Прокатный стан - RU2055663C1
Код документа: RU2055663C1
Чертежи


Описание
Изобретение относится к прокатным станам, в частности касается усовершенствования одножильных блоков чистовой обработки, используемых для прокатки бруса, прута и другой подобной продукции без вращения.
Известен одножильный блок чистовой обработки (патент США N 4537055). В таком типе блока чистовой обработки последовательные прокатные стенды имеют противоположно наклоненные пары консольных рабочих валков с канавками. Блок приводится в действие общим приводом, соединенным посредством повышающей скорость зубчатой передачи к паре линейных валов, проходящих параллельно линии проката. Следующие друг за другом пары валков поочередно соединяются посредством промежуточных компонентов привода к одному или другому линейному валу. Промежуточные компоненты привода включают в себя сцепленные шестерни, обеспечивающие фиксированные межстендовые отношения скоростей, предназначенные для обеспечения увеличивающейся скорости продукта по мере проката через блок.
Поперечное сечение продукта, выходящего из традиционного блока чистовой обработки, обычно находится в пределах допусков, приемлемых для некоторых, но не для всех целей. Например, правильно прокатанный круг диаметром 5,5 мм будет иметь допуск, равный или чуть не доходящий до предела 0,15 мм, что соответствует стандарту ASTM-А29. Такая продукция может использоваться такой, как она есть в большинстве применений, включая, например, проволочную сетку и т.д. Однако для таких применений, как холодная клепка, стали для пружин и клапанов необходимы более жесткие допусти, соответствующие стандарту 1/4 ASTM. Такую продукцию часто называют "прецезионным круглым прокатом". Ранее этот уровень точности достигался либо отдельной машинной обработкой продукции после окончания операции прокатки, либо непрерывной прокаткой продукции через дополнительные отдельно приводимые в действие так называемые стенды размерной обработки. Последние обычно располагаются последовательно для прокатки продукции с последовательностью круг-круг и относительно небольшим уменьшением размера при каждом проходе, например, 3,0-13,5% по сравнению с уменьшением порядка 20% на стенд для обычной прокатки.
Стенды размерной обработки могут быть организованы в отдельно приводимом в действие блоке, установленном после блока чистовой обработки по ходу процесса или они могут являться частью блока чистовой обработки. Стенды размерной обработки с отдельным приводом значительно увеличивают общую стоимость стана, а в некоторых случаях такая конструкция может оказаться неприемлемой за счет физических пространственных ограничений. Включение стендов размерной обработки в блок чистовой обработки снижает указанные недостатки. Однако в прошлом фиксированные межстендовые отношения скоростей, имеющие место между последовательными стендами традиционных блоков чистовой обработки накладывали ограничения на протяженность, до которой могли использоваться стенды размерной обработки, входящие в состав блока чистовой обработки.
Например, если два последних стенда десятистендового блока чистовой обработки приспособлены для работы в качестве стендов размерной обработки, они могут нормально калибровать круглый профиль, имеющий конкретный диаметр и прокатываемый с конкретной скоростью, после того, как он будет выходить из предыдущего восьмого стенда. Если бы график прокатки требовал последовательно большего диаметра круглого профиля, обычной практикой было бы использовать холостой ход (оставлять неработающим) одну или более последовательных пар стендов в блоке чистовой обработки с тем, чтобы получить требуемую продукцию большего диаметра. Однако, поскольку два последних стенда работают с одинаковой постоянной скоростью, то они не могут принять движущуюся медленней продукцию большего диаметра. Следовательно, они также должны работать вхолостую, что не позволяет калибровать продукцию большего диаметра.
Целью изобретения является расширение диапазона продукции, которую можно прокатывать на стендах размерной обработки, входящих в состав блока чистовой обработки.
В предпочтительном варианте осуществления настоящего изобретения, подробно описанном ниже, эта и другие цели и преимущества реализуются блоком чистовой обработки, имеющим рабочие пары валков, расположенных вдоль линии прокатки для прокатки одножильной продукции без вращения. Рабочие пары валков приводятся в действие общим приводом стана через цепь привода, состоящую из первого и второго линейных валов, проходящих вдоль линии прокатки параллельно. Два последовательных прокатных стенда, предпочтительно два последних в блоке чистовой обработки, приспособлены для работы в качестве стендов размерной обработки. Стенды размерной обработки механически соединены друг с другом промежуточными компонентами привода, включающими в себя поперечный вал, проходящий перпендикулярно между первым и вторым линейными валами. Первый и второй набор конических шестерен имеют различные коэффициенты передачи. Следовательно, стенды размерной обработки будут приводиться в действие с различными скоростями, зависящими от того, с каким линейным валом связан соответствующий набор шестерен, приводящий в действие поперечный вал.
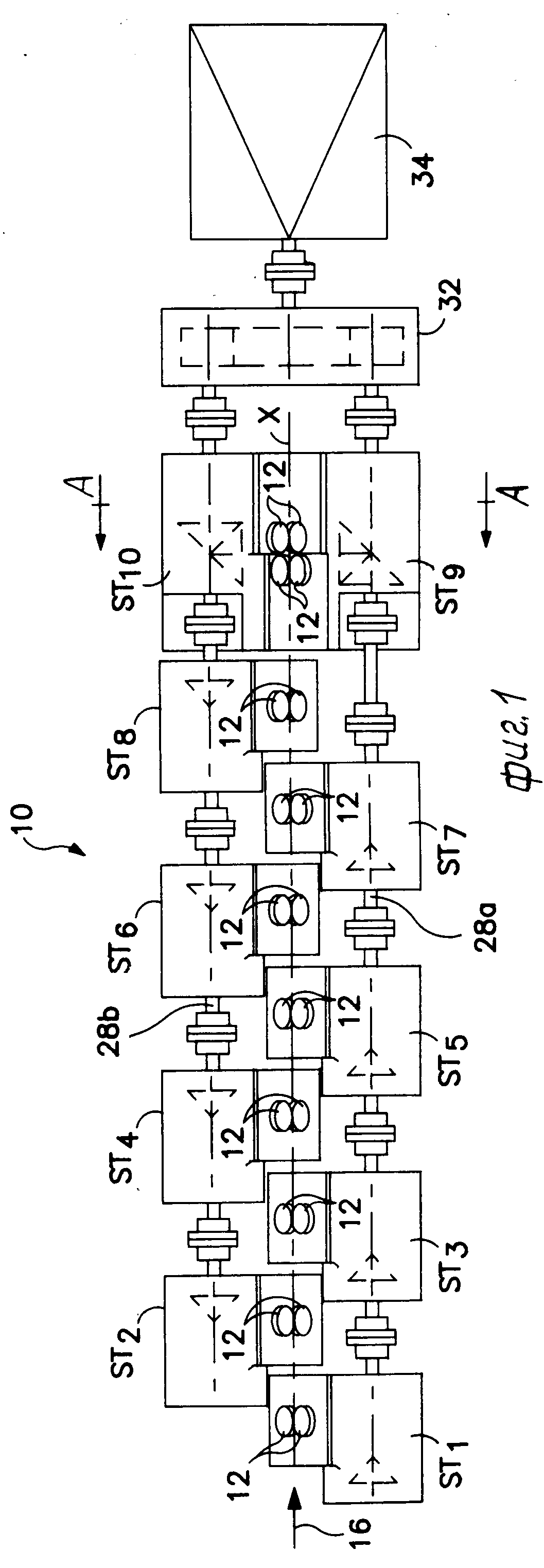
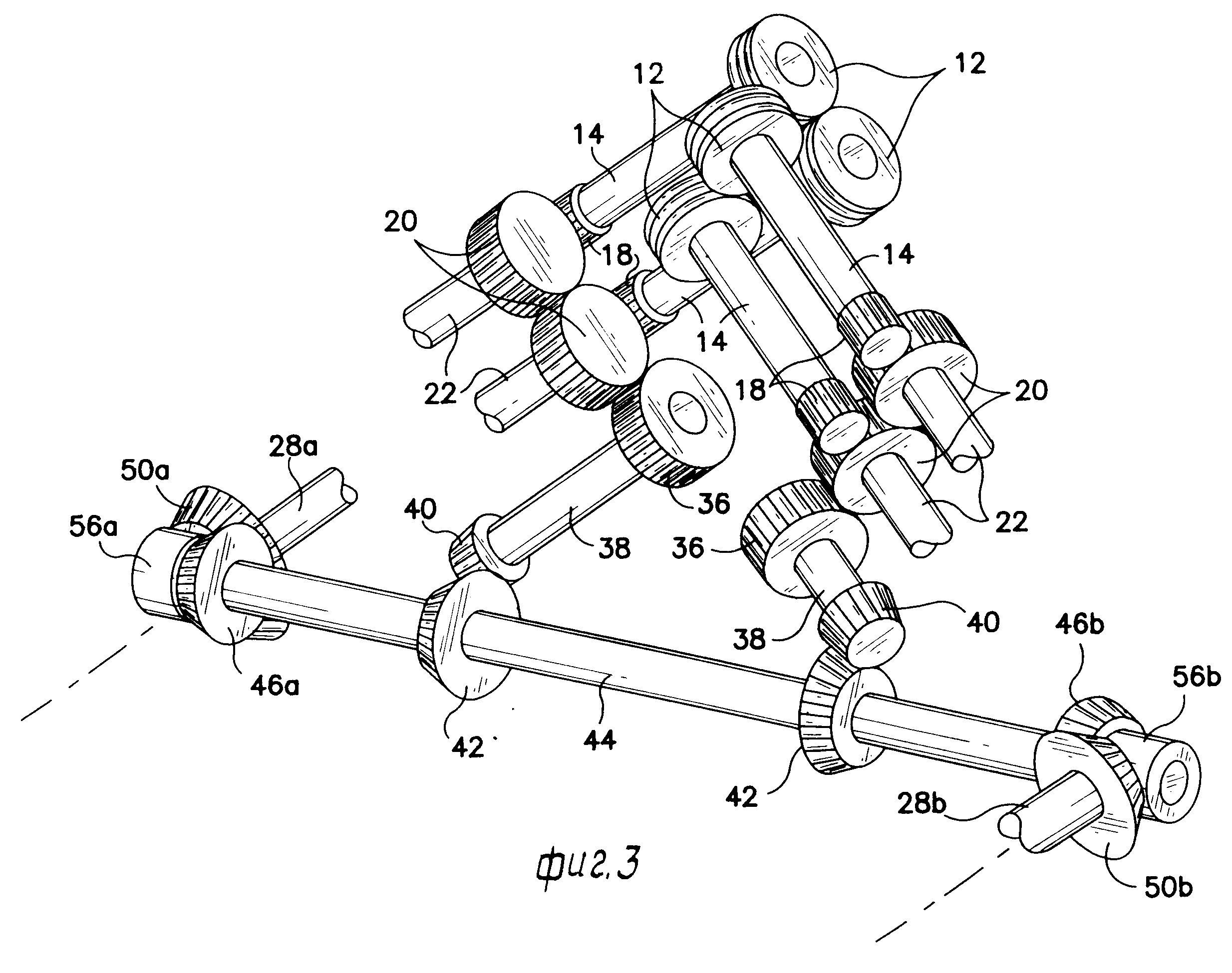
На фиг. 1 представлен блок чистовой обработки, вид в плане; на фиг. 2 компоненты, используемые для привода валков типичных прокатных стендов, расположенных вблизи стендов размерной обработки в блоке чистовой обработки; на фиг. 3 вид компонентов привода валков стендов размерной обработки блока чистовой обработки; на фиг. 4 разрез по А-А на фиг. 1.
Блок чистовой обработки, обозначен в целом цифрой 10. Блок включает в себя множество прокатных стендов ST1-ST10, каждый из которых имеет соответствующую пару рабочих валков ST1-ST8, предназначены один для обычного уменьшения диаметра, порядка 20% в последовательности овал круг. Рабочие пары валков стендов ST9 и ST10 расположены ближе друг к другу, чем предыдущие стенды, и приспособлены для размерной обработки продукции в последовательности круг круг. Входные и выходные направляющие (не показаны) служат для направления продукции вдоль линии прокатки Х от первого валка до последнего в направлении, обозначенном цифрой 16 на фиг. 1.
На фиг. 2 показана типичная конструкция промежуточных компонентов привода для любых двух последовательных пар валков снижения диаметра в стендах последовательности ST1-ST8. Рабочие валки 12 консольно установлены на парах прокатных валов 14, несущих на себе шестерни 18. Шестерни отделены друг от друга и находятся в сцеплении с соответствующими сцепленными друг с другом зубчатыми колесами 20, которые находятся на парах промежуточных приводных валов 22. Один из промежуточных приводных валов каждой пары несет на себе ведомую коническую шестерню 24, которая сцеплена с ведущей конической шестерней 26 на одном из двух частично показанных линейных валов 28а и 28b, проходящих параллельно линии прокатки Х. Коэффициенты передачи сцепленных конических шестерен 24, 26 выбраны так, чтобы обеспечить последовательно возрастающую скорость продукта по мере прокатки через блок, в то же самое время обеспечивая небольшое натяжение продукта по мере его прохождения от одной пары валков к другой. Хоть и не показано, но должно быть вполне понятно, что механизмы снабжены симметричной настройкой валов 14 и рабочих валков 12, находящихся на них, по отношению к линии прокатки Х. Частично показанные линейные валы 28а и 28b соединены с увеличивающей скорость зубчатой передачей 32, которая в свою очередь приводится в действие общим приводом стана, в данном случае, электромотором с переменной скоростью 34.
Сказанное выше относится к ныне хорошо известным традиционным конструкциям, широко используемым специалистами в данной области техники. Настоящее изобретение, которое привлекает внимание к двум последним прокатным стендам ST9 и ST10, описано ниже со ссылками на фиг. 3 и 4. Фиг. 3 является иллюстративной, и следует понимать, что конструкция компонентов может быть изменена специалистами в данной области техники с тем, чтобы удовлетворить различным требованиям и условиям работы. Должно быть видно, что пары валков 12 размерной обработки стендов ST9, ST10 также установлены консольно на валах 14, несущих на себе шестерни 18. Шестерни 18 сцеплены соответственно с прямозубыми колесами 20, насаженными на промежуточные приводные валы 22. Одно из сцепленных друг с другом прямозубых колес 20 дополнительно сцеплено с третьим прямозубым колесом 36, насаженным на третий промежуточный ведущий вал 38. Третьи промежуточные ведущие валы дополнительно несут на себе промежуточные ведомые конические шестерни 40, которые сцеплены с промежуточными ведущими коническими шестернями 42, насаженными и поворотно фиксированными относительно поперечного вала 44, проходящего перпендикулярно между двумя частично показанными линейными валами 28а, 28b.
Поперечный вал 42 имеет ведомые конические шестерни 46а, 46b, поворотно установленные на нем посредством подшипников 40. Конические шестерни 46а, 46b сцеплены соответственно с ведущими коническими шестернями 50а, 50b, насаженными на частично показанные линейные валы 28а, 28b.
Каждая из ведомых конических шестерен 46а, 46b имеет зубчатую внешнюю грань 52, приспособленную для зацепления с зубчатой внутренней гранью 54 соответствующей муфтой сцепления 56а, 56b. Муфты сцепления 56а, 56b поворотно фиксированы на поперечном валу 44 ключами 58, которые позволяют муфтам скользить относительно оси назад и вперед с тем, чтобы сцепляться и расцепляться их зубчатым внутренним граням 54 с зубчатыми внешними гранями 52 соответствующих конических шестерен 46а, 46b.
Как показано на фиг. 4, муфты сцепления 56а, 56и имеют круговые внешние канавки 60, сцепленные вилками 62, насаженными на общий направляющий стержень 64, приводимый в действие любым известным механизмом таким, например, как поршне-цилиндровый блок 66, показанный на фиг.4. Промежуток вилок 62 таков, что когда одна муфта сцепления сцеплена, другая муфта сцепления расцеплена.
Коэффициенты передачи сцепленных наборов шестерен 46а, 50а и 46b, 50b отличаются друг от друга, причем набор шестерен 46а, 50а сообщает большую скорость поперечному валу 44 по сравнению со скоростью привода шестерен 46b, 50b.
В свете вышесказанного теперь должно быть понятно, что настоящее изобретение предоставляет возможность значительного расширения диапазона продукции, которую можно прокатывать в стендах размерной обработки ST9, ST10. Например, при типичной прокатке блок чистовой обработки 10 будет прокатывать круглый прокат диаметром 14 мм. По мере продвижения продукта по прокатным стендам ST1-ST8 его поперечное сечение будет последовательно уменьшаться стендами ST2, S4, ST6 и ST8 соответственно до 11,5, 9,0, 7,0 и 5,5 мм. При направляющем стержне 64, настроенном на положение, показанное на фиг.4, стенды размерной обработки ST9, ST10 будут приводиться в действие с большой скоростью линейным валом 28а через сцепленные конические шестерни 46а, 50а. Эта скорость позволит стендам ST9, ST10 провести размерную обработку самого маленького диаметра 5,5 мм круглого проката, выходящего из стенда ST8. Если требуется получить прецезионный круглый прокат большего диаметра, стенды ST1 и ST2 или стенды ST7 и ST8 могут работать на холостом ходу так, чтобы в стенды ST9, ST10 поступал круглый прокат диаметра 7,0 мм. В таком случае направляющий стержень 64 будет смещен в другое положение, связывающее поперечный вал 44 с линейным валом 28b через сцепленные конические шестерни 46b, 50b. Стенды размерной обработки ST9, ST10 будут приводиться в действие с меньшей скоростью, соответствующей более медленному продукту с диаметром 7,00 мм.
Реферат
Использование: в прокатном производстве. Сущность изобретения: непрерывный прокатный стан для производства прутиков содержит блок двухвалковых клетей, приводимых от общего продольного трансмиссионного привода в виде двух валов, каждый из которых обслуживает соответственно четные или нечетные клети. Последние две клети имеют общий привод благодаря связи трансмиссионных валов поперечным валом, и могут поочередно включаться механизмом включения. 3 з. п. ф-лы, 4 ил.
Комментарии