Способ производства холоднокатаного проката - RU2737526C1
Код документа: RU2737526C1
Описание
Изобретение относится к области металлургии, конкретнее к технологии изготовления холоднокатаного проката из углеродистой качественной стали для изготовления патронов
К холоднокатаному прокату для изготовления патронов помимо обеспечения комплекса механических свойств, предъявляются и другие требования. Прокат должен иметь точность изготовления по толщине -0/+0,1 мм.
Известна горячекатаная широкополосная сталь для последующей холодной прокатки, с заданными формой, размерами поперечного сечения и величинами отклонений по толщине h полос, выполнена с предельными отклонениями по толщине h=1,8…6,0 мм, равными Δh=±(0,0245h+0,053) мм, при этом упомянутое сечение - чечевицеобразное, с выпуклостью δ=0,04…0,08 мм для полос с шириной В=1,0…1,25 м и h≤3 мм и δ=0,04…0,10 мм для больших ширин и толщин, а клиновидность сечения - не более 0,04 мм (Патент РФ №2344008, МПК В21В, опубл. 20.01.2009 г.).
Недостатком такой полосы является невозможность получения требуемой точности изготовления холоднокатаного проката.
Наиболее близким по технической сущности к предлагаемому изобретению является способ производства холоднокатаной ленты толщиной 1,16-1,84 мм из низкоуглеродистой стали для вырубки монетной заготовки, включающий выплавку стали, горячую прокатку слябовой заготовки на широкополосном стане, травление поверхности полосы, холодную прокатку на непрерывном стане, рекристаллизационный отжиг, дрессировку и продольный роспуск на требуемую ширину согласно которому при горячей прокатке производят полосу с чечевицеобразным профилем поперечного сечения с выпуклостью до 0,04 мм и толщиной, которую определяют в зависимости от конечной толщины готовой ленты hл из выражения: H=2,16⋅e0,57⋅h, где Н - толщина горячекатаной полосы, мм; hл -толщина готовой ленты, мм, при этом перед травлением производят продольный роспуск широкой полосы на узкие полосы, холодную прокатку которых осуществляют в первой клети стана с единичными обжатиями 35-40%, причем уставку толщины в последней клети стана выбирают из выражения: hyст=0,98⋅hл1,026, а величину относительного обжатия ε при дрессировке выбирают в зависимости от конечной толщины готовой ленты и заданной разнотолщинности Δh из выражения:
ε=(-0,0114⋅ln(hл-Δh/2)+0,017)⋅100%, где Δh - заданная разнотолщинность готовой ленты, мм (Патент РФ №2487176, МПК C21D 8/04, опубл. 12.04.2012 г.).
Недостатком известного способа является сложность его реализации, что повышает себестоимость получаемой продукции.
Техническим результатом предлагаемого изобретения является обеспечение требуемой точности изготовления по толщине+0/-0,1 мм.
Технический результат достигается тем, что в способе производства холоднокатаного проката, включающем выплавку стали, горячую прокатку слябовой заготовки, травление, холодную прокатку, рекристаллизационный отжиг и дрессировку согласно изобретению при горячей прокатке производят полосу с чечевицеобразным профилем поперечного сечения с выпуклостью не более 0,05 мм и клиновидностью не более 0,03 мм, а номинал толщины при холодной прокатке устанавливают по соотношению:
hном=1,009375×hгот-0,05
где hгот - толщина холоднокатаного проката согласно требованиям заказа, мм;
1,009375 и 0,05 - эмпирические коэффициенты, полученные опытным путем.
Кроме того, холодную прокатку осуществляют с обжатием 30-50%, а дрессировку ведут с обжатием 1,0-1,4%.
Сущность изобретения заключается в следующем.
Чечевицеобразный профиль один из основных параметров, с помощью которого обеспечивается стабильность прокатки - удержание полосы в очаге деформации с сохранением оси прокатки. Поперечное сечение с выпуклостью не более 0,05 мм является оптимальным для стабильной прокатки полосы и получения требуемых геометрических характеристик готового продукта. Клиновидность полосы - неотъемлемая составляющая поперечного профиля горячекатаной полосы и является негативным фактором для получения строгих требований по разнотолщинности готового проката. Поперечное сечение полосы с клиновидности не более 0,03 мм позволяет достичь заявленные требования к готовому продукту.
Математическая зависимость, связывающая номинал толщины при холодной прокатке с толщиной холоднокатаного проката согласно требованиям заказа - эмпирическая и получена при обработке опытных данных. Данная зависимость позволяет рассчитать номинал толщины при холодной прокатке, обеспечивающий получение холоднокатаного проката с точностью изготовления по толщине+0/-0.1 мм.
Холодную прокатку с обжатием 30-50% осуществляют с целью получения лучшего поперечного профиля при небольших обжатиях. Представленного диапазона обжатий достаточно для получения профиля необходимого качества за счет оптимальной загрузки клетей стана холодной прокатки.
Дрессировка - последний этап получения заявленных характеристик. Поэтому к технологии дрессировки предъявляются самые высокие требования. Дрессировка металла в диапазоне обжатий 1,0 - 1,4% является самой оптимальной, так как обжатия более 1,4% приведут к ухудшению профиля полосы. Обжатия менее 1,0% - не позволят доработать профиль, полученный после стана холодной прокатки.
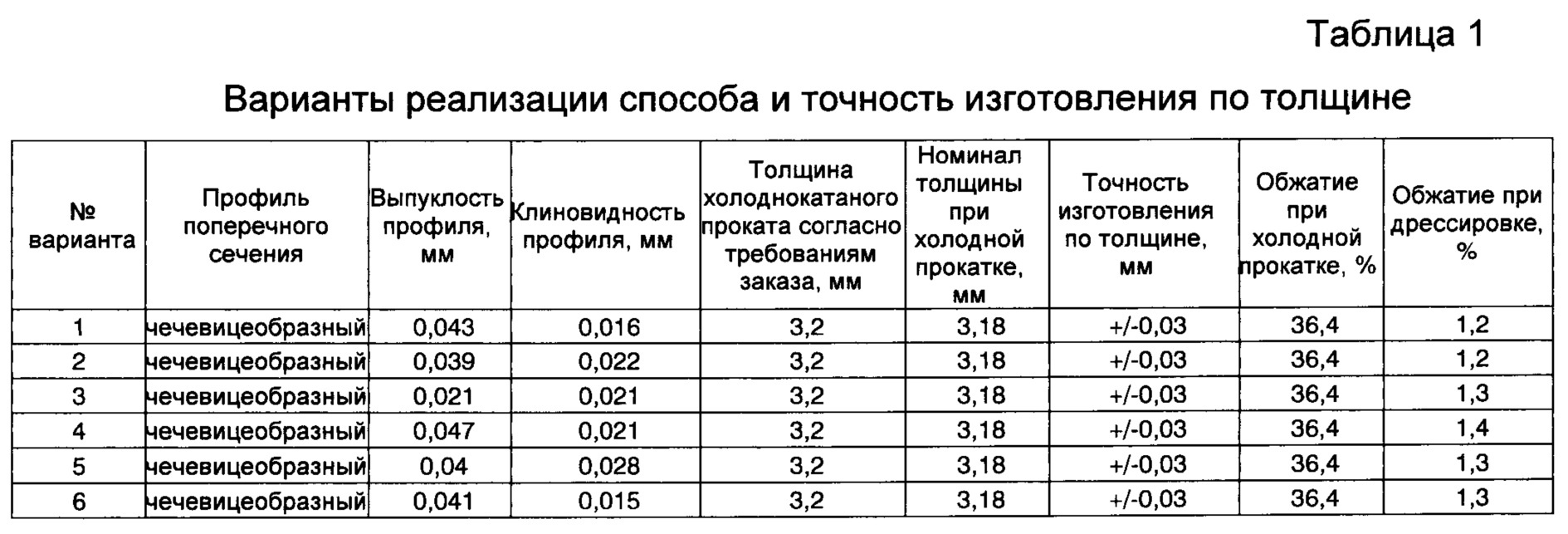
Примеры реализации способа. В кислородном конвертере выплавили сталь. Выплавленную сталь разливали на машине непрерывного литья в слябы. Слябы нагревали в нагревательной печи с шагающими балками и прокатывали на непрерывном широкополосном стане 2000. Горячекатаные полосы на отводящем рольганге охлаждали водой до определенных температур и сматывали в рулоны. Охлажденные рулоны подвергали соляно-кислотному травлению в непрерывном травильном агрегате. Затем травленые полосы прокатывали на 5-клетевом стане. Холоднокатаные полосы отжигали в колпаковых печах с водородной защитной атмосферой. Отожженные полосы дрессировали на дрессировочном стане. Варианты реализации способа и точность изготовления по толщине представлены в таблице 1.
Реферат
Изобретение относится к области металлургии, а именно к технологии изготовления холоднокатаного проката из углеродистой стали для изготовления патронов. Способ включает выплавку стали, горячую прокатку слябовой заготовки, травление, холодную прокатку, рекристаллизационный отжиг и дрессировку. Для обеспечения требуемой точности изготовления холоднокатаного проката по толщине +0/-0,1 мм при горячей прокатке производят полосу с чечевицеобразным профилем поперечного сечения с выпуклостью не более 0,05 мм и клиновидностью не более 0,03 мм, при этом номинал толщины при холодной прокатке устанавливают по соотношению: hном=1,009375хhгот-0,05, где hгот- толщина холоднокатаного проката согласно требованиям заказа, мм. 2 з.п. ф-лы, 1 табл., 1 пр.
Комментарии