелкосортный стан (план располокения оборудования); на фиг.2 - разрез А-А на Фиг.1; на фиг.З - разрез Б-Б- на фиг.1.
Предлагаемый непрерывный мелкосортный стан включает установленные последовательно прокатные клети 1, летучие ножницы 2, переводную стрелку 3 и двухручьевой приемный рольган 4, установленные вдоль первого ручья приемного рольганга 4 клапанный сбрасыватель 5, реечный холодильник 6с подравнивающим рольгангом 7, ролики которого расположены между перекладывающими рейками, и отводящий рольганг 8 с ножницами 9 холодной резки пакетов, уборочными устройствами и карманами IО для мерных прутков,
Двухручьевой приемный рольганг 4 и реечный холодильник 6 с подравнивающим рольгангом 7 разделены на две ав геномные секции I и II. Между секциями I и II по оси второго ручья приемного рольганга 4 установлены дополнительные летучие ножницы 11, снабженные на входе устройством для торможения и стабилизации скорости полос, например трайбаппара том 12, а на выходе - барабанным сбрасывателем , который взаимосвязан с секцией II реечного холодильника 6. .Длина секций I и II реечного холодильника 6 устанавливается в зависимости от производительности стана , длины раската и мерного прутка с учетом сортамента стана. Для непрерывных мелкодисперсных станов, специализирующихся на прокатке простых профилей проката сечением до 600 мм из заготовки 80x80 мм при длине мерных прутков 8-12 м, рекомендуется рлина секции I 100 - 110 м, а секций II 24 - 36 м.
Непрерывный мелкосортный стан работает следующим образом.
Заготовки поштучно прокатывают в непрерывных группах прокатньтх клетей I стана в раскаты требуемого профиле размёра. По выходе из чистовой клети стана раскаты разрезают на летучих ножницах 2 на полосы. С головной части
5аската отрезают основные полосы, длина 1 которых устанавливается CTJJO- го кратной длине мерного прутка 1/ с выполнением условия
5
)
5 0
0
0
5
0
5
1
- 2L,
де
п
L, SX у
ЧИСЛО кратности длии: основной полосы 1 длине мерного прутка 1 ;
длина реечного поля холодильника секции I; минимально допустимое расстояние от конца полосы к торцам холодильника (из практических соображений устанавливается равным 2 - 5м).
При раскрое раскатов на летучих ножницах 2 образуются концевые полосы произвольной длины 1, не отвечающие условию кратности длине мерного прутка 1.
Основные полосы длиной 1 стрелкой 3 направляются в первый ручей приемного рольганга А, посредством которого они транспортируются к секции I реечного холодильника 6, По достижении секции I холоди.г1ьника основные полосы поступают на клапанный сбрасыватель 5, где осуществляется их торможение и последуюп1ая поперечная передача на охлаждающее реечное поле секции I холодильника 6. При попе- речном перекладывании полос они охлаждаются , подравниваются /торцуются по передним концам на подравнивающем рольганге 7, затем собираются в пакеты , которые подаются на отводящий рольганг 8. Пакеты полос отводящим рольгангом 8 подаются к ножницам 9 холодной резки, где они разрезаются на заданные мерные прутки. Вследствие того, что основные полосы, составляющие пакеты, имеют длину 1, строго кратную длине мерного прутка 1, и в пакетах исключен разброс передних и задних торцов полос, выход мерных прутков при раскрое составляет практически 100%. Мерные прутки после ножниц холодной резки транспортируются к уборочным устройствам и карманам 1 О, где они собираются в товарные пачки.
Концевые полосы, образованные при порезке раската на летучих ножницах 2, стрелкой 3 отделяются от основных полос и направляют во второй ручей приемного рольганга 4, посредством которого они трансп(ртируются вдоль
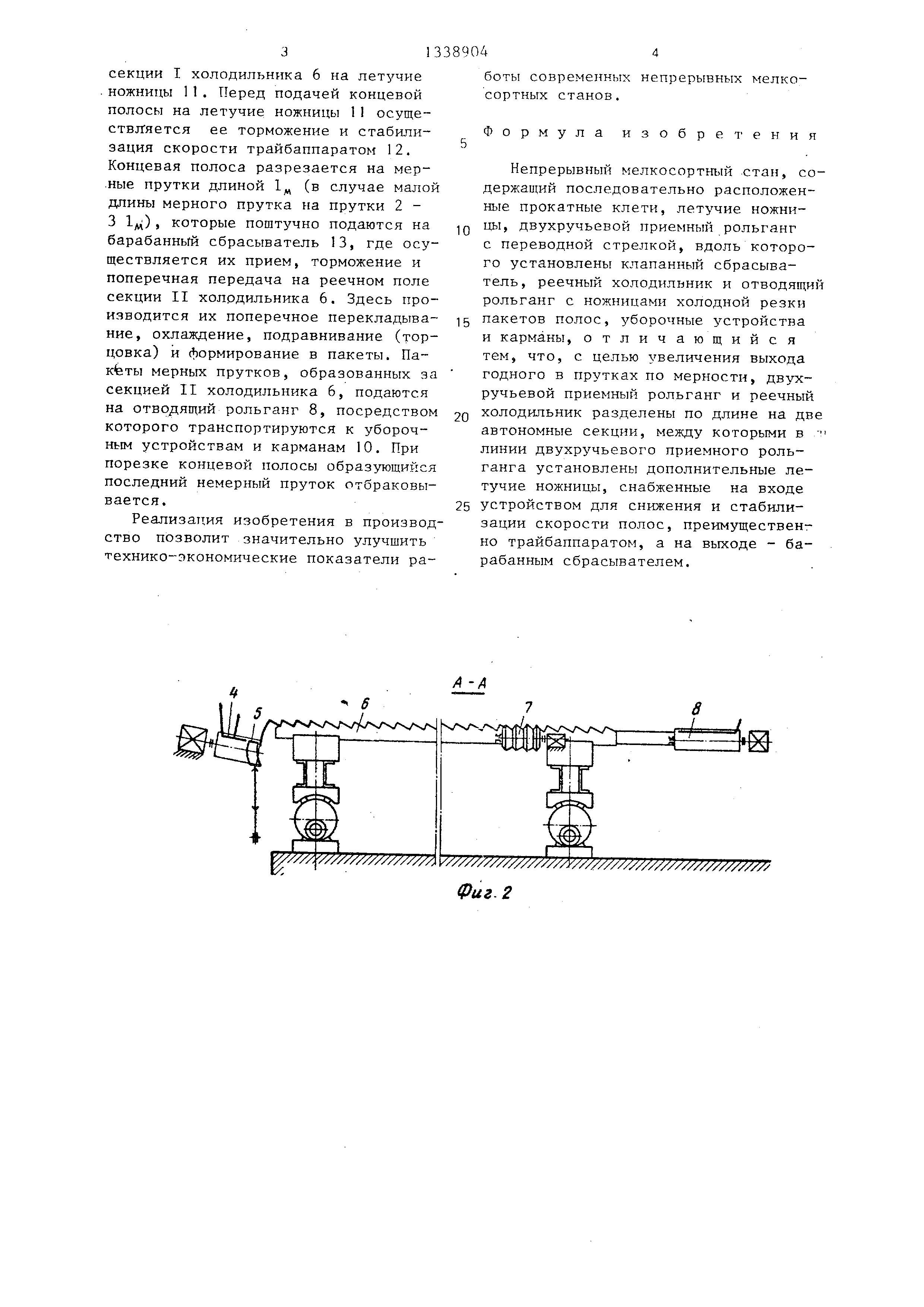
секции I холодильника 6 на летучие ножницы 1 I . Перед подачей концевой полосы на летучие ножницы 11 осуще- ствл яется ее торможение и стабилизация скорости трайбаппаратом 12, Концевая полоса разрезается на мер- .ные прутки длиной 1„ (в случае малой длины мерного прутка иа прутки 2 - 3 1д) , которые поштучно подаются на барабанньгй сбрасыватель 13, где осуществляется их прием, торможение и поперечная передача на реечном поле секции II холодильника 6. Здесь производится их поперечное перекладывание , охлаждение, подравнивание (тор цовка) и формирование в пакеты, Па- к%ты мерных прутков, образованных за секцией II холодильника 6, подаются на отводящий рольганг 8, посредством которого транспортируются к уборочным устройствам и карманам 10, При порезке концевой полосы образующийся последний немерный пруток отбраковывается .
Реализация изобретения в производство позволит значительно улучшить технико-экономические показатели ра5
боты современных непрерывных мелкосортных станов.
Формула изобрете гия
Непрерывный мелкосортный стан, содержащий последовательно расположенные прокатные клети, летучие ножницы , двухручьевой приемный рольганг с переводной стрелкой, вдоль которого установлены клапанный сбрасыватель , реечный холодильник и отводящий рольганг с ножницами холодной резки
пакетов полос, уборочные устройства и карманы, отличающийся тем, что, с целью увеличения выхода годного в прутках по мерности, двухручьевой приемны11 рольганг и реечный холодильник разделены по длине на две автономные секции, между которыми в линии двухручьевого приемного рольганга установлены дополнительные летучие ножницы, снабженные на входе
устройством для снижения и стабилизации скорости полос, преимущественно трайбаппаратом, а на выходе - барабанным сбрасывателем.

Реферат
Изобретение относится к сорто-- прокатному производству и наиболее эффективно может быть использовано при производстве мелкосортной стали. Цель изобретения - увеличение выхода годного в прутках по мерности. Раскат , выходящий из клетей 1, режется на мерные полосы летучими ножницами 2. Полоса переводной стрелкой 3 направляется в первый ручей двухручьево- го приемного рольганга 4, затем на клапанный сбрасыватель 5 и далее на охлаждающее поле холодильника 6. Подравнивающим рольгангом 7 полосы торцуются по передним концам и подаются отводящим рольгангом 8 для резки на мерные длины к ножницам 9 холодной резки. Особенность конструкции заключается в выполнении рольганга 4 и холодильника 6 двухсекционными, между которыми на линии рольганга устанавливают дополнительные летучие ножницы 11, снабженные на входе устройством для снижения и стабилизации скорости полос 12, а на выходе - барабанным сбрасывателем 13. Это позволяет снизить выход немерных прутков за счет двухступенчатой резки, при которой немерньм пруток образуется только на концевой полосе. 3 ил. 3 « с 1 (Л :о 00 00 CD о 4 „ ШШ 7 J
Формула
Комментарии