Способ эксплуатации обжимного пресса для обжатия по ширине непрерывнолитого горячего сляба - RU2096114C1
Код документа: RU2096114C1
Чертежи
Описание
Изобретение касается способа эксплуатации обжимного пресса для уменьшения ширины полученного на установке непрерывного литья, горячего сляба посредством бокового обжатия сляба между перемещаемыми друг к другу и друг от друга штампами обжимного пресса, тем временем как сляб перемещается на рольганге через обжимной пресс.
Обжимные прессы для уменьшения ширины горячих, отлитых способом непрерывной разливки слябов известны. Они используются для выполнения максимально обширной программы прокатки с возможно меньшей шириной слябов.
Оказалось, что пригонка установочных кокилей в установки непрерывного литья для изготовления слябов различной ширины осуществляется слишком медленно и с большими затратами. Кроме того, оказалось, что боковой обжим горячего, отлитого способом непрерывной разливки сляба между прокатными валками одной тяжелой вертикальной клетки во многих случаях не принес ожидаемого результата, так как по технологическим причинам материал сляба при обжимной прокатке изогнулся в кромочной зоне сляба, а при плоской прокатке на переднем конце катанной ленты образовались участки в виде язычка, а на конце катанной ленты участки в форме "рыбьего хвоста".
Боковое обжатие одного горячего слитка между прессующими инструментами обжимного пресса имеет то преимущество, что материал слитка осаждается до середины слитка, вследствие чего появляющиеся при обжимной прокатке кромочные утолщения почти полностью отпадают и, в частности, образование "рыбьего хвоста" на концах слябинга и тем самым также на концах горячекатаной ленты явно меньше, нежели при обжимной прокатке в одной вертикальной клети. Осажденные обжимным прессом слитки имеют в итоге приблизительно прямоугольное поперечное сечение. Вследствие хорошо выполненных концов сляба и вследствие хорошо выполненного поперечного сечения сляба в последующем прокатном стане получается меньше мелкодробленой прибыльной части слитка, нежели до сих пор, что повышает производительность всей прокатной установки. Кроме того, обеспечиваются благодаря обжимному прессованию вследствие относительно большой рабочей длины прессующих инструментов оптимально выполненные кромки сляба. Таким образом, например, с помощью известного из европейской заявки 0400385 А2 обжимного пресса лишь за один проход горячий, отлитый способом непрерывной разливки сляб уменьшается в ширину до 300 мм, т.е. обжимной пресс представляет собой высокоэффективную стадию пластического формообразования перед станом горячей прокатки.
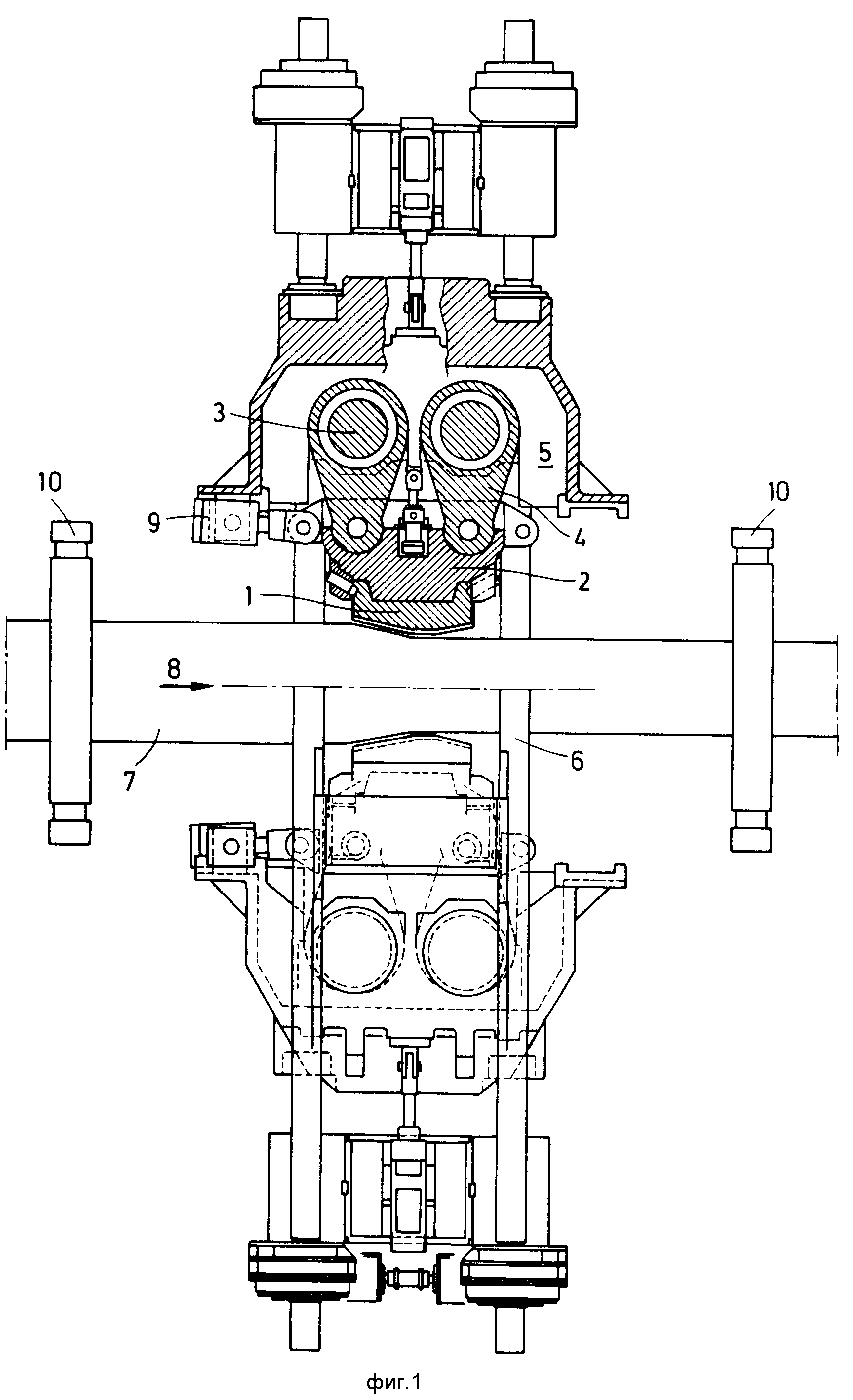
Обжимной пресс для уменьшения ширины проката, в частности, ширины сляба, в широкополосных станах горячей прокатки согласно европейской заявке 0400385 А2 (фиг. 1) имеет расположенные по обе стороны кромки слитка, принимающие направляемые друг на друга прессующие инструменты 1, инструментальные бабки 2. В качестве редукционного привода для каждого давильного инструмента предусмотрена управляемая кривошипно-шатунным механизмом 3 рычажная система 4, имеющая возможность перемещения в основном в направлении редукции. Кривошипно-шатунный механизм расположен в картере 5, который расположен в станине 6 пресса устанавливаемым со ссылкой на ширину сляба. В инструментальную державку, принимающую прессующий инструмент входит в зацепление привод 9 подачи, действующий в основном в направлении транспортировки 8 слитков. Привод подачи выполнен в виде цилиндро-поршневого узла, перемещаемого по функции пути во времени, и который в зависимости от желаемой величины подачи делает возможной синхронизацию прессующего инструмента с перемещаемым слитком. То есть, величина подачи прессующих инструментов оптимально подгоняется в скорости непрерывного прохода слитка через пресс. При предварительном выборе скорости подачи 0 обжимной пресс автоматически переходит в режим "ход-стоп". Для режима "ход-стоп" отпадает подача, то есть во время обжатия слиток покоится на рольганге. Сляб лишь при обратном движении прессующих форм инструментов от кромки сляба транспортируется дальше.
Задачей данного изобретения является расширение способа эксплуатации такого обжимного пресса, в частности, увеличение производства или же прохождения обжимаемых слитков простыми средствами без необходимости повышения мощности главного привода для кривошипно-шатунного механизма, обслуживающего прессующие инструменты, или мощности гидравлического привода подачи для державки прессующего инструмента. Эта задача решается признаками п. формулы изобретения. В п. 2 4 описаны предпочтительные варианты развития признаков согласно п. 1.
Согласно признакам п. 1 слиток во временной фазе, в которой прессующие инструменты не контактируют с кромкой слитка, ускоряется из заданной скорости прохождения и снова замедляется до этой заданной скорости прохождения, причем прежде в случае необходимости уменьшается усилие обжатия, последнее, в частности, тогда, когда максимальная сила осадки в отдельных случаях была бы превышена, например, по причинам сопротивления обжатию (материал, температура, толщина слитка и т.д.). С помощью этих признаков чрезвычайно простым способом производительность обжимного пресса или же производство обжатых слитков может подняться непосредственно до 50% без необходимости изменения имеющейся конструкции обжимного пресса и без необходимости повышения приводной мощности главного привода подъемного эксцентрика, т.е. кривошипно-шатунного механизма, которым перемещаются инструментальные державки вместе с прессующими инструментами, и без необходимости изменения мощности цилиндро-поршневого устройства, входящего в зацепление с инструментальной державкой.
Для выполнения изобретения предлагается, чтобы слиток под углом поворота приблизительно 0 180o обжимного эксцентрика перемещался приводными роликами рольганга с заданной скоростью прохождения и чтобы слиток под углом поворота 180 360o значительно ускорялся ведущими роликами и снова тормозился. При этом целесообразно, чтобы слиток под углом поворота приблизительно 180 360o поворота эксцентрика ускоряется приблизительно до двух четырехкратной заданной скорости прохождения, а затем тормозится до этой заданной скорости. Это значит, что после фазы обжатия, во время которой прессующие инструменты прилегают к кромке слитка и синхронизированы со скоростью прохождения слитка, в холостой фазе это представляет собой временную фазу, где прессовые инструменты не контактируют с кромкой слитка - слиток с помощью ведущих роликов быстро ускоряется до высокой проходной скорости и тотчас притормаживается до первоначальной проходной скорости.
Из выложенной заявки ФРГ 2531591 известен обжимной пресс для бокового обжатия отлитых способом непрерывной разливки слитков, причем слиток в обжимном прессе повторно обрабатывается давильными инструментами, перемещаемыми друг против друга, а каждый инструмент подводится всегда к одному определенному мосту на длине слитка и причем инструмент может свободно следовать за непрерывной подачей слитка. Инструменты при этом известном обжимном прессе управляются таким образом, что они выполняют сравнительно медленный рабочий ход и сравнительно быстрый холостой ход. Такое периодическое движение обжимных инструментов предполагается известным, чтобы гибко удерживать пропускную способность обжимного пресса в определенных пределах. Явное, рампообразное повышение пропускной способности обжимного пресса вследствие этого не должно быть достигнуто, разве только когда соответственно повышаются приводные мощности.
В другом прессе для обжатия слитков в слябы согласно выложенной заявке ФРГ 3900668 обжимающие инструменты, приводимые эксцентриковыми валами во встречное движение, расположены в проведенных с возможностью перемещения в станине пресса державках обжимных инструментов. Станина пресса разделена на две расположенные симметрично инструменту половины, которые через четыре проходящие параллельно друг другу и в направлении обжатия колонки соединены друг с другом. На колонках расположены устройства для периодической подачи заготовки между шагами обжатия и для фиксации заготовки при процессе обжатия. Таким образом, этот обжимной пресс работает в режиме ход-стоп, причем путь подачи заготовки устанавливаем посредством изменения ходов поршня гидроцилиндров устройств для шагового продвижения заготовки вперед. Какими мероприятиями может повышаться пропускная способность этого обжимного пресса без изменения приводной мощности, в этой публикации не оговорено.
Совершенно другой способ изготовления определенной формы слябов в обжимном прессе предлагается в европейском патенте 0157575. Когда прессующие инструменты обжимного пресса находятся около заднего конца слитка, слиток с целью придания предварительной формы заднему концу слитка продвигается через выходные участки прессующих инструментов, после слиток отводится назад и оставшаяся зона слитка обжимается наклонными входными участками прессующих инструментов. Тем самым на заднем конце слитка образуется вид язычка, вследствие чего должно быть устранено образование "рыбьего хвоста" на заднем конце слитка. В этой связи не идет речь о повышении производительности обжимного пресса.
Согласно другой европейской заявке 0270245 А2 обжимным прессом в режиме "ход-стоп" получается форма сляба, которая как на переднем конце, так и на заднем конце имеет расширение в виде язычка. Когда сформованный таким образом сляб раскатывается затем в стане горячей прокатки в катаную ленту, начало и конец ленты должны иметь возможность наматываться непосредственно в бунт без необходимости отрезания прибыльной части слитка с соответствующими потерями материала. Меры, благодаря которым возможно простым способом увеличить производительность обжимного пресса, в этой публикации не содержатся.
Возвращаясь к данному изобретению с целью по возможности простого повышения производительности обжимного пресса, развивая изобретение, предлагается, что слиток пол углом 180 360o поворота обжимного эксцентрика проходит больший путь, предпочтительно, двойной отрезок пути, как (в одну и ту же единицу времени) пол углом обжатия до 180o.
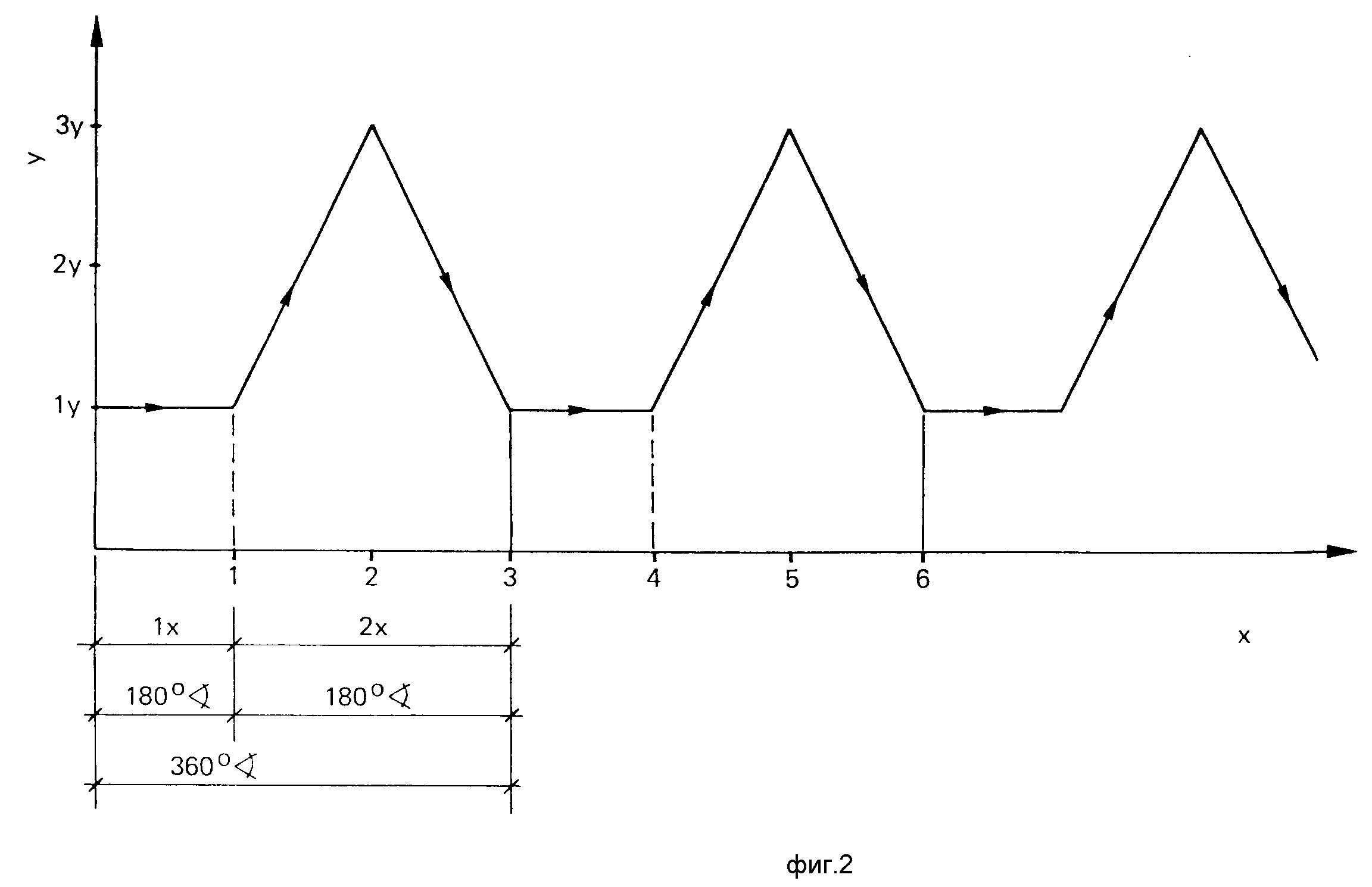
Изобретение объясняется при помощи диаграммы (фиг. 2) скорости прохождения одного слитка через обжимной пресс.
На оси ординат диаграммы показана скорость 8 прохождения слитка, отнесенная к углу 360o поворота эксцентрика кривошипно-шатунного механизма, от которого прессующие инструменты вдавливаются сбоку по направлению к кромке слитка и в материал слитка. Во временной фазе, в которой прессующие инструменты контактируют со слитком, а именно, при угле 90o поворота внутри угла 0 180o прохождения эксцентрика кривошипно-шатунного механизма, слиток с заданной скоростью 1y прохождения транспортируется на рольганге обжимного пресса. Затем слиток во временной фазе, в которой прессующие инструменты не имеют контакта с кромкой слитка, т.е. при угле поворота 180 360o эксцентрика кривошипно-шатунного механизма, с помощью ведущих роликов 10 (фиг. 1) за короткий срок сильно ускоряется до тройной скорости 3x прохождения и после достижения максимальной скорости тотчас снова тормозится, пока на конце угла 360o поворота снова не будет достигнута первоначально заданная скорость 1y прохождения слитка. Пройденный в фазе ускорения и торможения слитка путь в этой так называемой "холостой фазе" почти в два раза больше (2x), чем тот путь (1x), который проходит слиток в ту же самую единицу времени в так называемой "фазе обжатия", в течение которой слиток обжимается инструментами) перемещаемыми эксцентриком кривошипно-шатунного механизма.
Таким образом, по смыслу изобретения, если слиток во временной фазе, в которой прессующие инструменты не контактируют с кромкой слитка, высоко ускоряется от заданной скорости прохождения и снова замедляется до первоначальной скорости прохождения, причем прежде, в случае необходимости, уменьшается снижение обжатия, достигается мгновенное увеличение производительности без необходимости конструктивных мероприятий на обжимном прессе и без необходимости повышения мощности главного привода для кривошипно-шатунного механизма обжимного пресса или для его гидравлического привода подачи. Представленное на диаграмме ускорение и замедление слитка в так называемой "холостой фазе" может принимать также другой ход, который может быть оптимизирован по имеющимся в данное время условиям эксплуатации.
Реферат
Использование: в области металлургии при производстве слябов. Сущность изобретения: в обжимном прессе для уменьшения ширины отлитого на установке непрерывного литья горячего слитка, посредством бокового обжатия слитка между перемещаемыми эксцентриками друг к другу и друг от друга, обжимающими инструментами в обжимном прессе, тем временем как слиток на рольганге перемещается через обжимной пресс, с целью увеличения производительности предлагается эксплуатировать обжимной пресс таким образом, что слиток во временной фазе, в которой обжимные инструменты не контактируют с кромкой слитка, ускоряется от заданной скорости прохождения, а затем вновь замедляется до первоначальной скорости прохождения, причем до этого, в случае необходимости, уменьшается обжатие. 3 з.п. ф-лы, 2 ил.
Комментарии