Прокатный стан - RU2085310C1
Код документа: RU2085310C1
Чертежи
Описание
Изобретение относится к непрерывным станам горячей прокатки, используемым для прокатки проволоки и т.п. и конкретно касается улучшенной компоновки отделочной секции таких прокатных станов.
Отделочная секция проволочного прокатного стана расположена между средней секцией прокатного стана и виткообразователем, который формирует окончательное изделие в витки для последующего размещения на охлаждающем конвейере.
Отделочная секция включает в себя множество чистовых клетей механически связанных с групповым приводом и вместе называемых чистовым модулем. Чистовой модуль и связанное с ним оборудование, включающее в себя охлаждающие камеры, ножницы, нажимные ролики и т.д. как правило, располагается вдоль общей трассы, ведущей к виткообразователю.
Такое расположение накладывает некоторые ограничения на простоту, с которой оператор прокатного стана может переходить от одного размера изделия к другому. С дополнительными трудностями сталкиваются при попытках прокатки изделий меньшего в размерах в меньших температурных диапазонах.
Цель изобретения обеспечение новой и улучшенной компоновки отделочной секции прокатного стана, которая увеличивает трансформируемость прокатного стана как в отношении размеров изделия, так и в отношении конечных температур прокатки.
Другой целью изобретения сокращение дорогостоящего времени простоя, как правило, имеющего место при переходе от одного размера изделия к другому.
Эти и другие цели и достоинства изобретения достигаются с помощью группировки чистовых клетей в, по меньшей мере, первый и второй модули, расположенные, соответственно, вдоль первой и второй несовмещенных трасс. Виткообразователь располагается на второй трассе и с помощью переключателей и боковых петлеобразователей изделие, выходящее из первого модуля, может либо продолжать как конечное изделие большего диаметра непосредственно к виткообразователю вдоль третьей трассы, обходящей второй модуль, или направляться по измененному технологическому маршруту на рабочую секцию второй трассы для дополнительной прокатки во втором модуле перед направлением к виткообразователю в качестве конечного изделия меньшего диаметра.
Чтобы изделие передавалось на отделочную секцию прокатного стана вдоль трассы, расположенной вверх по течению технологического процесса, совмещенной со второй трассой, причем первая и вторая трассы являются параллельными, а третья трасса простирается под углом из первой трассы ко второй трассе.
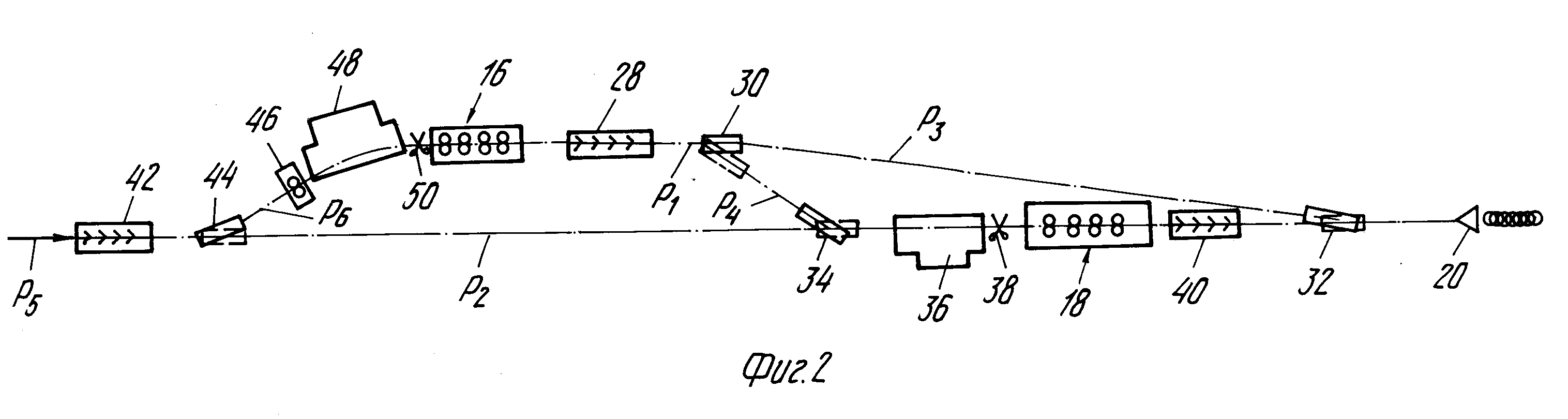
На фиг. 1 схематическая компоновка проволочного прокатного стана, имеющего отделочную секцию в соответствии с настоящим изобретением; и на фиг. 2 увеличенная и более подробная схематическая компоновка отделочной секции, показанная на фиг. 1.
Обратившись сначала к фиг. 1 можно увидеть, что показан прокатный стан, содержащий печь подогрева заготовки 10, секцию черновой прокатки "R", имеющую множество клетей черновой прокатки 12, среднюю секцию "I" с промежуточными клетями 14, и отделочную секцию "F", имеющую первый и второй чистовые модули 16, 18. Используемый здесь термин "Чистовой модуль" определяет ряд механически соединенных прокатных клетей, имеющих групповой привод, с рабочими валками, предназначенными для прокатки изделия без скручивания. Типовой пример чистового модуля описывается в патенте США N 4537055 кл. B 21 B 35/02, 1986.
Отделочная секция "F" располагается между средней секцией "I" и виткообразователем 20, который формирует витки 22 конечного изделия. Эти витки поступают на охлаждающий конвейер 24, на котором они охлаждаются перед преобразованием в бунты на рабочем месте формирования бунтов 26.
На фиг. 2 дополнительно следует, что первый и второй чистовые модули 16, 18 расположены, соответственно, вдоль параллельных первой и второй трасс Р1, Р2. После первого модуля 16 следует ряд водяных камер 28 и затем переключатель 30. Переключатель 30 служит для альтернативного направления изделия, выходящего из первого модуля 16 либо на третью трассу Р3, обходящую второй модуль 18 и возвращающуюся на вторую трассу Р2 в переключателе 32, расположенном вниз по ходу технологического процесса, или на четвертую трассу Р4, которая воссоединяется со второй трассой Р2 в переключателе 34, предшествующем второму модулю 18. Боковой петлеобразователь 36 и ножницы 38 располагаются вдоль второй трассы Р2 между переключателем 34 и вторым модулем 18, а ряд водяных камер 40 размещается ниже по течению технологического процесса второго модуля.
Изделие принимается из средней секции прокатного стана "I" вдоль расположенной вверх по течению технологического процесса трассы Р5, совмещенной со второй трассой Р2. Другой ряд водяных камер 42 предшествует переключатель 44, расположенному на стыке трасс Р2 и Р5. Трасса ответвления Р6 ведет из переключателя 44 в первый чистовой модуль 16. Комплект приводных нажимных роликов 46, боковой петлеобразователь 48 и ножницы 50 располагаются вдоль трассы Р6 между переключателем 44 и первым чистовым модулем 16.
Компоновка, представленная на фиг. 2, может быть эффективно приспособлена к широкому диапазону размеров изделия и температур прокатки и виткообразования. Например, изделия малого диаметра могут прокатываться с помощью регулирования переключателей 44, 30, 34 и 32 для направления изделия из трассы Р5 вдоль трассы Р6, Р1, Р4 и Р2 с последовательной прокаткой в обоих чистовых модулях 16 и 18. Боковые петлеобразователи 48 и 36 будут гарантировать, чтобы изделие, поступившее в соответствующие чистовые модули, расположенные ниже походу технологического процесса, не подвергалось чрезмерным растягивающим усилиям, а водяные камеры 42, 28 и 40 могут быть использованы для регулирования температур прокатки и виткообразования для обеспечения соответствия различным рабочим параметрам.
Большие размеры изделия могут быть получены прокаткой путем простого перерегулирования переключателей 30, 32 для направления изделия, выходящего из первого чистового модуля 16, вдоль трассы Р3, таким образом, обходя второй модуль 18. Обслуживающий персонал может извлечь из этого производственного пропуска второго модуля для выполнения различных работ, включающих в себя, например, замену износившихся направляющих и/или валков, регулирование отдельных клетей для приспособления к изменениям в размерах изделия, подготовку модуля для приема изделия непосредственно из средней секции прокатного стана "I" и т.д. В последнем случае переключатели 44, 34 могут быть соответственно отрегулированы для обхода первого чистового модуля 16, таким образом, позволяя обслуживающему персоналу выполнять подобные работы по техническому обслуживанию и текущему ремонту, в то время как прокатка продолжается через второй чистовой модуль 18.
Во всех случаях для сматывания в бунт изделия, прокатываемого в чистовом прокатном стане, может быть использован один виткообразователь 20.
Реферат
Использование: при прокатке мелкосортных профилей и проволоки. Сущность изобретения: однониточный прокатный стан, в котором изделие прокатывается без скручивания через последовательность отделочных клетей, предшествующих виткообразователю, отделочные клети группируются, по меньшей мере, в первый и второй модули, расположенные, соответственно, вдоль первой и второй трасс, причем виткообразователь расположен на второй трассе. Переключатели используются для альтернативного направления изделия, выходящего из первого модуля либо на вторую трассу для продолжения прокатки во втором модуле до направления в виткообразователь, либо на третью трассу, обходящую второй модуль и ведущий непосредственно к виткообразователю. 1 з.п.ф-лы, 2 ил.

Комментарии