Четырехвалковая клеть для прокатки фланцевых профилей - SU1650293A1
Код документа: SU1650293A1
Чертежи
Описание
Изобретение относится к черной металлургии , в частности к прокатному производству , и совершенствует конструкции клетей для прокатки фланцевых профилей.
Цель изобретения - повышение точности прокатки профилей путем устранения давления горизонтального вала на втулку и обеспечение регулировки бокового обжатия .
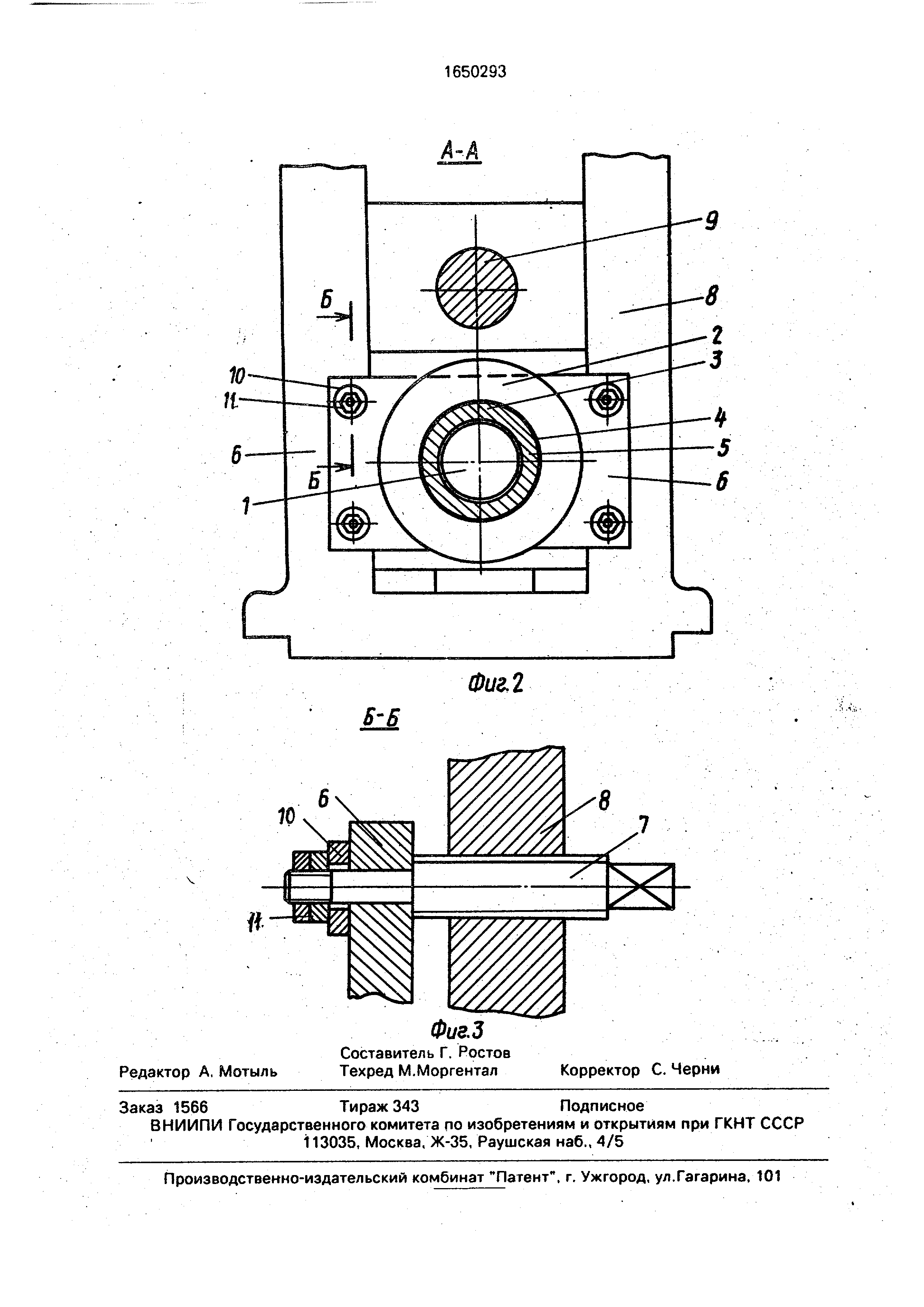
На фиг.1 представлена клеть; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.2.
Четырехвалковая клеть для прокатки фасонных профилей включает станину со стойками 1, установленные в подушках 2 валы 3 с горизонтальными валками 4, конические валки 5, смонтированные на подшипниках 6 втулок 7. Последние своими фланцами 8 через регулировочные винты 9 связаны со стойками 1 станины. Втулка 7 крепится на винтах 9 с помощью шайб 10 и гаек 11. Калибр для прокатки фланцевых профилей образуется горизонтальными и коническими валками 4 и 5.
Сборка калибра проводится следующим образом.
На один из валов 3 с горизонтальным валком 4 устанавливают втулки 7 в сборе с подшипниками 6 и коническими валками 5. Затем на вал 3 надевают подушки 2. Собранный таким образом вал 3 заводят в клети краном. Затем, поддерживая краном вал 3 на соответствующей высоте, вворачивают винты 9 в стойки 1 станины до тех пор, пока их концы не войдут в отверстия фланцев 8. Последние закрепляют на винтах гайками 11. После этого вал 3 освобождают от крана. Затем устанавливается верхний горизонтальный валок. После чего производится настройка калибра. Зазор между горизонтальными волками 4 устанавливается нажимным механизмом (не показан), а конические валки 5 устанавливаются винтами 9.
Преимущества предложенной клети заключаются в следующем: достигается большая точность прокатываемых профилей за счет отсутствия биения втулки и изменения наклона рабочей поверхности конических валков относительно горизонтальной оси, а
также за счет обеспечения регулировки бокового обжатия; наличие регулировки бокового обжатия уменьшает расход конических валков и сокращает количество их переточек , а также увеличивает производительность стана за счет сокращения перевалок клети из-за выработки этих валков, з наличие кольцевого зазора между втулкой и горизонтальным валком позволяет не устанавливать внутренний подшипник и тем
самым не требует высокой точности изготовления внутреннего отверстия втулки и посадочного места на горизонтальном валу под внутренний подшипник.
Формула изобретения
Четырехвалковая клеть для прокатки фланцевых профилей, включающая станину со стойками, установленные в них на валах горизонтальные валки, а также конические
валки, смонтированные на подшипниках на втулках, установленных на валу одного из горизонтальных валков по обе стороны от него, отличающаяся тем, что, с целью повышения точности прокатки профилей путем устранения давления горизонтального вала на втулку и обеспечения регулировки бокового обжатия, каждая стойка станины снабжена четырьмя регулировочными винтами , связанными с соответствующей втулкой , причем последняя установлена относительно вала.

Реферат
Изобретение относится к черной металлургии , в частности к прокатному производству , и совершенствует кснстоукции клетей для прокатки фланцевых профилей. Цель - повышение точности прокатки профилей пу- -,гч устр нония дзсления горизонтального вала на вгупку и обеспечение регулярова- к лт Зокового обжатия. Установка втулки 7 конического валка с зазором относительно зала 3 ислючает передачу давления от вала 3 на валок. Это позволяет устранить биение корпуса втулки относительно оси горизон- тэтького вала, устранить изменение наклона рабочей поверхности оалка относительно оси калибра из-за прогиба оси горизонтального вала. Закрепление втулки 7 пэ регулировочных винтах 9 в стойках 1 станины позволяет передаэзт ь стойкам станины усилия, действующие на валки при прокатке. 3 и п. А , f / /

Формула
Комментарии