Прокатный стан и способ прокатки заготовок на прокатном стане - RU2170151C2
Код документа: RU2170151C2
Чертежи
Описание
Настоящее изобретение относится в основном к прокатному стану для непрерывного производства горячекатаных стальных прутков, катанок и подобных изделий и, в частности, относится к усовершенствованию, позволяющему экономно использовать существующие прокатные станы для проката крупногабаритных заготовок без необходимости перемещения или существенной переделки нагревательной печи для заготовок, а также к способу прокатки заготовок на указанном стане.
В настоящее время производители катанок сталкиваются с увеличивающимся спросом на крупногабаритные массивные бунты (пакеты, связки) катанки или проката круглого сечения и требованием улучшенных металлургических свойств катанок по всему сечению. Прокат более длинных заготовок сможет удовлетворить первую потребность, но не вторую. Прокат заготовок стандартной длины с увеличенными сечениями удовлетворяют обе потребности.
Бунты получаются более габаритными и массивными, а требующееся более высокое полное обжатие крупных заготовок в калиброванные катанки обеспечивает получение однородных металлургических свойств катанок от их поверхности до центра.
Наиболее близким техническим решением по совокупности существенных признаков и достигаемому результату является прокатный стан, известный из авторского свидетельства СССР N 839623 (кл. B 21 B 1/16, 23.06.81).
Известный стан содержит печь для нагрева заготовок до повышенной температуры прокатки, клети для черновой, промежуточной и окончательной прокатки, расположенные со стороны выхода из печи, а также толкающее устройство для выталкивания нагретых заготовок из печи.
В вышеописанном прокатном стане входной конец секции черновой прокатки расположен вблизи выходного окна нагревательной печи для заготовок. Это позволяет начинать прокатку, как только заготовка выходит из печи, при минимальных потерях тепла. Однако, если оператору потребуется использовать для проката заготовки увеличенного сечения, на линии проката не окажется места, достаточного для размещения дополнительных клетей, необходимых для проката заготовок увеличенного сечения до размеров, пригодных для продолжения проката в остальных секциях существующего стана.
Указанное пространство может быть высвобождено путем перемещения или существенной переделки печи или путем перекомпоновки оборудования вдоль прокатной линии. Однако расходы на осуществление этих мер, которые складываются из капитальных затрат и потерь рабочего времени, очень высоки и в большинстве случаев неприемлемы.
В основу настоящего изобретения положена задача создания такого расположения оборудования и способа прокатки, которые позволяют прокатывать на существующем стане более крупные заготовки без существенной переделки или перемещения нагревательной печи для заготовок при минимальных потерях рабочего времени.
Поставленная задача решается тем, что прокатный стан, содержащий печь для нагрева заготовок до повышенной температуры прокатки, клети для черновой, промежуточной и окончательной прокатки, расположенные со стороны выхода из печи, толкающее устройство для выталкивания нагретых заготовок из печи, согласно изобретению снабжен установленными со стороны входа в печь секцией обжима с клетями для получения катанки с уменьшенной площадью поперечного сечения, передаточным устройством, обеспечивающим перемещение катанки через печь в сторону выхода из печи для прокатки катанки в клетях черновой, промежуточной и окончательной прокатки, при этом толкающее устройство размещено со стороны выхода из печи для выталкивания заготовок в клети секции обжима.
В вышеописанной конструкции прокатного стана нагревательная печь для заготовок на своей тыльной, дальней, стороне стана имеет второе окно. Второе окно совпадает с первым окном, расположенным на передней, ближней, стороне стана. С тыльной стороны печи, где имеется много доступного или легко обеспечиваемого без затрагивания существующего оборудования пространства, установлены дополнительные обжимные черновые клети. В эти клети из печи через второе окно выбрасывают в осевом направлении для прокатки нагретые заготовки. Обжатые в указанных клетях заготовки с уменьшенной площадью поперечного сечения возвращаются затем назад через второе и первое окна печи для продолжения прокатки в остальных секциях существующего прокатного стана.
Предпочтительно в печи выполнить соосные между собой окна, расположенные соответственно со сторон входа и выхода, при этом нагретые заготовки выталкивать толкающим устройством через окно со стороны выхода из печи, а катанку направлять обратно через печь со стороны входа.
Рекомендуется стан снабдить размещенным со стороны входа в печь и в печи рольгангом, проходящим через окна, а клети секции обжима разместить вдоль линии прокатки и параллельно рольгангу.
Целесообразно, чтобы передаточное устройство содержало средство для передачи катанки в бок с выходного рольганга на рольганг.
Не менее предпочтительно стан снабдить промежуточным рольгангом, размещенным между рольгангом и входным рольгангом секции обжима и средством для передачи заготовок вбок с промежуточного рольганга на входной рольганг, при этом нагретые заготовки из печи толкающим устройством выталкивать на промежуточный рольганг.
Поставленная задача решается также тем, что в способе прокатки заготовок в прокатном стане, включающем нагрев заготовок до повышенной температуры прокатки в печи с окнами, выполненными со стороны входа и выхода, выталкивание нагретых заготовок вдоль оси прокатки из печи в черновую, промежуточную и окончательную клети прокатки, согласно изобретению перед черновой прокаткой осуществляют прокатку заготовок в секции обжима с клетями, размещенными со стороны входа в печь, обеспечивающей получение катанки с уменьшенной площадью поперечного сечения, последующее перемещение катанки на рольганге через входное и выходное окна печи, а затем проводят черновую, промежуточную и окончательную прокатки катанки.
Другие цели и преимущества изобретения станут более понятны из нижеследующего примера
выполнения и чертежей, на которых:
Фиг. 1 - схема
расположения оборудования известного прокатного стана;
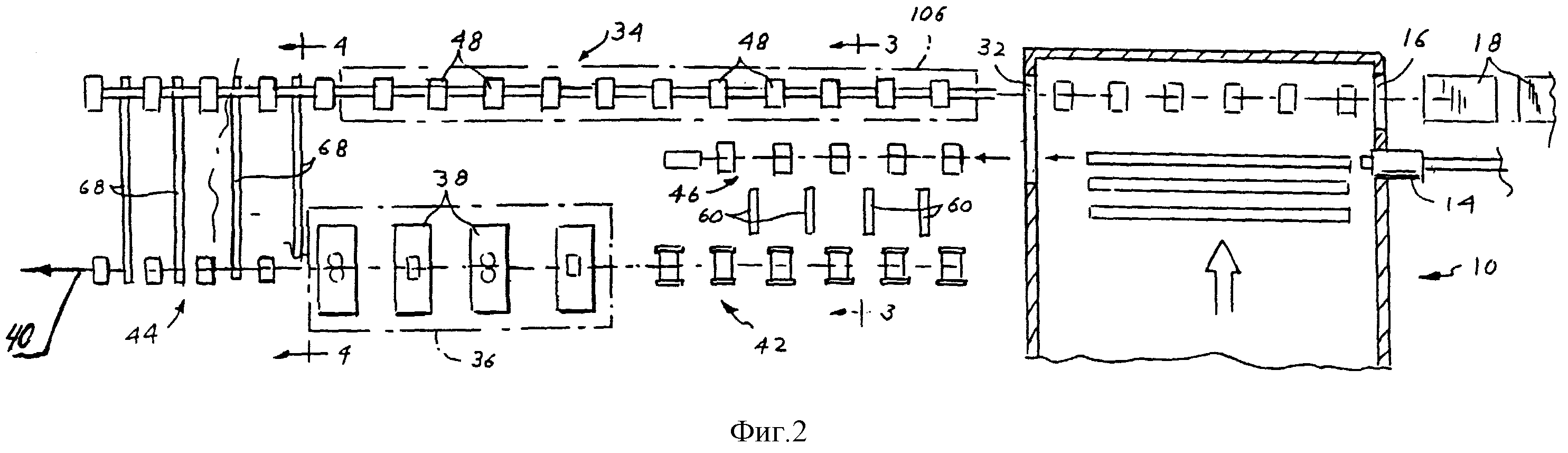
Фиг. 2 - схематичный вид модифицированного прокатного стана, включающего
секцию чернового обжима, в соответствии с настоящим
изобретением;
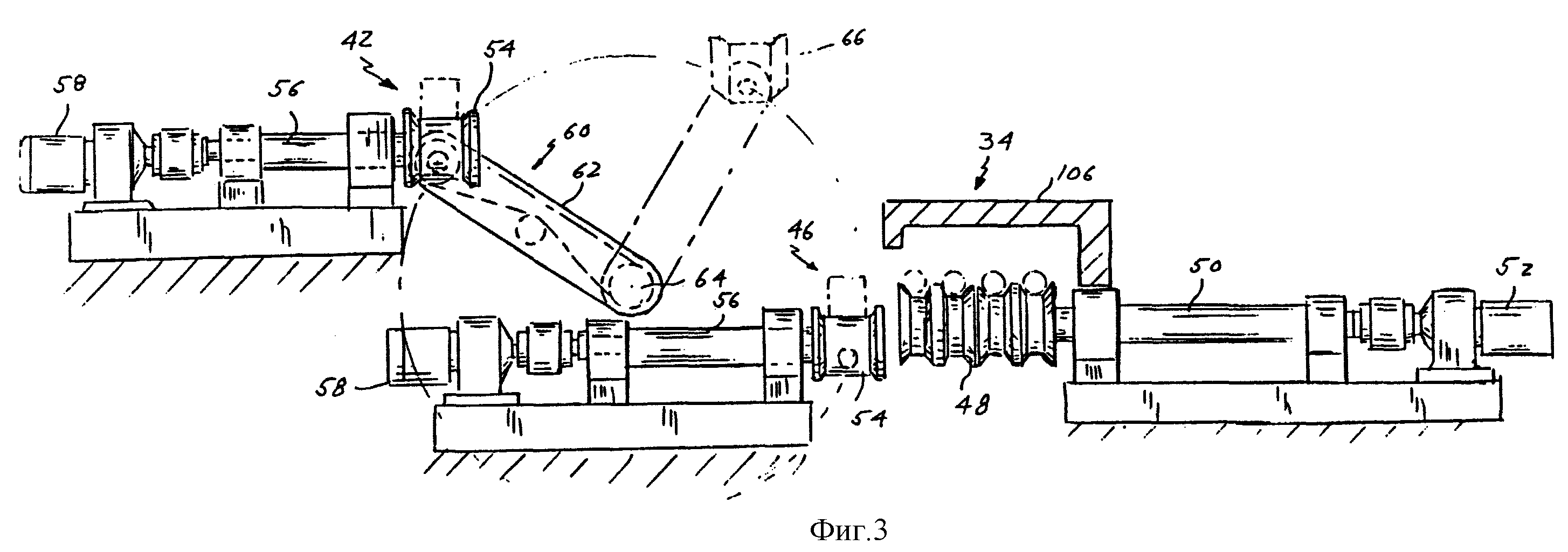
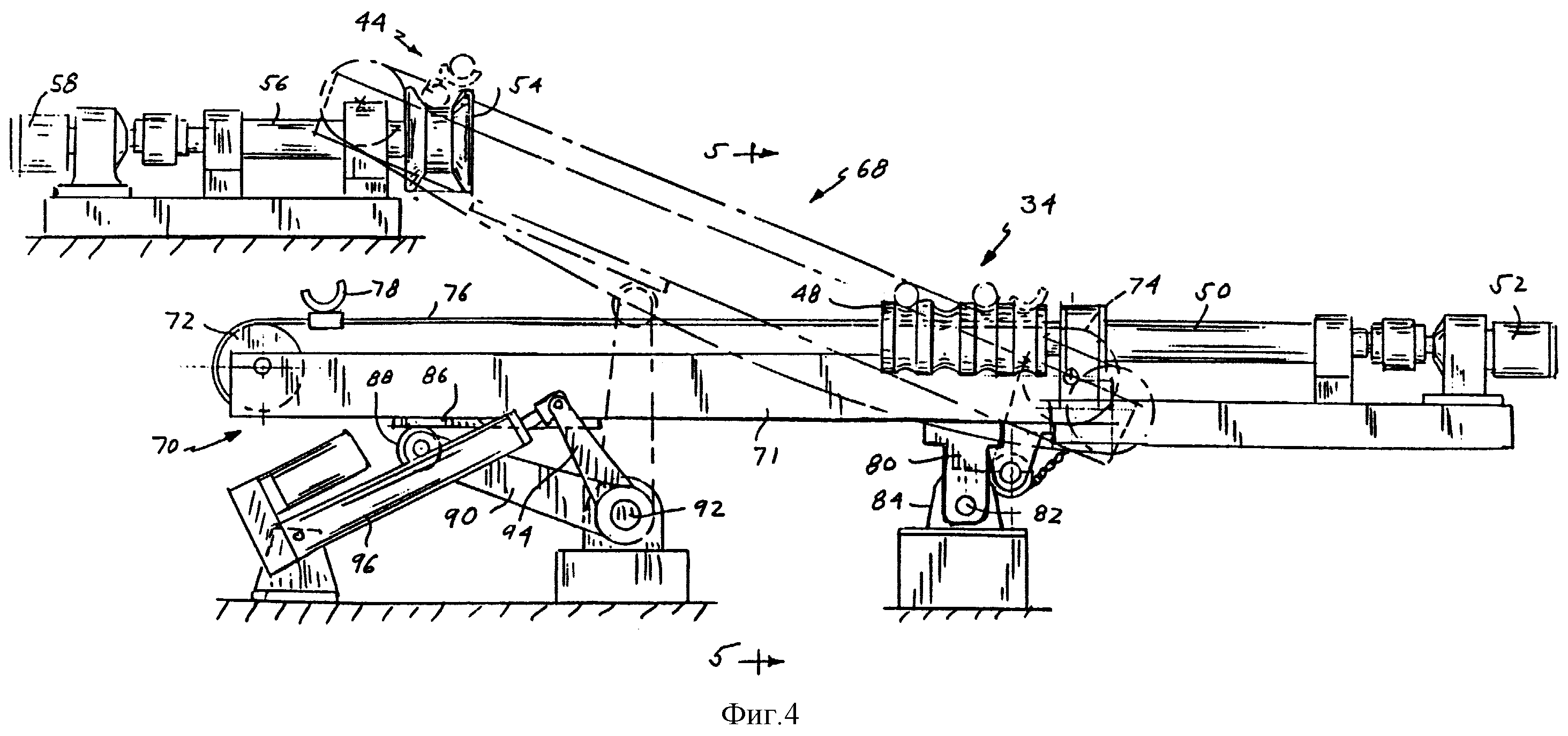
Фиг. 3 и 4 - виды в разрезе, взятые по линии 3-3 и 4-4 на фиг. 2;
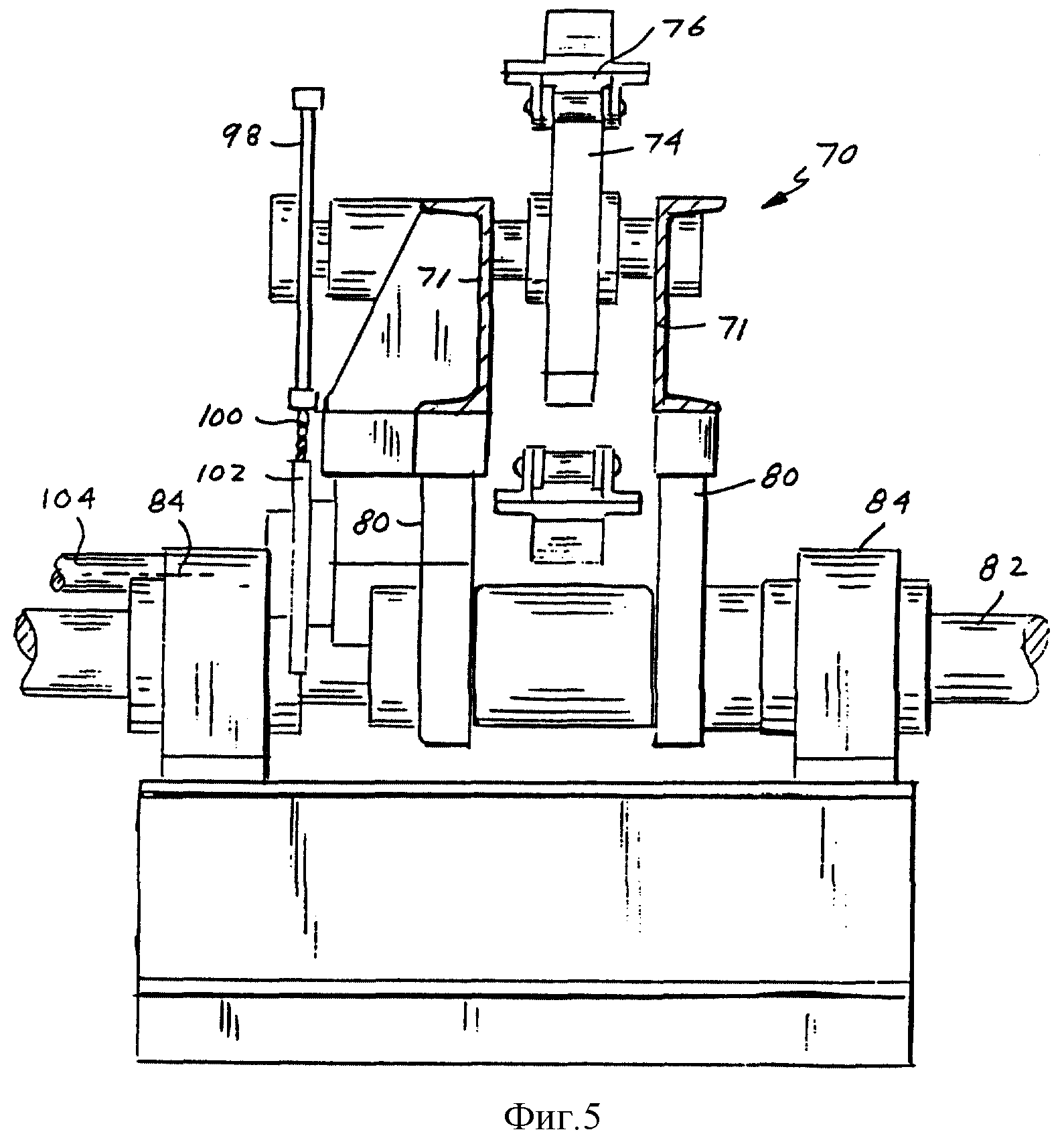
Фиг. 5 - вид в разрезе по линии 5-5, взятый на
фиг. 4.
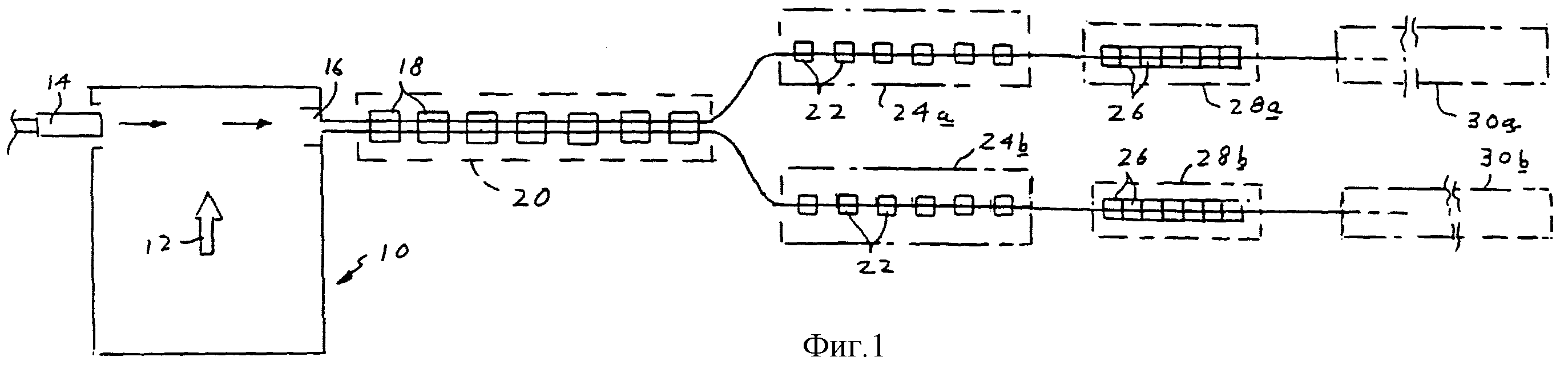
На фиг. 1 схематично показано расположение оборудования известного прокатного стана, содержащего нагревательную печь 10, в которую загружают заготовки через вход 10а, и которые перемещают через печь в направлении стрелки 12. По ходу перемещения заготовок через печь они нагреваются до повышенной температуры прокатки - обычно выше 1100oC. Затем толкающее устройство 14 известной конструкции толкает в осевом направлении через первое окно 16 на первой стороне печи нагретые заготовки для их прокатки в клетях 18 секции 20 чернового обжима стана. В секции 20 заготовки делят на два потока 22 и далее их прокатку осуществляют в каждом потоке в промежуточных секциях 24a и 24b стана. Окончательный прокат выполняют в блоках 26 секций 28a и 28b окончательной прокатки. Далее готовые изделия перед их собиранием в бунты обрабатывают на линиях 30a, 30b охлаждения.
Известно, что между окном 16 печи и началом секции 20 стана обычно очень мало места. Таким образом, если оператору потребуется приспособить стан для прокатки крупных заготовок, то для размещения дополнительных обжимных клетей печь 10 должна быть либо передвинута, либо существенно переделана, что связано с неприемлемым ростом расходов на эти операции.
В соответствии с настоящим изобретением выполнение печи 10 предусматривает наличие второго окна 32 на ее противоположной стороне. Окна 16, 32 соосны между собой и с секцией 20 черновой прокатки стана (фиг. 2-5). Со второй стороны печи через ее второе окно 32 к первому окну 16 проходит рольганг 34.
На второй стороне печи вдоль линии 40 проката расположена секция 36 обжима с клетями 38. На входной и выходной сторонах секции 36 обжима вдоль линии 40 проката расположены входной и выходной рольганги 42, 44 соответственно.
Толкающее устройство 14 помещают у первой стороны печи и располагают так, чтобы оно выталкивало из печи вдоль оси через ее второе окно нагретые заготовки на промежуточный рольганг 46, расположенный в промежуточной позиции между входным рольгангом 42 и рольгангом 34.
Как лучше видно из фиг. 3, рольганг 34 содержит множество валков 48 с несколькими канавками. Валки 48 консольно установлены на валах 50, приводимых во вращение двигателями 52.
Рольганги 42 и 46 содержат одноканавочные валки 54, консольно установленные на валах 56, приводимых во вращение двигателями 58.
Согласованная работа передаточных устройств 60 обеспечивает передачу нагретых заготовок с промежуточного рольганга 46 на входной рольганг 42. Передаточные устройства 60 включают рычаги 62, радиально выступающие от вала 64. Наружные концы рычагов 62 несут седла 66, которые могут поворачиваться относительно рычагов. Поворотом седел управляет стандартная цепная передача, которая поддерживает седла вертикальными при повороте рычагов па 360o. Таким образом, в течение цикла передачи заготовки седла 66 поворачиваются против часовой стрелки с тем, чтобы поднять заготовки с промежуточного рольганга 46 и переместить их на входной рольганг 42.
По входному рольгангу 42 заготовки перемещаются в осевом направлении в секцию 36 обжима, где они прокатываются в круглые катанки с уменьшенной площадью поперечного сечения. Далее катанки поступают на выходной рольганг 44, с которого вторыми передаточными устройствами 68, которые для этого включают в себя специальные средства, они перемещаются вбок на рольганг 34.
Как лучше видно на фиг. 4 и 5, каждое передаточное устройство 68 содержит сориентированную в бок несущую раму 70 с расположенными на ее противоположных концах звездочками 72, 74. Движущаяся вокруг звездочек 72, 74 цепь 76 снабжена одним или более носителями 78. Рама 70 содержит опорные стойки 80, своими нижними концами опирающиеся с возможностью поворота на коленчатый вал 82, установленный на опорных подшипниках 84.
На расположенную ниже несущей рамы 70 опорную плату 86 действует ролик 88, расположенный на конце рычага 90, закрепленного на валу 92. Вращение валу 92 сообщает кривошип 94, связанный с линейным приводом 96.
Как показано на фиг. 5, звездочка 74 установлена на валу, несущем также смежную звездочку 98. Звездочка 98 цепью 100 связана со звездочкой 102, установленной на вращающем ее приводном валу 104. Валы 82, 92 и 104 являются управляющими валами, выборочно вращающимися для обеспечения согласованной работы передаточных устройств 68 через последовательно повторяющиеся интервалы, начиная с позиции, показанной сплошными линиями на фиг. 4, в которой несущая рама 70 с носителями 78 расположена горизонтально под выходным рольгангом 44. Затем срабатывает линейный привод, поворачивая вал 92 по часовой стрелке, который, в свою очередь, через кривошипы 94 поворачивает рычаги 90, которые при повороте поднимают несущие рамы 70 в наклонные положения, показанные на фиг. 4 пунктирными линиями. В результате, катанки захватываются носителями 78 и поднимаются над выходным рольгангом 44.
Затем происходит поворот вала 104, который через звездочки 98, 102 и цепи 100 поворачивает звездочки 74, а те, в свою очередь, через цепи 76 и звездочки 72 опускают носители 78 вниз, в позицию над соответствующей канавкой валков 48 рольганга 34. В то время как катанки перемещаются носителями 78 к указанным канавкам валков, несущие рамы 70 опускаются в горизонтальное положение. Затем срабатывают коленчатый вал 82 и кривошип 94, опуская рамы 70 и таким образом обеспечивая передачу катанок из носителей 78 на рольганг 34. Далее включают двигатели 52, которые перемещают в осевом направлении катанку вдоль рольганга 34 назад через окна 32 и 16 печи 10, для продолжения ее проката и остальных секциях стана. Части рольганга 34 для сохранения тепла могут быть с пользой покрыты теплоизоляционным сводом 106. Благодаря соответствующей работе передаточных цепей 76 и коленчатого вала 82 катанки могут последовательно опускаться в соответствующие канавки валков 48, чем обеспечивается попеременная их подача на одну или другую из двух линий проката секции 20 черновой прокатки стана.
В свете сказанного специалисту очевидно, что, в соответствии с настоящим изобретением, существующий прокатный стан может быть легко приспособлен для проката крупногабаритных заготовок без перемещения или существенной модификации нагревательной печи для заготовок. Обжимные клети и взаимодействующие с ними рольганги и передаточные устройства располагают с тыльной стороны печи, где обычно имеется достаточно места или такое место может быть легко обеспечено и где прокатанные в обжимной черновой клети катанки эффективно подаются назад через печь для продолжения прокатки в существующем стане.
Передача заготовок и катанок может быть обеспечена описанными выше устройствами или другими стандартными эквивалентными устройствами, хорошо известными специалисту.
Реферат
Изобретение относится к области прокатки для непрерывного производства горячекатаных стальных прутков, катанок и подобных изделий и, в частности, относится к усовершенствованию, позволяющему экономно использовать существующие прокатные станы для проката крупногабаритных заготовок. Задачей изобретения является создание такого расположения оборудования и способа прокатки, которые позволяют прокатывать на существующем стане более крупные заготовки без существенной переделки или перемещения нагревательной печи для заготовок при минимальных потерях рабочего времени. Для решения поставленной задачи прокатный стан содержит клети для черновой, промежуточной и окончательной прокатки, расположенные с первой стороны нагревательной печи для заготовок, и обжимную клеть, расположенную с противоположной второй стороны печи. Способ обработки заготовок на указанном стане заключается в следующем: заготовки нагревают в печи до повышенной температуры прокатки и затем выталкивают через второе окно печи для прокатки их в катанки в обжимной клети перед направлением катанок обратно через печь для продолжения их прокатки в готовые изделия в клетях черновой, промежуточной и окончательной прокатки, расположенных с первой стороны печи. 2 с. и 4 з.п. ф-лы, 5 ил.
Комментарии