Обжимной инструмент пары обжимных инструментов для деформации отлитых способом непрерывной разливки слябов, способ изготовления обжимного инструмента и способ эксплуатации слябообжимного пресса с обжимными инструментами - RU2175582C2
Код документа: RU2175582C2
Чертежи









Описание
Изобретение относится к обжимному инструменту пары обжимных инструментов для деформации отлитых способом непрерывной разливки слябов в слябообжимном прессе, в котором держатель обжимных инструментов состоит из приводимых в действие через два эксцентриковых вала, с двумя удерживающими обжимной инструмент и параллельно направляющими его шатунов, с которыми шарнирно соединен цилиндро-поршневой агрегат, создающий движение обжимного инструмента синхронно с движением сляба по рольгангу, и обжимной инструмент имеет соответственно воздействующие на одну из обоих продольных сторон сляба обжимные формующие поверхности, проходящие параллельно или с наклоном к направлению движения сляба или его продольным боковым поверхностям, примыкающие друг к другу, образующие кромки, лежащие поперечно к направлению перемещения, причем наклоненные от продольной боковой поверхности сляба обжимные формующие поверхности расположены за параллельно проходящей обжимной формующей поверхностью и при необходимости перед ней.
С помощью обжимных инструментов этого рода (журнал "Iron and Steel", сентябрь 1990 г. ), обжимаемые слябы, лежащие на рольганге, перемещают и обрабатывают посередине между двумя, образующими пару обжимными инструментами таким образом, что слябы при остановке и при необходимости в движении при синхронном движении обжимных инструментов подвергаются поперек направления обжатия на своих продольных поверхностях соответствующими обжимными формующими поверхностями деформации текучести. Это приводит к тому, что сляб на первой стадии обработки, если смотреть сверху, приобретает так называемый профиль "собачья кость". Узкая часть этого профиля определяется по форме и размерам обжимными формующими поверхностями. На последующих этапах обработки оба обжимных инструмента расходятся затем поперек направления транспортировки сляба по рольгангу. Одновременно с этим сляб движется вперед на определенную заданную величину и при этом более широкий отрезок профиля попадает в зону более близких друг к другу концов обеих противоположных обжимных формующих поверхностей. В этом положении сляб снова останавливают и обжимные инструменты подвергают примыкающие, еще не обжатые отрезки сляба окончательной деформации текучести при обжиме.
Уже предлагалось, чтобы следующие друг за другом этапы деформации и направление транспортировки сляба переходили друг в друга, т.е. чтобы не прерывалось направление транспортировки слябов, а именно таким образом, чтобы движение подачи обжимных инструментов было синхронизировано со скоростью транспортировки сляба, а обжимные инструменты, касающиеся боковых стенок сляба, деформировали его на заданной длине. С прохождением этой заданной длины этот этап деформации и контакт обжимных инструментов со слябом заканчиваются. Обжимные инструменты движутся тогда сначала в направлении транспортировки сляба, а затем против него к своей соответствующей мертвой точке, тогда как сляб продолжает равномерное движение на следующую заданную длину.
При этом способе обжатия описанными обжимными инструментами достигаются, правда, относительно плоские боковые стенки сляба, однако поперек его продольных стенок постоянно образуются неровности в виде волнообразных возвышений, проходящих в более или менее равномерной последовательности по длине боковых стенок сляба.
Попытки воспрепятствовать образованию этих волнообразных возвышений путем изменения путей и скоростей подачи в сочетании с временным циклом движений обжимных инструментов, а также путем использования обжимных инструментов с различными углами наклона обжимной формующей поверхности привели, правда, к уменьшению возникновения этих явлений, однако не смогли полностью исключить их.
Из заявок JP-A 63036902 и JP-A 03061005 известны предложения, направленные на противодействие возникновению этих волнообразных возвышений за счет того, что за первой наклонной обжимной формующей поверхностью расположены одна или несколько дополнительных наклонных обжимных поверхностей с углами наклона меньшими, чем угол наклона первой наклонной поверхности. За счет такого выполнения обжимного инструмента обеспечивается подавление в большей или меньшей степени упомянутых волнообразных возвышений, возникающих во время деформации текучести при обжиме, в первую очередь, в зоне перехода выходной кромки между обжимной формующей поверхностью и параллельными обжимными поверхностями. Практическая работа такими обжимными инструментами свидетельствует о том, что образование таких волнообразных возвышений, обусловленное соответствующими свойствами материала обрабатываемого слитка и зависящими от их размеров соотношениями между обжимом и давлением может предотвращаться в процессе обжима не в полном объеме.
В основе изобретения лежит задача, исходя из вышеупомянутого выполнения и расположения обжимных формующих поверхностей усовершенствовать их таким образом, чтобы вызываемая рабочими обжимающими формующими участками поверхности деформация текучести при обжиме боковых стенок слитка происходила аналогично процессу прокатки.
Эта задача решается за счет того, что в обжимном инструменте слябообжимного пресса для деформации непрерывнолитых слябов, рабочая поверхность которого содержит воздействующие на каждую из обеих продольных боковых поверхностей сляба обжимные формующие поверхности, выполненные параллельно и под наклоном к направлению движения сляба, причем одной параллельно проходящей обжимной поверхности соответствуют наклонные обжимные формующие поверхности, причем за первой наклонной обжимной формующей поверхностью расположены одна или несколько дополнительных наклонных обжимных формующих поверхностей с углами наклона меньшими, чем угол наклона первой наклонной поверхности, расстояние между разграничительными кромками первой дополнительно наклонной поверхности, измеренное в плоскости параллельно обжимной формующей поверхности, равно приблизительно половине расстояния между разграничительными кромками второй дополнительной наклонной поверхности, измеренной в той же плоскости.
Кроме того, указанная задача решается в способе изготовления обжимного инструмента, включающем создание параллельной и наклонной по отношению к направлению движения сляба обжимных формующих поверхностей, для воздействия на боковые поверхности сляба, за счет того, что образуют две дополнительные наклонные обжимные поверхности посредством снятия материала и смещения разграничительной кромки наклонной поверхности по отношению к ее первоначальному положению в сторону против хода изделия и над ее начальным положением, а также за счет уменьшения до трети первоначальной длины параллельной обжимной формующей поверхности.
Как предусмотрено, наконец, изобретением упомянутая задача решается в способе эксплуатации слябообжимного пресса с обжимными инструментами, каждый из которых имеет обжимные формующие поверхности, выполненные параллельно и под наклоном к направлению переменная сляба, держатель обжимных инструментов которого состоит из приводимых в действие двумя эксцентриковыми валами с двумя удерживаемыми обжимной инструмент и параллельно направляющими его шатунами, шарнирно соединенными с цилиндропоршневым агрегатом, обеспечивающим движение обжимного инструмента синхронно движению сляба по рольгангу, за счет того, что используют обжимные инструменты, имеющие по три группы обжимных формующих поверхностей, каждая из которых состоит из параллельной и нескольких наклонных поверхностей, обжатие производят в три этапа, на первом из которых на боковые поверхности сляба воздействуют первой группой обжимных формующих поверхностей, на втором этапе - первой и второй группой обжимных формующих поверхностей, на третьем этапе - первой, второй и третьей группами обжимных формующих поверхностей.
Благодаря выполнению обжимного инструмента в соответствии с изобретением достигается то, что описанные выше волнообразные возвышения, которые возникают во время деформации текучести при обжиме, очевидно, в первую очередь в зоне перехода выходной кромки между обжимной формующей поверхностью и параллельной обжимной поверхностью устраняются дополнительными обжимными формующими поверхностями на этапе обработки, схожем с прокаткой, или же то, что в зависимости от данных условий давления при обжатии и свойств материала сляба их возникновение вообще исключается.
Как предусматривает изобретение, углы наклона дополнительных обжимных формующих поверхностей могут быть разными или одинаковыми.
У обжимных инструментов с двумя дополнительными обжимными поверхностями расстояние между обеими ограничительными кромками первой дополнительной обжимной формующей поверхности, примыкающей к выходной кромке обжимной формующей поверхности, измеренное в плоскости обжимной калибровочной поверхности, меньше расстояния между обеими ограничительными кромками второй дополнительной обжимной формующей поверхности, примыкающей к этой первой дополнительной обжимной формующей поверхности. Расстояние между ограничительными кромками первой дополнительной обжимной формующей поверхности может соответствовать приблизительно половине расстояния между ограничительными кромками второй дополнительной обжимной формующей поверхности. Далее длина параллельной обжимной формующей поверхности, измеренная от выходной кромки второй обжимной формующей поверхности до свободного схода этой поверхности, может соответствовать приблизительно одной трети длины параллельной обжимной формующей поверхности сопоставимого обжимного инструмента только с одной обжимной формующей поверхностью.
Расстояние по вертикали от выходной кромки первой обжимной формующей поверхности до плоскости параллельной обжимной формующей поверхности может соответствовать приблизительно величине деформации боковой стенки, которая возникает при обжатии сляба сопоставимым инструментом только с одной обжимной формующей поверхностью.
Как предусматривает наконец изобретение, обжимной инструмент с признаками изобретения может быть изготовлен из обжимного инструмента только с одной обжимной формующей поверхностью и посредством выходной кромки примыкающей формующей калибровочной поверхности за счет того, что обе переходные обжимные поверхности образуют путем съема материала тем, что выходную кромку обжимной формующей поверхностью смещают до ее первоначального положения и над ним, а параллельную обжимную формующую поверхность уменьшают приблизительно до одной трети ее первоначальной длины.
Благодаря этому выполнению обжимного инструмента достигается то, что упомянутые волнообразные возвышения, возникающие во время деформации текучести при обжиме в первую очередь в зоне перехода выходной кромки между обжимной формующей поверхностью и параллельной обжимной формующей поверхностью, устраняются дополнительными обжимными формующими поверхностями на этапе обработки, схожем с прокаткой, или же то, что в зависимости от данных условий давления при обжатии и свойств материала сляба их возникновение вообще исключается.
При практическом использовании этих форм выполнения оказалось, что углы наклона дополнительных обжимных формующих поверхностей, в частности тогда, когда угол наклона первой обжимной формующей поверхности составляет 11-13o, преимущественно 12o, должны лежать в пределах 0,5-8o, если волнообразные возвышения должны быть устранены практически без остатка. Особенно предпочтительным оказался при этом расчет, при котором угол наклона дополнительной обжимной формующей поверхности, примыкающей к первой обжимной формующей поверхности, составляет 5o, а угол наклона примыкающей к ней дополнительной обжимной формующей поверхности равен 1o. В качестве предпочтительных оказались также углы наклона 0,5-2o для первой дополнительной обжимной формующей поверхности и углы наклона 4-8o для второй дополнительной обжимной формующей поверхности.
Далее при практическом использовании этих форм выполнения оказалось, что углы наклона дополнительных обжимных формующих поверхностей, в частности тогда, когда угол наклона первой обжимной формующей поверхности должен составлять 19-20o, преимущественно 19,8o, а расположение трех других обжимных поверхностей должно лежать в пределах 0,9 - 10o, преимущественно 0,91 - 19,8o, если волнообразные возвышения должны быть устранены практически без остатка. Особенно предпочтительным оказался расчет, при котором угол наклона дополнительной обжимной формующей поверхности, примыкающей к первой обжимной формующей поверхности, составляет 9,1o, угол наклона примыкающей к ней дополнительной обжимной формующей поверхности составляет 5,2o, а угол наклона примыкающей к ней дополнительной обжимной формующей поверхности составляет 0,91o, а к следующей затем параллельной обжимной поверхности под углом 12o примыкает выходная поверхность.
Имеется также возможность, чтобы при угле наклона первой обжимной формующей поверхности 12o примыкали две дополнительные обжимные формующие поверхности, а именно с соответствующими углами наклона 5,2 и 0,91o и также здесь с углом наклона выходной поверхности 12o.
Однако с помощью описанных обжимных инструментов течение материала на головке и конце сляба при обжиме всегда оставляет желать лучшего. Головка сляба в зависимости от степени обжатия часто приобретает скос. Это приводит к тому, что ширина головки сляба меньше ширины его середины. На конце сляба материал формуется соответственно наклоненной обжимной поверхностью против направления движения сляба. Это приводит к тому, что профиль "собачья кость" на головке и конце сляба деформируется иначе чем в его середине.
Эти недостатки могут быть устранены согласно другой форме выполнения изобретения за счет того, что две или более группы обжимных формующих поверхностей, состоящих каждая из параллельно проходящей обжимной формующей поверхности и обжимных формующих поверхностей с возрастающими углами наклона, расположенных в направлении входа образованной обжимными инструментами прессующей щели перед этой обжимной формующей поверхностью и образующих полигональную линию, образуют обжимную формующую поверхность обжимного инструмента. Предпочтительной при этом оказалось образование в общей сложности трех таких обжимных формующих поверхностей. Течение материала на головке и конце сляба происходит при этом значительно оптимальнее. Профиль "собачья кость" имеет по всей длине сляба более равномерную форму.
Выполненные таким образом обжимные инструменты могут быть использованы в слябообжимном прессе таким образом, что сляб с помощью рольганга, независимо от данного положения головки сляба относительно положения пары обжимных инструментов, подают к образованной ими прессующей щели, придают ему заранее вычисленную скорость, прежде чем он достигнет ее, и уменьшают его по ширине с помощью пары обжимных инструментов на следующих друг за другом ходах обжатия, причем фазы контакта между обжимными инструментами пары и слябом, а также движение подачи обжимных инструментов и сляба синхронны.
Сляб можно также перемещать с помощью рольганга между обжимными инструментами в предварительно вычисленное положение для первого хода прессования головки сляба. Последующие ходы прессования могут быть разной длины в зависимости от данной требуемой скорости подачи и соответствующей синхронизации движений сляба и обжимных инструментов. Различная длина ходов может быть тогда рассчитана так, чтобы контакт между обжимными инструментами и слябом при последнем ходе прессования происходил в локально подготовленном месте обжимных формующих поверхностей обжимных инструментов.
Изобретение более подробно поясняется с помощью примеров выполнения,
изображенных на чертеже, где:
на фиг. 1 показан обжимной инструмент в виде сверху;
фиг. 2 - 4 - другие примеры выполнения обжимного инструмента, также в виде сверху;
фиг. 5
- еще одна форма выполнения обжимного инструмента, также в виде сверху;
фиг. 6 - 11 - схематично пара обжимных инструментов из фиг. 5 в различных положениях во время процессов обжатия.
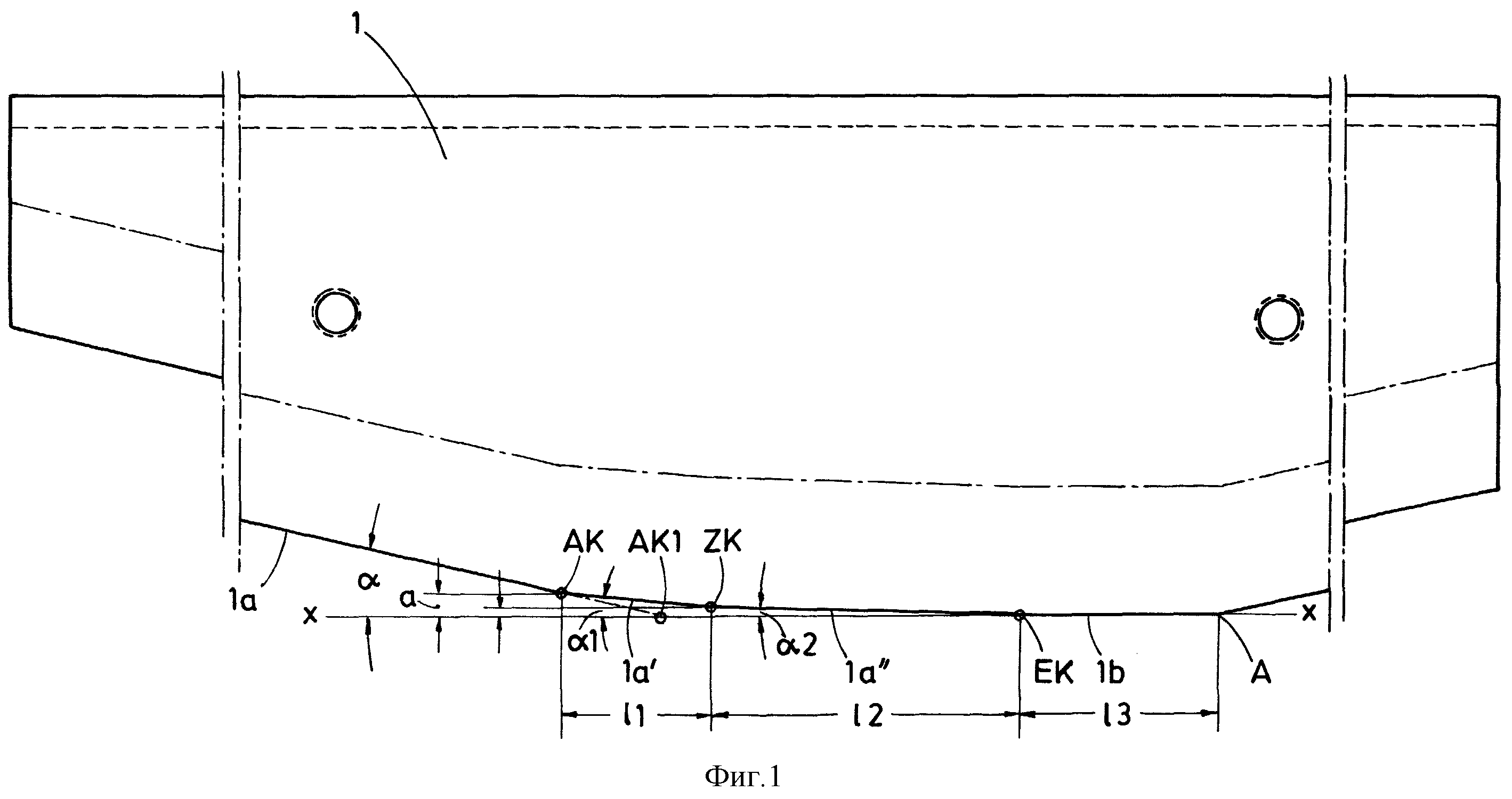
Изображенная на фиг. 1 часть 1 обжимного инструмента имеет обжимную формующую поверхность 1а и параллельную обжимную поверхность 1b. Обжимная формующая поверхность 1а наклонена к плоскости х-х параллельной обжимной поверхности 1b под углом α. За обжимной формующей поверхностью 1а позади ее выходной кромки АК расположены другие обжимные поверхности 1a', 1a''. Обе эти обжимные формующие поверхности 1a', 1a'' наклонены под углами α1,α2 к плоскости х-х параллельной обжимной поверхности 1, которые меньше угла наклона α обжимной формующей поверхности 1а к этой плоскости. Как видно, в изображенном примере выполнения расстояние L1 между обеими ограничительными кромками первой дополнительной обжимной формующей поверхности 1a', примыкающей к первой обжимной формующей поверхности 1а, а именно между выходной кромкой АК и промежуточной кромкой ZK, измеренное в плоскости х-х параллельной обжимной поверхности 1b, меньше расстояния l2 между обеими ограничительными кромками, а именно между промежуточной кромкой ZK и конечной выходной кромкой EK второй дополнительной обжимной поверхности 1a'', примыкающей к первой дополнительной обжимной поверхности 1a'. В этом примере выполнения расстояние L1 между ограничительными кромками AK и ZK первой дополнительной обжимной поверхности 1a' соответствует приблизительно половине расстояния L2 между ограничительными кромками ZK и EK второй дополнительной обжимной поверхности 1a''. Длина l3 параллельной обжимной поверхности 1b, измерения от конечной выходной кромки EK второй дополнительной обжимной поверхности 1a'' до свободного схода A этой параллельной обжимной поверхности 1b, составляет примерно одну треть длины параллельной обжимной поверхности сопоставимого обжимного инструмента только с одной обжимной формующей поверхностью, положение выходной кромки AK которой обозначено штрихпунктиром.
Вертикальное расстояние a выходной кромки AK от плоскости x-x параллельной обжимной поверхности 1b может быть рассчитано так, чтобы оно соответствовало приблизительно величине деформации боковой стенки (не показана), которая возникает при обжатии сляба обжимным инструментом, когда этот обжимной инструмент имеет обжимную формующую поверхность, выходная кромка которой занимает упомянутое положение AK'.
При изготовлении изображенного обжимного инструмента из обжимного инструмента только с одной обжимной формующей поверхностью и вытекающим из этого, описанным выше положением выходной кромки AK' за счет снятия материала достигается то, что выходная кромка AK обжимной формующей поверхности смещается в зону до ее первоначального положения AK' и над ним, а обжимная калибровочная поверхность 1b уменьшается до упомянутой трети своей первоначальной длины.
Изображенная на фиг.2 часть 1 обжимного инструмента имеет первую обжимную формующую поверхность 1а и параллельную обжимную поверхность 1b. Первая обжимная формующая поверхность 1a наклонена к плоскости x-x параллельной обжимной поверхности 1b под углом α За обжимной формующей поверхностью 1a позади ее выходной кромки AK расположены переходные обжимные поверхности 1a', 1a''. Обе эти дополнительные обжимные формующие поверхности 1a', 1a'' наклонены под углом α1,α2 к плоскости x-x параллельной обжимной поверхности 1b, которые меньше угла наклона α обжимной формующей поверхности 1a к этой плоскости.
Обжимной инструмент на фиг. 4 имеет первую обжимную формующую кромку 1a, наклоненную под углом α к плоскости x-x, в которой лежит параллельная обжимная поверхность 1b. За обжимной формующей поверхностью 1a позади ее выходной кромки AK расположены дополнительные обжимные поверхности 1a', 1a'', 1a'''. Эти дополнительные обжимные поверхности наклонены под углами α′,α″,α″′ к плоскости x-x, которые меньше угла наклона α первой обжимной формующей поверхности 1a к этой плоскости. К обжимной формующей поверхности 1a''' примыкает параллельная обжимная поверхность 1b, а к ней под углом наклона β- выходная поверхность 1c.
Выполнение обжимного инструмента 1 на фиг. 4 соответствует фиг. 2 с тем отличием, что здесь к обжимной формующей поверхности 1a примыкают только две дополнительные обжимные формующие поверхности 1a', 1a''.
Как видно из фиг. 5 обжимной инструмент WZ имеет ряд обжимных поверхностей a-k, которые при движении обжимного инструмента WZ по стрелке P воздействуют на боковую поверхность SF обозначенного штрихпунктиром сляба BR. Часть обжимной формующей поверхности, прилегающая при этом движении обжимного инструмента WZ к боковой поверхности SF, является проходящей параллельно направлению движения B сляба BP обжимной формующей поверхностью a, перед которой расположены две наклонные обжимные формующие поверхности b, c, образующие подобие полигональной линии. Углы наклона α1,α2 имеют возрастающую величину.
К свободной стороне параллельно проходящей
обжимной формующей поверхности a этой первой группы обжимных формующих поверхностей a, b, c ступенчато примыкает вторая группа обжимных формующих поверхностей, состоящая из параллельно проходящей
обжимной формующей поверхности d и расположенных перед ней наклонных, образующих полигональную линию обжимных формующих поверхностей e, f, углы наклона α3,α4
которых также имеют возрастающую величину. Третья и последняя группа этих обжимных формующих поверхностей также имеет параллельно проходящую обжимную формующую поверхность g, перед которой расположена
полигональная линия из обжимных формующих поверхностей h, i, k, наклоненных под углами α5,α6,α7.
Как видно в изображенном примере, три
группы обжимных формующих поверхностей a, b, c; d, e, f и g, h, i, k имеют с наклонной обжимной формующей поверхностью h третьей группы и обеими параллельно проходящими обжимными формующими
поверхностями a, d первой и второй групп одинаковые длины m2, m5 и m8, измеренные в направлении движения сляба. Точно так же параллельно проходящая обжимная формующая поверхность g третьей группы, а
также наклонные обжимные формующие поверхности i, k этой группы и наклонные обжимные формующие поверхности e, f второй группы имеют между собой одинаковые длины m1, m3 + m4 и m6 + m7.
Эти длины могут быть также рассчитаны и распределены иначе в зависимости от производственных требований и опыта.
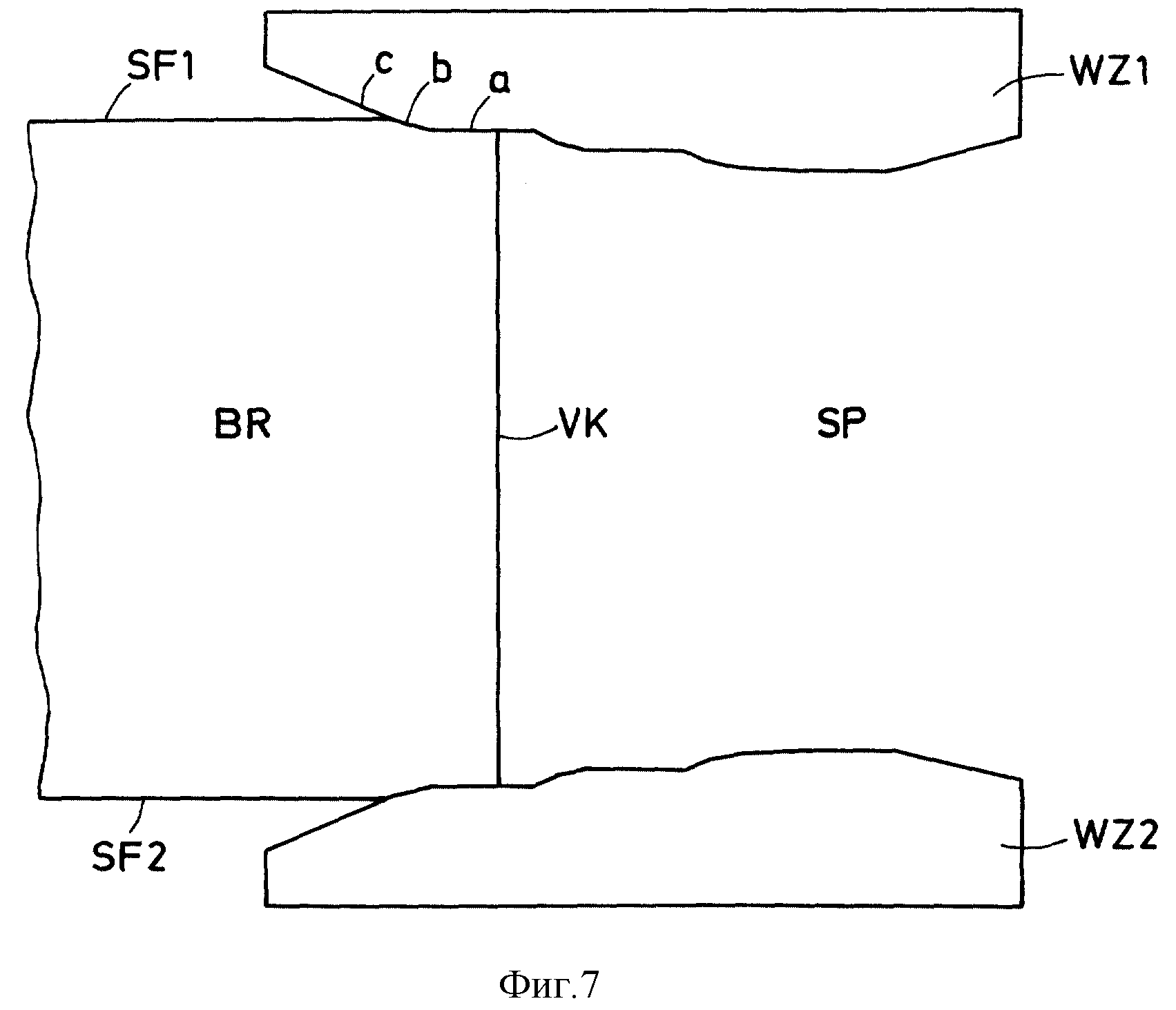
На фиг. 6-11 изображен принцип воздействия обжимных инструментов WZ1 и WZ2 (фиг. 6) пары обжимных инструментов на обе боковые поверхности SF1, SF2 сляба BR. На фиг. 6 изображены образованная обжимными инструментами WZ1, WZ2 прессующая щель SP и транспортируемая ими по рольгангу (не показан) головка сляба BR. При дальнейшей транспортировке в направлении прессующей щели SP головку сляба позиционируют так, что передняя кромка VK находится приблизительно ниже середины параллельно проходящей обжимной формующей поверхности a первой группы обжимных формующих поверхностей. Обжимные инструменты WZ1, WZ2 совершают тогда навстречу друг другу первый ход обжатия и обжимают головку сляба, придавая ей изображенную на фиг. 7 форму. Это происходит под воздействием всех обжимных формующих поверхностей a, b, c первой группы на боковые поверхности SF1, SF2 сляба.
Затем обжимные инструменты WZ1, WZ2 снова расходятся и головка сляба продвигается в положение, в котором передняя кромка головки сляба находится приблизительно ниже середины следующей параллельно проходящей обжимной формующей поверхности d второй группы обжимных формующих поверхностей. На последующем затем втором ходе обжатия головки сляба за счет одновременного воздействия на его боковые поверхности SF1, SF2 обжимными формующими поверхностями d, e, f второй и a, b, c первой групп придают форму, изображенную на фиг. 8. Затем после повторного раскрытия прессующей щели SP переднюю кромку VK головки сляба позиционируют приблизительно ниже середины параллельно проходящей обжимной формующей поверхности g третьей группы обжимных формующих поверхностей и на последующем ходе обжатия на боковые поверхности SF1, SF2 головки сляба одновременно воздействуют всеми обжимными формующими поверхностями g, h, i, k, d, e, f и a, b, c третьей, второй и первой групп обжимных формующих поверхностей и придают форму, изображенную на фиг. 9. Ширина головки сляба соответственно уменьшается за счет этих трех ходов обжатия до заданной величины (фиг. 10), а остаточную длину еще недеформированного сляба BR соответственно уменьшают на последующих ходах обжатия. В заключение сляб транспортируют из прессующей щели SP, как это изображено на фиг. 11.
Реферат
Изобретение относится к области деформации непрерывнолитых слябов. Задача изобретения - исключение образования волнообразных возвышений на изделии. Обжимной инструмент пары обжимных инструментов для деформации отлитых способов непрерывной отливки слябов в слябообжимном прессе содержит соответственно воздействующие на одну из обеих продольных боковых поверхностей сляба обжимные формующие поверхности, которые, проходя параллельно или под наклоном к направлению движения сляба, примыкают друг к другу. Одной параллельно проходящей обжимной формующей поверхности соответствуют обжимные формующие поверхности, наклоненные от продольной боковой поверхности сляба. За первой обжимной формующей поверхностью расположены одна или несколько дополнительных обжимных формующих поверхностей с углами наклона, которые меньше угла наклона первой обжимной формующей поверхности. Расстояние между разграничительными кромками первой дополнительной наклонной поверхности, измеренное в плоскости, параллельной обжимной формующей поверхности, равно приблизительно половине расстояния между разграничительными кромками второй дополнительной наклонной поверхности, измеренной в той же плоскости. Углы регламентированы. Изобретение обеспечивает процесс, близкий к прокатке. 3 с. и 15 з.п.ф-лы, 11 ил.
Формула
19.07.1995 по пп.1 и 2;
28.09.1995 по пп.3 - 5;
09.01.1996 по пп.6 - 8;
08.02.1996 по пп.9 - 18.
Документы, цитированные в отчёте о поиске
Ковочный пресс для редуцирования ширины проката
Комментарии