Модульный прокатный стан - RU2177846C2
Код документа: RU2177846C2
Чертежи

Описание
Настоящее изобретение относится к однониточным модульным прокатным станам для прокатки длинномерного проката, к примеру такого как сортовой прокат, круглый пруток и т. п.
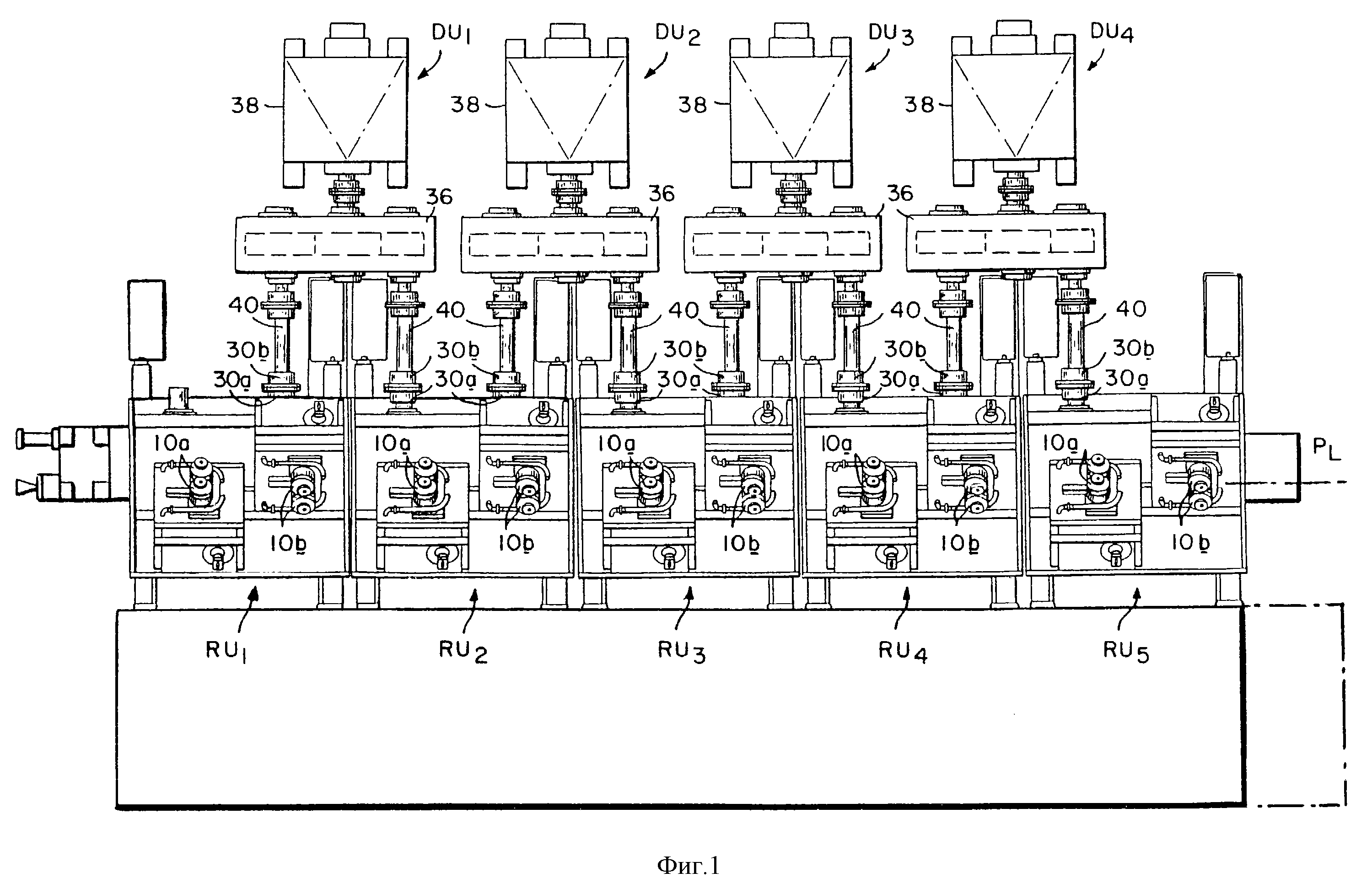
Рассмотрим сначала фиг. 1, на которой показан известный модульный прокатный стан типа описанного в свободно переуступленном патенте США 5595083, содержащий, по меньшей мере, три, а в данном случае - пять рабочих клетей RU1-RU5, расположенных последовательно одна за другой на линии прокатки стана PL. Каждая рабочая клеть имеет несколько пар рабочих валков 10а, 10Ь. Рабочие валки могут быть калиброваны по размеру и ручью таким образом, чтобы обеспечивать типичную последовательность калибров для прокатки по системе овал-круг со смещением последовательных пар валков на 90o с тем, чтобы обеспечить последовательность прокатки, исключающую скручивание проката при прохождении по линии прокатки стана.
За исключением размера и/или конфигурации ручья рабочих валков, рабочие клети идентичны друг другу и взаимозаменяемы одна с другой в любом месте на линии прокатки стана. Из фиг. 2, которая представляет собой схему расположения внутренних элементов привода типичной рабочей клети, видно, что рабочие валки 10а установлены консольно на концах своих валов 12, опирающихся с обеспечением возможности их вращения на подшипники 14. Шестерни 16 на валах валков находятся в зацеплении с взаимно зацепленными друг с другом промежуточными шестернями 18 привода, причем последние закреплены на промежуточных валах 20 привода, установленных с обеспечением возможности их вращения в подшипниках 22. Рабочие валки 10b установлены и приводятся во вращение соответствующими элементами привода по схеме, представляющей собой зеркальное отражение рассмотренной выше схемы, причем одинаковые элементы на обеих схемах обозначены одними и теми же номерами позиций. Один из каждой пары промежуточных валов 20 привода дополнительно снабжен конической шестерней 24, находящейся в зацеплении с конической шестерней 26 на входном валу 28. Входные валы 28 выступают наружу с "приводной стороны" рабочей клети, где они оканчиваются полумуфтами 30а.
Два входных вала дополнительно снабжены шестернями 32, которые находятся в зацеплении с промежуточной шестерней 34 большего диаметра. Таким образом, очевидно, что пары рабочих валков 10a, 10b каждой рабочей клети механически взаимосвязаны между собой в результате взаимного зацепления между шестернями 32 на входных валах 28 и промежуточной шестерней 34.
Как показано на фиг. 1, приводные агрегаты DU1-DU4 расположены последовательно один за другим по линии прокатки стана PL. Каждый приводной агрегат содержит редуктор 36, приводимый в действие приводным двигателем 38. Редукторы имеют связанные посредством шестеренок выходные валы 40, оканчивающиеся полумуфтами 30b. Следует понимать, что полумуфты 30а на входных валах 28 рабочих клетей предназначаются для соединения их с полумуфтами 30b на выходных валах 40 редукторов 36 с тем, чтобы обеспечить наличие в приводе быстроразъединяемых соединений, что позволяет легко осуществлять подключение рабочих клетей к приводным агрегатам и отключение рабочих клетей от приводных агрегатов. Входные валы 28 каждой из рабочих клетей RU2, RU3 и RU4, т. е. всех рабочих клетей, кроме первой и последней, соединяются с выходными валами 40 двух последовательно расположенных один за другим приводных агрегатов DU1-DU4. Первая и последняя рабочие клети RU1, RU5 соединяются соответственно и исключительно лишь с первым и с последним приводными агрегатами DU1, DU5.
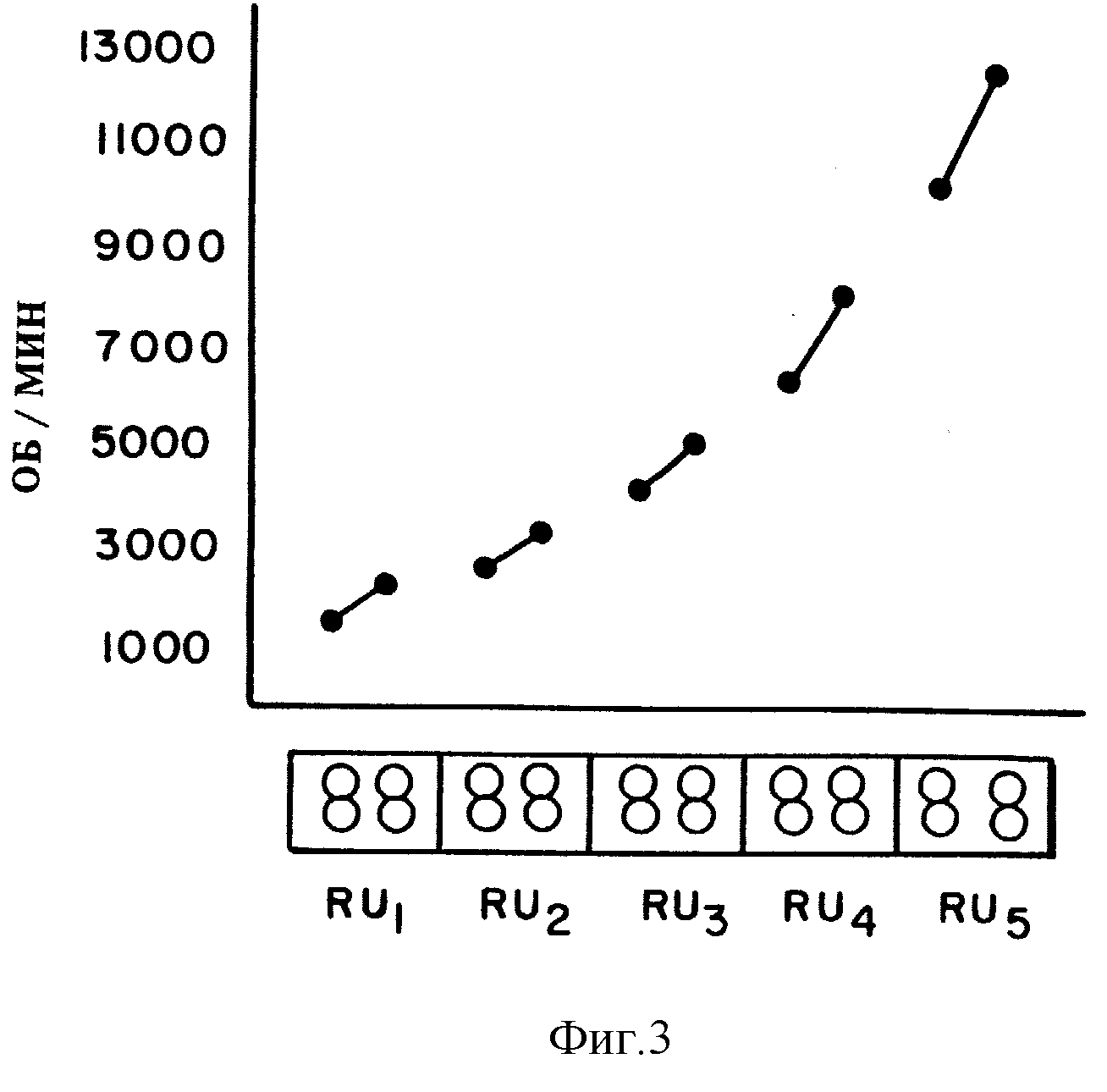
Таким образом, очевидно, что приводные агрегаты DU1-DU4 связаны друг с другом через внутренние элементы привода рабочих клетей RU1-RU5, благодаря чему образуется непрерывная линия привода стана, проходящая от одного конца до другого конца рассматриваемого модульного прокатного стана. При применении такой компоновочной схемы по мере того, как передний конец проката поступает в каждый очередной из последовательно расположенных один за другим калибров валков, результирующее мгновенное снижение скорости передается на все без исключения рабочие клети, благодаря чему возможным становится сохранение по существу постоянного натяжения проката в промежуточных клетях по принципу саморегулирования без использования с этой целью каких-либо внешних органов управления. Указанная непрерывная линия привода прокатного стана обеспечивает привод последовательно расположенных одна за другой пар рабочих валков с прогрессивно нарастающими скоростями, как показано графически на фиг. 3.
Модульные прокатные станы рассмотренного выше типа широко применяются для прокатки низкоуглеродистого, среднеуглеродистого, высокоуглеродистого и малолегированного стального проката, где нарастание количества выделяемого тепла от одной пары валков к другой происходит сравнительно умеренными темпами. Например, при прокатке обрабатываемого профиля размером 16,8 мм с получением из него круглого прутка диаметром 5,5 мм при скоростях выхода 100 м/с, такое нарастание количества выделяемого тепла приводит к возможному повышению температуры на последней паре валков модульного прокатного стана по сравнению с первой парой порядка на 100-150oС. Однако относительно редко встречающиеся виды проката, например из сплавов на основа никеля, из быстрорежущей стали, уосп-сплавов и т. д. , не способны выдержать воздействие таких повышений температуры. Поскольку между рабочими клетями по существу не имеется места для размещения там достаточно эффективной системы водяного охлаждения, вплоть до настоящего времени одним из возможных вариантов была замена водяных баков для соответственно выбранных рабочих клетей. Хотя при этом и обеспечивается дополнительное охлаждение, но достигается это за счет нарушения непрерывности линии привода.
Другой возможный вариант заключается в снижении скорости прокатки, обеспечиваемой прокатным станом, с тем, чтобы ограничить количество энергии, накапливающейся в обрабатываемом материале во время прокатки. Но и такое техническое решение также не является удовлетворительным, потому что в результате приводит к снижению производительности прокатного стана. Термомеханическую прокатку, характеризующуюся более низкими температурами, также трудно обеспечить из-за невозможности добиться достаточно эффективного охлаждения при перемещении от каждой из последовательно расположенных одна за другой рабочих клетей к следующей за ней.
В основу изобретения поставлена задача обеспечить достаточно большой промежуток в общей последовательности прокатки, осуществляемой модульным прокатным станом, что позволило бы разместить дополнительные средства охлаждения, не нарушая при этом непрерывности линии его привода. Поставленная задача решается тем, что модульный прокатный стан, имеющий, по меньшей мере, три рабочие клети, расположенные последовательно одна за другой на линии прокатки стана, каждая из которых имеет пары рабочих валков, расположенные последовательно с обеспечением последовательности прокатки при прохождении проката по линии прокатки стана, множество приводных агрегатов, расположенных последовательно один за другим по упомянутой линии прокатки стана, а также соединительные средства, предназначенные для образования непрерывной линии привода посредством соединения всех рабочих клетей, кроме первой и последней, каждая с двумя последовательно расположенными один за другим приводными агрегатами и соединения первой и последней рабочих клетей с первым и с последним приводным агрегатом соответственно, при этом упомянутая линия привода прокатного стана выполнена с обеспечением привода последовательно расположенных одна за другой пар рабочих валков с прогрессивно нарастающими скоростями их вращения, согласно изобретению, снабжен устройством обеспечения промежутка в последовательности линии прокатки без нарушения непрерывности линии привода, содержащим шестеренчатый механизм, предназначенный для установки его между двумя рабочими клетями в промежутке, образованном посредством удаления другой рабочей клети из линии прокатки прокатного стана, при этом шестеренчатый механизм приспособлен для соединения с теми приводными агрегатами, которые ранее были соединены с удаленной рабочей клетью, и скомпонован с возможностью обеспечения работы следующей далее за этим шестеренчатым механизмом рабочей клети с такой же скоростью вращения валков, как если бы это была удаленная рабочая клеть.
В предпочтительном варианте выполнения шестеренчатый механизм дополнительно содержит средства для охлаждения упомянутого проката.
В частности, шестеренчатые механизмы могут иметь водяные баки или же иные, эквивалентные им охлаждающие устройства, которые служат для того, чтобы понизить температуру проката при прохождении им промежутка от одного валка к следующему за ним другому валку.
Указанные и другие
преимущества настоящего изобретения станут более понятными из последующего подробного описания изобретения со ссылками на прилагаемые чертежи, на которых:
фиг. 1 изображает вид в плане
модульного прокатного стана, известного из предшествующего уровня техники;
фиг. 2 - схема, иллюстрирующая внутренние элементы привода известной рабочей клети; '
фиг. 3 - график,
отражающий зависимость скорости вращения последовательно расположенных одна за другой пар валков модульного прокатного стана, изображенного на фиг. 1;
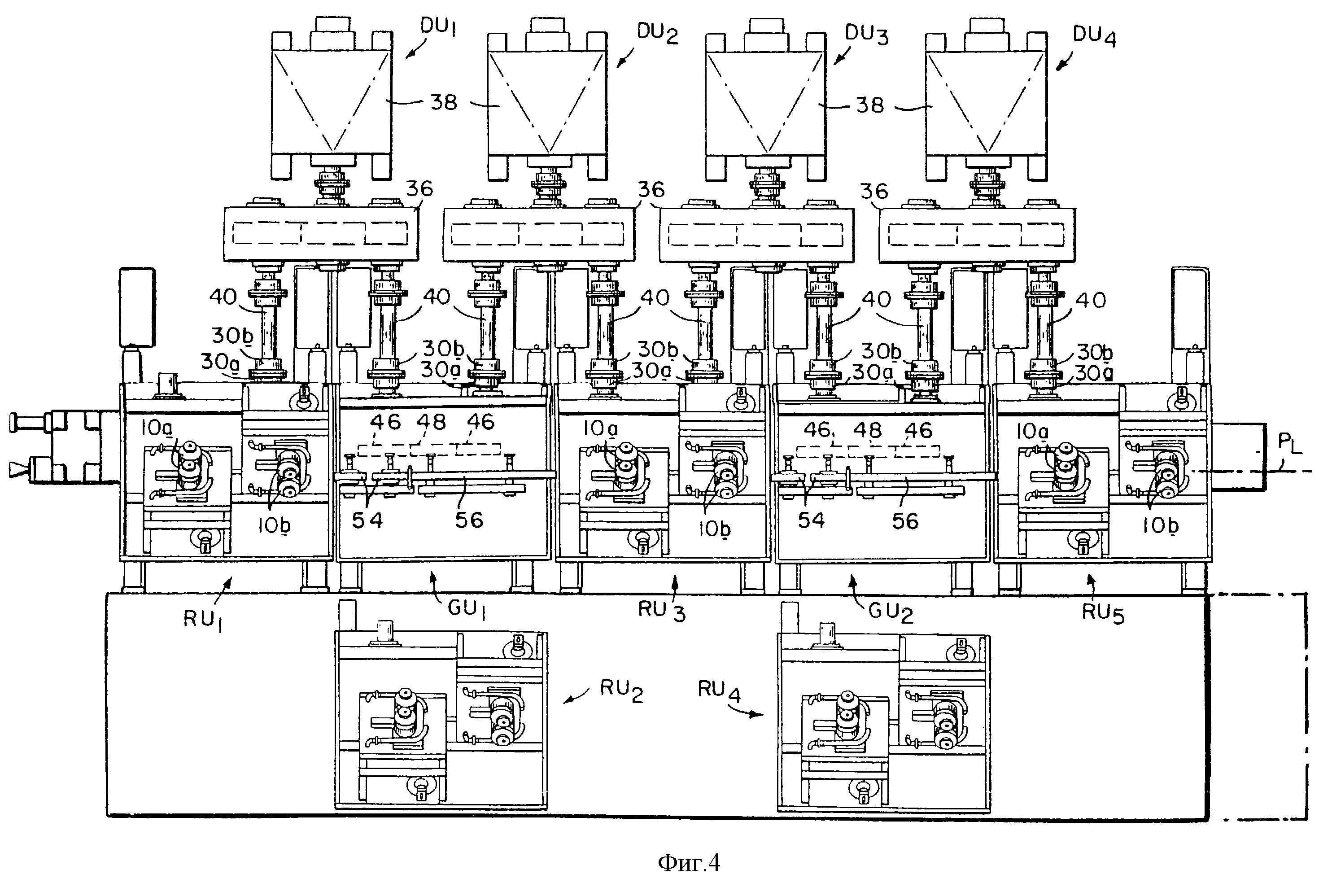
фиг. 4 - вид, аналогичный показанному на
фиг. 1, но иллюстрирующий модульный прокатный стан с шестеренчатыми механизмами, введенными между соответствующим образом выбранными рабочими клетями, в соответствии с настоящим изобретением;
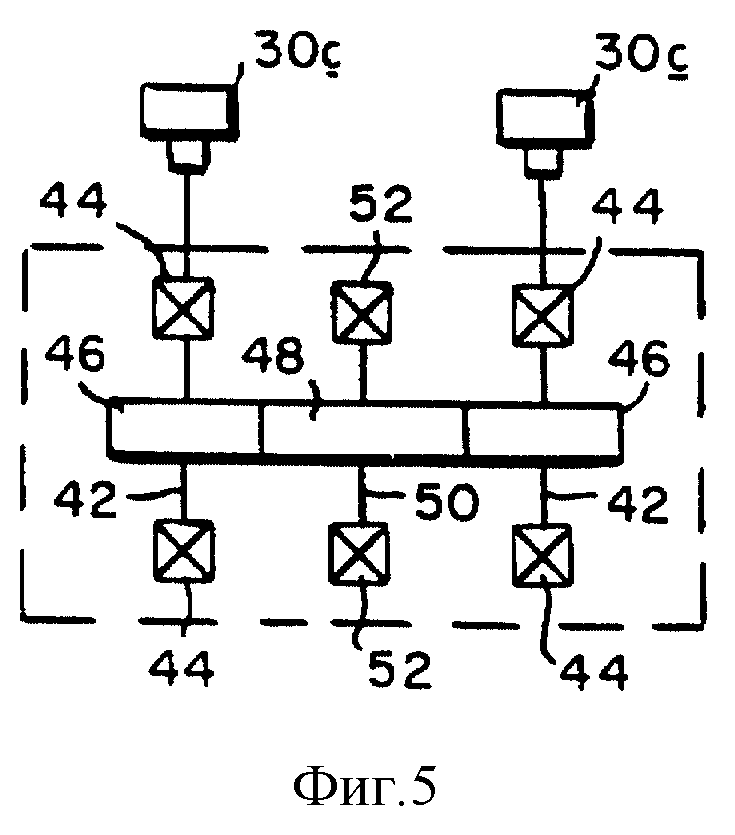
фиг. 5 - схема, иллюстрирующая внутренние элементы типичного шестеренчатого механизма;
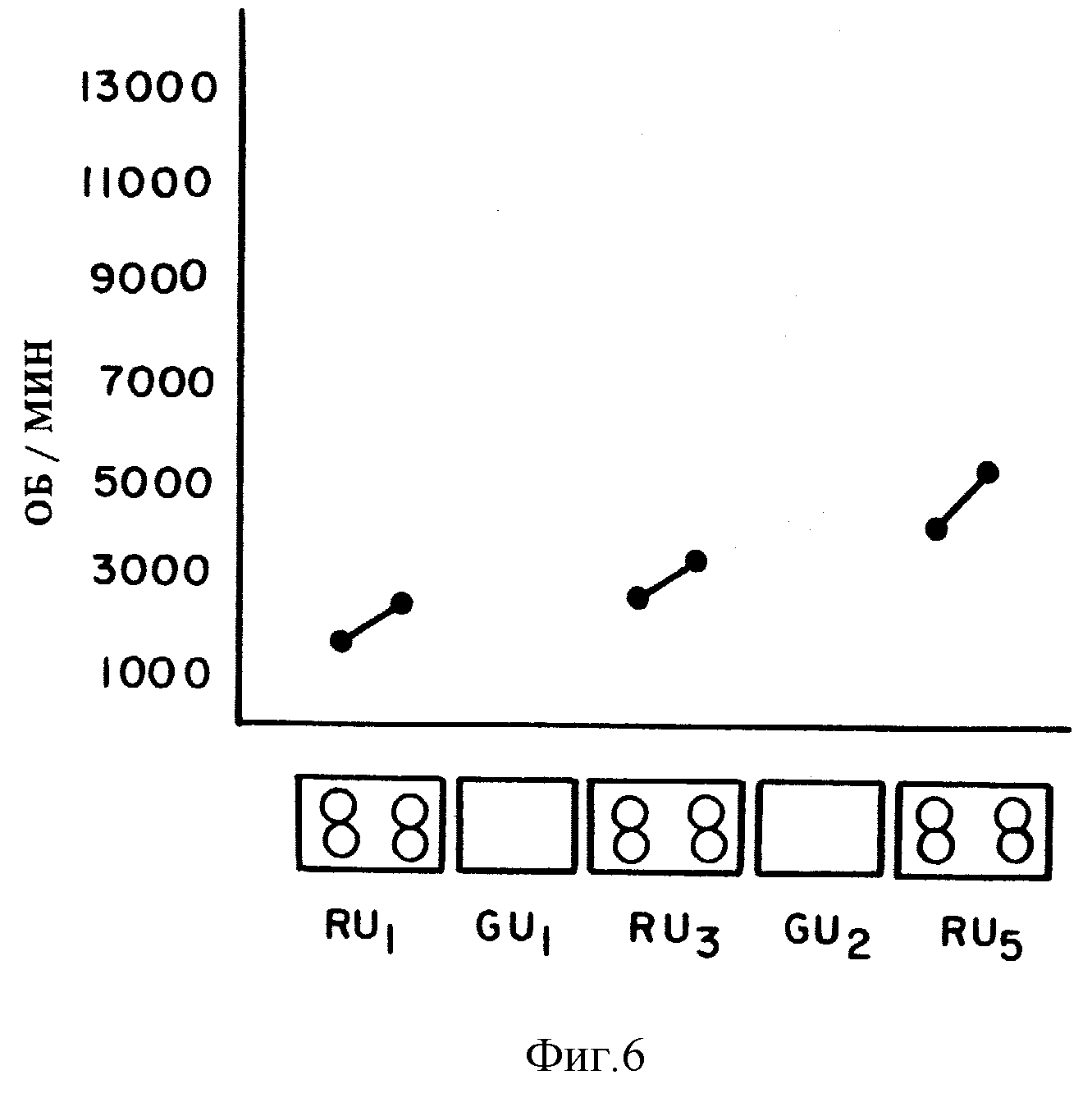
фиг. 6 - график, отражающий зависимость скорости вращения последовательно расположенных одна за другой
пар валков модульного прокатного стана, изображенного на фиг. 4.
В соответствии с настоящим изобретением, как показано на фиг. 4-6, предлагается устанавливать шестеренчатые механизмы GU1, GU2 вдоль линии прокатки стана PL вместо рабочих клетей RU2, RU4, выводимых при этом из работы, причем последние смещаются в поперечном направлении относительно направления линии прокатки PL прокатного стана к его "рабочей стороне". Как лучше всего видно на фиг. 5, каждый шестеренчатый механизм включает в себя входные валы 42, опирающиеся с обеспечением возможности их вращения на подшипники 44. Входные валы 42 несут шестерни 46, которые находятся в зацеплении с центральной шестерней 48, закрепленной на промежуточном валу 50, опирающемся также с обеспечением возможности его вращения на подшипники 52. Валы имеют выступающие концы, оканчивающиеся полумуфтами 30с.
Полумуфты 30с приспособлены для соединения и с полумуфтами 30b тех приводных агрегатов, которые перед этим соединены были с рабочими клетями, выводимыми из работы. Зубчатые передачи 46, 48, 46 шестеренчатых механизмов заменяют собой зубчатые передачи рабочих клетей, выведенных из работы, благодаря чему обеспечивается наличие соответствующих промежутков в общей последовательности прокатки без нарушения при этом непрерывности общей линии привода прокатного стана.
Зубчатая передача каждого шестеренчатого механизма предназначается для обеспечения работы следующей далее за этим шестеренчатым механизмом рабочей клети с такой же скоростью вращения валков, как если это была бы соответствующая рабочая клеть, выведенная из работы. Таким образом, как видно при сопоставлении графиков, приведенных на фиг. 3 и 6, вводя шестеренчатый механизм GU1 вместо рабочей клети RU2 с соответствующей регулировкой скоростей вращения приводных двигателей 38, можно обеспечить работу рабочей клети RU3 с такой же скоростью вращения валков, как если это была бы выведенная из работы рабочая клеть RU2. Аналогичным образом введение шестеренчатого механизма GU5 обеспечивает возможность работы рабочей клети RU5 с такой же скоростью вращения валков, как если это была бы выведенная из работы рабочая клеть RU4.
Как показано на фиг. 4, шестеренчатые механизмы GU1 и GU2 с обеспечением при этом определенных преимуществ снабжаются водяными соплами 54, которые вместе с связанными с ними компенсационными направляющими трубами 56 предназначаются для охлаждения проката. Обеспечиваемое в результате этого снижение температуры при прохождении прокатом промежутка от одной рабочей клети к следующей за ней рабочей клети обеспечивает возможность прокатки относительно редко встречающихся видов проката, упомянутых выше, с более высокими скоростями, чем это возможно было бы в противном случае при сохранении непрерывной последовательности прокатки в прокатном стане, скомпонованном таким образом, как показано на фиг. 1. Этот результат достигается без нарушения при этом непрерывности линии привода прокатного стана.
Реферат
Использование: изобретение относится к однониточным модульным прокатным станам для прокатки длинномерного проката. Сущность: модульный прокатный стан содержит шестеренчатые механизмы (GU1, GU2) между соответственно выбранными рабочими клетями (RU1, RU3, RU5) вместо других рабочих клетей (RU2, RU4), которые были удалены из линии прокатки стана, благодаря чему обеспечивается наличие промежутка в общей последовательности прокатки. Каждый такой шестеренчатый механизм соединен с теми приводными агрегатами, которые ранее соединены были с соответствующей удаленной рабочей клетью, а скомпонован он таким образом, чтобы обеспечивать продолжение линии привода стана с этого конца так, что работа следующей далее за этим шестеренчатым механизмом рабочей клети осуществлялась бы с такой же скоростью вращения валков, как если это была бы соответствующая удаленная рабочая клеть. При шестеренчатых механизмах имеются водяные баки или же иные, эквивалентные им, охлаждающие устройства (54, 56), которые служат для того, чтобы понизить температуру проката при прохождении им промежутка от одного валка к следующему за ним другому валку. Изобретение обеспечивает возможность размещения дополнительных средств охлаждения, не нарушая непрерывности линии привода модульного прокатного стана. 1 з. п. ф-лы, 6 ил.