Прокатный стан штеккеля - RU2206418C2
Код документа: RU2206418C2
Описание
Изобретение относится к прокатному стану Штеккеля с по меньшей мере одной реверсивной клетью, а также с расположенными на входе и выходе реверсивной клети подающими роликами и печными моталками, которые соединены друг с другом рольгангами для прокатываемой ленты.
Такие станы Штеккеля известны уже давно. Они работают следующим образом. Предварительно прокатанная лента вводится под установленной на входе печной моталкой посредством входных подающих роликов в реверсивную клеть для прокатывания. После первого прохода лист вводят в печную моталку на выходной стороне. Когда лента намотана в печной моталке, между моталкой и реверсивной клетью создается заданное натяжение ленты и лента прокатывается с соответствующей скоростью. При входе конца ленты в стан производится притормаживание таким образом, что конец ленты останавливается между прокатной щелью реверсивной клети и подающими роликами на выходной стороне. Во время реверсирования прокатную щель настраивают на следующий проход. Подающий ролик на выходной стороне вводит ленту для прокатки в реверсивную клеть. После второго прохода ленту вводят в печную моталку на входной стороне. В конце второго прохода начало ленты останавливается между подающим роликом на входной стороне и реверсивной плетью.
Во время реверсивного цикла, в состав которого входит притормаживание, выведение из валков, реверсирование проката и введение в валки, как конец ленты, так и ее начало охлаждаются сильнее, чем средний участок ленты. Более интенсивное охлаждение происходит из-за того, что эти участки ленты во время реверсивного цикла поочередно не остаются в печной моталке достаточно долго для приобретения температуры. Кроме того, в начале ленты и в ее конце по крайней мере на первых проходах происходит дополнительное охлаждение, когда эти участки наматываются на намоточную оправку печной моталки, отрегулированную на определенную температуру.
Из-за холодных начальных и концевых участков ленты там сила прокатки сильно возрастает по сравнению со средним участком ленты. Поэтому реверсивную клеть приходится рассчитывать на возникающие здесь большие силы прокатки. Вследствие чрезвычайно больших пиков силы прокатки в холодных начальных и концевых участках ленты могут возникать изменения толщины и плоскостности по длине прокатанной ленты. В результате ухудшается качество прокатанного материала или появляется сравнительно большое количество отходов.
В основу изобретения положена задача выполнить стан Штеккеля таким образом, чтобы по длине ленты не было больших колебаний силы прокатки, лента приобретала постоянное качество и исключались отходы.
Эта задача решается признаками, изложенными в п.1 формулы изобретения. Предложенное решение приводит к тому, что прежде всего часть прокатываемой ленты, не находящаяся в нагретой печной моталке, может быть доведена до температуры, находящейся в соответствии с остальной частью ленты, благодаря чему сила прокатки по крайней мере с точки зрения характера изменения температуры вдоль длины ленты не претерпевает больших изменений.
Целесообразно, как предложено в п.2 формулы изобретения, предусмотреть с каждой стороны реверсивной клети нагревательное устройство, благодаря чему как начало ленты, останавливаемое перед реверсивной клетью, так и конец ленты, останавливаемый за реверсивной клетью, могут быть доведены до определенной температуры.
Обычно подающие ролики на входной и выходной стороне располагаются очень близко к соответствующим печным моталкам, благодаря чему установка нагревательных устройств между подающими роликами и реверсивной клетью оказывается вполне достаточной.
Для быстрого и надежного нагрева начала ленты или ее конца можно предусмотреть нагревательные устройства как над рольгангами, так и под ними. Если соответствующие нагревательные устройства предусмотрены как над рольгангами, так и под ними, то целесообразно в зависимости от потребностей включать их в процесс нагрева по отдельности или совместно.
Особенно просто и точно можно управлять процессом нагрева, если, как предложено в п.5, нагревательное устройство снабжено индукционным нагревом.
Нагревательное устройство, имеющее регулировочное устройство, которое позволяет измерять заданные значения температуры ленты и фактические значения этой температуры, обладает тем преимуществом, что в случае надобности можно нагревать не только начало иди конец ленты, но и выявлять холодные места внутри ленты и подогревать их, если температура оказывается ниже заданных значений. При этом целесообразно, как это распространено в технике регулирования, допускать определенный диапазон фактических значений температуры ленты, чтобы нагревательное устройство не включалось и выключалось то и дело при весьма малых колебаниях температуры. Согласно п.6 формулы изобретения должен быть возможен и зависящий от положения нагрев ленты, а также сочетание управления нагревательным устройством в зависимости от положения ленты и ее температуры.
Если предусмотрено коммутационное устройство, которое каждый раз воздействует только на нагревательное устройство, установленное в направлении движения ленты перед реверсивной клетью, то достигается то, что перед прокаткой в реверсивной клети лента нагревается надлежащим образом, а выходящая из реверсивной клети лента не подвергается нагреву.
Ниже изобретение подробнее объясняется при помощи чертежа.
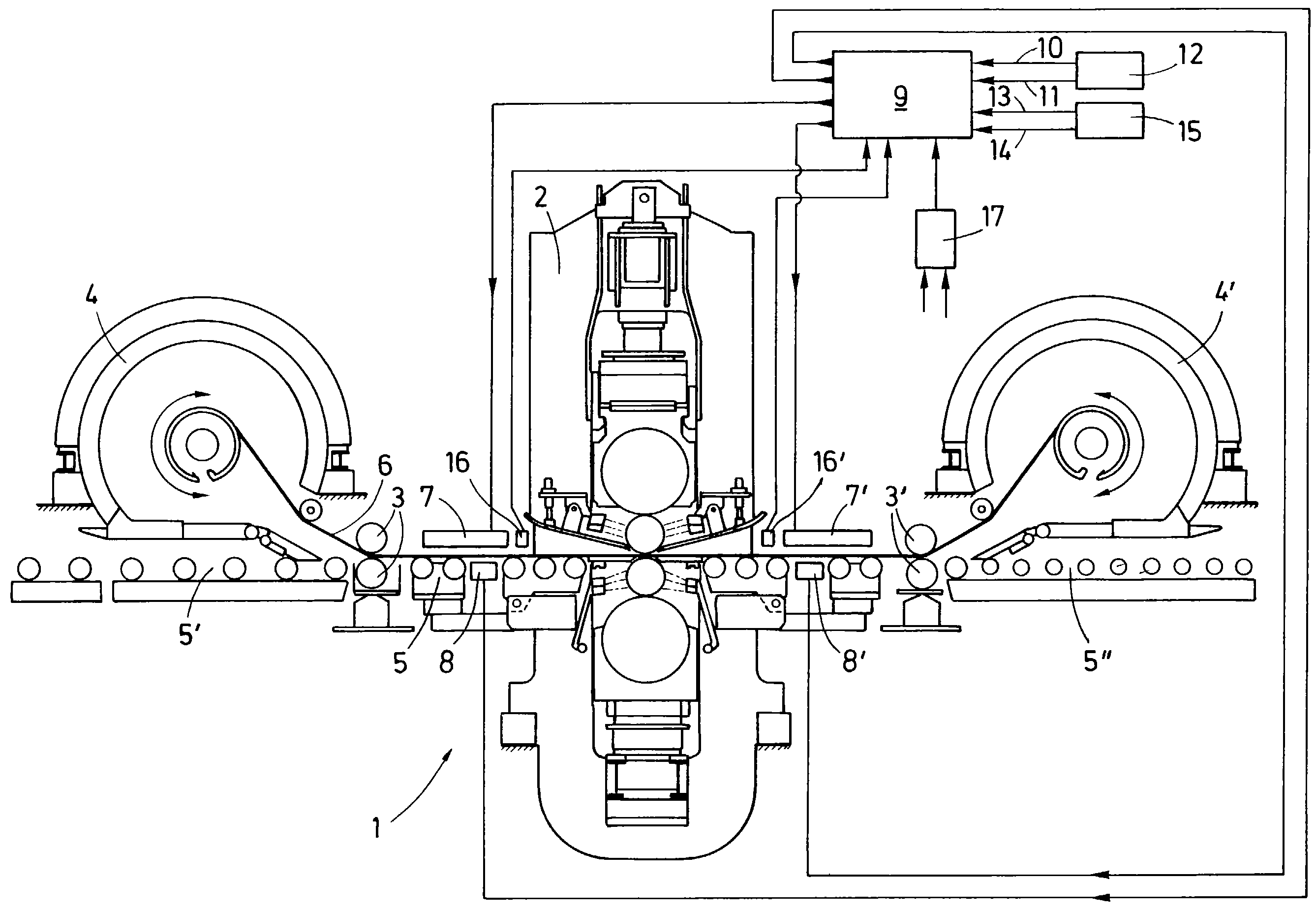
На чертеже показан прокатный стан Штеккеля 1. Он состоит из прокатной клети 2, двух подающих роликов 3, 3', двух печных моталок 4, 4' и рольганга 5, который соединяет прокатную клеть 2 с подающими валками 3, 3' и печными моталками 4, 4'. Рольганги 5', 5'' служат для того, чтобы подводить ленту в прокатную клеть 1 (5') или отводить из нее (5'').
Между подающими роликами 3, 3' над рольгангом 5 и под ним предусмотрены нагревательные устройства 7, 7' и 8, 8'. Эти нагревательные устройства 7, 7'; 8, 8' присоединены к выходам регулировочного устройства 9. Посредством входной линии 10 в регулировочное устройство 9 можно подвести из компьютера 12 заданное значение температуры ленты, а посредством входной линии 11 - заданное значение положения ленты. Однако эти заданные значения можно также подвести посредством вводимой линии 13, 14 из вводного устройства 15.
Фактические значения температуры ленты вводятся в регулировочное устройство 9 температурными датчиками 16, 16', а фактические значения положения ленты можно передавать в регулировочное устройство 9 посредством контрольного устройства 17, которое получает различные входные сигналы от датчиков, расположенных в стане в определенных не показанных местах.
Тем самым регулировочное устройство 9 в зависимости от температуры, и/или положения ленты, и/или направления движения ленты регулирует в зависимости от потребности мощность нагрева в пределах от нуля до максимума.
Реферат
Использование: изобретение относится к прокатному стану Штеккеля. Сущность: прокатный стан содержит не менее одной реверсивной клети, размещенные на входе и выходе клети подающие ролики и печные моталки, соединенные друг с другом рольгангами, при этом по крайней мере на одном участке между печными моталками и реверсивной клетью размещено по крайней мере одно нагревательное устройство, охватывающее по меньшей мере часть этого участка, причем нагревательные устройства расположены как выше, так и ниже рольгангов и в зависимости от потребности привлекаются для нагрева по отдельности или совместно. Изобретение обеспечивает возможность регулирования силы прокатки, в результате чего повышается качество проката. 6 з.п. ф-лы, 1 ил.
Комментарии