Прокатный стан модульного типа для чистовой прокатки длинномерных изделий - RU2102165C1
Код документа: RU2102165C1
Чертежи




Описание
Настоящее изобретение относится в целом к прокатным станам, в частности к разработке прокатного стана модульного типа для чистовой прокатки длинномерных изделий, таких как круглые прутки и полосы, а также для чистовой прокатки фасонных изделий.
Как рассказывается, например, в патентах США NN 4537055 (на имя Woodrow и др. ) и 5152165 (на имя Shore и др.), современные чистовые (отделочные) прокатные станы модульного типа, как правило, имеют в своей конструкции множество прокатных клетей, опирающихся на общее основание и размещенных под общим кожухом. Прокатные клети механически соединены между собой и приводятся общим приводом, который обычно включает один редуктор и приводной двигатель. Стан может быть размещен для того, чтобы установить дополнительные прокатные клети. Однако как потребитель, так и изготовитель станков должны изначально предвидеть, что потребуется такое расширение и что элементы, имеющие решающее значение, включая основание, редуктор и приводной двигатель, должны иметь соответствующие размеры и конструкцию. Это приводит к значительным первоначальным инвестициям, прибыль от которых не будет получена в полном объеме до тех пор, пока не произойдет фактическое увеличение производственных возможностей, которого может и не быть в течение нескольких лет.
Главная цель настоящего изобретения разработка чистового прокатного стана, имеющего модульную конструкцию, который выполнен так, что исходно он удовлетворяет текущие потребности в прокате, и к которому могут быть добавлены дополнительные узлы для увеличения производственной мощности в будущем.
Сопутствующей целью настоящего изобретения является разработка чистового прокатного стана модульного типа, имеющего прокатные модули, которые могут быть быстро перемещены на линию прокатки и сдвинуты с нее; таким образом, обеспечивается высокая степень гибкости при необходимости реализации различных производственных программ прокатки.
В соответствии с настоящим изобретением прокатный стан модульного типа включает множество прокатных модулей, установленных последовательно вдоль линии прокатки прокатного стана. Каждый прокатный модуль имеет многочисленные пары механически взаимосвязанных рабочих валков. Рядом с линией прокатки прокатного стана последовательно установлены зубчатые редукторы, приводимые по отдельности. Муфты с возможностью разъема соединяют входные валы прокатных модулей, за исключением входных валов первого и последнего прокатных модулей, с выходными валами двух последовательно расположенных зубчатых редукторов, а входные валы первого и последнего прокатных модулей аналогичным образом соединены каждый с выходным валом только одного зубчатого редуктора. Количество прокатных модулей и зубчатых редукторов и связанных с ними приводных устройств исходно может быть выбрано таким, чтобы удовлетворять текущие потребности, а позже может быть увеличено, чтобы соответствовать будущему увеличению мощности. Прокатные модули предпочтительно выполнены подвижными вдоль сети рельсовых путей, которая позволяет быстро и эффективно перемещать их на линию прокатки прокатного стана и смещать с линии прокатки.
Эти и другие цели и преимущества настоящего изобретения будут более подробно
описаны со ссылкой на сопровождающие графические материалы, в которых:
фиг. 1 представляет собой вид сверху прокатного стана модульного типа согласно настоящему изобретению, причем
закрывающие узлы для прокатки модулей сняты, чтобы лучше показать расположенные под ними элементы;
фиг. 2 представляет собой вид с торца прокатного стана, выполненный в целом вдоль линии 2-2
на фиг. 1;
фиг. 3 представляет собой частичный вид с торца, выполненный с той же стороны, что и фиг. 2, и показывающий закрывающий узел прокатного стана, установленный в свое самое нижнее
положение для того, чтобы функционировать в качестве направляющей вместо модуля прокатного стана, удаленного с линии прокатки;
фиг. 4 представляет собой схематическое изобретение внутренних
элементов привода типового прокатного модуля;
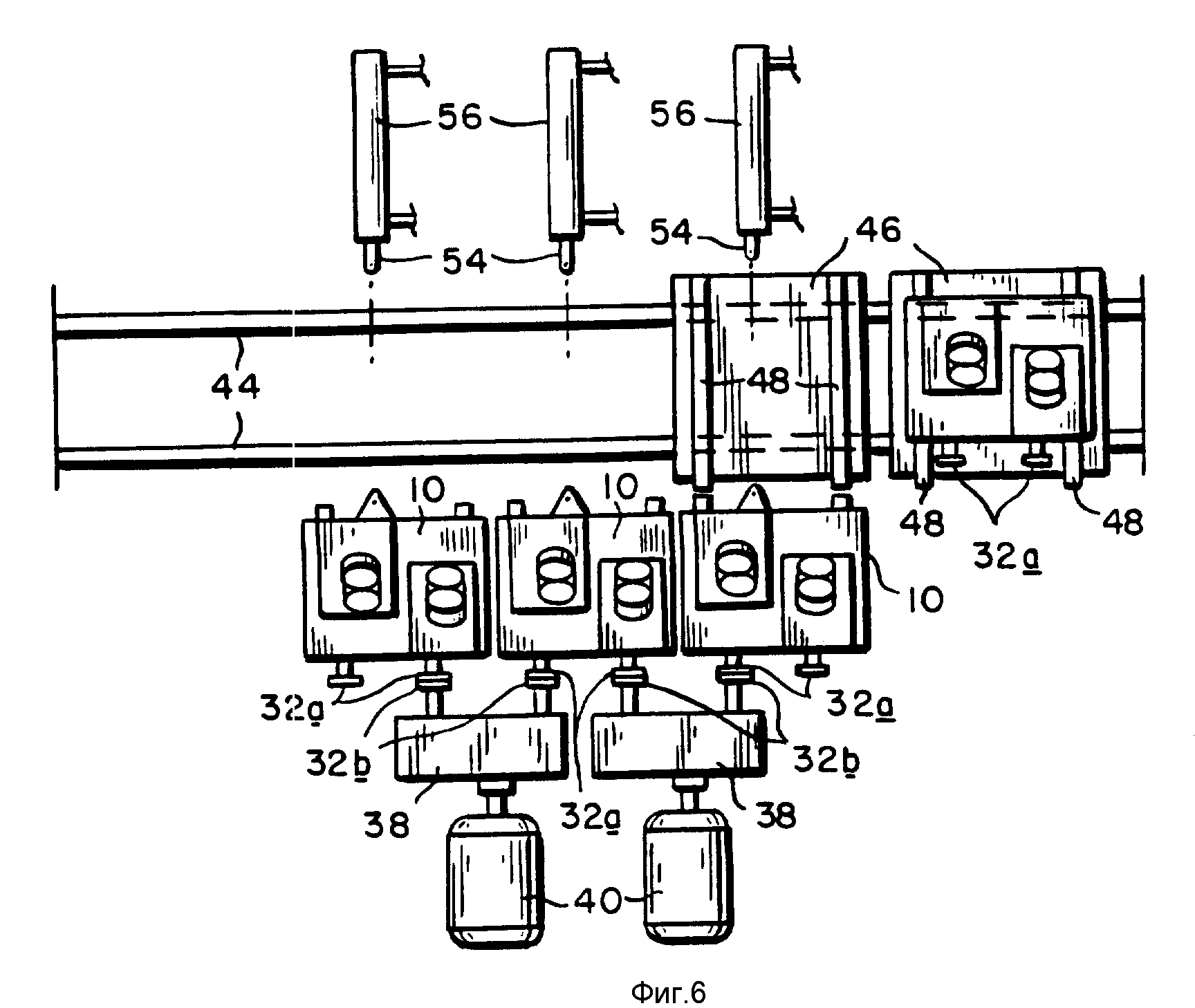
фиг. 5 и 6 представляют собой виды сверху, аналогичные фиг. 1, показывающие последовательные этапы в процессе развития планировки прокатного
стана, изображенной на фиг. 1.
На фиг. 1 и 2 показан прокатный стан модульного типа, содержащий множество прокатных модулей 10, установленных последовательно вдоль линии PL прокатки. Каждый прокатный модуль имеет множество пар наклоненных в противоположных направлениях ручьевых рабочих валков 12а, 12b. Конструкция рабочих валков 12а, 12b может быть выполнена так, чтобы обеспечить обычную последовательность расположения калибров по системе овал-круг с сильным обжатием, или альтернативно, их конфигурация может быть выполнена такой, чтобы обеспечить калибровку со слабым обжатием при последовательном расположении калибров по системе круг-круг.
Как лучше всего видно на фиг. 4, которая представляет собой схематическое изображение внутренних элементов привода типового прокатного модуля 10, рабочие валки 12а, 12b смонтированы консольно на концах валов 14 прокатного стана, установленных с возможностью вращения в подшипниковых опорах 16. Зубчатые колеса 18 на валах прокатного стана входят в зацепление с введенным в зацепление промежуточным ведущим зубчатым колесом 20, причем последнее установлено на промежуточном приводном валу 22, также установленном с возможностью вращения в подшипниковый опоре 24. Один из промежуточных приводных валов дополнительно предусмотрен с коническим зубчатым колесом 26, введенным в бзацепление с коническим зубчатым колесом 28 на входном валу 30. Входные валы выступают от "приводной стороны" прокатного модуля, где они заканчиваются полумуфтами 32а.
Два входных вала 30 дополнительно оснащены зубчатыми колесами 34, которые входят в зацепление с промежуточным зубчатым колесом 36 большого диаметра. Таким образом, видно, что рабочие валки 12а, 12b механически взаимосвязаны в результате зацепления зубчатых колес 34 на входных валах 30 с промежуточным зубчатым колесом 36.
Зубчатые редукторы 38 установлены последовательно рядом с линией прокатки PL прокатного станка, будучи обращенными к приводным сторонам прокатных модулей 10. Каждый зубчатый редуктор приводится отдельно приводным двигателем 40 и предусмотрен с парой выходных валов 42, заканчивающихся полумуфтами 32b. Следует понимать, что полумуфты 32a на входных валах 30 прокатного модуля 10 имеют такую конструкцию, чтобы они могли сопрягаться с полумуфтами 32b на выходных валах 42 зубчатых редукторов 38 для создания легко и быстро разделяемых приводных соединений, тем самым обеспечивая возможность быстрого сцепления прокатных модулей 10 с соответствующими зубчатыми редукторами 38 и отсоединения от них.
Снова обращаясь к фиг. 1, можно видеть, что все прокатные модули 10, за исключением первого и последнего из их последовательности, соединены с двумя последовательно расположенными зубчатыми редукторами 38. Первый и последний из прокатных модулей соединены соответственно и исключительно с первым и последним из зубчатых редукторов.
Направляющие рельсы 44 проходят параллельно линии PL прокатки прокатного стана вдоль стороны, противоположной стороне, занятой зубчатыми редукторами 38. Палеты 46 установлены на направляющих рельсах 44 для смещения в противоположном направлении параллельно линии прокатки прокатного стана. Каждая палета имеет направляющие рельсы 48, которые проходят перпендикулярно направляющим рельсам 44 и которые предназначены для выравнивания относительно направляющих рельсов 50, проходящих под линией прокатки прокатного стана.
Каждый прокатный модуль 10 соответствующим образом приспособлен, как показано поз. 52, для соединения с поршневыми штоками 54 узлов 56 поршень-цилиндр. Узлы 56 могут выборочно приводиться в действие для смещения в боковом направлении заданных прокатных модулей с линии прокатки прокатного стана на пустые палеты 46, причем последние, в свою очередь, могут быть смещены вдоль направляющих рельсов 44, чтобы освободить место для установки запасных или заменяющих прокатных модулей, установленных на отдельных палетах.
Как лучше всего видно на фиг. 2, закрывающие узлы 58 расположены над соответствующими прокатными модулями 10 и взаимодействуют с ними, чтобы закрыть рабочие валки 12а, 12b. Предпочтительно, если закрывающие узлы имеют конструкцию такого типа, как описано в патенте США N 5247820 (на имя Panaccione). Каждый закрывающий узел 58 имеет взаимосвязанный с ним, встроенный направляющий желоб 60. Закрывающие узлы установлены с возможностью поворота на опорных конструкциях 62, и, как правило, их положения можно регулируемым образом изменять от рабочих положений, при которых они опираются на соответствующие прокатные модули, как показано сплошными линиями на фиг. 2, до полностью открытых положений, как показано пунктирными линиями на том же рисунке. Кроме того, когда прокатные модули удалены с линии прокатки прокатного стана и не заменены другими прокатными модулями, закрывающие узлы 58 могут быть опущены, как показано на фиг. 3, чтобы установить направляющий желоб 60 на линии прокатки прокатного стана, тем самым перегораживая зазор, образованный из-за отсутствия прокатного модуля.
При желании направляющие желобы 60 могут включать водоструйные сопла для охлаждения изделия, когда оно проходит через зазор, образованный из-за отсутствия прокатного модуля.
В свете вышеизложенного специалисты в данной области могут оценить то, что настоящее изобретение дает ряд важных преимуществ по сравнению с более традиционными частотными прокатными станами модульного типа. Вначале, как показано на фиг. 5А, исходная установка может включать только два прокатных модуля, приводимых единственным зубчатым редуктором и взаимосвязанным с ним приводным двигателем. По мере увеличения производственной мощности прокатного стана и/или при возникновении необходимости в прокатке более широкой номенклатуры изделий производственные возможности прокатного стана могут быть постепенно увеличены путем добавления дополнительных прокатных модулей и зубчатых редукторов, как показано, например, на фиг. 5B. Это увеличение может происходить постепенно и поэтапно в соответствии с постепенно растущими потребностями.
Кроме привода прокатных модулей 10 зубчатые редукторы 38 обеспечивают работающее механическое зацепление между последовательно расположенными прокатными модулями. Это происходит постепенно по мере увеличения производственных возможностей прокатного стана.
Помимо этого, обеспечивается большая гибкость за счет того, что прокатные модули могут быть удалены с линии прокатки прокатного стана и заменены или запасными прокатными модулями, или направляющими узлами. Эта гибкость дает возможность владельцу прокатного стана легко приспосабливаться к широкому диапазону размеров изделий при минимальной потере эффективного рабочего времени.
Реферат
Использование: в прокатном производстве для получения сортового проката. Сущность изобретения: прокатный стан модульного типа имеет несколько прокатных модулей, расположенных последовательно на линии прокатки прокатного стана, причем каждый прокатный модуль имеет несколько пар механически взаимосвязанных рабочих валков. Рядом с линией прокатки прокатного стана последовательно установлено соответствующее количество зубчатых редукторов, причем каждый зубчатый редуктор приводится приводным двигателем. Муфты соединяют с возможностью разъема, по меньшей мере, некоторые из прокатных модулей с двумя последовательно расположенными зубчатыми редукторами, в то время как оставшиеся прокатные модули соединены каждый с одним зубчатым редуктором. 7 з.п. ф-лы, 6 ил.

Комментарии