Способ непрерывного литья заготовок балок (варианты) - RU2125922C1
Код документа: RU2125922C1
Чертежи
















Описание
Настоящее изобретение относится к получаемым непрерывным литьем заготовкам балок, из которых прокаткой формируют готовые конструкционные балки, и, в частности, оно относится к способу непрерывного литья поддающихся изменению заготовок двутавровых балок, пригодных для прокатки всего диапазона профилей семейства конструкционных балок без необходимости изменения геометрии литых заготовок в обжимном прокатном стане перед чистовой прокаткой.
В техническом отчете N. 3 фирмы Kawasaki Steel, выпущенном в сентябре 1981 года, показано, что заготовки балок настоящего уровня техники являются заготовками, получаемые непрерывным литьем, профили которых насколько возможно близко соответствуют конечному профилю проката. Преимущества этого усовершенствования реализуются вследствие небольших размерных изменений при прокатке заготовки до готового изделия, которые уменьшают многие проблемы, возникающие при прокатке, например хвостовое удлинение, потери в результате концевой обрубки в холодном состоянии и неравномерность толщины полки. С этими проблемами прокатки, как правило, сталкиваются вследствие неправильного понимания объемного соотношения между различными элементами литой заготовки балки и конечного изделия. Поскольку размеры заготовки балки, получаемой непрерывным литьем, настоящего уровня техники насколько возможно близко приближаются к окончательному профилю балки, из нее в литом виде может быть прокатана на универсальном стане небольшая номенклатура профилей конечных изделий.
Чтобы дополнительно подчеркнуть этот отличительный признак, сошлемся на научный доклад, названный "Непрерывное литье заготовок балок на заводе фирмы Algoma Steel Corp. Ltd.", сделанный на семьдесят седьмой генеральной конференции Американского института черной металлургии (AISI). В публикации AISI показано, что фирма Algoma имеет технологию непрерывного литья и использует заготовки A-C балки, показанные на фиг. 1. Показано, что заготовка A балки пригодна для прокатки на 14 конечных профилей изделия, из заготовки B балки может быть получено 12 конечных профилей, а заготовка C балки может быть прокатана на 7 конечных профилей изделия. Во всех случаях, литые заготовки балки фирмы Algoma должны быть сначала прокатаны в обычном обжимном стане для существенного изменения геометрии литой заготовки перед чистовой прокаткой в универсальном стане.
По мере совершенствования уровня техники заготовок для балок, промышленность начала признавать необходимость рассмотрения взаимосвязи между литыми заготовками балок и соответствующими им конечными изделиями. Признана также необходимость обеспечения регулируемых литьевых форм для увеличения производительности и выхода.
В патенте США N 5082746, выданном Форварду и др., в котором показана необходимость такой взаимосвязи, описывается получаемая непрерывным литьем заготовка балки, которая 1) приближается к конечному профилю и конфигурации балки или другого требуемого конструкционного профиля, 2) минимизирует число переходов прокатки, которые должны быть предусмотрены для достижения требуемого конечного профиля, и 3) регулирует соотношение между толщиной вертикальной стенки и толщиной полки для обеспечения требуемой обработки и минимизации износа полок и нежелательного удлинения и/или коробления участков вертикальной стенки заготовки балки. Форвард также описывает получение заготовки балки непрерывным литьем, причем вертикальная стенка заготовки имеет среднюю толщину не более трех дюймов (76,2 мм), а отношение средней толщины полки к средней толщине вертикальной стенки составляет от 0,5 : 1 до приблизительно 2 :1.
Хотя Форвард указывает на необходимость баланса отношения толщин вертикальной стенки и полки литой заготовки балки, он не признает необходимости балансирования отношения площадей поперечного сечения вертикальной стенки и полки. Он также не признал необходимости корреляции отношений площадей поперечного сечения вертикальной стенки и полки с соответствующими отношениями площадей поперечного сечения вертикальной стенки и полки в требуемом конечном изделии.
В патенте США 5036902 Струбель и др. обращает внимание на необходимость регулируемой литьевой формы для непрерывного литья. Он описывает регулировку торцевых стенок литьевых форм для непрерывного литья с целью изменения толщины полки заготовки балки. Однако Струбель не указывает и даже не предлагает изменять толщину полки литой заготовки балки для воздействия на требуемое отношение площадей поперечного сечения вертикальной стенки и полки, которое по существу равнялось бы соответствующему отношению в требуемом конечном изделии. В большинстве случаев, при отсутствии такого указания, применение литых заготовок балок, полученных в соответствии с указаниями Струбеля, приведет к плохому выходу изделий и повлечет возникновение значительных проблем прокатки, как описано выше.
Современный уровень техники не позволяет в производстве получать литьем заготовки балок, которые были бы пригодны для прокатки всего семейства конструкционных балок без предварительных значительных видоизменений литых заготовок балок в обжимном прокатном стане. Семейство конструкционных балок имеет весь диапазон профилей, имеющих одинаковую высоту (d) профиля балки. Например, все балки, находящиеся в диапазоне W36 • 300 - W36 • 135 профилей широкополочных балок, описаны в справочном пособии по конструкционным профилям фирмы Bethlehem Steel Corporation ("Bethlehem Structural Shapes"), каталоге 3227 и каталожной вкладке 3277А.
Краткое изложение сущности изобретения
В соответствии с тем, что сказано выше, целью
настоящего изобретения является обеспечение одной поддающейся изменению
заготовки, получаемой непрерывным литьем, пригодной для получения прокаткой любого конечного профиля в пределах всего семейства
балок без значительных видоизменений литых заготовок в обжимном
прокатном стане.
Другой целью настоящего изобретения является значительное уменьшение величины хвостового удлинения в процессе получения прокаткой конечного профиля балки.
Дополнительной целью этого изобретения является минимизация отклонений или толщины полки, или толщины вертикальной стенки балки в процессе получения конечного профиля балки прокаткой.
И в конечном счете, целью настоящего изобретения является обеспечение способа непрерывного литья поддающейся изменению заготовки, пригодной для получения прокаткой любого конечного профиля в пределах всего семейства готовых балок.
Мы обнаружили, что указанные выше цели могут быть достигнуты с помощью способа непрерывного литья заготовки, имеющей ширину (bf) полки, которая больше самой большой ширины (bf) в семействе готовых балок, высоту профиля (bw) вертикальной стенки, близкую к ширине валка универсального прокатного стана, и величину отношения (Aw/Af) площади поперечного сечения вертикальной стенки к площади поперечного сечения полки, по существу равную величине отношения (Aw/Af) профиля требуемой конечной балки в семействе балок.
Краткое
описание чертежа
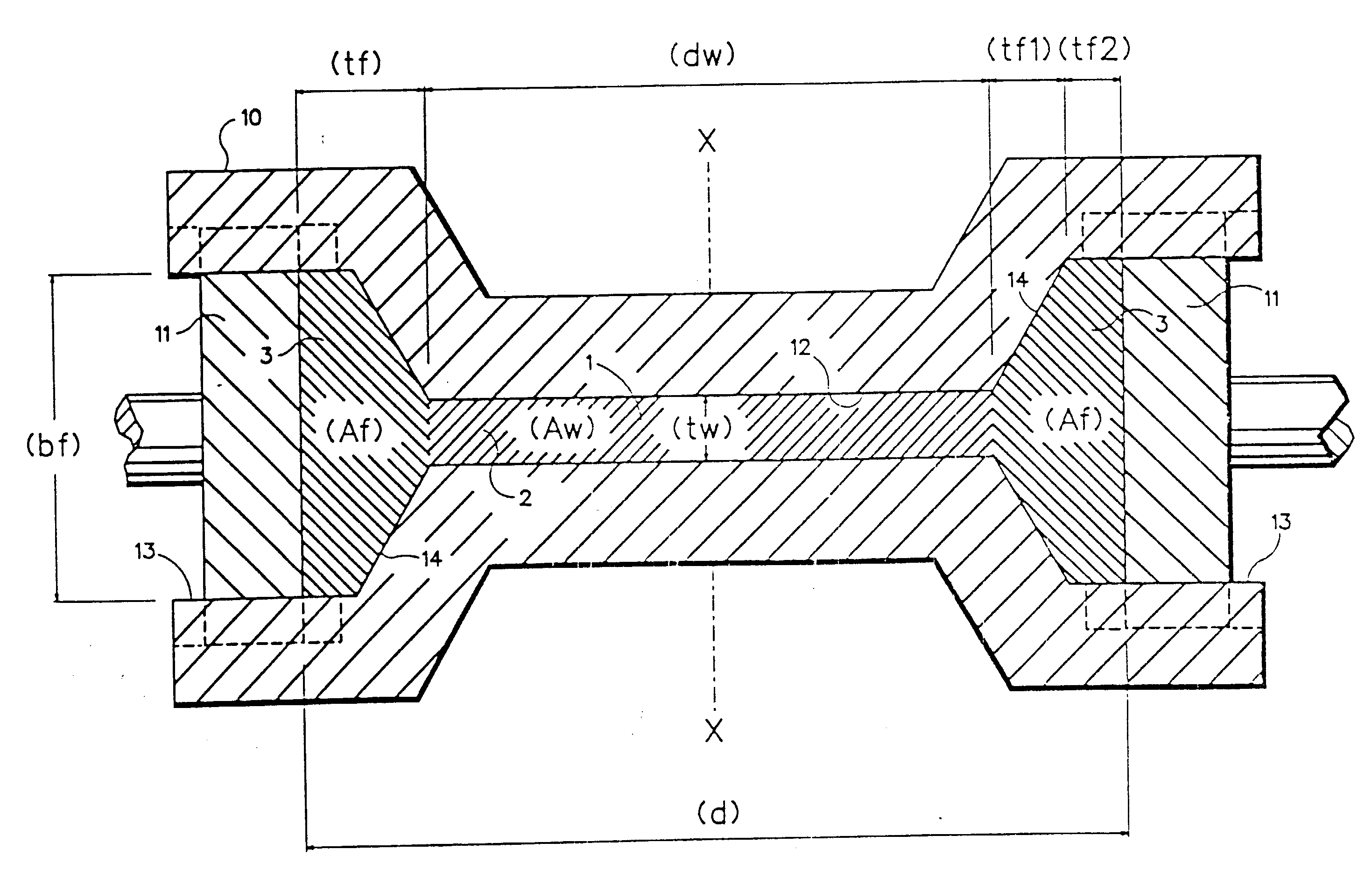
Приведенный чертеж представляет собой поперечный разрез регулируемой литьевой формы для
непрерывного литья и поперечное сечение литой непрерывной заготовки балки.
Подробное описание изобретения
Как следует из приведенного чертежа, поперечное сечение литой
непрерывной заготовки 1 балки, показанной в литьевой форме 10 непрерывного литья, имеет
участок 2 вертикальной стенки, названный площадью Aw поперечного сечения, и двух участков 3 полок, названных
площадями Af поперечного сечения полок. В настоящее время на различных предприятиях,
занятых производством конструкционной стали, готовые балки получают прокаткой полученных непрерывным литьем
заготовок, имеющих общую конфигурацию, показанную на приведенном чертеже. Однако было
установлено, что из литых заготовок этого уровня техники может быть получено прокаткой только несколько
ограниченных конечных профилей балок. В большинстве случаев применения перед чистовой прокаткой
в универсальном стане необходимо значительно видоизменять такие заготовки прокаткой в обжимном стане.
Эти ограничения являются, главным образом, результатом отсутствия у специалистов, занятых в
производстве конструкционной стали, понимания относительно объемной взаимозависимости между различными
участками литой заготовки и их корреляции с соответствующими участками в готовой балке.
Как показано в указанных выше патентах и, в частности, описано в патенте США N 5082746, настоящий уровень техники литых заготовок балок указывает на необходимость балансирования соотношения толщин участков вертикальной стенки и полки заготовки для преодоления вышеупомянутых проблем, возникающих в процессе операций прокатки. В конце концов, Форвард конкретно указывает на литье заготовок, имеющих отношение толщин полки и вертикальной стенки от 0,5 : 1 до приблизительно 2 : 1. Однако, если при определении размеров литых заготовок балок руководствуются таким критерием толщины, заготовки должны быть отлиты или в пределах тесно ограниченных допусков на размеры, или должны быть в значительной степени видоизменены в обжимном прокатном стане для успешной последующей прокатки в несколько требуемых конечных профилей.
Настоящее изобретение, которое направлено на литье заготовки, имеющей величину отношения (Aw/Af) площади поперечного сечения вертикальной стенки к площади поперечного сечения полки, по существу равную величине отношения (Aw/Af) площади поперечного сечения вертикальной стенки к площади поперечного сечения полки требуемого готового профиля балки, исключает необходимость литья заготовки балки до тесно ограниченных размеров толщины. Также было обнаружено, что, если литьевую форму регулируют для изменения площади сечения полки, поддерживая в соответствии с этим по существу равную величину отношения (Aw/Af) литой заготовки балки и требуемого готового изделия, то такие полученные непрерывным литьем заготовки балок могут быть прокатаны до любого профиля в пределах всего семейства готовых балок. Кроме того, поскольку величины отношений (Aw/Af) для заготовки и конечного профиля равны, исключается необходимость в обжимном прокатном стане и уравнивается удлинение полок и вертикальных стенок в процессе прокатки. В результате этого значительно уменьшается хвостовое удлинение и концевая обрубка в холодном состоянии, а также увеличиваются качество изделий и их выход.
Для лучшей иллюстрации присущих различий между полученной непрерывным литьем заготовкой, имеющей размеры, определенные на основе величины отношения (tw/tf) толщины вертикальной стенки к толщине полки, и аналогичной литой заготовкой, имеющей размеры, определенные на основе величины отношения (Aw/Af), мы ссылаемся на все семейство готовых широкополочных балок с высотой профиля 36 дюймов (914,4 мм), изготавливаемых на заводе фирмы Bethlehem, Steel Corporation. Как показано в таблице 1, готовая балка W36 •393 имеет общую высоту (d) профиля, равную 37,80 дюймов (960,1 мм) [(прим. пер), в оригинале текста на английском языке общая высота профиля (d) ошибочно указана величиной 37,38 дюймов (949,5 мм)], высоту (dw) вертикальной стенки - 33, 400 дюймов (848,4 мм), толщину (tw) вертикальной стенки - 1,220 дюймов (31,0 мм), ширину (bf) полки - 16,830 дюймов (427,5 мм) и величину отношения (tw/tf) - 0,555. В соответствии с описанием Форварда, размеры его, полученной с помощью непрерывного литья, заготовки балки были определены, руководствуясь двумя критериями. Первый критерий требует, чтобы литая заготовка балки имела профиль, который приближается к профилю готового изделия, а второй критерий требует, чтобы величина отношения (tw/tf) заготовки находилась в диапазоне от 0,5 : 1 до приблизительно 2 : 1.
Теперь посмотрим, что будет, если с помощью непрерывного литья получать семейство заготовок, используя указания Форварда для регулирования литьевой формы с целью изменения толщины (tf) полки заготовок балок. Поскольку мы хотим отлить заготовку, размеры которой приближались бы к размерам готового изделия, допустим, что наша литьевая форма имеет размеры, соответствующие копии геометрии самого большого профиля балки в семействе W36. Регулируемые торцевые стенки 11 литьевой формы 10 устанавливают так, чтобы отливать толщину (tf) полки, равную 2,200 дюймов (55,9 мм), чтобы соответствовать готовому изделию, и, как показано в таблице 1, геометрия этой литой заготовки балки близко соответствует готовому изделию. В соответствии с этим мы должны быть способными отлить и непосредственно прокатать такую заготовку балки в универсальном стане с небольшими проблемами или без проблем.
Продолжая рассмотрение указаний Форварда и помня, что мы не способны регулировать зазор 12 вертикальной стенки и ширину 13 полки литьевой формы 10, регулируем торцевые стенки 11 литьевой формы для увеличения или уменьшения толщины (tf) полок 3 заготовки балки, когда двигаемся через диапазон профилей балок, соответствующих семейству W36 готовых изделий. Как также показано в таблице 1, если толщину (tf) полки литой заготовки балки изменяют для соответствия толщине (tf) полки балки требуемого профиля, литые заготовки находятся в объеме указаний Форварда в том отношении, что заготовки приближаются к профилю готового изделия, а величины отношений (tw/tf) заготовок находятся в диапазоне от 0,5 : 1 до 2 : 1.
Даже если отношения толщин находятся в указанном Форвардом диапазоне, из таблицы 1 следует, что проблемы будут иметь место, когда заготовки балок прокатывают до профиля готовой балки. Например, если мы сравним площади поперечных сечений вертикальной стенки и полки балки W36 х 393, то обнаружим, что участки вертикальной стенки и полки в процессе прокатки литой заготовки балки до готового изделия удлиняются одинаково, то есть для вертикальной стенки и для полки отношение площадей поперечного сечения заготовки и готового изделия равно единице (для вертикальной стенки 40,748/40,748 - 1 и для полки 37,026/37,026 - 1). Это подтверждается одинаковой величиной отношения (Aw/Af), равной 1,101, приведенной в этой таблице. Однако, если мы продолжим пользоваться указаниями Форварда для литой заготовки балки и соответствующего готового изделия для других профилей балок в семействе W36, обнаружим, что величина отношения (Aw/Af) для литых заготовок больше не равна величине отношения (Aw/Af) для готового изделия. Например, в случае профиля балки W36 • 256, установлено, что участки вертикальной стенки и полки в процессе прокатки литой заготовки балки W36 • 256 в готовое изделие удлиняются неодинаково, то есть для вертикальной стенки отношение площадей поперечного сечения заготовки и готового изделия составляет 1,250 (40,748/32,611 = 1,250), а для полки - 1,751 (37,009/21,132 = 1,751). Вследствие отсутствия поперечного течения металла в процессе чистовой прокатки, участок вертикальной стенки литой заготовки балки W36 х 256 будет стремиться доводиться в 1,402 раза дольше, чем участок полки, то есть 1,751/1,250 = 1,402. Такое неодинаковое удлинение участков вертикальной стенки и полки увеличивает склонность к короблению вертикальной стенки и/или утонению полки в процессе чистовой прокатки изделия, причем эти проблемы прокатки трудно, если не невозможно, контролировать. В универсальном прокатном стане очень трудно обеспечить высокую степень поперечного течения металла. Для достижения поперечного течения металла большого объема, литой заготовке балки прежде, чем послать ее на операции чистовой прокатки универсального стана, придают новую форму в обжимном прокатном стане. Даже в этом случае большая часть избыточного материала образует удлиненные хвосты и будет потеряна в процессе концевой обрубки в холодном состоянии продукта обжимного прокатного стана. В соответствии с этим литые заготовки Форварда не могут быть посланы непосредственно в универсальный прокатный стан и процесс придания литой заготовке новой формы в обжимном прокатном стане приведет к существенной потере продукта вследствие неравномерного удлинения и обрубки в холодном состоянии.
Как очевидно из таблицы 1, если толщину (tf) полки заготовки балки систематически изменяют для согласования с толщиной (tf) требуемого готового изделия и даже если геометрия заготовки находится в рекомендуемом диапазоне отношений (tw/tf), неодинаковое распределение металла между участками полки и вертикальной стенки заготовки балки является повторяющейся проблемой, характерной для всего семейства балок.
Настоящее изобретение относится к известному до настоящего времени способу непрерывного литья усовершенствованной, поддающейся изменению заготовки двутавровой балки, которая может быть прокатана на любой профиль в данном семействе готовых балок. Профили балок могут быть получены прокаткой непосредственно в универсальном стане без каких-либо неравномерностей полки, хвостового удлинения или потерь, связанных с обрубкой в холодном состоянии. Непрерывное литье усовершенствованной заготовки балки должно отвечать трем критериям. Первый критерий требует, чтобы зазор 13 ширины полки литьевой формы 10 для непрерывного литья был больше ширины (bf) полки профиля наибольшей балки в семействе готовых изделий. Во-вторых, зазор 12 вертикальной стенки должен быть таким, чтобы можно было отлить заготовку балки, имеющую высоту (dw) вертикальной стенки, величина которой близка к величине ширины валка универсального прокатного стана. В-третьих, торцевые стенки 11 литьевой формы должны быть отрегулированы так, чтобы можно было отлить заготовку балки, имеющую отношение (Aw/Af), по существу равное отношению (Aw/Af) требуемого профиля готовой балки.
Обратившись к таблице 2 и чертежу, в соответствии с первым критерием рассмотрим самый большой профиль балки в семействе W36, которым является балка W36 х 393. Эта балка имеет ширину (bf) полки, равную 16,830 дюймов (427,5 мм), и толщину (tw) вертикальной стенки - 1,220 дюймов (31,0 мм). Зная, что ширина (bf) полки для балки W36 х 393 равна 16,83 дюйма (427,5 мм), можно установить соответствующую величину зазора 13 ширины полки в нашей литьевой форме 10, сделав его большей ширины, чем наибольшая ширина полки в семействе балок W36. Например, для нашей литьевой формы величина зазора ширины полки была определена равной 17,830 дюймов (452,9 мм), то есть 16,830 дюймов (427,5 мм) (наибольшая ширина полки семейства балок W36) + 1,000 дюйм (25,4 мм) = 17,830 дюймов (452,9 мм).
В соответствии со вторым критерием и для гарантии того, что высота (dw) вертикальной стенки усовершенствованной заготовки балки имеет величину, соответствующую ширине валка универсального прокатного стана, мы просто установили высоту (dw) зазора 12 высоты вертикальной стенки в соответствии с широко распространенной величиной параметра (dw), указанной для этиого семейства балок. В этом случае величина зазора высоты вертикальной стенки составляет 33,380 дюймов (847,9 мм). В связи с выбором высоты вертикальной стенки должна быть также определена величина зазора 12 вертикальной стенки литьевой формы. Толщина (tw) вертикальной стенки литой заготовки балки должна быть больше толщины (tw) вертикальной стенки готового изделия. Однако выбор толщины (tw) вертикальной стенки должен быть также основан на металлургических свойствах требуемого готового изделия. В соответствии с этим должна быть выбрана такая толщина стенки заготовки, чтобы величина обжатия при прокатке обеспечивала надлежащую кристаллическую структуру готового изделия. В этом случае толщина (tw) вертикальной стенки заготовки была выбрана равной 5,000 дюймов (127,0 мм), чтобы обеспечить величину обжатия 4,1 : 1, которая является широко распространенной величиной обжатия для большинства конструкционных изделий. Однако необходимо помнить, что в зависимости от состава материала, подвергаемого обработке давлением в прокатном стане и требуемой кристаллической структуры готового изделия, величины обжатия могут изменяться в широком диапазоне значений. В соответствии с этим важным критерием литая заготовка балки должна иметь большую толщину (tw) вертикальной стенки, чем толщина (tw) вертикальной стенки готового изделия.
Таким образом первый и второй критерии были удовлетворены, так что усовершенствованная литая заготовка балки будет иметь ширину (bf) полки большую, чем наибольшая ширина (bf) полки указанная для семейства балок W36, а высота (dw) ее вертикальной стенки будет входить без зазора в валки универсального прокатного стана. Зазоры 12 и 13, соответственно, вертикальной стенки и ширины полки литьевой формы являются постоянными размерами, которые не могут быть отрегулированы для изменения геометрии литой заготовки балки.
В соответствии с третьим критерием, касающимся отношения (Aw/Af), обеспечивается возможность регулирования отношения (Aw/Af) усовершенствованной заготовки балки, чтобы сделать его равным отношению (Aw/Af) готового изделия. Как показано на чертеже, торцевые стенки 11 литьевой формы 10 способны быть регулируемыми путем их перемещения в направлении к оси X-X и от оси X-X литьевой формы. Такое регулирование торцевых стенок позволяет в широких пределах изменять площадь (Af) поперечного сечения полки литой усовершенствованной непрерывной заготовки балки. Зная, что площадь поперечного сечения зазора 12 вертикальной стенки составляет 166,90 квадратных дюймов (107677,2 кв. мм), просто вычислить как должны быть отрегулированы торцевые стенки 11, чтобы отлить усовершенствованную заготовку балки, имеющую площадь (Af) поперечного сечения полки равную 151,59 квадратных дюймов (97799,8 кв. мм) для соответствия отношению (Aw/Af) равному 1,101.
Чтобы вычислить требуемую регулировку торцевых стенок, необходимую для получения площади поперечного сечения 151,59 квадратных дюймов (97799,8 кв. мм) полки, снова обратимся к представленному чертежу. Полки 3 заготовки балки содержат клиновидную часть (tf1), смежную вертикальной стенке 2 этой заготовки, и прямоугольную часть (tf2), смежную регулируемой торцевой стенке 11 литьевой формы. Клиновидная часть (tf1) имеет постоянную площадь поперечного сечения, в то время как площадь поперечного сечения части (tf2) может быть изменена регулированием торцевых стенок 11 литьевой формы.
Из технологии обработки давлением с помощью универсального прокатного стана известно, что внутренний угол 14 полки клиновидной части (tf1) заготовки балки должен быть выбран в диапазоне углов от десяти до приблизительно двадцати градусов. Однако необходимо понять, что практически может быть использован почти любой угол полки заготовки от нуля до девяноста градусов. Для этого примера был выбран угол 15 градусов и, зная этот угол, можно вычислить, что постоянная площадь поперечного сечения клиновидной части полки составляет 19,630 квадратных дюймов (12664,5 кв.мм). Отсюда известно, что торцевые стенки должны быть отрегулированы так, чтобы создать прямоугольный проем полки, имеющий площадь поперечного сечения 131,96 квадратных дюймов (85135,3 кв. мм), то есть 151,59 квадратных дюймов (97799,8 кв.мм) (площадь Af поперечного сечения полки) - 19,630 квадратных дюймов (12664,5 кв.мм) (площадь поперечного сечения клиновидной части tf1) = 131,96 квадратных дюймов (85135,3 кв.мм). В соответствии с этим, поскольку известно, что зазор (bf) составляет 17,830 дюймов (452, 9 мм), чтобы достичь требуемой площади поперечного сечения 131,96 квадратных дюймов (85135,3 кв.мм), необходимо отрегулировать величину зазора tf2 до 7,40 дюймов (188,0 мм).
Как показано в таблице 2, если торцевые стенки 11 систематически регулируют для изменения величины зазора tf2 в соответствии с настоящим изобретением, то для всего семейства балок выравниваются отношения (Aw/Af) и распределение металла между полками и вертикальной стенкой. Отношения (Aw/Af) для семейства балок W36 находятся в диапазоне отношений от 1 : 1 до приблизительно 2 : 1. При рассмотрении всего ассортимента готовых балок двутаврового сечения или широкополочных балок двутаврового сечения, начиная от семейства W40 и кончая семейством W4, станет очевидно, что отношения (Aw/Af) готовых изделий находятся в диапазоне отношений от примерно 0,4 : 1 до приблизительно 3,6 : 1.
Такие улучшенные, полученные непрерывным литьем, заготовки балок облегчают операции прокатки в том отношении, что они могут быть направлены непосредственно в универсальной прокатный стан и не имеют хвостового удлинения или потерь выхода вследствие прокатки в обжимном стане. Кроме того, как показано в таблице 2, одна литьевая форма может быть использована для литья всего семейства заготовок балок, в этом случае 17 различных профилей балок, и в соответствии с этим может увеличить производительность предприятия.
Хотя настоящее изобретение проиллюстрировано и описано в соответствии с предпочтительным вариантом воплощения, представляется, что без отклонения от объема изобретения, описанного в формуле изобретения, могут быть сделаны изменения и модификации. Например, способ непрерывного литья в соответствии с настоящим изобретением, основанный на отношениях (Aw/Af), может быть приспособлен для использования одной регулируемой литьевой формы для литья усовершенствованных заготовок, пригодных для прокатки всего диапазона профилей готовых балок, находящихся в двух или более семействах балок. Этот новый способ непрерывного литья заготовок балок может быть также приспособлен для литья и прокатки асимметричных полок на готовых балках, если каждая из двух полок рассматривается отдельно, а также для литья и прокатки других конструкционных изделий, например конструкционных тавровых балок или рельсов.
Реферат
Изобретение относится к непрерывному литью заготовок, пригодных для прокатки в литом виде во всем диапазоне профилей готовых балок в семействе конструкционных изделий, без необходимости изменения геометрии литой заготовки в обжимном прокатном стане перед чистовой прокаткой. Способ включает использование литьевой формы, имеющей регулируемые торцевые стенки и зазор вертикальной стенки, проходящий через литьевую форму. Зазор выполнен постоянной площади Aw поперечного сечения. Литьевая форма имеет также по меньшей мере один зазор полки, проходящий через литьевую форму, который расположен смежно зазору вертикальной стенки и выполнен с возможностью изменения площади Af его поперечного сечения. Осуществляют регулирование положения по меньшей мере одной торцевой стенки относительно зазора вертикальной стенки для изменения площади Af поперечного сечения с получением отношения площадей Aw/Af, равного отношению сечений площадей Aw/Af в изготавливаемой балке, заливают жидкую сталь в форму через зазоры вертикальной стенки и в полке, формируют с использованием последующей прокатки заготовку балки, имеющую отношение Aw/Af, равное указанному отношению литьевой формы. Другой вариант предусматривает заливку жидкой стали в форму через зазоры, а затем регулировку положения относительно зазора вертикальной стенки по меньшей мере одной торцевой стенки с изменением площади Af поперечного сечения так, чтобы соотношение площадей Aw/Af соответствовало этому отношению для готовой балки, формируют заготовку балки и получают с использованием проката готовую балку, имеющую соотношение площадей Aw/Af, равное соотношению в литьевой форме. 2 с. и 10 з.п. ф-лы, 1 ил., 2 табл.
Комментарии