Производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности и производственная линия горячей прокатки для регулирования угла прокатываемого изделия - RU2770856C1
Код документа: RU2770856C1
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ
[001] Настоящее изобретение относится к области техники станов горячей прокатки, а в частности, к производственному оборудованию участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности и производственной линии горячей прокатки.
УРОВЕНЬ ТЕХНИКИ
[002] В последние годы с быстрым усовершенствованием производственных мощностей по производству средних и толстых листов в Китае производство средних и толстых листов значительно увеличилось, а конкуренция на рынке стала более жесткой. Расширение диапазона рабочих характеристик прокатываемых слябов, повышение производительности и увеличение выхода стальных листов стали основными задачами и трудностями в этой области.
[003] В настоящее время, как изображено на ФИГ. 1 и 2, обычная производственная линия на участке прокатного стана содержит последовательно расположенные транспортировочный роликовый стол 901 на входной стороне, поворотный роликовый стол 902 на входной стороне, подающий ролик 904 на входной стороне, прокатный ролик 905, подающий ролик 906 на выходной стороне, поворотный роликовый стол 907 на выходной стороне и транспортировочный роликовый стол 909 на выходной стороне от начала производственной цепочки к ее концу. Направляющие на входной стороне соответственно расположены на двух сторонах поворотного роликового стола 902 на входной стороне, а нажимные пластины 903 на входной стороне расположены на направляющих на входной стороне. Направляющие на выходной стороне соответственно расположены на двух сторонах поворотного роликового стола 907 на выходной стороне, а нажимные пластины 908 на выходной стороне расположены на направляющих на выходной стороне. Во время процесса прокатки средних и толстых листов прокатываемое изделие 910 регулируют поворотным роликовым столом 902 на входной стороне на заданный угол и затем после регулировки угла прокатывают в прямом направлении прокатным роликом 905; после прокатки в прямом направлении прокатываемое изделие 910 снова регулируют поворотным роликовым столом 907 на выходной стороне на заданный угол и затем после регулировки угла прокатывают в обратном направлении прокатным роликом 905. Прокатываемое изделие 910 может быть прямо выведено или подвергнуто последующей обычной продольной прокатке после многократных прокаток в прямом и обратном направлениях под углом согласно требованиям к производственному процессу.
[004] Однако в существующей обычной производственной линии заданный угол прокатываемого изделия 910 регулируют только за счет взаимодействия с боковыми направляющими, расположенными на двух сторонах производственной линии, что не только приводит к низкой скорости реакции и продолжительной регулировке заданного угла прокатываемого изделия 910, но и лишает рабочих возможности вполне естественно и точно определить, соответствует ли угол поворота прокатываемого изделия 910 заданным требованиям после регулировки заданного угла прокатываемого изделия 910. Следовательно, будет возникать некоторая ошибка в заданном угле поворота прокатываемого изделия 910, что не способствует повышению эффективности производства.
[005] Пока не предложено эффективного решения проблем низкой скорости и низкой точности при регулировке заданного угла прокатываемого изделия посредством прокатного стана в смежных областях техники.
[006] Таким образом, основываясь на многолетнем опыте и в соответствующих отраслях промышленности, изобретателями по настоящей заявке предложено производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности и производственной линией горячей прокатки, с тем чтобы преодолеть недостатки предшествующего уровня техники.
В документе WO 2009/142064 A1 раскрыты способ и система управления устройством для поворота слябов. Способ управления устройством поворота слябов используется в прокатной линии, имеющей прокатный стан для прокатки сляба, нагретого в нагревательной печи. Пока предыдущий сляб прокатывается на прокатном стане, устройство для поворота слябов удерживает, поднимает и поворачивает следующий сляб, расположенный выше по потоку от прокатного стана, с помощью удерживающих элементов системы язычковых механизмов, которые имеют удерживающие захваты на четырех углах горизонтального основания. Удерживающие захваты на передних концах удерживающих элементов закрыты поворотной частью, которая поддерживает удерживающие элементы устройства для поворота слябов, выполненные с возможностью свободного поворота. Сила закрытия удерживающих захватов позволяет поворотной секции свободно поворачиваться на угол, равный углу отклонения сляба, в результате чего все удерживающие захваты оказываются в контакте с боковыми поверхностями сляба. После этого боковые поверхности сляба удерживаются удерживающими захватами язычкового механизма. Таким образом, сляб может быть стабильно поднят перед загрузкой в прокатный стан. Таким образом, сляб может быть стабильно поднят в процессе поворота сляба перед загрузкой в прокатный стан, а процесс поворота может быть автоматизирован.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[007] Задачей настоящего раскрытия является обеспечение производственного оборудования участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности и производственной линии горячей прокатки. Позиционирующие устройства лазерного обеспечения линейности, расположенные на поворотном роликовом столе на входной стороне и поворотном роликовом столе на выходной стороне, калибруют заданный угол прокатываемого изделия, и в реальном времени определяется, соответствует ли заданный угол прокатываемого изделия заданному стандартному значению с помощью излучаемого лазера во время процесса прокатки, что способствует своевременной регулировке угла прокатываемого изделия и способствует улучшению производственного ритма и эффективности производства.
[008] Задача настоящего раскрытия может быть решена посредством принятия следующих технических решений.
[009] Настоящее раскрытие обеспечивает производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности, содержащее: позиционирующее устройство лазерного обеспечения линейности и поворотный роликовый стол, причем позиционирующее устройство лазерного обеспечения линейности выполнено с возможностью позиционирования прокатываемого изделия посредством лучей лазерного излучения, испускаемых в наружном направлении, так что между осевой линией прокатываемого изделия и осевой линией прокатки образован заданный угол, причем позиционирующее устройство лазерного обеспечения линейности расположено выше поворотного роликового стола и выполнено с возможностью перемещения в поперечном направлении на соответствующем поворотном роликовом столе, а поворотный роликовый стол выполнен с возможностью приведения в движение прокатываемого изделия с его поворотом на заданный угол.
[0010] В предпочтительном варианте реализации настоящего раскрытия поворотный роликовый стол содержит поворотный роликовый стол на входной стороне и поворотный роликовый стол на выходной стороне, имеется по меньшей мере два набора позиционирующих устройств лазерного обеспечения линейности, причем два набора позиционирующих устройств лазерного обеспечения линейности соответственно расположены на поворотном роликовом столе на входной стороне и поворотном роликовом столе на выходной стороне, и между поворотным роликовым столом на входной стороне и поворотным роликовым столом на выходной стороне расположен прокатный ролик.
[0011] В предпочтительном варианте реализации настоящего раскрытия позиционирующее устройство лазерного обеспечения линейности содержит лазерный излучатель, поворотный узел, траверсный узел и монтажную раму, причем монтажная рама расположена с фиксацией выше поворотного роликового стола, траверсный узел расположен на верхней части монтажной рамы, поворотный узел расположен с возможностью перемещения на нижней части траверсного узла вдоль траверсного узла, ниже поворотного узла расположен установочный стержень, верхний конец установочного стержня соединен с нижней частью поворотного узла, нижний конец установочного стержня проходит в направлении поворотного роликового стола, и лазерный излучатель расположен с возможностью поворота на установочном стержне.
[0012] В предпочтительном варианте реализации настоящего раскрытия позиционирующее устройство лазерного обеспечения линейности также содержит решетчатый излучатель, который расположен с возможностью поворота на установочном стержне и размещен ниже лазерного излучателя.
[0013] В предпочтительном варианте реализации настоящего раскрытия монтажная рама содержит соединительный держатель и две клетьевые стойки, расположенные соответственно на двух сторонах поворотного роликового стола, причем нижние концы клетьевых стоек закреплены на монтажной плоскости, верхние концы клетьевых стоек соединены соответственно с двумя концами соединительного держателя, а траверсный узел расположен на соединительном держателе.
[0014] В предпочтительном варианте реализации настоящего раскрытия траверсный узел содержит компонент направления перемещения и первый приводной двигатель, причем компонент направления перемещения расположен на соединительном держателе в горизонтальном направлении, между каждой из двух сторон компонента направления перемещения возле его концевой части и соединительным держателем расположен подшипник, один конец компонента направления перемещения соединен с выходным валом первого приводного двигателя через муфту, а другой конец компонента направления перемещения соединен с первым кодовым датчиком положения.
[0015] В предпочтительном варианте реализации настоящего раскрытия соединительный держатель является цилиндрической конструкцией, расположенной в горизонтальном направлении, а компонент направления перемещения расположен внутри соединительного держателя.
[0016] В предпочтительном варианте реализации настоящего раскрытия компонент направления перемещения представляет собой конструкцию с ходовым винтом, на который надета гайка, или шарико-винтовую пару с ходовым винтом.
[0017] В предпочтительном варианте реализации настоящего раскрытия траверсный узел также содержит первый корпус и соединительную раму, причем первый корпус надет с возможностью перемещения на компонент направления перемещения, верхняя часть соединительной рамы соединена с нижней частью первого корпуса, а поворотный узел расположен на нижней части соединительной рамы.
[0018] В предпочтительном варианте реализации настоящего раскрытия поворотный узел содержит второй корпус, приводной компонент и ведомый компонент, при этом приводной компонент и ведомый компонент расположены во втором корпусе, причем приводной компонент содержит приводной вал, приводное зубчатое колесо и второй приводной двигатель, причем приводной вал расположен в вертикальном направлении, нижний конец приводного вала соединен с выходным валом второго приводного двигателя, причем приводное зубчатое колесо надето с фиксацией на приводной вал; ведомый компонент содержит ведомый вал и ведомое зубчатое колесо, причем ведомый вал расположен параллельно с приводным валом, ведомое зубчатое колесо надето с фиксацией на ведомый вал, ведомое зубчатое колесо зацеплено с приводным зубчатым колесом, и нижний конец ведомого вала соединен с верхним концом установочного стержня.
[0019] В предпочтительном варианте реализации настоящего раскрытия второй приводной двигатель соединен со вторым кодовым датчиком положения.
[0020] В предпочтительном варианте реализации настоящего раскрытия между приводным валом и приводным зубчатым колесом расположена первая позиционирующая шпонка на лыске, а между ведомым валом и ведомым зубчатым колесом расположена вторая позиционирующая шпонка на лыске.
[0021] В предпочтительном варианте реализации настоящего раскрытия первый верхний подшипник и первый нижний подшипник соответственно расположены между верхним и нижним концами приводного вала и вторым корпусом; и второй верхний подшипник и второй нижний подшипник соответственно расположены между верхним и нижним концами ведомого вала и вторым корпусом.
[0022] В предпочтительном варианте реализации настоящего раскрытия поворотный роликовый стол на входной стороне и поворотный роликовый стол на выходной стороне образованы множеством первых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, при этом каждый из первых роликовых столов соединен с двигателем первого роликового стола, и соседние двигатели первых роликовых столов выполнены с возможностью приведения в движение соответствующих первых роликовых столов с их поворотом в одном и том же направлении или в противоположных направлениях.
[0023] В предпочтительном варианте реализации настоящего раскрытия между выпускным концом поворотного роликового стола на входной стороне и прокатным роликом расположен подающий ролик на входной стороне, а между прокатным роликом и впускным концом поворотного роликового стола на выходной стороне расположен подающий ролик на выходной стороне.
[0024] В предпочтительном варианте реализации настоящего раскрытия подающий ролик на входной стороне и подающий ролик на выходной стороне образованы множеством вторых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из вторых роликовых столов обеспечена двигателем второго роликового стола, посредством которого обеспечено приведение в действие второго роликового стола для поворота.
[0025] В предпочтительном варианте реализации настоящего раскрытия производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности также содержит транспортировочный роликовый стол на входной стороне и транспортировочный роликовый стол на выходной стороне, причем выпускной конец транспортировочного роликового стола на входной стороне соединен с впускным концом поворотного роликового стола на входной стороне, а впускной конец транспортировочного роликового стола на выходной стороне соединен с выпускным концом поворотного роликового стола на выходной стороне.
[0026] В предпочтительном варианте реализации настоящего раскрытия транспортировочный роликовый стол на входной стороне и транспортировочный роликовый стол на выходной стороне образованы множеством третьих роликовых столов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из третьих роликовых столов обеспечена двигателем третьего роликового стола, посредством которого обеспечено приведение в действие третьего роликового стола для поворота.
[0027] Настоящее раскрытие обеспечивает производственную линию горячей прокатки, содержащую участок установки прокатного стана, причем участок установки прокатного стана обеспечен раскрытым выше производственным оборудованием участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности.
[0028] В предпочтительном варианте реализации настоящего раскрытия участок установки прокатного стана является участком прокатного стана одиночной подачи, обеспеченным производственным оборудованием участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности.
[0029] В предпочтительном варианте реализации настоящего раскрытия участок установки прокатного стана содержит участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки, при этом выпускной конец участка прокатного стана для черновой прокатки соединен с впускным концом участка прокатного стана для чистовой прокатки, причем участок прокатного стана для черновой прокатки и/или участок прокатного стана для чистовой прокатки обеспечен производственным оборудованием участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности.
[0030] Ввиду вышеизложенного характеристиками и преимуществами производственного оборудования участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности и производственной линии горячей прокатки согласно настоящему раскрытию являются следующее. Позиционирующие устройства лазерного обеспечения линейности, выполненные с возможностью испускания лучей лазерного излучения для позиционирования заданного угла прокатываемого изделия, расположены соответственно на поворотном роликовом столе на входной стороне и поворотном роликовом столе на выходной стороне в производственной линии горячей прокатки. Заданный угол прокатываемого изделия предварительно калибруют посредством лучей лазерного излучения, испускаемых позиционирующими устройствами лазерного обеспечения линейности, когда прокатываемое изделие проходит через поворотный роликовый стол на входной стороне и поворотный роликовый стол на выходной стороне. Когда прокатываемое изделие проходит через такое положение, оператор может вполне естественно наблюдать, достигает ли заданный угол прокатываемого изделия заданного стандартного значения, что способствует своевременной и точной регулировке заданного угла прокатываемого изделия, отвечает требованию к установочному направлению прокатываемого изделия, сокращает время регулировки угла прокатываемого изделия, предотвращает любые столкновения и удары между прокатываемым изделием и другими компонентами во время установки угла наклона и значительно улучшает производственный ритм и эффективность производства.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0031] Следующие чертежи предназначены только для схематического иллюстрирования и объяснения настоящего раскрытия, а не для ограничения объема настоящего раскрытия. На чертежах:
[0032] на ФИГ. 1 представлен схематический структурный вид производственной линии с прокатным станом в предшествующем уровне техники для продольной прокатки прокатываемого изделия;
[0033] на ФИГ. 2 представлен схематический структурный вид производственной линии с прокатным станом в предшествующем уровне техники для горизонтальной прокатки прокатываемого изделия;
[0034] на ФИГ. 3 представлен схематический структурный вид производственного оборудования участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности согласно настоящему раскрытию;
[0035] на ФИГ. 4 представлен схематический структурный вид позиционирующего устройства лазерного обеспечения линейности в производственном оборудовании участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности согласно настоящему раскрытию;
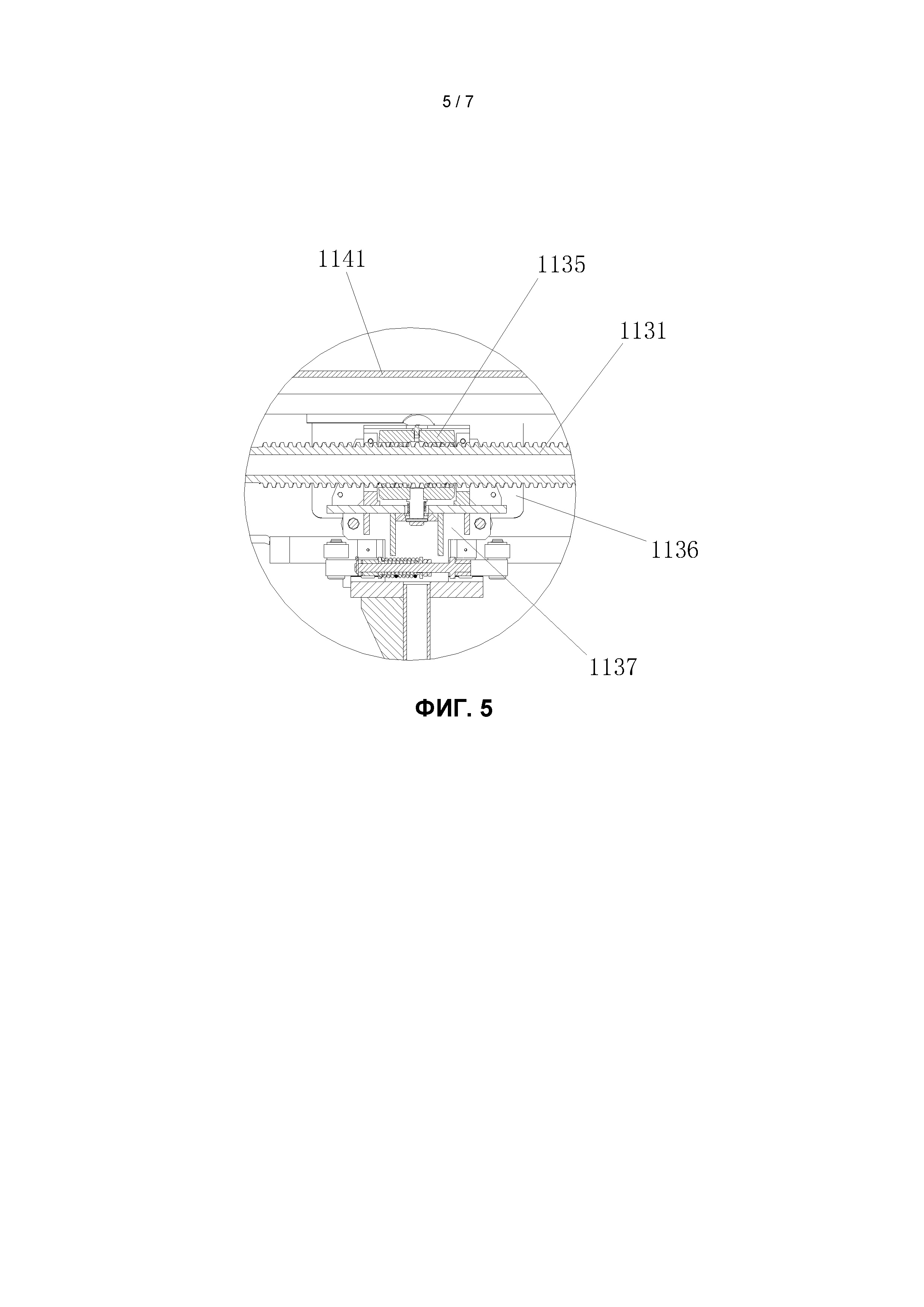
[0036] на ФИГ. 5 представлен частичный увеличенный вид позиции А на ФИГ. 4;
[0037] на ФИГ. 6 представлен вид в разрезе, выполненный вдоль направления В-В на ФИГ. 4; и
[0038] на ФИГ. 7 представлен частичный увеличенный вид позиции поворотного узла по ФИГ. 6.
[0039] Ссылочные обозначения для известного технического решения:
[0040] 901: транспортировочный роликовый стол на входной стороне; 902: поворотный роликовый стол на входной стороне; 903: нажимная пластина на входной стороне; 904: подающий ролик на входной стороне;
905: прокатный ролик;
906: подающий ролик на выходной стороне;
907: поворотный роликовый стол на выходной стороне;
908: нажимная пластина на выходной стороне;
909: транспортировочный роликовый стол на выходной стороне и
910: прокатываемое изделие.
[0041] Ссылочные обозначения для настоящего раскрытия:
[0042] 1: поворотный роликовый стол на входной стороне; 2: прокатный ролик;
3: поворотный роликовый стол на выходной стороне;
4: транспортировочный роликовый стол на входной стороне;
5: подающий ролик на входной стороне;
6: подающий ролик на выходной стороне;
7: транспортировочный роликовый стол на выходной стороне;
8: направляющая на входной стороне;
811: нажимная пластина на входной стороне;
9: направляющая на выходной стороне;
911: нажимная пластина на выходной стороне;
10: прокатываемое изделие;
11: позиционирующее устройство лазерного обеспечения линейности;
111: лазерный излучатель;
112: поворотный узел;
1121: второй корпус;
1122: приводной компонент;
11221: приводной вал;
11222: второй приводной двигатель;
11223: второй кодовый датчик положения;
11224: приводное зубчатое колесо;
11225: первая позиционирующая шпонка на лыске;
11226: первый верхний подшипник;
11227: первый нижний подшипник;
1123: ведомый компонент;
11231: ведомый вал;
11232: ведомое зубчатое колесо;
11233: вторая позиционирующая шпонка на лыске;
11234: второй верхний подшипник;
11235: второй нижний подшипник;
113: траверсный узел;
1131: компонент направления перемещения;
1132: первый приводной двигатель;
1133: первый кодовый датчик положения;
1134: муфта;
1135: гайка;
1136: первый корпус;
1137: соединительная рама;
114: монтажная рама;
1141: соединительный держатель;
1142: клетьевая стойка;
115: установочный стержень;
116: решетчатый излучатель и
12: поворотный роликовый стол.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0043] Чтобы иметь более ясное представление о технических признаках, объектах и обеспечиваемых результатах настоящего раскрытия, далее будут описаны конкретные варианты реализации настоящего раскрытия со ссылкой на чертежи.
[0044] Первый вариант реализации
[0045] Как изображено на ФИГ. 3, настоящее раскрытие обеспечивает производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности, содержащее: позиционирующее устройство 11 лазерного обеспечения линейности и поворотный роликовый стол 12, причем позиционирующее устройство 11 лазерного обеспечения линейности может позиционировать прокатываемое изделие 10 посредством лучей лазерного излучения, испускаемых в наружном направлении так, что между осевой линией прокатываемого изделия 10 и осевой линией прокатки образован заданный угол, позиционирующее устройство 11 лазерного обеспечения линейности расположено выше поворотного роликового стола 12 и может перемещаться в поперечном направлении на соответствующем поворотном роликовом столе 12, а поворотный роликовый стол выполнен с возможностью приведения в движение прокатываемого изделия 10 с его поворотом на заданный угол. Согласно настоящему раскрытию позиционирующее устройство 11 лазерного обеспечения линейности, выполненное с возможностью испускания лучей лазерного излучения для позиционирования заданного угла прокатываемого изделия 10, расположено на поворотном роликовом столе 12 производственной линии горячей прокатки. Заданный угол, образованный осевой линией прокатываемого изделия 10 и осевой линией прокатки, предварительно калибруют посредством лучей лазерного излучения, испускаемых позиционирующим устройством 11 лазерного обеспечения линейности, когда прокатываемое изделие 10 проходит через поворотный роликовый стол 12. Когда прокатываемое изделие 10 проходит через такое положение, оператор может вполне естественно наблюдать, достигает ли заданный угол прокатываемого изделия заданного стандартного значения, что способствует своевременной и точной регулировке заданного угла прокатываемого изделия 10, отвечает требованию к установочному направлению прокатываемого изделия 10, сокращает время регулировки угла прокатываемого изделия 10, предотвращает любые столкновения и удары между прокатываемым изделием 10 и другими компонентами во время установки угла наклона и значительно улучшает производственный ритм и эффективность производства.
[0046] При этом производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности также содержит обычные устройства, такие как множество транспортировочных роликовых столов, боковая направляющая, подающий ролик и прокатный стан, которые взаимодействуют с позиционирующим устройством 11 лазерного обеспечения линейности и поворотным роликовым столом 12 для чистовой прокатки прокатываемого изделия 10.
[0047] В частности, как изображено на ФИГ. 3, поворотный роликовый стол 12 содержит поворотный роликовый стол 1 на входной стороне, прокатный ролик 2 и поворотный роликовый стол 3 на выходной стороне. Имеется по меньшей мере два набора позиционирующих устройств 11 лазерного обеспечения линейности. Два набора позиционирующих устройств 11 лазерного обеспечения линейности соответственно расположены на поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне. Между выпускным концом поворотного роликового стола 1 на входной стороне и впускным концом поворотного роликового стола 3 на выходной стороне расположен прокатный ролик 2. Соответствующие позиционирующие устройства 11 лазерного обеспечения линейности соответственно расположены на поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне и могут перемещаться на нем в поперечном направлении, с тем чтобы приспосабливаться к положению прокатываемого изделия 10. Позиционирующее устройство 11 лазерного обеспечения линейности устанавливает заданный угол прокатываемого изделия 10 посредством лучей лазерного излучения, испускаемых в наружном направлении. Поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне производственной линии горячей прокатки соответственно обеспечены позиционирующим устройством 11 лазерного обеспечения линейности, выполненного с возможностью испускания лучей лазерного излучения для позиционирования заданного угла прокатываемого изделия 10. Когда прокатываемое изделие 10 проходит через поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне, заданный угол прокатываемого изделия 10 может быть предварительно откалиброван позиционирующим устройством 11 лазерного обеспечения линейности для улучшения точности образования заданного угла между осевой линией прокатываемого изделия 10 и осевой линией прокатки.
[0048] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 4, позиционирующее устройство 11 лазерного обеспечения линейности содержит лазерный излучатель 111, поворотный узел 112, траверсный узел 113 и монтажную раму 114. Монтажная рама 114 расположена с фиксацией выше поворотного роликового стола 12. Траверсный узел 113 расположен с фиксацией на верхней части монтажной рамы 114. Поворотный узел 112 расположен с возможностью перемещения на нижней части траверсного узла 113 вдоль траверсного узла 113. Ниже поворотного узла 112 в вертикальном направлении расположен установочный стержень 115. Верхний конец установочного стержня 115 соединен с нижней частью поворотного узла 112, а нижний конец установочного стержня 115 проходит в направлении поворотного роликового стола 12. Лазерный излучатель 111 расположен с возможностью поворота на установочном стержне 115. Траверсный узел 113 может приводить в движение поворотный узел 112 с его перемещением на траверсном узле 113, так что лазерный излучатель 111 выполнен подвижным в горизонтальном направлении для регулировки положения лазерного излучателя 111 в горизонтальном направлении. Поворотный узел 112 может приводить в движение лазерный излучатель 111 с его поворотом для регулировки направления испускания лучей лазерного излучения, с тем чтобы точно позиционировать прокатываемое изделие 10.
[0049] В этом варианте реализации лазерный излучатель 111 поворачивается посредством установочного стержня 115 через вращающийся вал, и направление установки вращающегося вала перпендикулярно направлению установки установочного стержня 115. Лазерный излучатель 111 выполнен с возможностью поворота на вращающемся валу и взаимодействия с поворотным узлом 112 для регулировки направления испускания лучей лазерного излучения.
[0050] Кроме того, как изображено на ФИГ. 3 и 4, два поворотных узла 112 могут быть расположены на нижней части каждого из траверсных узлов 113, а установочный стержень 115 и лазерный излучатель 111 расположены ниже каждого из поворотных узлов 112. Два параллельных луча лазерного излучения могут быть испущены двумя лазерными излучателями 111 для позиционирования обеих сторон прокатываемого изделия 10, что улучшает точность регулировки заданного угла прокатываемого изделия 10.
[0051] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 4 и 6, позиционирующее устройство 11 лазерного обеспечения линейности также содержит решетчатый излучатель 116, который расположен с возможностью поворота на установочном стержне 115 и размещен ниже лазерного излучателя 111. Прокатываемое изделие 10 не только может быть расположено непосредственно с помощью лучей лазерного излучения, но и может быть расположено в направлении распространения светового пятна с полосами решетчатым излучателем 116, взаимодействующим с лазерным излучателем 111, с образованием светового пятна с полосами на поворотном роликовом столе 12.
[0052] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 4 и 5, монтажная рама 114 содержит соединительный держатель 1141, расположенный в горизонтальном направлении, и две клетьевые стойки 1142, расположенные в вертикальном направлении и соответственно на двух сторонах поворотного роликового стола 12. Нижние концы клетьевых стоек 1142 закреплены на монтажной плоскости, верхний конец одной клетьевой стойки 1142 соединен с одним концом соединительного держателя 1141, верхний конец другой клетьевой стойки 1142 соединен с другим концом соединительного держателя 1141. Траверсный узел 113 расположен на соединительном держателе 1141. Посредством установки монтажной рамы 114 обеспечено размещение лазерного излучателя 111 выше поворотного роликового стола 12, с тем чтобы соответствовать требованию к позиционированию прокатываемого изделия 10.
[0053] Кроме того, как изображено на ФИГ. 6, соединительный держатель 1141 является цилиндрической конструкцией, расположенной в горизонтальном направлении, и компонент 1131 направления перемещения расположен внутри соединительного держателя 1141. Нижняя часть соединительного держателя 1141 обеспечена отверстием в направлении длины соединительного держателя 1141, так что компонент 1131 направления перемещения может быть соединен с лазерным излучателем 111 ниже соединительного держателя 1141.
[0054] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 4-6, траверсный узел 113 содержит компонент 1131 направления перемещения и первый приводной двигатель 1132. Компонент 1131 направления перемещения расположен на соединительном держателе 1141 в горизонтальном направлении. Между каждой из двух сторон компонента 1131 направления перемещения возле его концевой части и соединительным держателем 1141 расположен подшипник. Один конец компонента 1131 направления перемещения соединен с выходным валом первого приводного двигателя 1132 через муфту 1134, а другой конец компонента 1131 направления перемещения соединен с первым кодовым датчиком 1133 положения. Первый приводной двигатель 1132 приводит в движение компонент 1131 направления перемещения с его поворотом для регулировки положения лазерного излучателя 111 на компоненте 1131 направления перемещения, тем самым изменяя положение лазерного излучателя 111 в горизонтальном направлении. Первый кодовый датчик 1133 положения может записывать скорость поворота и направление поворота компонента 1131 направления перемещения в реальном времени, с тем чтобы получать информацию о положении лазерного излучателя 111 в горизонтальном направлении.
[0055] Кроме того, компонент 1131 направления перемещения может иметь, но не ограничиваясь этим, конструкцию с ходовым винтом, на который надета гайка 1135, или шарико-винтовую пару с ходовым винтом.
[0056] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 4-6, траверсный узел 113 также содержит первый корпус 1136 и соединительную раму 1137, причем первый корпус 1136 надет с возможностью перемещения на компонент 1131 направления перемещения, верхняя часть соединительной рамы 1137 соединена с нижней частью первого корпуса 1136, а поворотный узел 112 расположен на нижней части соединительной рамы 1137.
[0057] В частности, как изображено на ФИГ. 5 и 6, первый корпус 1136 обеспечен вмещающей полостью, в которой гайка 1135 расположена с фиксацией на конструкции с ходовым винтом. Во время поворота ходового винта первый корпус 1136 перемещается синхронно с гайкой 1135 на ходовом винте.
[0058] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 4, 6 и 7, поворотный узел 112 содержит второй корпус 1121, приводной компонент 1122 и ведомый компонент 1123. Приводной компонент 1122 и ведомый компонент 1123 расположены во втором корпусе 1121, причем приводной компонент 1122 содержит приводной вал 11221, приводное зубчатое колесо 11224 и второй приводной двигатель 11224, приводной вал 11221 расположен с фиксацией во втором корпусе 1121 в вертикальном направлении, второй приводной двигатель 11222 размещен ниже приводного вала 11221, нижний конец приводного вала 11221 соединен с выходным валом второго приводного двигателя 11222, причем приводное зубчатое колесо 11224 надето с фиксацией на среднюю часть приводного вала 11221. Ведомый компонент 1123 содержит ведомый вал 11231 и ведомое зубчатое колесо 11232, причем ведомый вал 11231 расположен с фиксацией во втором корпусе 1121 и параллелен приводному валу 11221. Ведомое зубчатое колесо 11232 надето с фиксацией на среднюю часть ведомого вала 11231, ведомое зубчатое колесо 11232 зацеплено с приводным зубчатым колесом 11224, и нижний конец ведомого вала 11231 соединен с верхним концом установочного стержня 115. Второй приводной двигатель 11222 приводит в движение приводной вал 11221 с его поворотом так, чтобы приводить в движение ведомый вал 11231 с поворотом зацепленным приводным зубчатым колесом 11224 и ведомым зубчатым колесом 11232 и затем приводить в движение лазерный излучатель 111 с его поворотом посредством ведомого вала 11231, тем самым регулируя направление испускания лучей лазерного излучения.
[0059] В этом варианте реализации, как изображено на ФИГ. 7, второй приводной двигатель 11222 соединен со вторым кодовым датчиком 11223 положения. С помощью второго кодового датчика 11223 положения скорость поворота и направление поворота приводного вала 11221 могут быть записаны в реальном времени, с тем чтобы получать информацию об угле испускания лазерного излучателя 111.
[0060] Кроме того, между приводным валом 11221 и приводным зубчатым колесом 11224 расположена первая позиционирующая шпонка 11225 на лыске, а между ведомым валом 11231 и ведомым зубчатым колесом 11232 расположена вторая позиционирующая шпонка 11233 на лыске. Обеспечены стабильное соединение между приводным зубчатым колесом 11224 и приводным валом 11221 и стабильное соединение между ведомым зубчатым колесом 11232 и ведомым валом 11231.
[0061] Кроме того, первый верхний подшипник 11226 расположен между верхним концом приводного вала 11221 и вторым корпусом 1121, и первый нижний подшипник 11227 расположен между нижним концом приводного вала 11221 и вторым корпусом 1121. Второй верхний подшипник 11234 расположен между верхним концом ведомого вала 11231 и вторым корпусом 1121, и второй нижний подшипник 11235 расположен между нижним концом ведомого вала 11231 и вторым корпусом 1121.
[0062] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 3, поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне образованы множеством первых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, при этом каждый из первых роликовых столов соединен с двигателем первого роликового стола, и соседние двигатели первых роликовых столов выполнены с возможностью приведения в движение соответствующих первых роликовых столов с их поворотом в одном и том же направлении или в противоположных направлениях. Посредством управления направлением поворота и скоростью поворота каждого из первых роликовых столов можно обеспечить плавный поворот прокатываемого изделия 10 на заданный угол.
[0063] Кроме того, когда направления поворота соседних первых роликовых столов на поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне противоположны друг другу, первые роликовые столы могут быть сгруппированы по нечетным и четным числам, причем первые роликовые столы в одной и той же нечетной или четной группе поворачиваются в одном и том же направлении, при этом первые роликовые столы в нечетной группе и первые роликовые столы в четной группе поворачиваются в противоположных направлениях (т.е. два соседних первых роликовых стола поворачиваются в противоположных направлениях, а два первых роликовых стола с одним первым роликовым столом между ними поворачиваются в одном и том же направлении).
[0064] В частности, двигатели первых роликовых столов могут быть расположены на одной и той же стороне или с обеих сторон поворотного роликового стола 1 на входной стороне и поворотного роликового стола 3 на выходной стороне при условии, что это удобно для управления поворотным роликовым столом 1 на входной стороне и поворотным роликовым столом 3 на выходной стороне. Когда необходимо управлять поворотом первых роликовых столов в одном и том же направлении в поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне, с каждым из двигателей первых роликовых столов может быть соединена распределительная коробка передач так, чтобы централизованно управлять поворотом первых роликовых столов в одном и том же направлении, или каждый из первых роликовых столов по отдельности соединен с одним из двигателей первых роликовых столов так, чтобы независимо управлять каждым из первых роликовых столов.
[0065] Кроме того, поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне могут быть соединены с двигателем первого роликового стола различными способами соединения для обеспечения передачи:
[0066] первый способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом через муфту;
[0067] второй способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом через удлинительный вал;
[0068] третий способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор и муфту;
[0069] четвертый способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор и удлинительный вал;
[0070] пятый способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор, распределительную коробку передач и муфту;
[0071] шестой способ соединения: выходной вал двигателя первого роликового стола соединен с первым роликовым столом последовательно через редуктор, распределительную коробку передач и удлинительный вал.
[0072] В частности, удлинительный вал может представлять собой, но не ограничиваясь этим, соединительный вал с ползуном, соединительный вал с барабанной муфтой или комбинированный соединительный вал.
[0073] В частности, как изображено на ФИГ. 3, каждая из двух сторон поворотного роликового стола 1 на входной стороне обеспечена направляющей 8 на входной стороне, которая обеспечена нажимной пластиной 811 на входной стороне, и направляющая 8 на входной стороне может управлять нажимной пластиной 811 на входной стороне с перемещением в направлении средней части поворотного роликового стола 1 на входной стороне. Каждая из двух сторон поворотного роликового стола 3 на выходной стороне обеспечена направляющей 9 на выходной стороне, которая обеспечена нажимной пластиной 911 на выходной стороне, и направляющая 9 на выходной стороне может управлять нажимной пластиной 911 на выходной стороне с перемещением в направлении средней части поворотного роликового стола 3 на выходной стороне. После поворота прокатываемого изделия 10 на заданный угол прокатываемое изделие 10 толкают в положение лучей лазерного излучения посредством направляющей 8 на входной стороне и направляющей 9 на выходной стороне так, чтобы определить угол поворота прокатываемого изделия 10.
[0074] Кроме того, как изображено на ФИГ. 3, между выпускным концом поворотного роликового стола 1 на входной стороне и прокатным роликом 2 расположен подающий ролик 5 на входной стороне, а между прокатным роликом 2 и впускным концом поворотного роликового стола 3 на выходной стороне расположен подающий ролик 6 на выходной стороне. Подающий ролик 5 на входной стороне и подающий ролик 6 на выходной стороне образованы множеством вторых роликовых столов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из вторых роликовых столов обеспечена двигателем второго роликового стола, посредством которого обеспечено приведение в действие второго роликового стола для поворота, и концевая часть второго роликового стола соединена с выходным валом двигателя второго роликового стола. Подающий ролик 5 на входной стороне и подающий ролик 6 на выходной стороне обеспечивают плавные подведение прокатываемого изделия 10 к прокатному ролику 2 и отведение прокатываемого изделия 10 от прокатного ролика 2, что обеспечивает плавную прокатку прокатываемого изделия 10.
[0075] В одном применяемом при необходимости варианте реализации настоящего раскрытия, как изображено на ФИГ. 3, производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности также содержит транспортировочный роликовый стол 4 на входной стороне и транспортировочный роликовый стол 7 на выходной стороне, причем выпускной конец транспортировочного роликового стола 4 на входной стороне соединен с впускным концом поворотного роликового стола 1 на входной стороне, а впускной конец транспортировочного роликового стола 7 на выходной стороне соединен с выпускным концом поворотного роликового стола 3 на выходной стороне. Транспортировочный роликовый стол 4 на входной стороне и транспортировочный роликовый стол 7 на выходной стороне образованы множеством третьих роликовых столов, расположенных сторона к стороне в горизонтальном направлении, одна сторона каждого из третьих роликовых столов обеспечена двигателем третьего роликового стола, посредством которого обеспечено приведение в действие третьего роликового стола для поворота, и концевая часть третьего роликового стола соединена с выходным валом двигателя третьего роликового стола. Плавные подведение и отведение прокатываемого изделия 10 обеспечены транспортировочным роликовым столом 4 на входной стороне и транспортировочным роликовым столом 7 на выходной стороне.
[0076] Во время работы производственного оборудования участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности согласно настоящему раскрытию, когда прокатываемое изделие 10 поступает в прокатный ролик 2 через поворотный роликовый стол 1 на входной стороне, согласно требованиям к углу для производственного процесса прокатки под углом, позиционирующее устройство 11 лазерного обеспечения линейности на поворотном роликовом столе 1 на входной стороне испускает лучи лазерного излучения на участок поворотного роликового стола 1 на входной стороне для установки заданного угла прокатываемого изделия 10. Когда прокатываемое изделие 10 поворачивается через поворотный роликовый стол 1 на входной стороне с перемещением в установочное положение лучей лазерного излучения позиционирующего устройства 11 лазерного обеспечения линейности, при этом между осевой линией прокатываемого изделия 10 и осевой линией прокатки образован заданный угол, так что прокатка прокатываемого изделия в прямом направлении может быть завершена. Когда прокатываемое изделие 10 поступает в прокатный ролик 2 через поворотный роликовый стол 3 на выходной стороне после прокатки в прямом направлении, согласно требованиям к углу для производственного процесса прокатки под углом, позиционирующее устройство 11 лазерного обеспечения линейности на поворотном роликовом столе 3 на выходной стороне испускает лучи лазерного излучения на участок поворотного роликового стола 3 на выходной стороне для установки заданного угла прокатываемого изделия 10. Когда прокатываемое изделие 10 поворачивается через поворотный роликовый стол 3 на выходной стороне с перемещением в установочное положение позиционирующего устройства 11 лазерного обеспечения линейности, заданный угол снова образуется между осевой линией прокатываемого изделия 10 и осевой линией прокатки, так что прокатка прокатываемого изделия 10 в обратном направлении может быть завершена. Прокатываемое изделие 10 может быть прямо выведено или подвергнуто последующей обычной продольной прокатке после многократных прокаток в прямом и обратном направлениях под углом согласно требованиям к производственному процессу.
[0077] Характеристиками и преимуществами производственного оборудования участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности согласно настоящему раскрытию являются следующее.
[0078] В производственном оборудовании участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности указанные позиционирующие устройства 11 лазерного обеспечения линейности, выполненные с возможностью испускания лучей лазерного излучения для позиционирования заданного угла прокатываемого изделия 10, расположены соответственно на поворотном роликовом столе 1 на входной стороне и поворотном роликовом столе 3 на выходной стороне. Заданный угол прокатываемого изделия 10 предварительно калибруют посредством лучей лазерного излучения, испускаемых позиционирующими устройствами 11 лазерного обеспечения линейности, когда прокатываемое изделие 10 проходит через поворотный роликовый стол 1 на входной стороне и поворотный роликовый стол 3 на выходной стороне. Когда прокатываемое изделие 10 проходит через такое положение, оператор может визуально наблюдать, достигает ли заданный угол прокатываемого изделия заданного стандартного значения, что способствует своевременной и точной регулировке заданного угла прокатываемого изделия 10, отвечает требованию к установочному направлению прокатываемого изделия 10, сокращает время регулировки угла прокатываемого изделия 10, предотвращает любые столкновения и удары между прокатываемым изделием 10 и другими компонентами во время установки угла наклона и значительно улучшает производственный ритм и эффективность производства.
[0079] Второй вариант реализации
[0080] Настоящее раскрытие обеспечивает производственную линию горячей прокатки, содержащую участок установки прокатного стана, на котором расположено вышеупомянутое производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности.
[0081] В одном применяемом при необходимости варианте реализации настоящего раскрытия участок установки прокатного стана является участком прокатного стана одиночной подачи, на котором расположено производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности, причем прокатный стан расположен на участке прокатного стана одиночной подачи так, чтобы обеспечить выход прокатываемого изделия 10 после завершения его черновой прокатки и чистовой прокатки.
[0082] Еще в одном применяемом при необходимости варианте реализации настоящего раскрытия участок установки прокатного стана является участком двухклетевого прокатного стана, то есть участок установки прокатного стана содержит участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки, причем выпускной конец участка прокатного стана для черновой прокатки соединен с впускным концом участка прокатного стана для чистовой прокатки, и участок прокатного стана для черновой прокатки и/или участок прокатного стана для чистовой прокатки обеспечены производственным оборудованием участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности. При этом участок прокатного стана для черновой прокатки и участок прокатного стана для чистовой прокатки обеспечены одним прокатным станом, соответственно, и прокатываемое изделие 10 проходит через участок прокатного стана для черновой прокатки для осуществления обработки в виде черновой прокатки, затем проходит через участок прокатного стана для чистовой прокатки для осуществления обработки в виде чистовой прокатки и в завершении выводится.
[0083] Характеристиками и преимуществами производственной линии горячей прокатки согласно настоящему раскрытию являются следующее.
[0084] В производственной линии горячей прокатки участок установки прокатного стана обеспечен производственным оборудованием участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности, посредством которого может быть откалиброван заданный угол прокатываемого изделия 10 во время его прокатки, что упрощает для оператора регулировку заданного угла прокатываемого изделия 10 во время его прокатки, эффективно отвечает требованиям процесса прокатки и содействует повышению эффективности производства производственной линии горячей прокатки.
[0085] Выше описаны только конкретные варианты реализации настоящего раскрытия, которые не предназначены для ограничения объема настоящего раскрытия. Любые эквивалентные изменения и модификации, сделанные специалистами в данной области без отклонения от концепции и принципа настоящего раскрытия, следует считать подпадающими под объем защиты настоящего раскрытия.
Реферат
Группа изобретений относится к области прокатных станов горячей прокатки. Производственное оборудование участка прокатного стана с позиционирующим устройством лазерного обеспечения линейности для регулирования угла прокатываемого изделия (10) содержит по меньшей мере два позиционирующих устройства (11) лазерного обеспечения линейности и поворотный роликовый стол (12). Каждое из по меньшей мере двух позиционирующих устройств (11) лазерного обеспечения линейности выполнено с возможностью позиционирования прокатываемого изделия (10) посредством лучей лазерного излучения, испускаемых в наружном направлении, так что между осевой линией прокатываемого изделия (10) и осевой линией прокатки образован заданный угол. Каждое из по меньшей мере двух позиционирующих устройств (11) лазерного обеспечения линейности расположено выше поворотного роликового стола (12) и выполнено с возможностью перемещения в поперечном направлении на соответствующем поворотном роликовом столе (12). Поворотный роликовый стол (12) выполнен с возможностью приведения в движение прокатываемого изделия (10) с его поворотом на заданный угол. Производственная линия горячей прокатки для регулирования угла прокатываемого изделия (10) содержит участок установки прокатного стана. Участок установки прокатного стана обеспечен производственным оборудованием участка прокатного стана с вышеописанным позиционирующим устройством лазерного обеспечения линейности. Обеспечивается повышение скорости и точности при регулировке заданного угла прокатываемого изделия, проходящего через прокатный стан. 2 н. и 13 з.п. ф-лы, 7 ил.

Формула
Документы, цитированные в отчёте о поиске
Устройство для выравнивания плоских металлических заготовок
Комментарии