Способ изготовления металлического листа с гребнями, металлический лист с гребнями и конструктивный элемент - RU2677394C2
Код документа: RU2677394C2
Чертежи






Описание
Область техники
[0001]
Настоящее изобретение относится к металлическому листу, например, стальному листу, подходящему для использования в элементах конструкции автомобиля, различных типов транспортных средств, кроме автомобилей, бытовых приборов, судов, в строительных материалах и т.д. В частности, настоящее изобретение относится к металлическому листу, имеющему на каждой из верхней и нижней поверхностей один или более гребней (рифленый металлический лист), проходящих в направлении прокатки, к способу изготовления металлического листа с гребнями и конструктивному элементу, изготовленному с использованием металлического листа с гребнями.
Уровень техники
[0002]
В обычных конструктивных элементах используются штампованные детали. Материалом штампованной детали является металлический лист, например, стальной лист. Конструктивный элемент получают из одной штампованной детали или путем соединения множества штампованных деталей. Например, каждый из элементов конструкции автомобилей, описанных в опубликованной заявке на японский патент № 2013-189173 (Патентный документ 1) и опубликованной заявке на японский патент № 2014-91462 (Патентный документ 2), включает штампованную деталь, вытянутую в вертикальном направлении. В поперечном сечении штампованная деталь имеет U-образную форму.
[0003]
На Фиг.1А и 1В приведен пример конструктивного элемента. Из этих чертежей на Фиг.1А приведен общий вид конструктивного элемента, и на Фиг.1В приведено поперечное сечение конструктивного элемента, изображенного на Фиг.1А, в его концевой области. Конструктивный элемент 20, изображенный на Фиг.1А и 1В, включает две штампованных детали 21, каждая из которых имеет поперечное сечение U-образной формы. Каждая из штампованных деталей 21 включает пластину 24 и боковины 22, проходящие от обеих сторон пластины 24. При сварке вместе боковин 22 двух штампованных деталей 21 получают конструктивный элемент 20 в форме квадратной трубы. С обратной стороны двух пластин 24 и четырех ребер 23 конструктивного элемента 20 приваривают усиливающие пластины 4, в обеих концевых в продольном направлении областях. Таким образом, можно считать, что усиление конструктивного элемента 20 является недостаточным.
[0004]
Чтобы изготовить частично усиленный конструктивный элемент, например, конструктивный элемент 20, изображенный на Фиг.1А и 1В, необходимо приварить усиливающие пластины в областях, которые необходимо усилить. Соответственно, необходимо отдельно выполнять сварку для частичного усиления конструктивного элемента 20, что приводит к увеличению стоимости производства.
Список литературы
Патентная литература
[0005]
Патентный документ 1: Опубликованная заявка на японский патент № 2013-189173
Патентный документ 2: Опубликованная заявка на японский патент № 2014-91462
Сущность изобретения
Техническая проблема
[0006]
Настоящее изобретение создано с учетом указанных выше обстоятельств. Задачей настоящего изобретения является предложить способ изготовления, который при изготовлении частично усиленного конструктивного элемента облегчает изготовление металлического листа с гребнями (рифленого металлического листа), подходящего для использования в качестве материала для конструктивного элемента. В дополнение к этому, другой задачей настоящего изобретения является предложить металлический лист с гребнями, подходящий для использования при изготовлении конструктивного элемента, а также конструктивный элемент, в котором используется металлический лист с гребнями.
Устранение проблемы
[0007]
(1) Способ изготовления металлического листа, соответствующий одному варианту реализации настоящего изобретения, представляет собой способ изготовления металлического листа с использованием прокатного стана, включающего рабочую клеть, причем металлический лист имеет на каждой из верхней и нижней поверхностей один или более гребней, проходящих в направлении прокатки. Способ включает этап подготовки, этап установки и этап формования. На этапе подготовки подготавливают калиброванные валки, каждый из которых имеет на внешней периферийной поверхности один или более ручьев, проходящих в окружном направлении. На этапе установки устанавливают калиброванные валки в рабочую клеть в качестве верхнего валка и нижнего валка, соответственно.
На этапе формования прокатывают обрабатываемую деталь при помощи прокатного стана, в котором установлены калиброванные валки, что позволяет превратить ее в металлический лист с гребнями, созданными в соответствии с ручьями калиброванных валков.
[0008]
В способе изготовления по пункту (1) предпочтительно, чтобы в продольном сечении каждого калиброванного валка ручьи с обеих сторон были расположены симметрично.
[0009]
В способе изготовления по пункту (1) ручьи могут быть расположены таким образом, чтобы, в продольных сечениях соответствующих калиброванных валков, расположение ручьев в калиброванном валке, установленном в качестве верхнего валка, и расположение ручьев в калиброванном валке, установленном в качестве нижнего валка, не совпадало, по меньшей мере, частично.
[0010]
В способе изготовления по пункту (1) в продольном сечении каждого калиброванного валка каждый из ручьев может иметь прямоугольную, трапецеидальную или V-образную форму.
[0011]
В способе изготовления по пункту (1) каждый из ручьев в калиброванных валках может иметь ширину больше 5 мм и меньше 2000 мм.
[0012]
В способе изготовления по пункту (1) ручьи в калиброванных валках могут быть расположены с шагом больше 15 мм и меньше 2000 мм.
[0013]
(2) Металлический лист с гребнями, соответствующий одному из вариантов реализации настоящего изобретения, представляет собой металлический лист, имеющий один или более гребней на каждой из верхней и нижней поверхностей. Гребни (рифли) расположены с шагом больше 15 мм и меньше 2000 мм. Отношение (t/tmin) толщины t листа с учетом гребней к минимальной толщине tmin листа больше 1,0 и меньше 10,0, причем толщина t листа с учетом гребней представляет собой сумму минимальной толщины tmin листа и высоты h гребней.
[0014]
В металлическом листе с гребнями по пункту (2) каждый из гребней может иметь ширину больше 5 мм и меньше 2000 мм.
[0015]
(3) Конструктивный элемент, соответствующий одному из вариантов реализации настоящего изобретения, имеет один или более гребней с каждой из передней и задней сторон. Конструктивный элемент включает усиленную область, прочность которой увеличена, и гребни расположены с передней и задней сторон усиленной области.
Преимущества при применении изобретения
[0016]
Способ изготовления, соответствующий настоящему изобретению, облегчает изготовление металлического листа с гребнями. Этот металлический лист с гребнями имеет на каждой из верхней и нижней поверхностей один или более гребней, проходящих в направлении прокатки. Соответственно, использование металлического листа с гребнями в качестве материала для изготовления частично усиленного конструктивного элемента позволяет изготавливать конструктивный элемент, включающий усиленную область, которая усилена на всей площади. Таким образом, металлический лист с гребнями, соответствующий настоящему изобретению, подходит в качестве материала для частично усиленного конструктивного элемента.
Краткое описание чертежей
[0017]
На Фиг.1А приведен общий вид примерного конструктивного элемента.
На Фиг.1В приведено поперечное сечение конструктивного элемента, изображенного на Фиг.1А, в его концевой области.
На Фиг.2 схематично показана примерная производственная установка, используемая для изготовления металлического листа с гребнями, согласно варианту реализации настоящего изобретения.
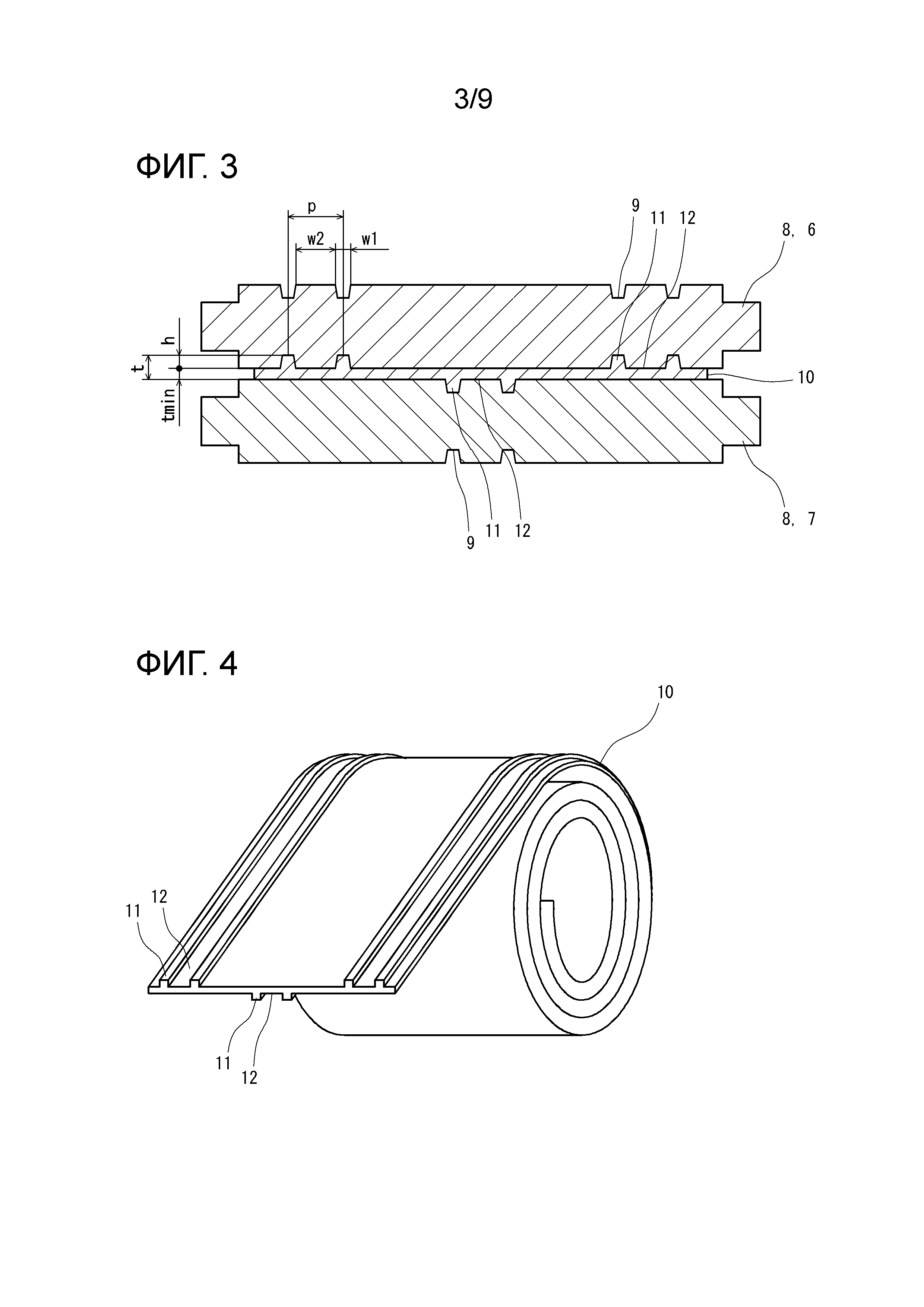
На Фиг.3 приведено поперечное сечение примерной рабочей клети, в которой установлены калиброванные валки, согласно варианту реализации настоящего изобретения.
На Фиг.4 приведен общий вид металлического листа с гребнями, изготовленного при помощи стана чистовой прокатки, включающего рабочую клеть, изображенную на Фиг.3.
На Фиг.5 приведено схематичное поперечное сечение примерного металлического листа с гребнями.
На Фиг.6 приведено схематичное поперечное сечение примерного металлического листа с гребнями.
На Фиг.7 приведено схематичное поперечное сечение примерного металлического листа с гребнями.
На Фиг.8 приведено схематичное поперечное сечение примерного металлического листа с гребнями.
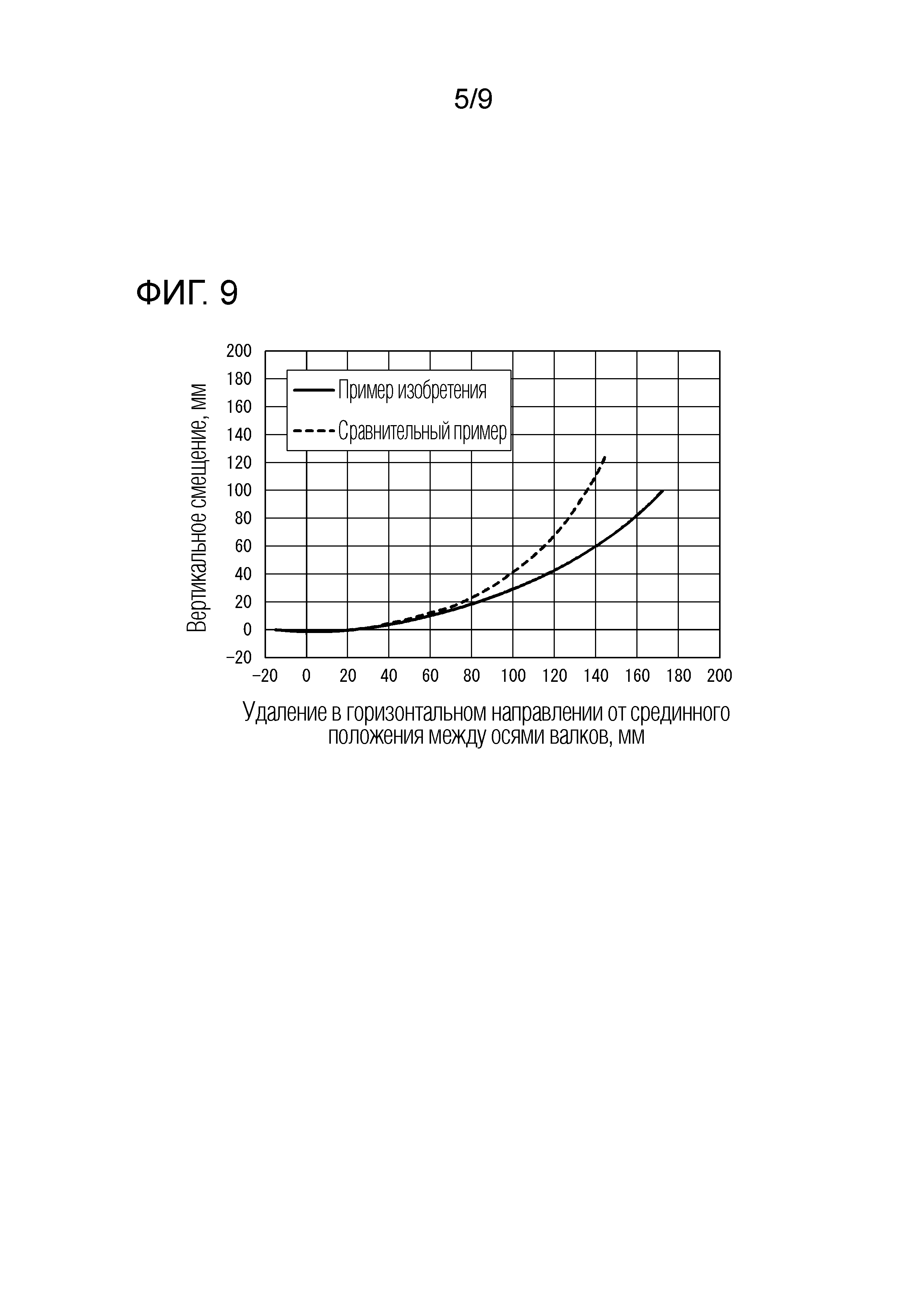
На Фиг.9 приведен график, иллюстрирующий примерное коробление, возникающее в рабочей клети, в которой установлены калиброванные валки.
На Фиг.10 приведено поперечное сечение примерной заготовки, вырезанной из металлического листа с гребнями для использования при изготовлении конструктивного элемента, согласно варианту реализации настоящего изобретения.
На Фиг.11А приведен схематичный поперечный разрез примерного устройства для штампования заготовки, изображенной на Фиг.10, в конструктивный элемент.
На Фиг.11В приведено поперечное сечение штампованной детали, созданной при помощи устройства, изображенного на Фиг.11А.
На Фиг.12А приведен схематичный поперечный разрез другого примерного устройства для штампования заготовки, изображенной на Фиг.10, в конструктивный элемент.
На Фиг.12В приведено поперечное сечение штампованной детали, созданной при помощи устройства, изображенного на Фиг.12А.
На Фиг.13 схематично показан примерный конструктивный элемент.
На Фиг.14 схематично показан примерный конструктивный элемент.
На Фиг.15 схематично показан примерный конструктивный элемент.
На Фиг.16 схематично показан примерный конструктивный элемент.
На Фиг.17 схематично показан примерный конструктивный элемент.
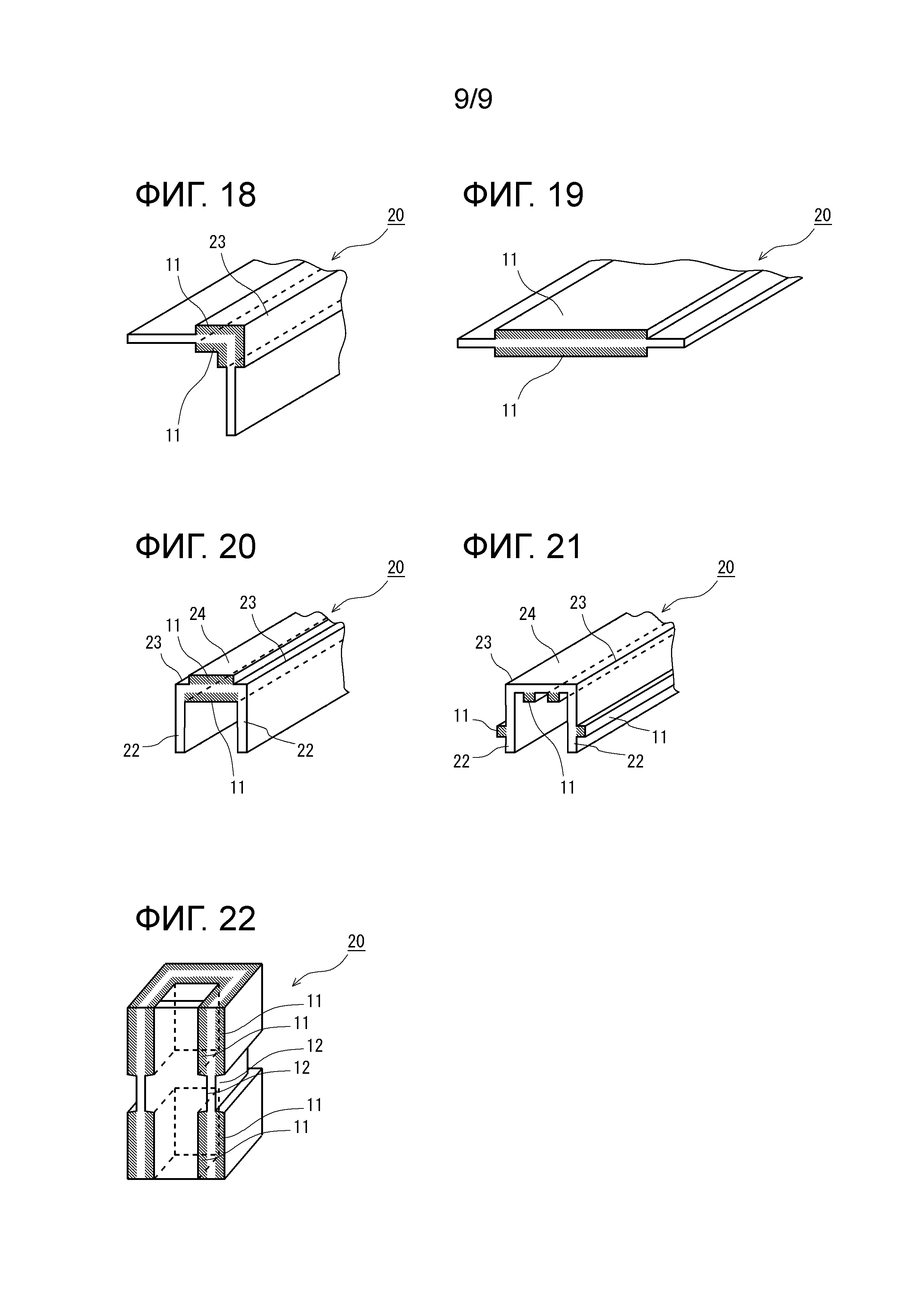
На Фиг.18 схематично показан примерный конструктивный элемент.
На Фиг.19 схематично показан примерный конструктивный элемент.
На Фиг.20 схематично показан примерный конструктивный элемент.
На Фиг.21 схематично показан примерный конструктивный элемент.
На Фиг.22 схематично показан примерный конструктивный элемент.
Описание вариантов реализации
[0018]
Ниже со ссылкой на чертежи будут описаны некоторые варианты реализации настоящего изобретения.
[0019]
Изготовление металлического листа с гребнями
На Фиг.2 схематично показана примерная производственная установка, используемая для изготовления металлического листа с гребнями, согласно варианту реализации настоящего изобретения. В представленном варианте в качестве примера изготовления металлического листа с гребнями описано изготовление стального листа 10 с гребнями. Если говорить конкретно, далее будет описано изготовление металлического листа с гребнями с применением стального сляба 30, используемого в качестве материала для этого металлического листа.
[0020]
Производственная установка, изображенная на Фиг.2, включает нагревательную печь 1, стан 2 черновой прокатки, стан 3 чистовой прокатки, устройство 4 охлаждения и устройство 5 для сматывания в рулон, которые установлены в указанном порядке. Нагревательная печь 1 нагревает сляб 30. Нагретый сляб 30 сначала подается в стан 2 черновой прокатки. Стан 2 черновой прокатки прокатывает сляб 30 с его превращением в стальную пластину 31 большей длины, имеющую толщину, например, приблизительно 50 мм. Стальная пластина 31 подается в стан 3 чистовой прокатки. Стан 3 чистовой прокатки включает последовательность из шести рабочих клетей S1 - S6 (которые ниже могут называться просто "клетями"). Стальная пластина 31 прокатывается при последовательном прохождении через клети S1 - S6, в результате чего она превращается в стальной лист 10, имеющий требуемую толщину. Таким образом, стальная пластина 31 представляет собой обрабатываемую деталь, которая должна быть прокатана при помощи стана 3 чистовой прокатки. Стальной лист 10 охлаждается при прохождении через устройство 4 охлаждения и сматывается в рулон при помощи устройства 5 для сматывания в рулон.
[0021]
Каждая из клетей S1 - S6 стана 3 чистовой прокатки включает верхний валок 6 и нижний валок 7 (рабочие валки) и дополнительно включает опорные валки, спаренные с валками 6 и 7, соответственно. Каждая из клетей S1 - S6 снабжена механизмом регулирования расстояния между осями валков (на чертежах не показан). Механизм регулирования расстояния между осями валков регулирует расстояние между осью верхнего валка 6 и осью нижнего валка 7. Механизм регулирования расстояния между осями валков позволяет регулировать обжатие при прокатке, обеспечиваемое верхним валком 6 и нижним валком 7 в каждой из клетей S1 - S6.
[0022]
Каждая из клетей S1 - S6 снабжена датчиком нагрузки (на чертеже не показан). Датчик нагрузки измеряет усилие прокатки, прикладываемое верхним валком 6 и нижним валком 7. Датчик нагрузки позволяет контролировать усилие прокатки в каждой из клетей S1 - S6. Датчик нагрузки также позволяет определять момент времени, когда передний край стальной пластины 31 достигает каждой клети S1 - S6 (момент времени, когда передний край стальной пластины 31 сжимается в зазоре между верхним валком 6 и нижним валком 7).
[0023]
При этом в случае, если любая из клетей S1 - S6 не выполняет прокатку стальной пластины 31, в клети, не выполняющей прокатку, усилие прокатки не возникает. В этом случае определение того, достиг ли передний край стальной пластины 31 клети, не выполняющей прокатку, можно выполнять с использованием выходной информации датчика нагрузки, установленного в клети, выполняющей прокатку, которая предшествует этой клети, не выполняющей прокатку. Если говорить конкретно, датчик нагрузки определяет, что передний край стальной пластины 31 достиг клети, выполняющей прокатку, и измеряет время, прошедшее с момента этого определения. На основе прошедшего времени, теоретической скорости перемещения обрабатываемой детали при прокатке в клети, выполняющей прокатку, и расстояния между осью валка в клети, выполняющей прокатку, и осью валка в следующей клети, не выполняющей прокатку, можно вычислить момент времени, когда передний край стальной пластины 31 достиг клети, не выполняющей прокатку. В то же время, каждая из клетей S1 - S6 может быть снабжена датчиком, который обнаруживает прохождение переднего края стальной пластины 31.
[0024]
В представленном варианте, чтобы изготовить стальной лист 10 с гребнями, в одну заданную рабочую клеть, которая выбирается из рабочих клетей S1 - S6 стана 3 чистовой прокатки, устанавливают калиброванные валки, которые будут описаны позднее. Заданную клеть выбирают в соответствии с характеристиками прокатки (например, усилиями прокатки, обжатие при прокатке и т.д.) в клетях S1 - S6. Например, в стане 3 чистовой прокатки, изображенном на Фиг.2, калиброванный валок установлен в четвертой клети S4, которая находится на втором по счету этапе перед последней, шестой клетью S6. Клеть для установки калиброванного валка конкретным образом не ограничивается. Каждая из одной или более клетей после клети, в которой установлен калиброванный валок, является клетью, не выполняющей прокатку, которая, по существу, не осуществляет прокатку, и валки, установленные в клети, не выполняющей прокатку, работают как транспортировочные.
[0025]
На Фиг.3 приведено поперечное сечение примерной рабочей клети, в которой установлены калиброванные валки, согласно варианту реализации настоящего изобретения. На Фиг.4 приведен общий вид металлического листа с гребнями, изготовленного при помощи стана чистовой прокатки, включающего рабочую клеть, изображенную на Фиг.3. В представленном варианте, как показано на Фиг.3, калиброванные валки 8 установлены в качестве верхнего валка 6 и нижнего валка 7 заданной клети (четвертой клети S4, изображенной на Фиг.2). В клетях, отличающихся от заданной клети, установлены обычные валки с гладкой поверхностью.
[0026]
На внешней периферийной поверхности калиброванных валков 8 созданы один или более ручьев 9 (далее также называемых "калибрами валка"), таким образом, чтобы они проходили в окружном направлении. Калиброванный валок 8, используемый в качестве верхнего валка 6, который показан на Фиг.3, имеет два ручья 9 в каждой концевой области. Калиброванный валок 8, используемый в качестве нижнего валка 7, который показан на Фиг.3, имеет два ручья 9 в центральной области. Стальную пластину 31 прокатывают при помощи стана 3 чистовой прокатки, включающего эти калиброванные валки 8. В результате создают гребни 11, соответствующие калибрам 9 валков, и получают стальной лист 10 с гребнями 11 (см. Фиг.4). Гребни 11 проходят в направлении прокатки стального листа 10. Как показано на Фиг.3 и 4, так как калиброванные валки 8 установлены в качестве верхнего валка 6 и нижнего валка 7, гребни 11 создают как на верхней поверхности стального листа 10, так и на его нижней поверхности.
[0027]
В продольном сечении калиброванного валка 8 каждый из калибром 9 валка имеет прямоугольную, трапецеидальную или V-образную форму. При этом их прямоугольная, трапецеидальная или V-образная форма допускает небольшие отклонения от этой точной формы, а также форму, являющуюся комбинацией из изогнутых линий.
[0028]
Предпочтительно, чтобы в продольном сечении каждого калиброванного валка 8 калибры 9 валка располагались симметрично с обеих сторон, как показано на Фиг.3. Здесь "обе стороны" определяются, исходя из направления, совпадающего с осевым направлением в калиброванном валке 8, и направления по ширине, которое перпендикулярно направлению прокатки стального листа 10. Если калибры 9 валка расположены с обеих сторон несимметрично, прокатка, выполняемая при помощи калибров 9 валка, будет неодинаковой с разных сторон. В этом случае стальной лист 10, вероятно, будет перемещаться под углом, и во время работы могут возникнуть проблемы. С другой стороны, если калибры 9 валка расположены симметрично с обеих сторон, прокатка, выполняемая при помощи калибров 9 валка, будет одинаковой с обеих сторон. В результате стальной лист 10 будет перемещаться точно в направлении прокатки, и во время работы не будет возникать каких-либо проблем из-за его перемещения под углом.
[0029]
Калибры 9 валков могут быть расположены таким образом, чтобы, в продольных сечениях соответствующих калиброванных валков 8, расположение калибров 9 в калиброванном валке 8, установленном в качестве верхнего валка 6, и расположение калибров 9 в калиброванном валке 8, установленном в качестве нижнего валка 7, вообще не совпадало, как показано на Фиг.3, или отчасти не совпадало. В качестве альтернативы, калибры 9 валков могут быть расположены таким образом, чтобы, в продольных сечениях соответствующих калиброванных валков 8, расположение калибров 9 в верхнем валке 6 и расположение калибров 9 в нижнем валке 7 полностью совпадало.
[0030]
Ширина w1 калибров 9 валка соответствует ширине гребней 11 стального листа 10. Шаг калибров 9 валка соответствует шагу р гребней 11 стального листа 10. Глубина калибров 9 валка соответствует высоте h гребней 11 стального листа 10. В стальном листе 10 область с минимальной толщиной tmin создана при прокатке областью калиброванного валка без ручьев 9 (ниже эта область называется "непрофилированной областью") и валком с гладкой поверхностью. Минимальная толщина tmin стального листа 10 представляет собой минимальную толщину листа в области без гребней 11. Ширина w2 непрофилированной области соответствует ширине углубленной области 12 между двумя соседними гребнями 11 (углубленная область ниже называется "углубленной областью между гребнями"). Размеры калибров 9 валка и гребней 11 (включая число этих элементов 9 и 11 и форму их поперечного сечения) определяются, в основном, предполагаемыми размерами конструктивного элемента (штампованной детали), изготавливаемого с использованием стального листа 10 с гребнями. Их определяют с учетом характеристик стана 3 чистовой прокатки, эффективной длины валка (на практике, максимум, 2000 мм) и т.д. Помимо этого, их определяют с учетом формуемости стального листа 10 с гребнями в штампованную деталь.
[0031]
Например, ширину w1 калибров 9 валка (то есть, ширину гребней 11) можно задавать больше 5 мм и меньше 2000 мм. При этом однако предпочтительно, чтобы ширина калибров 9 валка была больше или равна 10 мм, и более предпочтительно - больше или равна 20 мм. Целью этого является обеспечение достаточной ширины усиленной области конструктивного элемента, изготавливаемого с использованием стального листа 10 с гребнями, что позволяет гарантировать прочность конструктивного элемента. Кроме того, ширина калибров 9 валка предпочтительно меньше или равна 1000 мм и, более предпочтительно, меньше или равна 500 мм. Целью этого является уменьшение веса конструктивного элемента, изготавливаемого с использованием стального листа 10 с гребнями.
[0032]
Шаг калибров 9 валка (то есть, шаг р гребней 11) можно задать больше 15 мм и меньше 2000 мм. При этом однако предпочтительно, чтобы шаг калибров 9 валка был больше 20 мм. Целью этого является обеспечение достаточной ширины w1 калибров 9 валка (то есть, ширины гребней 11), что позволяет гарантировать прочность конструктивного элемента, изготавливаемого с использованием стального листа 10 с гребнями. Кроме того, шаг калибров 9 валка предпочтительно меньше или равен 500 мм и, более предпочтительно, меньше или равен 200 мм. Причина является следующей. Если шаг калибров 9 валка является слишком большим, то в случае, когда ширина этих ручьев (то есть, ширина гребней 11) является небольшой, будет большой ширина w2 непрофилированной области (то есть, ширина углубленной области 12 между гребнями). В результате область с минимальной толщиной tmin в стальном листе 10 будет иметь большую ширину. В этом случае область с минимальной толщиной tmin листа будет легко деформироваться, и качество стального листа 10 будет ухудшаться.
Отношение (t/tmin) толщины t листа с учетом гребней (tmin+h), являющейся суммой минимальной толщины tmin стального листа 10 и высоты h гребней 11 (то есть, глубины калибров 9 валка), к минимальной толщине tmin листа можно задавать больше 1,0 и меньше 10,0. При этом однако предпочтительно, чтобы отношение (t/tmin) было больше или равно 1,2. Целью этого является обеспечение достаточной высоты h гребней 11, что позволяет гарантировать прочность конструктивного элемента, изготавливаемого с использованием стального листа 10 с гребнями. Кроме того, отношение (t/tmin) предпочтительно меньше 4,0. Если отношение (t/tmin) является слишком большим, обжатие при прокатке, обеспечиваемое калиброванным валком 8, будет чрезмерно большим.
[0034]
Минимальная толщина tmin стального листа 10 конкретным образом не ограничивается. Однако на практике минимальная толщина tmin листа составляет приблизительно 0,6-10 мм.
[0035]
На Фиг.5 - Фиг.8 приведены схематичные поперечные сечения других примерных металлических листов с гребнями. Каждый из стальных листов 10, изображенных на Фиг.5 - Фиг.7, имеет на каждой из верхней и нижней поверхностей множество гребней 11. Стальной лист 10, изображенный на Фиг.8, имеет один гребень на верхней поверхности и множество гребней на нижней поверхности. На любой из Фиг.5, 6 и 8 гребни расположены с обеих сторон симметрично, а на Фиг.7 гребни расположены с обеих сторон несимметрично.
[0036]
Например, когда стальную пластину 31 прокатывают при помощи стана 3 чистовой прокатки, включающего калиброванный валок 8, установленный в качестве верхнего валка 6 в заданной клети (четвертой клети S4, изображенной на Фиг.2), и валок с гладкой поверхностью, установленный в качестве нижнего валка 7 в этой заданной клети, будет возникать указанная далее проблема, и процесс изготовления стального листа с гребнями не будет выполняться беспрепятственно. В заданной клети стальная пластина 31 сразу после ее подвергания прокатке при помощи валков с большей вероятностью будет сцепляться с калиброванным валком 8, являющимся верхним валком 6, чем с валком с гладкой поверхностью, являющимся нижним валком 7. Это объясняется тем, что стальная пластина 31 будет зацепляться в калибрах 9 валка. Это создает силу, действующую в направлении вверх на стальную пластину 31, которая прошла через заданную клеть. Поэтому, если максимальное обжатие при прокатке, обеспечиваемое валками этой заданной клети, первоначально задается равным требуемому значению, в передней концевой области стальной пластины 31 будет возникать значительное коробление в направлении вверх. Передняя концевая область стальной пластины 31, в которой произошло значительное коробление, будет закручиваться вокруг калиброванного валка 8 или наталкиваться на следующую клеть без прохождения в зазор между валками этой клети.
[0037]
Чтобы справиться с этой проблемой во время работы, в представленном варианте калиброванные валки 8 устанавливают в заданной клети как в качестве верхнего валка 6, так и в качестве нижнего валка 7. Тогда в заданной клети стальная пластина 31 сразу после начала ее прокатки при помощи валков сцепляется с калиброванным валком 8, служащим нижним валком 7, и с калиброванным валком 8, служащим верхним валком 6. Поэтому направленная вверх сила, действующая на переднюю концевую область стальной пластины 31, является уменьшенной до достижения передним краем стальной пластины 31 клети, следующей за заданной клетью. Таким образом, не допускается коробление передней концевой области стальной пластины 31, и передний край стальной пластины 31 беспрепятственно входит в зазор между валками этой следующей клети. Поэтому, даже если максимальное обжатие при прокатке, обеспечиваемое валками заданной клети, на начальном этапе задается равным требуемому значению, не будет возникать каких-либо проблем из-за коробления передней концевой области стальной пластины 31. Кроме того, также можно получать требуемый стальной лист 10 с гребнями с самого начала, и производительность является хорошей.
[0038] При этом максимальное обжатие А при прокатке выражается следующей Формулой (1):
А=(t0 - t1)/t0 × 100% (1)
В Формуле (1) t0 обозначает толщину стальной пластины 31 перед ее подверганием прокатке в заданной клети, и t1 обозначает минимальную толщину углубленных областей 12 между гребнями в стальном листе 10 после подвергания прокатке в этой заданной клети.
Задание и регулирование максимального обжатия при прокатке выполняют при помощи механизма регулирования расстояния между осями валков, предусмотренного для заданной клети.
[0039]
С учетом характеристик стана 3 чистовой прокатки, требуемое значение максимального обжатия при прокатке в заданной клети предпочтительно составляет 10% - 80%. Более предпочтительно, требуемое значение составляет 20% - 60%.
[0040]
На Фиг.9 приведен график, иллюстрирующий примерное коробление, возникающее в рабочей клети, включающей калиброванные валки. В качестве примера изобретения была создана аналитическая модель, включающая калиброванные валки, установленные в заданной клети в качестве верхнего валка и нижнего валка, как показано на Фиг.2, и был выполнен анализ методом конечных элементов для ранней стадии горячей прокатки. Кроме того, в качестве сравнительного примера была создана аналитическая модель, включающая калиброванный валок, установленный в заданной клети в качестве верхнего валка, и тем же образом был выполнен анализ методом конечных элементов. При анализе каждой модели температура обрабатываемой детали, которая должна быть прокатана, предполагалась равной 1100°С, и коэффициент μ трения между валком и обрабатываемой деталью предполагался равным 0,1. Максимальное обжатия при прокатке, обеспечиваемое верхним и нижним валками, составляло 15%. Были исследованы смещения в вертикальном направлении переднего края обрабатываемой детали, которая прокатывалась, в различных точках, которые находились на удалении в горизонтальном направлении от срединного положения между осью верхнего валка и осью нижнего валка.
[0041] Результаты, приведенные на Фиг.9, демонстрируют следующее. Смещения в вертикальном направлении переднего края обрабатываемой детали, которая прокатывалась в примере изобретения, были небольшими по сравнению со смещениями в сравнительном примере. Это показывает, что установка калиброванных валков в заданной клети как в качестве верхнего валка, так и в качестве нижнего валка, что имеет место в представленном варианте, позволяет не допустить коробления передней концевой области стальной пластины.
[0042]
Изготовление конструктивного элемента (штампованной детали) с использованием металлического листа с гребнями
Описанный выше стальной лист 10 с гребнями используется в качестве заготовки для конструктивного элемента, изготавливаемого при помощи штампования. При изготовлении конструктивного элемента стальной лист 10 разрезают с получением формы, подходящей для штампованной детали, используемой в конструктивном элементе. Перед разрезанием стальной лист 10 подвергают горячему цинкованию, горячему цинкованию с отжигом полученного покрытия, электролитическому цинкованию, плакированию алюминием или тому подобному. Перед выполнением такого плакирования при помощи травления, дробеструйной обработки или тому подобного удаляют оксидную пленку, имеющуюся на поверхности стального листа 10. Травление, дробеструйную обработку и плакирование нужно выполнять именно перед штампованием, и эти процессы можно выполнять для заготовки, вырезанной из стального листа. В зависимости от спецификации конструктивного элемента, плакирование можно исключить.
[0043]
На Фиг.10 приведено поперечное сечение примерной заготовки, вырезанной из металлического листа с гребнями, используемого при изготовлении конструктивного элемента, согласно варианту реализации настоящего изобретения. На Фиг.11А и 11В приведены разрез и сечение, схематично иллюстрирующие пример штампования для превращения заготовки, изображенной на Фиг.10, в конструктивный элемент. На Фиг.11А показан пресс, и на Фиг.11В показана штампованная деталь для конструктивного элемента. На Фиг.12А и 12В приведен другой пример штампования заготовки, изображенной на Фиг.10, в конструктивный элемент. На Фиг.12А показан пресс, и на Фиг.12В показана штампованная деталь для конструктивного элемента. В представленном варианте описан случай, когда в качестве примерного металлического листа с гребнями используется описанный выше стальной лист 10 с гребнями.
[0044]
Как показано на Фиг.10, из стального листа 10 вырезают заготовку 15. При этом стальной лист 10 разрезают в продольном направлении (направлении прохождения гребней 11) и в поперечном направлении (направлении, перпендикулярном направлению прохождения гребней 11). Положение резов определяется в зависимости от спецификации конструктивного элемента.
[0045]
Например, штампованная деталь 21, показанная на Фиг.11В и 12В, имеет поперечное сечение U-образной формы. За счет соединения двух штампованных деталей 21 изготавливают конструктивный элемент в форме квадратной трубы (см. Фиг.1А и 1В). В штампованной детали 21 область, от которой требуется прочность, - это область от пластины 24 до ребер 23. Поэтому, когда заготовку 15, подходящую для штампованной детали 21, вырезают из стального листа 10, этот лист разрезают в углубленных областях 12 между гребнями, таким образом, чтобы один из гребней 11 можно было превратить в пластину 24 и ребра 23 штампованной детали 21.
[0046]
Как показано на Фиг.11А, заготовку 15 можно штамповать в штампованную деталь 21 с использованием простого набора из пуансона 51 и матрицы 52. Однако в этом случае, как показано на Фиг.11В, так как изгибается гребень 11, имеющий в листе большую толщину, вероятно, будет возникать обратное пружинение. Поэтому предпочтительно, чтобы использовался составной пуансон 53, который изображен на Фиг.12А. В составном пуансоне 53 плечевая область обособлена. Во время штампования, за счет приложения более высокой нагрузки к гребню 11 со стороны плечевой области пуансона 53 можно не допустить обратного пружинения.
[0047]
На Фиг.13 - Фиг.17 схематично показаны другие примерные конструктивные элементы. Любой из конструктивных элементов 20 (штампованных деталей 21), изображенных на Фиг.13 - Фиг.17, создан из заготовки 15, вырезанной из описанного выше стального листа 10 с гребнями, и имеет один или более гребней 11 с передней или задней стороны. Эти конструктивные элементы, созданные из стального листа с гребнями, имеют следующие преимущества по сравнению с конструктивными элементами, созданными из стального листа, имеющего неизменную толщину: высокие характеристики как конструктивного элемента и изготовление при помощи простого способа. Например, нет необходимости в отдельном элементе усиления, что приводит к уменьшению числа элементов. Интеграция элемента усиления в конструктивный элемент позволяет повысить прочность и жесткость, а также уменьшить вес. Интеграция элемента усиления также устраняет необходимость выполнять соединение при помощи сварки, свинчивания и т.п. Помимо этого, такой конструктивный элемент, включающий интегрированный элемент усиления, имеет меньшую общую площадь поверхности, чем конструктивный элемент, включающий отдельный элемент усиления, поэтому интеграция элемента усиления также приводит к повышению стойкости к ржавлению.
[0048]
Конструктивный элемент 20, изображенный на Фиг.13, имеет L-образное поперечное сечение и гребни 11 с задней стороны ребра 23. В этом случае ребро 23 усиливается на всей длине, и прочность конструктивного элемента 20 повышается.
[0049]
Конструктивный элемент 20, изображенный на Фиг.14, является, по существу, плоским и имеет широкий гребень 11 с передней стороны, а именно, в центре. В этом случае центральная область усиливается в широких пределах на всей длине, и прочность конструктивного элемента 20 повышается.
[0050]
Конструктивный элемент 20, изображенный на Фиг.15, имеет U-образное поперечное сечение и гребень 11 с задней стороны ребер 23 и пластины 24. В этом случае пластина 24 и ребра 23 усиливаются на всей длине, и прочность конструктивного элемента 20 повышается. Помимо этого, за счет расположения гребня 11 на расстоянии от оси сгибания (нейтральной оси) можно минимизировать увеличение веса, что в результате приводит к значительному увеличению осевого момента инерции сечения.
[0051]
Конструктивный элемент 20, изображенный на Фиг.16, имеет U-образное поперечное сечение и гребни 11 с задней стороны областей рядом с ребрами 23. В этом случае области пластины 24 рядом с ребрами 23 и области боковин 22 рядом с ребрами 23 усиливаются на всей длине, и прочность конструктивного элемента 20 повышается. Что касается конструктивного элемента 20, показанного на Фиг.16, во время штампования сгибаются не только гребни 11, но также и области рядом с этими гребнями, и формуемость является хорошей. Если говорить конкретно, стальной лист с гребнями имеет анизотропию в плоскости из-за наличия гребней. Применение этой особенности позволяет как уменьшить усилие, создаваемое прессом во время штампования, так и повысить прочность и жесткость штампованной детали.
[0052]
Конструктивный элемент 20, изображенный на Фиг.17, выполнен в виде квадратной трубы. Этот конструктивный элемент 20 является комбинацией штампованной детали, имеющей U-образное поперечное сечение, и металлического листа. В конструктивном элементе 20 в виде квадратной трубы гребни 11 расположены таким образом, чтобы они проходили в окружном направлении. Соответственно, углубленная область 12 между гребнями проходит в окружном направлении конструктивного элемента 20 в виде квадратной трубы. В этом случае области, где находятся гребни 11, усилены на всем окружном направлении, и прочность конструктивного элемента 20 повышается. Таким образом, даже если в какой-либо области, где находятся гребни 11, приваривается другой элемент, конструктивный элемент 20 сохраняет прочность. Соответственно, конструктивный элемент 20 эффективным образом используется как элемент, который требуется приварить к другом элементу. Конструктивный элемент 20 эффективным образом используется, в особенности, как привариваемый элемент, увеличение толщины которого ограничивается по причине ограничения веса и пространства. Что касается конструктивного элемента 20, изображенного на Фиг.17, зона, где находится углубленная область 12 между гребнями, является хрупкой на всем окружном направлении. Соответственно, в зоне, где находится углубленная область 12 между гребнями, имеется более высокая вероятность разрушения, чем в зонах, где находятся гребни 11. Поэтому конструктивный элемент 20 эффективным образом используется как элемент, в котором намеренно задана зона разрушения.
[0053]
На Фиг.18 - Фиг.22 схематично показаны другие примерные конструктивные элементы. Любой из конструктивных элементов 20 (штампованных деталей 21), изображенных на Фиг.18 - Фиг.22, создан из заготовки 15, вырезанной из описанного выше стального листа 10 с гребнями, и имеет один или более гребней с передней и задней сторон. Предполагаемое назначение конструктивных элементов 20, изображенных на Фиг.18 - Фиг.22, совпадает с назначением конструктивных элементов 20, изображенных на Фиг.13 - Фиг.17.
[0054]
В описанном выше варианте стальной лист 10 с гребнями изготавливают при помощи обработки в горячем состоянии с использованием стана 3 чистовой прокатки. Поэтому в областях с большой толщиной, где находятся гребни 11, скорость охлаждения является небольшой, и твердость, вероятно, будет снижаться, если сравнивать с твердостью в других областях (углубленные области 12 между гребнями). За счет применения этой особенности гребней 11 можно улучшить формуемость, используя те области, где находятся гребни 11, как области конструктивного элемента 20, форма которых создается с трудом.
[0055]
Ниже в Таблице 1 приведены примеры разницы в прочности области, где находится гребень, и отличающейся от нее области. Как видно из Таблицы 1, разница в прочности меняется в зависимости от материала обрабатываемой детали (высокоуглеродистая это сталь или низкоуглеродистая), разницы между толщиной листа с учетом гребней и минимальной толщиной листа, скорости охлаждения и т.п. Область, где находится гребень, всегда имеет более меньшую твердость, чем любая другая область.
[0056]
Таблица 1
[0057]
Как было описано до настоящего момента, способ изготовления металлического листа, соответствующий представленному варианту, облегчает изготовление металлического листа с гребнями. Металлический лист с гребнями имеет, на верхней и нижней поверхностях, один или более гребней, проходящих в направлении прокатки. Соответственно, когда металлический лист используется в качестве материала для частично усиленного конструктивного элемента, можно получить конструктивной элемент, включающий усиленную область, которая усилена на всей площади. Таким образом, металлический лист с гребнями подходит для использования в качестве материала для частично усиленного конструктивного элемента. Использование металлического листа с гребнями устраняет необходимость приваривать отдельную усиливающую пластину для частичного усиления конструктивного элемента. Это позволяет уменьшить стоимость производства.
[0058]
Настоящее изобретение не ограничивается описанным выше вариантом, и возможны многочисленные изменения, не выходящие за пределы сущности и объема этого изобретения. Например, металлический лист с гребнями, материал металлического листа, материал конструктивного элемента, созданного из металлического листа, не ограничиваются сталью, например, обычной углеродистой сталью, сталью с высокой прочностью на растяжение, нержавеющей сталью и т.п., и могут быть использованы алюминий, медь и т.п. В прокатном стане, включающем калиброванный валок, общее число клетей не ограничивается.
[0059]
Способ штампования заготовки, вырезанной из металлического листа с гребнями, в конструктивный элемент конкретным образом не ограничивается. В качестве этого способа, например, можно применить способ горячего штампования, в котором в пресс-форме выполняют формование и закалку.
Список ссылочных обозначений
[0060]
1 - Нагревательная печь
2 - Стан черновой прокатки
3 - Стан чистовой прокатки
4 - Устройство охлаждения
5 - Устройство для сматывания в рулон
S1 - S6 - рабочая клеть
6 - Верхний валок
7 - Нижний валок
8 - Калиброванный валок
9 - Ручей
10 - Стальной лист
11 - Гребень
12 - Углубленная область между гребнями
15 - Заготовка
20 - Конструктивный элемент
21 - Штампованная деталь
22 - Боковина
23 - Ребро
24 - Пластина
30 - Сляб
31 - Стальной лист
51 - Пуансон
52 - Матрица
53 - Составной пуансон
w1 - Ширина ручья в валке
w2 - Ширина непрофилированной области
р - Шаг гребней
tmin - Минимальная толщина листа
h - Высота гребней
t - Толщина листа с учетом гребней
Реферат
Изобретение относится к области изготовления и использования металлического листа. В способе изготовления металлического листа используется прокатный стан, включающий рабочую клеть, и изготавливается металлический лист, имеющий на каждой из верхней и нижней поверхностей множество гребней, проходящих в направлении прокатки. Способ содержит этап подготовки, этап установки и этап формования. На этапе подготовки подготавливают калиброванные валки, каждый из которых имеет на внешней периферийной поверхности множество ручьев. На этапе установки устанавливают калиброванные валки в рабочую клеть в качестве верхнего валка и нижнего валка, соответственно. На этапе формования прокатывают обрабатываемую деталь при помощи прокатного стана и превращают ее в металлический лист с гребнями, образованными в соответствии с ручьями калиброванных валков. Изобретение обеспечивает возможность улучшения качества изделия и снижение стоимости производства. 3 н. и 6 з.п. ф-лы, 22 ил., 1 табл.
Комментарии