Устройство для изготовления металлической ленты посредством непрерывной разливки - RU2396143C1
Код документа: RU2396143C1
Чертежи

Описание
Изобретение относится к устройству для изготовления металлической ленты посредством непрерывной разливки с литейной установкой, в которой отливается сляб, предпочтительно тонкий сляб, причем в направлении транспортирования сляба за литейной установкой расположена, по меньшей мере, одна фрезеровальная машина, в которой посредством фрезерования может обрабатываться, по меньшей мере, одна поверхность сляба, предпочтительно, две расположенные напротив друг друга поверхности, и причем в направлении транспортирования сляба за литейной установкой расположено, по меньшей мере, одно устройство удаления окалины.
При непрерывной разливке слябов в установке для непрерывной разливки могут возникать поверхностные дефекты, такие как, например, следы качания кристаллизатора, дефекты теплоизолирующего слоя или проходящие вдоль и поперек поверхностные трещины. Они встречаются в обычных литейных установках и литейных установках для изготовления тонких слябов. Поэтому в зависимости от цели использования готовой ленты обычные слябы частично подвергают огневой обработке. Некоторые слябы, по желанию клиента, подвергают огневой обработке полностью. При этом постоянно растут требования к качеству поверхности, обеспечиваемому устройствами для изготовления тонких слябов.
Для обработки поверхности используют огневую зачистку, шлифование или фрезерование.
Огневая зачистка имеет недостаток в том, что расплавленный материал вследствие высокого содержания кислорода не может направляться снова без подготовки. При шлифовании возникают металлические стружки с пылью шлифовального круга, так что отходы следует удалять. Оба способа трудно согласовывать с заданной скоростью транспортирования. Поэтому предлагают обработку поверхности фрезерованием. При этом горячую фрезерную стружку собирают и фасуют и без подготовки и затруднений снова повторно расплавляют, то есть снова вводят в процесс изготовления. Кроме того, число оборотов фрезы можно легко согласовать со скоростью транспортирования (скорость прокатки, скорость на входе в чистовой прокатный стан). Исходя из этого, предложенное устройство упомянутого выше вида ориентировано на фрезерование.
Устройство для изготовления металлической ленты непрерывной разливкой, в котором фрезеровальная машина применяется для обработки фрезерованием поверхности слябов, известно, например, из СН 584085 и из DE 19950886 A1.
Похожее устройство раскрыто также в DE 7111221 U1. В этой публикации показана обработка алюминиевых лент при использовании плавильного нагрева, при котором установка соединена с литейным устройством.
Также известно интегрированное в линию устройство обработки поверхности тонкого сляба (фрезерование, и т.д.) на верхней и нижней стороне, или только на одной стороне, сразу же перед прокатным станом, для чего рекомендуют обратиться к ЕР 1093866 А2.
Другое выполнение фрезеровальной машины для обработки поверхностей показано в DE 19717200 A1. В этой публикации описана в том числе возможность изменения контура фрезерования фрезеровального устройства, расположенного за установкой для непрерывной разливки или перед прокатным станом.
Другая компоновка промежуточной фрезеровальной машины в обычном прокатном стане для горячекатанной стальной полосы для обработки заготовки ленты и ее выполнения предложены в ЕР 0790093 В1, ЕР 1213076 В1 и ЕР 1213077 В1.
При обработке поверхности тонких слябов в так называемом "литейно-прокатном модуле" (CSP) на линии обработки ("промежуточной") следует снимать с теплой поверхности слябов, с одной или с двух сторон примерно 0,1-2,5 мм материала в зависимости от обнаруженных дефектов поверхности. Чтобы намного не уменьшать выход материала, рекомендуют возможно большую толщину тонкого сляба (Н=60-120 мм).
Интегрированная в линию фрезеровальная машина применяется, как правило, не для всех продуктов программы прокатки, а только для тех, к которым предъявляют более высокие требования по обработке поверхностей. Это предпочтительно в отношении снимаемого материала и уменьшения износа фрезеровальных машин, а поэтому рационально.
Для интегрированной в линию фрезеровальной машины требуется конструктивное пространство. Негативно влияет потеря слябом температуры на участке машины. Это относится к ее применению после литейной установки, поскольку скорость прокатки (массовый поток), как правило, низкая. Но также недостатком является потеря температуры и перед чистовым прокатным станом, поскольку особенно при более тонкой ленте стремятся к высокой конечной температуре прокатки при приемлемой скорости выхода ленты из чистового прокатного стана.
Поэтому задачей изобретения является усовершенствование изготовления металлической ленты непрерывной разливкой с использованием фрезеровальной машины, позволяющее оптимально обрабатывать слябы даже при различных технологических требованиях. В частности, следует допускать только незначительные потери температуры при переработке или обработке слябов.
Согласно изобретению решение этой задачи отличается тем, что фрезеровальная машина и устройство удаления окалины выполнены как единый элемент.
При этом фрезеровальная машина и устройство удаления окалины размещены предпочтительно в общем корпусе.
Фрезеровальная машина может содержать две фрезы. Устройство удаления окалины содержит предпочтительно форсунки высокого давления для рабочей среды для удаления окалины. Разумеется, предполагаются также другие виды элементов для удаления окалины, известные как таковые из уровня техники (например, ультразвуковые элементы для удаления окалины).
Усовершенствованный вариант предусматривает расположение определенного количества форсунок высокого давления вдоль направления транспортирования в устройстве фрезерования и удаления окалины.
Кроме того, может предусматриваться расположение печи перед устройством фрезерования и удаления окалины в направлении транспортирования. Для обработки верхней стороны и нижней стороны сляба может быть расположена соответственно одна фреза. Обе фрезы могут быть расположены на некотором расстоянии друг от друга в направлении транспортировки. Кроме того, может быть предусмотрено, что каждая фреза взаимодействует с расположенным на другой стороне сляба опорным роликом.
В направлении транспортирования за устройством фрезерования и удаления окалины предпочтительно расположена прокатная клеть или прокатный стан.
Устройство предпочтительно выполнено так, что могут реализовываться два разных режима работы. Первая возможность предусматривает такое выполнение устройства, в котором устройство удаления окалины и фрезеровальная машина могут эксплуатироваться по выбору в качестве альтернативы. Альтернативно предусмотрено, что устройство выполнено так, что устройство удаления окалины и фрезеровальная машина могут эксплуатироваться одновременно.
В частности, устройство удаления окалины и фрезеровальная машина могут быть активированы одновременно. Однако для обеспечения высокой температуры продукта на входе в прокатный стан при хорошем качестве поверхностей предпочтительно применяют, как правило, либо фрезеровальную машину, либо устройство удаления окалины. Предложенное решение дает возможность допускать незначительные потери температуры при переработке или обработке слябов. Это приводит к более высокому качеству изготовления слябов, в частности, тонких слябов.
Кроме того, значительное преимущество заключается в возможности более экономичного и экологичного изготовления слябов, что касается фрезерования поверхности слябов и удаления окалины. В частности, в наиболее предпочтительном способе становится возможно использовать необходимую для удаления окалины рабочую среду (воду) также и для поддержания процесса фрезерования, так что соответствующий расход рабочей среды становится незначительным.
На чертежах изображен пример выполнения изобретения, при этом показано:
Фиг.1. - устройство для изготовления металлической ленты непрерывной разливкой, в котором используются фрезеровальная машина и устройство удаления окалины на виде сбоку, схематичное изображение и
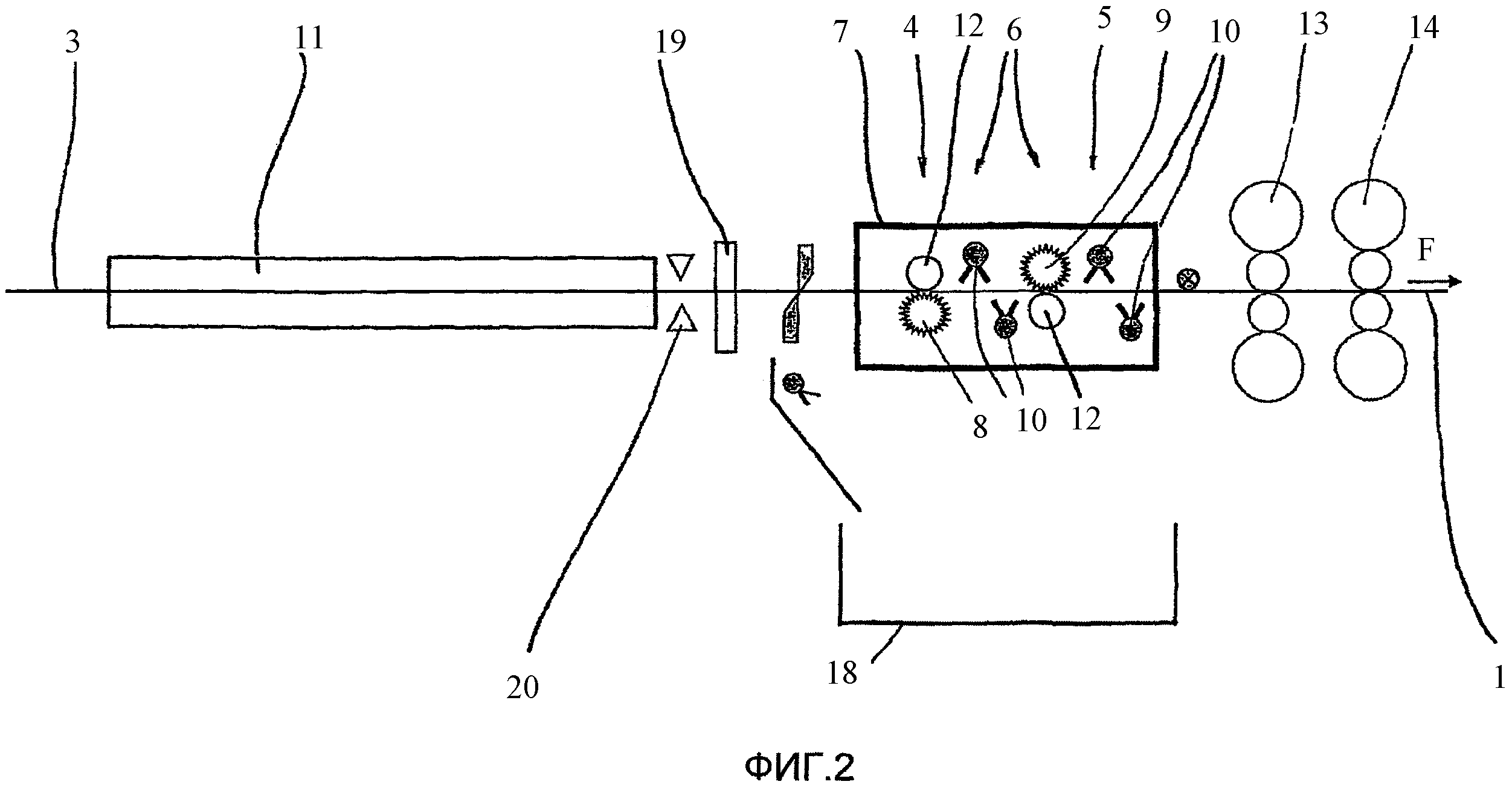
Фиг.2. - изображенное на фиг.1 устройство фрезерования и удаления окалины, увеличенный фрагмент.
На фиг.1 представлено устройство для изготовления металлической ленты 1 непрерывной разливкой. Металлическая лента 1 или соответствующий сляб 3 отливают в литейной установке 2 известным способом. Под слябом 3 предпочтительно понимают тонкий сляб. Непосредственно за литейной установкой 2 сляб 3 подвергают очистке сляба на установке 15 по очистке. За ней следует проверка поверхности посредством профилометра 16. Затем сляб 3 попадает в печь 11 для поддержания желаемой температуры процесса. К печи примыкает механизм 17 подачи. После печи 11 или механизма 17 подачи 17 сляб 3 попадает в единый элемент 6 из комбинированной фрезеровальной машины 4 и устройства 5 удаления окалины. Фрезеровальная машина 4 и устройство 5 удаления окалины имеют общий корпус 7 или расположены, по меньшей мере, вплотную друг с другом. В едином элементе 6 сляб 3 подвергают комбинированному процессу фрезерования и/или процессу удаления окалины. В соединении с ним, если смотреть в направлении F транспортирования ленты 1 или сляба 3, металлическая лента 1 попадает в одноклетьевой или многоклетьевой прокатный стан. На фиг.1 обозначены прокатная клеть 13 и прокатная клеть 14.
Детали единого элемента 6 из комбинированного устройства фрезерования и удаления окалины показаны на фиг.2.
В корпусе 7 находятся на некотором расстоянии друг от друга в направлении F транспортирования две фрезы 8 и 9. Передняя в направлении F транспортирования фреза 8 подвергает фрезерованию нижнюю сторону сляба 3 известным самим по себе способом. Следующая в направлении F транспортирования фреза 9 предусмотрена для фрезерования верхней стороны сляба. Обе фрезы 8, 9 взаимодействуют с опорными роликами 12, соответственно расположенными на противоположных сторонах сляба 3.
Как можно увидеть далее, в корпусе расположены семь форсунок 10 высокого давления в форме балок с форсунками, продолжающихся по всей ширине сляба 3 (в частности, в перпендикулярном направлении к плоскости чертежа на фиг.2). Посредством форсунок 10 высокого давления вода может выпускаться известным способом на поверхность ленты для удаления с поверхности окалины. Конечно, в принципе допускается также использование выполненных иначе элементов для удаления окалины. Предпочтительна также возможность использования выпущенной из форсунок 10 воды одновременно для охлаждения фрез 8, 9, чтобы они имели достаточный срок эксплуатации. Под единым элементом 6 расположен приемный резервуар 18 для срезанного фрезой материала или для окалины. Там также могут предусматриваться устройства для вывоза стружек или окалины. Перед единым элементом 6 может осуществляться проверка поверхности, как это обозначено ссылочной позицией 20.
Кроме того, в примере выполнения предусмотрено измерение 19 поперечного сечения. Таким образом, предложенный единый элемент 6 с фрезеровальным устройством 4 и устройством 5 удаления окалины может быть оптимально ориентирован на вариант применения и предназначен для создания наиболее оптимального температурного режима при высокой температуре или с незначительными потерями температуры.
Предложенное решение ориентировано на то, что фрезеровальная машина полностью интегрирована на участке гидросбива окалины (удаления окалины). Таким образом, выборочно и универсально можно применять оба устройства, оказывающих влияние на поверхность (гидросмыв окалины, фрезеровальная машина). Воду для гидросбива окалины одновременно можно использовать для смывания фрезерной стружки.
Перечень ссылочных обозначений
1 - металлическая лента;
2 - литейная установка;
3 - сляб;
4 - фрезеровальная машина;
5 - устройство удаления окалины;
6 - единый элемент;
7 - корпус;
8 - фреза;
9 - фреза;
10 - форсунка высокого давления;
11 - печь;
12 - опорный ролик;
13 - прокатная клеть;
14 - прокатная клеть;
15 - установка по очистке;
16 - профилометр;
17 - механизм подачи;
18 - приемный резервуар;
19 - измерение поперечного сечения;
20 - проверка поверхности;
F - направление транспортирования.
Реферат
Устройство содержит литейную установку для отливки сляба, фрезеровальную машину, устройство удаления окалины. Фрезеровальная машина и устройство удаления окалины расположены вплотную друг с другом и размещены в общем корпусе. Обеспечиваются незначительные потери температуры при переработке или обработке слябов. 10 з.п. ф-лы., 2 ил.
Комментарии