Способ и устройство для быстрой выгрузки толстых стальных листов из прокатного стана - RU2653518C2
Код документа: RU2653518C2
Чертежи






Описание
ОБЛАСТЬ ТЕХНИКИ
Данное изобретение относится к способу и устройству для быстрой выгрузки металлических пластин из толстой листовой стали из прокатного стана.
Под пластиной из толстой листовой стали, называемой в дальнейшем просто пластина, в данной заявке должна пониматься металлическая пластина с толщиной между 8 и 250 мм, шириной>900 мм и длиной≥3 м (см. документацию 570, "Толстая листовая сталь - изготовление и применение", Информационный центр по стали, Дюссельдорф, 1-ое издание, 2001 год).
С одной стороны изобретение относится к способу выгрузки металлических пластин, предпочтительно из стали, из прокатного стана, предпочтительно из стана горячей прокатки или из установки непрерывного литья и проката.
С другой стороны изобретение относится к устройству для быстрой выгрузки стальных пластин из стана горячей прокатки.
УРОВЕНЬ ТЕХНИКИ
Как правило, в секции непрерывного литья установки непрерывного литья и проката непрерывно (то есть бесконечно) изготовляется слябовая полоса. Затем сама бесконечная слябовая полоса или нарезанный из нее сляб подвергается, по меньшей мере, в одной прокатной клети чернового прокатного стана обработке давлением с высокой степенью сжатия. После этого предварительно прокатанная слябовая полоса (называемая также предварительной полосой) или предварительно прокатанный сляб нагревается в печи повторного нагрева и подвергается удалению окалины в устройстве по удалению окалины. Дальнейший многоклетьевой чистовой прокатный стан, по меньшей мере, с пятью, опционально семью прокатными клетями производит в зависимости от количества находящихся в контакте прокатных клетей, а также от заданных коэффициентов сжатия стальные полосы различной толщины. После чего эти стальные полосы охлаждаются в зоне охлаждения до необходимой температуры и далее, по меньшей мере, в двух намоточных устройствах попеременно наматываются в стальные рулоны (мотки или на английском языке coils). В случае необходимости стальная полоса перед намоткой разделяется в поперечном направлении на соответствующие длины.
В случае этого известного способа производства стальных рулонов может производиться горячекатаная полоса с толщинами от 0,6 мм до 25 мм и при определенных условиях даже до 30 мм (при незначительной ширине и материалах с незначительной прочностью). Эти рулоны на более позднем моменте времени могут обрабатываться на отдельном шаге обработки или в отдельном устройстве до пластин (так называемого тонколистового металла с толщинами менее 3 мм или толстолистовой стали с толщинами от 3 мм до 25 мм, опционально до 30 мм).
В EP 1909979 B1 описывается установка непрерывного литья и проката для производства пластин с толщинами до 100 мм и шириной до 4000 мм. Произведенный посредством непрерывного литья сляб подвергается в машине непрерывного литья сжатию жидкой сердцевины (Liquid-Core-Reduction - LCR); затем сжатие сляба происходит в одной или нескольких прокатных клетях прокатного стана. После этого осуществляется охлаждение и поперечное разделение полосы на необходимую длину пластин. Также описывается необходимость устройства удаления окалины перед прокатными клетями, а также устройства для термомеханической обработки специальных марок стали при помощи шага промежуточного охлаждения между прокатными клетями.
В DE 102010063279 A1 описывается литейно-прокатный модуль (ЛПМ) для производства толстых сортов труб или тонкой полосы. В модуле ЛПМ произведенные тонкие полосы или описанные толстые сорта труб наматываются на намоточные устройства до образования стальных рулонов. Эти рулоны могут дополнительно обрабатываться в отдельных установках до пластин.
Дальнейшим известным способом производства для пластин являются прокатные станы толстолистовой стали (на английском языке plate mills). Эти прокатные станы рассчитываются для того, чтобы прокатывать исходный материал или плоские заготовки в продольном и/или поперечном направлении, для того чтобы производить из них пластины с различными толщинами, длинами и шириной. Прокатные станы толстолистовой стали имеют печь повторного нагрева, одну или две прокатные клети, правильную машину, ножницы, а также места отжига, охлаждения и места складирования для пластин. Прокатные клети по большей части эксплуатируются с реверсом. Опционально могут также иметь место поворотные столы для поворота пластин для процесса проката, печи Стеккеля, а также устройства осадки для правильной установки ширины. Этот способ в основном используется для более толстых и/или более широких пластин. Производство горячекатаной полосы с незначительными толщинами нерентабельно или невозможно.
В установке поперечной резки (на английском языке Cut-To-Length Line) пластины могут также производиться или дополнительно обрабатываться. При этом намотанные на намоточном устройстве рулоны снова разматываются, правятся, разделяются в поперечном направлении, обрабатываются до пластин и складываются в стопки. Тем не менее, в этих устройствах могут производиться лишь пластины с толщиной приблизительно до 16 мм.
В WO 2009/121678 A1 описывается устройство выгрузки для установки непрерывного литья и проката, которое при аварийной ситуации делает возможной дальнейшую работу секции непрерывного литья установки непрерывного литья и проката. При этом нарезанные отрезки исходного материала с длинами от 8 до 14 м выводятся из установки. При заданных больших длинах пластин благодаря ускорению нарезанных отрезков исходного материала могут образовываться достаточно большие зазоры между отдельными отрезками, так что столкновения между отрезками предотвращаются. Кроме того, скорости у этого исходного материала еще относительно малы, для того чтобы перемещать отрезки исходного материала из установки.
ПРЕДСТАВЛЕНИЕ ИЗОБРЕТЕНИЯ
Задача данного изобретения состоит в предоставлении способа и устройства для выгрузки пластин из установки непрерывного литья и проката, причем также относительно короткие пластины (например, с длиной от 3 до 8 м) могут с высокой скоростью и незначительной длительностью цикла надежно выводиться из установки и накапливаться.
Дальнейшая задача данного изобретения состоит в расширении производственного спектра установки непрерывного литья и проката, благодаря тому, что наряду с описанной выше возможностью для производства стальных рулонов в установке непрерывного литья и проката могут также изготовляться пластины различной толщины и длины. При этом параметры установки, как например количество находящихся в контакте прокатных клетей и их коэффициенты сжатия, должны иметь возможность устанавливаться таким образом, что могут производиться поточные пластины (то есть в самой установке непрерывного литья и проката) с толщинами, по меньшей мере, от 8 мм до 25 мм, предпочтительно до 40 мм, шириной от 900 мм до 2100 мм и длинами от 3 м до 18 м. При этом наряду с сортами труб должны иметь возможность также производиться другие типы прокатной продукции. При производстве пластин материал - например, произведенный во время непрерывной бесконечной эксплуатации - должен иметь возможность разделяться в поперечном направлении на подходящем месте. Затем пластины с заданной длиной должны выводиться из установки и накапливаться, так что последующий материал может беспрепятственно, далее производиться. Было бы желательно, если бы устройство вывода и накопления могло просто и быстро перенастраиваться на различные длины пластин.
Эта задача решается с помощью упомянутого вначале способа, включающего в себя следующие шаги способа:
- подача первой пластины по рольгангу в направлении подачи, причем первая пластина предпочтительно ускоряется в направлении подачи;
- складирование первой пластины на рольганге;
- подача второй пластины по рольгангу в направлении подачи;
- складирование второй пластины в направлении подачи перед первой пластиной на рольганге; и
- одновременная выгрузка первой и второй пластины с рольганга в место складирования.
После поперечного разделения производимой, например, во время бесконечной эксплуатации линии горячекатаной полосы, вследствие чего от полосы неопределенной длины отделяется первая пластина, первая пластина подается по рольгангу в направлении подачи. При этом первая пластина предпочтительно ускоряется в направлении подачи, так что образуется зазор между полосой и первой пластиной. После того, как первая пластина достигла на рольганге предопределенного положения, первая пластина складируется на рольганге. Затем от полосы отделяется вторая пластина, и вторая пластина подается по рольгангу в направлении подачи. После того, как вторая пластина достигла на рольганге предопределенного положения, вторая пластина складируется на рольганге в направлении подачи перед первой пластиной. Вследствие этого на рольганге оставляются, по меньшей мере, две пластины в ряд (на английском языке in-line). Затем первая и вторая пластина выгружаются с рольганга в место складирования, причем выгрузка предпочтительно осуществляется поперек к направлению подачи. Однако альтернативно этому пластины могут также выгружаться в вертикальном направлении (например, выше или ниже рольганга). Выгрузка поперек к направлению подачи обозначается также как поперечная выгрузка; устройство для нее называется поперечным транспортером.
Благодаря оставлению нескольких пластин в ряд на рольганге и одновременной выгрузке нескольких пластин могут при такой же длительности цикла устройства выгрузки также надежно выгружаться существенно более короткие пластины.
Одновременная выгрузка нескольких пластин с рольганга может в принципе осуществляться двумя способами:
а) несколько пластин выгружаются одним поперечным транспортером одновременно (то есть совместно), или
b) несколько работающих синхронно поперечных транспортеров выгружают в каждом случае одну пластину.
Также возможна комбинация, например, несколько поперечных транспортеров выгружают в каждом случае несколько пластин (например, два поперечных транспортера в каждом случае две пластины).
При производстве наиболее коротких пластин предпочтительно, если, по меньшей мере, одна третья пластина подается по рольгангу в направлении подачи, и третья пластина складируется на рольганге в направлении подачи перед второй пластиной. Затем первая, вторая и третья пластина одновременно выгружаются. Вследствие этого либо еще уменьшается минимальная длина пластин при заданной длительности цикла, либо длительность цикла увеличивается при заданной длине пластин.
Ввиду габаритных условий в прокатном стане в большинстве случаев предпочтительно, если выгрузка пластин осуществляется поперек к направлению подачи.
Во время выгрузки является целесообразным, если поперечный транспортер осуществляет следующие шаги:
- поднятие, по меньшей мере, одной пластины с рольганга;
- перемещение приподнятой пластины поперек к направлению подачи с рольганга к месту складирования;
- оставление, по меньшей мере, одной пластины на месте складирования; и затем
- возвращение поперечного транспортера в исходное положение, так что поперечный транспортер может снова выгружать, по меньшей мере, одну пластину.
Альтернативно этому выгрузка может также осуществляться посредством следующих шагов:
- захватывание, по меньшей мере, одной пластины на рольганге захватом;
- поворот захвата вокруг оси поворота, которая направлена параллельно к направлению подачи;
- освобождение повернутой пластины от захвата и оставление пластины на месте складирования; и затем
- возвращение захвата в исходное положение, так что захват может снова выгружать, по меньшей мере, одну пластину.
Укладывание нескольких пластин в стопу на месте складирования является наиболее простым, если место складирования после оставления, по меньшей мере, одной пластины опускается, по меньшей мере, на толщину пластины.
В прокатном стане пластины перед подачей по рольгангу в направлении подачи отделяются от линии/полосы поперечными элементами.
Упомянутая выше задача решается также с помощью устройства для быстрой выгрузки пластин из стали из стана горячей прокатки, причем устройство включает в себя:
- рольганг для подачи пластины в направлении подачи, причем рольганг имеет несколько приводных роликов для ускорения пластины в направлении подачи;
- по меньшей мере, одно средство для складирования пластины на рольганге, причем пластина может оставляться в определенном положении;
- поперечный транспортер для одновременной выгрузки нескольких пластин с рольганга на место складирования или несколько поперечных транспортеров для синхронной выгрузки в каждом случае, по меньшей мере, одной пластины поперек к направлению подачи с рольганга на место складирования.
Устройство выгрузки с несколькими поперечными транспортерами для синхронной выгрузки в каждом случае, по меньшей мере, одной пластины включает в себя устройство синхронизации (например, кинематическую связь между устройствами управления/регулировки (см. "электрическая волна") поперечных транспортеров или механическое соединение между поперечными транспортерами) для синхронизации поперечных транспортеров.
В простом и надежном варианте осуществления средство для складирования пластины на рольганге включает в себя упор и предпочтительно привод (например, гидравлический, пневматический или электрический привод) для подвода и отвода упора на траекторию подачи пластины по рольгангу.
Согласно альтернативному наиболее простому варианту осуществления средство для складирования выполнено в виде затормаживаемого ролика рольганга.
Столкновения между пластинами могут предотвращаться, если рольганг включает в себя несколько - расположенных в направлении подачи друг за другом - средств для складирования.
Простой поперечный транспортер имеет подъемную балку, подъемный привод для поднятия подъемной балки, передвижную тележку для перемещения пластины поперек к направлению подачи и привод для перемещения передвижной тележки по подъемной балке.
Целесообразно, если подъемная балка имеет несколько полок, причем в исходном положении между двумя полками расположен, по меньшей мере, один ролик рольганга. В данной заявке под исходным положением понимается любое положение, которое поперечный транспортер занимает непосредственно перед выгрузкой пластин поперек к направлению подачи.
Дальнейший простой поперечный транспортер имеет захват для зажатия пластины и поворотный блок для поворота пластины вокруг ориентированной в направлении подачи оси поворота.
Простое место складирования образуется посредством регулируемого по высоте накопительного стола с приводом для вертикальной регулировки накопительного стола.
Так как пластина предпочтительно после последней клети чистового прокатного стана и перед поступлением пластины в устройство охлаждения отрезается, и пластина после резки ускоряется на рольганге, для того чтобы создать зазор между непрерывно производимой горячекатаной полосой и пластиной, пластина в зависимости от изменения ускорения во времени будет иметь изменяемую скорость подачи. Однако, для того чтобы даже в этом случае еще достигать равномерного охлаждения пластины, является предпочтительным, если при охлаждении пластины на участке охлаждения, включающем в себя:
- рольганг для подачи пластины в направлении подачи через участок охлаждения,
- по меньшей мере, одно регулируемое по расходу охлаждающее сопло,
- по меньшей мере, один датчик для определения скорости пластины на участке охлаждения и
- установочное устройство для регулировки количества охлаждающего вещества через охлаждающее сопло,
способ охлаждения включает в себя следующие шаги способа:
- подача пластины через участок охлаждения,
- определение скорости пластины на участке охлаждения,
- передача значения скорости установочному устройству и
- регулировка количества охлаждающего вещества через охлаждающее сопло в зависимости от скорости при помощи установочного устройства, так что пластина охлаждается равномерно.
Соответствующий этому способу участок охлаждения включает в себя:
- рольганг для подачи пластины в направлении подачи через участок охлаждения,
- по меньшей мере, одно регулируемое по расходу охлаждающее сопло,
- по меньшей мере, один датчик для определения скорости пластины на участке охлаждения и
- установочное устройство для регулировки количества охлаждающего вещества через охлаждающее сопло.
Установочное устройство может быть выполнено, например, в виде устройства управления или регулировки. В случае устройства регулировки расчетное количество охлаждающего вещества рассчитывается в зависимости от скорости, и фактическое количество охлаждающего вещества устанавливается с регулировкой таким образом, что разница между расчетным и фактическим количеством охлаждающего вещества является наименьшей.
Предпочтительно, если скорость определяется несколько раз при прохождении пластины через участок охлаждения, и участок охлаждения имеет несколько зон охлаждения (в каждом случае, по меньшей мере, с одним охлаждающим соплом). Таким образом, охлаждение пластины может очень точно регулироваться даже при изменяющихся характерах изменения скоростей или ускорений. Определение скорости на участке может осуществляться, например, посредством датчиков положения, которые определяют время прохождения пластины между двумя положениями, и таким образом скорость может просто определяться из данных о расстоянии между двумя датчиками. Однако альтернативно этому скорость может также определяться другим способом, например, посредством измерения скорости роликов рольганга, посредством лазерной доплеровской анемометрии и т.д.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖА
Дальнейшие преимущества и признаки данного изобретения проистекают из описания не ограничительных примеров осуществления, причем на чертеже показаны:
фиг. 1а и 1b - схематичный вид сбоку установки непрерывного литья и проката для изготовления рулонов из полосообразной листовой стали и пластин из толстолистовой стали;
фиг. 1с - вид сверху на фиг. 1b;
фиг. 2 - схематичный вид сбоку поперечного транспортера для выгрузки пластин;
фиг. 3 - схематичный вид сверху на поперечный транспортер согласно фиг. 2;
фиг. с 4а по 4e - схематичное изображение шагов способа при выгрузке;
фиг. 5 - схематичное изображение поворотного блока с захватом для выгрузки пластин;
фиг. с 6а по 6f - схематичное изображение двух поперечных транспортеров для выгрузки пластин различной длины; и
фиг. 7 - подробное изображение участка 10 охлаждения из фиг. 1b.
ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Производство пластин различной толщины, ширины, длины и материала происходит в установке непрерывного литья и проката типа Arvedi ESP (бесконечное производство полосы, на английском языке Endless Strip Production) согласно фиг. с 1а по 1с следующим образом:
Литье жидкой стали в секции 1 непрерывного литья в тонкую слябовую полосу с толщиной 70 мм - 125 мм и шириной от 900 до 2100 мм, причем тонкая слябовая полоса с жидкой сердцевиной подвергается на дугообразном направляющем участке 2 секции 1 непрерывного литья так называемому сжатию жидкой сердцевины (Liquid-Core-Reduction - LCR).
Производимая бесконечно тонкая слябовая полоса после выхода из секции непрерывного литья подвергается черновой прокатке в черновом прокатном стане 3 посредством, по меньшей мере, одной, максимум четырех прокатных клетей с высоким коэффициентом сжатия. После того, как подвергнутая черновой прокатке слябовая полоса, так называемая предварительная полоса 17 (на английском языке transfer bar), прошла без разрезания через маятниковые ножницы 4, она повторно нагревается в индукционной печи 5 и очищается от окалины в последующей машине 6 для удаления окалины. После удаления окалины подвергнутая черновой прокатке предварительная полоса прокатывается начисто в многоклетьевом чистовом прокатном стане 7, по меньшей мере, с четырьмя, предпочтительно минимум с пятью прокатными клетями 7а...7d до готовой полосы 18 или полотна пластин, причем в зависимости от заданной конечной толщины горячекатаного продукта находится в контакте разное количество прокатных клетей, и/или устанавливаются различные коэффициенты сжатия.
После чистовой прокатки горячекатаной полосы в последней прокатной клети 7d производимая по-прежнему бесконечно готовая полоса 18 разделяется в поперечном направлении ножницами 8 на длины пластин от 3 до 18 м. Таким образом, как изображено на фиг. 1b, ножницы 8 расположены непосредственно за последней прокатной клетью 7d чистового прокатного стана 7. Однако альтернативно этому ножницы 8 могли бы также располагаться выше по потоку перед чистовым прокатным станом 7 или даже только после участка 10 охлаждения. Тем не менее, расположение ножниц 8 непосредственно после чистового прокатного стана 7 является предпочтительным, так как по сравнению с расположением ножниц 8 перед чистовым прокатным станом 7 голова отрезанной горячекатаной полосы не должна после каждого реза заправляться в прокатные клети 7а...7d чистового прокатного стана 7. Кроме того, изображенное расположение является также предпочтительным по сравнению с расположением ножниц 8 после участка 10 охлаждения, так как усилия реза ввиду более высокой температуры горячекатаной полосы существенно меньше после чистового прокатного стана 7.
Непосредственно после отрезания пластины от производимой бесконечно готовой полосы 18 пластина ускоряется на рольганге 9 посредством нескольких приводных роликов 9а рольганга в направлении T подачи, для того чтобы создать максимально возможный зазор между готовой полосой 18 и пластиной. Этот зазор определяется длиной пластины, ускорением пластины и временем ускорения. В принципе имеет место то, что чем короче пластины, тем меньше длительность цикла для выгрузки пластин, или тем меньше зазоры между пластинами.
Последующая таблица 1 показывает в качестве примера взаимосвязь между длиной L пластин, последовательностью t резов при скорости полосы в 0,8 м/с и зазором Δs пластин при ускорении пластины a=1 м/c2 до скорости v=3 м/с. Кроме того, в последнем столбце представлено время tSequ повторения (называемое также длительностью цикла) для поперечного транспортера, если одновременно выгружаются n пластин.
Наряду с представленными выше преимуществами является предпочтительным разделять в поперечном направлении производимые бесконечным способом пластины только после последней прокатной клети 7d ввиду того, что вследствие этого свойства материала (прямолинейность и плоскостность головного и хвостового конца пластин) остаются приблизительно неизменными, и дальнейшие шаги обработки не требуются в производственной линии.
В противоположность этому в способах согласно уровню техники, при которых предварительная полоса 17 разделяется в поперечном направлении перед чистовым прокатным станом 7, или уже слябовые заготовки с ограниченной длиной вводятся в прокатные станы 3, 7, контур головы и хвоста (на английском языке так называемых head end и tail end) пластин благодаря постоянному входу и выходу в каждую отдельную прокатную клеть деформируется или изгибается в вертикальном направлении таким образом, что укладывание в стопу и дополнительная обработка таких пластин целесообразно возможны только с дополнительным обрезанием кромки (каждое обрезание кромки производит металлический лом и уменьшает производительность установки) или с дополнительным процессом правки.
После отрезания пластина охлаждается на участке 10 охлаждения. На участке 10 охлаждения изменяющаяся ввиду ускорения скорость пластины учитывается динамической регулировкой интенсивности охлаждения. Для этого отслеживается (на английском языке tracking) положение головы пластины в пределах участка охлаждения. Вследствие этого с одной стороны обеспечивается равномерная температура поверхности пластины (включая голову и хвост пластины). Отслеживание пластины в пределах участка охлаждения может осуществляться, например посредством нескольких индуктивных датчиков ниже или выше рольганга, которые регистрируют прохождение пластины. В зависимости от скорости пластины на рольганге в пределах участка охлаждения регулируются несколько охлаждающих сопел, которые расположены в направлении подачи друг за другом и могут регулироваться вне зависимости друг от друга, так что все продольные участки пластины нагружаются одинаковым количеством воды.
После участка 10 охлаждения изготовленные пластины подаются при помощи рольганга 13 через намоточные устройства 11а, 11b к устройству 14 выгрузки. С этой целью захватное устройство для полосы - на фиг. 1b изображена так называемая захватная решетка 12, которая может откидываться посредством электрического или гидравлического привода (откинутое положение изображено пунктиром) - откидывается, поднимается или поворачивается. Вследствие этого освобождается траектория подачи пластин по рольгангу 13 к устройству 14 выгрузки. Во всех рабочих состояниях, в частности даже при сбое подачи электроэнергии, во время производства рулонов в установке ESP захватное устройство 12 для полосы предотвращает то, что готовая полоса 18 попадает в устройство 14 выгрузки.
При помощи последующего рольганга 13 пластины подаются к устройству 14 выгрузки. В этой области могут для предварительной установки положения пластин поперек к направлению T подачи предусматриваться так называемые регулируемые боковые направляющие, которые посредством гидравлических или электромеханических средств могут адаптироваться к ширине платин. Кроме того, в этой области может быть расположена правильная машина, для того чтобы править возможные углубления или изгибы пластин.
Устройство 14 выгрузки разработано таким образом, что непрерывно разливаемая машиной 1 непрерывного литья полоса или непрерывно подвергаемая горячей прокатке в чистовом прокатном стане 7 готовая полоса 18 может беспрепятственно подаваться, выводиться из стана горячей прокатки и укладываться в стопу, без того чтобы нарушалась бесконечная эксплуатация установки непрерывного литья и проката или оказывалось влияние на скорость производства. Это требование в устройствах согласно уровню техники, прежде всего для коротких пластин не может выполняться, так как длительности tSequ циклов для устройства 14 выгрузки слишком малы. В противоположность этому это требование выполняется в изобретении, благодаря тому, что несколько оставленных на рольганге друг за другом пластин выгружаются одновременно; вследствие этого увеличивается длительность цикла.
Фиг. 2 и 3 показывают первый вариант осуществления устройства 14 выгрузки для выгрузки толстых стальных листов из установки ESP непрерывного литья и проката согласно фиг. с 1а по 1с.
Устройство 14 выгрузки включает в себя рольганг 13, по которому пластины 21, 22 могут подаваться в направлении T подачи, средство для складирования первой пластины 21 в виде заднего упора 26а, средство для складирования второй пластины 22 на рольганге 13 в виде переднего упора 26b, а также поперечный транспортер 15 для одновременной выгрузки двух пластин 21, 22 поперек к направлению T подачи на место 24 складирования. Рольганг 13 образуется из нескольких приводных роликов 9а, 31 рольганга; дополнительно могут также иметься не приводные ролики рольганга. Таким образом, как изображено на фиг. 3, две пластины 21 и 22 перед выгрузкой расположены на рольганге 13 друг за другом.
Перед непосредственной выгрузкой пластин 21, 22 в устройстве 14 выгрузки бесконечная готовая полоса 18 разделяется в поперечном направлении после последней прокатной клети 7d чистового прокатного стана 7 ножницами 8 (см. фиг. 1b). Вследствие этого образуется первая пластина 21. Первая пластина 21 подается по рольгангу 9 через участок 10 охлаждения и ускоряется посредством приводных роликов 9а рольганга 9 в направлении T подачи. Благодаря ускорению образуется зазор между готовой полосой 18 и первой пластиной 21, так что столкновения гарантировано предотвращаются.
После того, как первая пластина 21 прошла намоточные устройства 11а, 11b и откинутую захватную решетку 12, первая пластина 21 поступает по рольгангу 13, называемому также соединительным рольгангом, в устройство 14 выгрузки.
В самом устройстве 14 выгрузки первая пластина 21 перемещается далее в направлении T подачи до тех пор, пока она не складируется на рольганге 13 средством для складирования первой пластины, которое выполнено в виде заднего упора 26а. Упор 26а поворачивается посредством неизображенного привода на траекторию подачи первой пластины 21, вследствие чего траектория подачи перекрывается. Первая пластина 21 лежит, по меньшей мере, на двух роликах 31 рольганга.
В альтернативном варианте осуществления средство для складирования выполнено в виде светового затвора или камеры, которая соединена с несколькими приводными роликами 31 рольганга. Как только пластина достигла заданного положения складирования, ролики 31 рольганга затормаживаются, так что пластина складируется на рольганге.
После этого или в это время ножницы 8 отрезали вторую пластину 22 от бесконечной готовой полосы 18. Вторая пластина 22 также подается по рольгангу 9 в направлении T подачи к устройству 14 выгрузки. Прежде чем вторая пластина 22 достигла на рольганге 13 положения складирования, передний упор 26b поворачивается на траекторию подачи, вследствие чего вторая пластина 22 складируется на рольганге 13 в направлении T подачи перед первой пластиной 21. Вторая пластина 22 также лежит, по меньшей мере, на двух роликах 31 рольганга.
Альтернативно исполнению с несколькими упорами 26а, 26b устройство 14 выгрузки могло бы также иметь лишь один единственный упор (например, задний упор 26а), причем вторая пластина 22 столкнулась бы с первой пластиной 21 или при необходимости неизображенная третья пластина столкнулась бы со второй пластиной 22. Тем не менее, в частности для относительно тонких пластин является предпочтительным предусматривать несколько упоров, так как таким образом предотвращаются деформации пластин из-за столкновений.
Для того чтобы увеличивать длительность tSequ цикла для поперечного транспортера 15 даже при относительно коротких пластинах, существенным является то, что, по меньшей мере, две пластины 21, 22 выгружаются в одно время. Это может осуществляться либо посредством одного единственного поперечного транспортера 15, который одновременно выгружает несколько пластин, либо же посредством нескольких работающих одновременно поперечных транспортеров (см. поперечные транспортеры 15, 15` на фиг. 6а), которые выгружают в каждом случае, по меньшей мере, одну пластину.
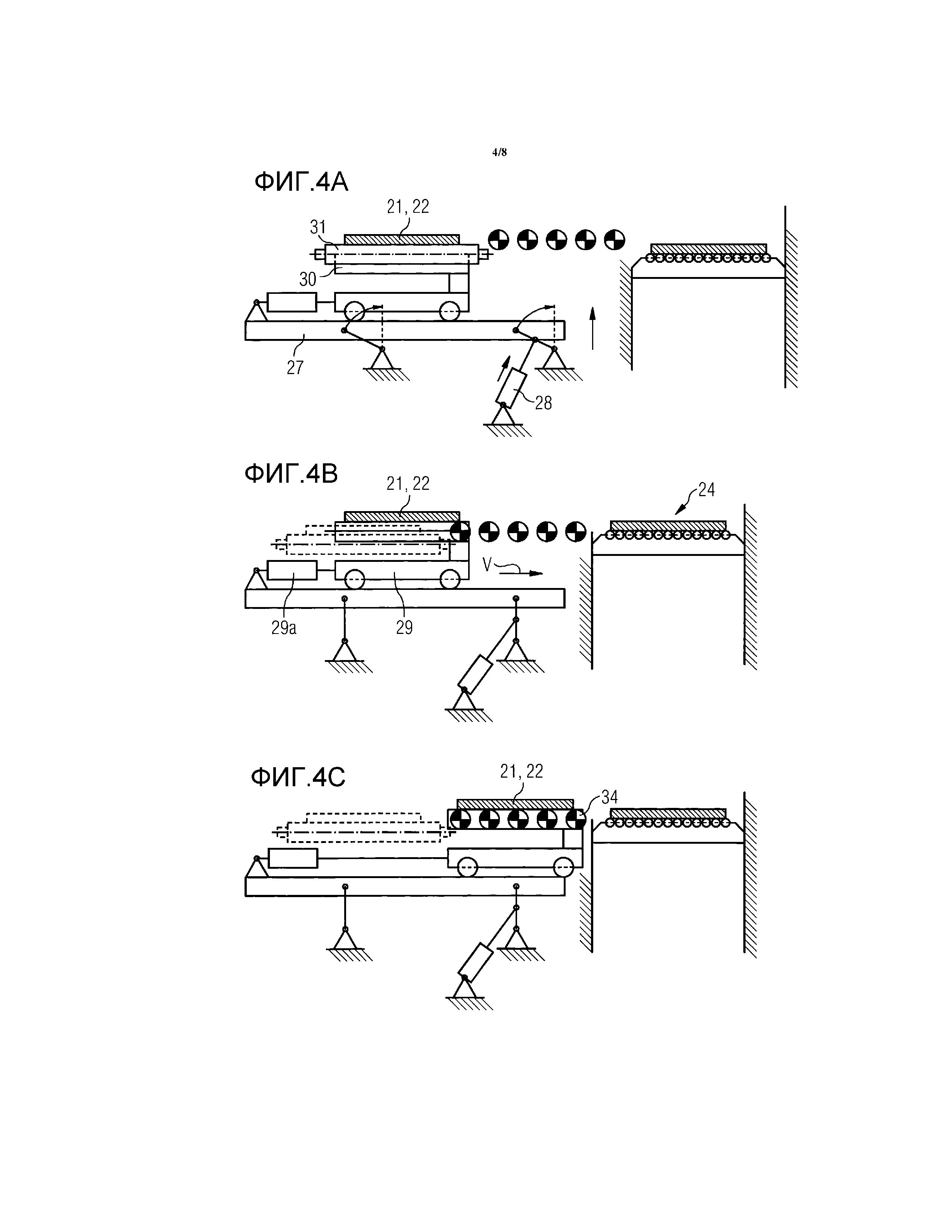
Сам поперечный транспортер 15 изображен на фиг. 2 и 3. В каждом случае между двумя - следующими в направлении T подачи друг за другом - роликами 31 рольганга расположена полка 30, которая может перемещаться в направлении V перемещения при помощи передвижной тележки 29 (в изображенном случае перемещение осуществляется посредством линейного двигателя 29а, например электрического линейного привода, гидравлического или пневматического цилиндра и т.д.). Передвижная тележка 29 опирается колесами на подъемную балку 27, которая посредством одного или нескольких подъемных цилиндров 28 может подниматься и опускаться. Подъемная балка 27 опирается на неподвижную опорную конструкцию при помощи двух поворотных рычагов, причем изображенный на фиг. 2 правый поворотный рычаг может подниматься и соответственно опускаться посредством подъемного цилиндра 28.
Подъем первой и второй пластины 21, 22 с роликов 31 рольганга 13 изображен на фиг. 4а. Во время подъема подъемный цилиндр 28 выдвигается, вследствие чего подъемная балка 27 поднимается. Благодаря подъему подъемной балки 27 пластины 21, 22 поднимаются с роликов 31 рольганга 13 в каждом случае посредством одной полки 30 (однако количество полок могло бы быть также более чем одна полка на пластину).
После подъема пластины 21, 22 перемещаются при помощи передвижной тележки 29 в направлении V перемещения по направлению к месту 24 складирования. Перемещение осуществляется посредством выдвигания одного или нескольких приводов 29а перемещения (см. фиг. 4b).
Ситуация после перемещения пластин 21, 22 в направлении V перемещения изображена на фиг. 4с. Благодаря перемещению пластины 21, 22 укладываются на приводные ролики 34 рольганга, которые расположены поперек к направлению V перемещения и таким образом параллельно к направлению T подачи (эти ролики обозначаются в дальнейшем также как поперечные ролики). Опоры и приводы вращения для поперечных роликов 34 не изображены на фигурах по причинам наглядности; тем не менее, специалисту понятно, как должны выполняться приводимые во вращательное движение ролики.
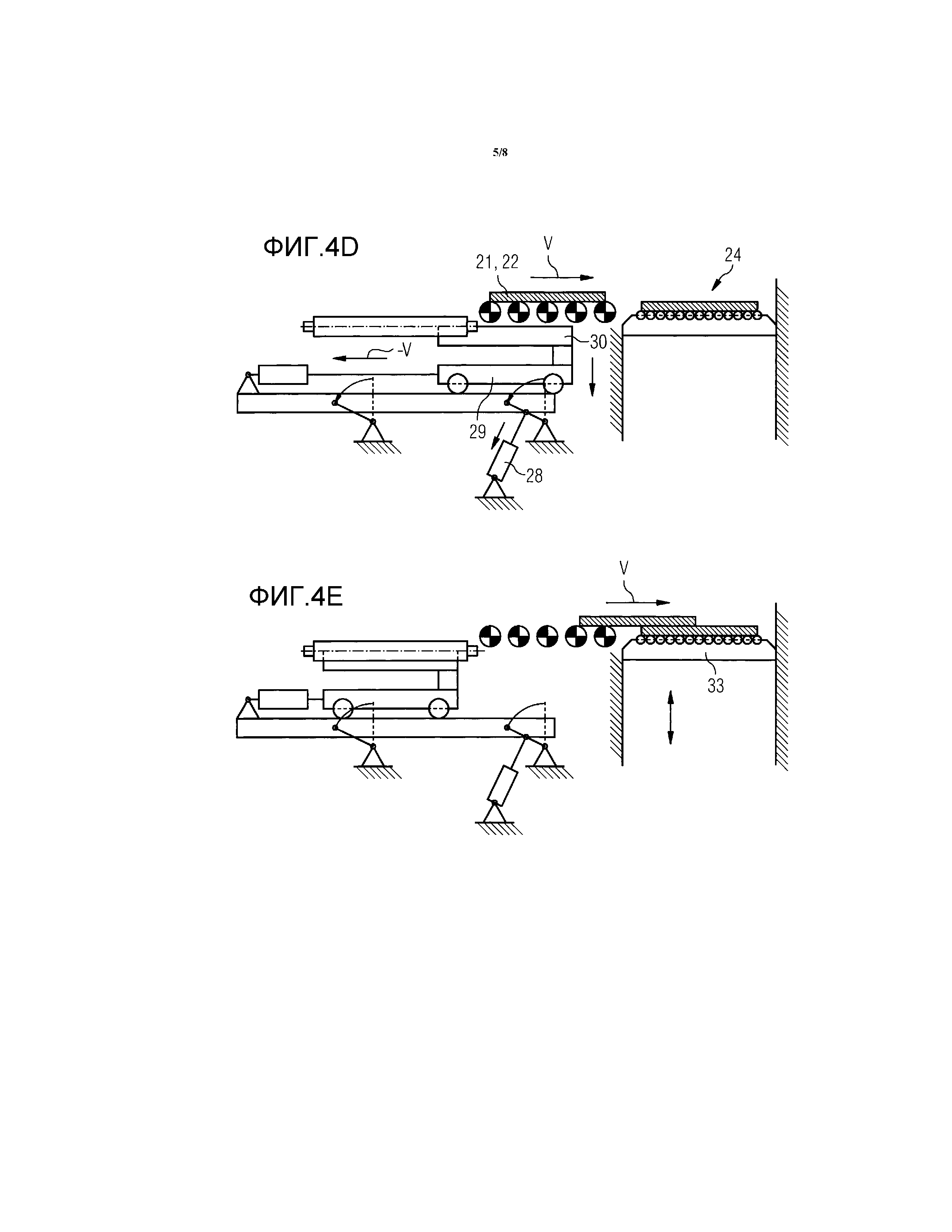
На фиг. 4d изображено, как благодаря втягиванию подъемного цилиндра 28 пластины 21, 22 оставляются на поперечных роликах 34, и передвижная тележка 29 перемещается в обратном направлении (обозначенном как -V) против направления V перемещения в исходное положение. После оставления пластины 21, 22 подаются посредством приводных поперечных роликов 34 в направлении V перемещения далее к месту 24 складирования.
На фиг. 4e поперечный транспортер 15 снова достиг исходного положения, так что несколько пластин 21, 22 могут снова выгружаться из стана горячей прокатки. После того, как пластины 21, 22 были уложены на накопительный стол 33 места 24 складирования, накопительный стол 33 опускается, по меньшей мере, на толщину пластины.
На фиг. 5 изображен второй вариант осуществления поперечного транспортера 15. Поперечный транспортер 15 включает в себя расположенный справа и слева от двух пластин 21, 22 захват 25 для зажатия пластин и поворотный блок 32 для поворота пластин вокруг оси D поворота, которая ориентирована параллельно к направлению T подачи.
После того, как пластины 21, 22 были зажаты захватом 25, поворотный блок 32 поворачивается приблизительно на 180°, вследствие чего пластины перемещаются из изображенного слева положения в изображенное справа положение. Затем пластины 21, 22 освобождаются от захвата 25 и оставляются на накопительном столе 33. После оставления пластин поворотный блок 32 поворачивается обратно в исходное положение, так что несколько пластин могут снова выгружаться.
Фиг. 6 при помощи частичных фигур а...f схематично показывает изображение устройства 14 выгрузки с двумя расположенными друг за другом поперечными транспортерами 15, 15` во время выгрузки пластин с различной длиной. В отношении времени tSequ повторений делается ссылка на таблицу 1 и лежащие в основе параметры.
Фиг. 6а показывает выгрузку одной первой пластины 21 с длиной в 18 м. Пластина складируется на рольганге 13 посредством первого упора 26а. Согласно таблице 1 tSequсоставляет 21,6 с.
На фиг. 6b и 6c длина пластин составляет 15 м и соответственно 12 м. Временя tSequ повторений составляет 18 с и соответственно 14,4 с. В этом случае положение пластин 21 на рольганге 13 также определяется первым упором 26а.
На фиг. 6d одновременно выгружаются две платины, а именно одна первая пластина 21 и одна вторая пластина 22, в каждом случае с длиной в 9 м. Время tSequ повторения составляет 21,6 с. В противоположность этому время tSequ повторения при отдельной выгрузке одной пластины с длиной в 9 м составило бы лишь 10,8 с. Положение первой пластины 21 определяется упором 26а, положение второй пластины 22 определяется упором 26b.
На фиг. 6e показана одновременная выгрузка двух пластин 21, 22 в каждом случае с длиной в 6 м. Время tSequ повторения составляет 14,4 с.
Наконец фиг. 6f показывает одновременную выгрузку четырех пластин в каждом случае с длиной в 3 м. В этом случае время tSequ повторения также составляет 14,4 с.
Фиг. 7 показывает соответствующий изобретению участок 10 охлаждения с двумя зонами охлаждения, причем лишь первая зона охлаждения с семью охлаждающими соплами 42 была изображена подробно. От готовой полосы 18 после последней прокатной клети не изображенного здесь чистового прокатного стана отрезается пластина 21. Пластина 21 ускоряется посредством приводных роликов 9а рольганга, причем скорость пластины 21 определяется двумя расположенными на расстоянии друг от друга в направлении T подачи датчиками 40 металла. Затем пластина 21 поступает на участок 10 охлаждения, где она охлаждается в двух зонах охлаждения. Охлаждающие сопла 42 в изображенной первой зоне охлаждения снабжаются охлаждающим веществом (лишь водой или водой с воздухом) при помощи подвода P высокого давления для охлаждающего вещества. В зависимости от скорости пластины 21 поток охлаждающего вещества регулируется клапаном 41 таким образом, что пластина вне зависимости от своей скорости охлаждается равномерно и в достаточной степени во время прохождения через участок 10 охлаждения.
Несмотря на то, что изобретение было подробно и в деталях проиллюстрировано и описано предпочтительными примерами осуществления, изобретение не ограничено раскрытыми примерами, и другие варианты могут выводиться из них специалистом, не покидая объем защиты изобретения.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
1 секция непрерывного литья
2 направляющий участок
3 черновой прокатный стан
4 маятниковые ножницы
5 индукционная печь
6 машина для удаления окалины
7 чистовой прокатный стан
7а...7d прокатная клеть чистового прокатного стана
8 ножницы
9 рольганг
9а приводной ролик рольганга
10 участок охлаждения
11а, 11b намоточное устройство
12 захватная решетка
13 рольганг
14 устройство выгрузки
15, 15` поперечный транспортер
17 предварительная полоса
18 готовая полоса
21 первая пластина
22 вторая пластина
24 место складирования
25 захват
26а, 26b упор
27 подъемная балка
28 подъемный цилиндр
29 передвижная тележка
29а привод перемещения
30 полка
31 ролик рольганга
32 поворотный блок
33 накопительный стол
34 поперечный ролик
40 датчик металла
41 установочный клапан
42 охлаждающее сопло
43 установочное устройство
D ось поворота
P подвод высокого давления для охлаждающего вещества
T направление подачи
V направление перемещения
Реферат
Изобретение относится к области прокатки толстых стальных листов. Повышение скорости и стабильности процесса выгрузки и сокращение цикла выгрузки обеспечивается за счет того, что способ включает подачу с ускорением первой пластины (21) по рольгангам (9, 13) в направлении (T) подачи с охлаждением на участке (10) охлаждения рольганга (9), складирование первой пластины (21) на рольганге (13), подачу с ускорением второй пластины (22) по рольгангам (9, 13) в направлении (T) подачи с охлаждением на участке (10) охлаждения рольганга (9), складирование второй пластины (22) в направлении подачи перед первой пластиной (21) на рольганге (13) и одновременную выгрузку первой и второй пластины (21, 22) с рольганга (13) поперек направлению (Т) их подачи на участок (24) складирования. Устройство содержит рольганги (9, 13) для подачи пластин (21, 22) в направлении (T) подачи, имеющие приводные ролики (9а) для ускорения пластин (21, 22) в направлении (T) подачи, по меньшей мере одно средство для складирования пластин (21) на рольганге (13) в определенном положении и поперечный транспортер (15) для одновременной выгрузки нескольких пластин (21, 22) поперек направления (T) подачи с рольганга (13) на участок (24) складирования или несколько поперечных транспортеров (15, 15`) для синхронной выгрузки в каждом случае пластин (21, 22) поперек направления (T) подачи с рольганга (9, 13) на участок (24) складирования. 4 н. и 11 з.п. ф-лы, 7 ил., 1 табл.
Комментарии