Модульное направляющее устройство - RU2500495C1
Код документа: RU2500495C1
Чертежи
Описание
Изобретение касается направляющего устройства в установке для обработки давлением материалов, в частности, направляющего устройства как составной части металлического прокатного стана, предпочтительно прокатного стана для прокатки лент или полос. Направляющее устройство служит для направления лент/полос материалов, в частности, металлических материалов с различными материалами, температурами, шириной и толщиной.
Продольные направляющие в качестве составных частей направляющих устройств для прокатных станов и, в частности, для бокового направления катанного или разделанного материала описаны, например, в DE 1427923А. Этот уровень техники занимается, в частности, износом продольных направляющих при направлении лентообразного/полосообразного материала.
DE 3116278А1 раскрывает устройство для управления положением хода ленты/полосы при прокатке, причем в зависимости от размера подачи транспортируемой посредством линии прокатных клетей прокатного стана ленты/полосы на контролирующих элементах датчиков выдаются сигналы, которые включают исполнительные двигатели либо для отклонения оси валка, либо для смещения боковых направляющих соответственно к началу линии прокатных клетей прокатного стана. Вследствие этого должны устраняться причины вытекающего из желаемого положения хода ленты/полосы.
Кроме того, ЕР 0721812 А1 занимается находящимися со стороны ленты/полосы направляющими для той же самой цели, причем находящиеся со стороны ленты/полосы направляющие состоят из множества разделенных сегментов как в области собственно валков, так и в промежуточных пространствах между ними. Эти отдельные сегменты или сегментные пары могут, кроме того, по отдельности или независимо от смежных сегментов смещаться к ленте/полосе или от нее, чтобы контролировать износ как ленты/полосы, так и боковой направляющей.
GB 2031771 А, в свою очередь, описывает направляющую для линии прокатных клетей прокатного стана, которая расположена между, по меньшей мере, двумя смежными прокатными клетями в области рольганга. Как конструкция, так и используемые при этом материалы имеют своей целью сведение износа направляющих для лент/полос к минимуму и одновременно минимизацию повреждений направляемых кромок ленты/полосы.
На рольгангах линий прокатных клетей прокатных станов, в частности, прокатных станов для прокатки лент или полос, как например, сталепрокатных или алюмопрокатных станов, принципиально необходимо равномерное и надежное направление лент/полос из различных материалов, с различными температурами, шириной и толщиной. Но также, соответственно, изменяется требуемое прижимное усилие устройств этого типа для направления лент/полос в зависимости от материала, его температуры или же его ширины и толщины. Чем мягче, теплее, шире и/или тоньше направляемый материал, тем незначительнее должно также быть требуемое прижимное усилие для того, чтобы, с одной стороны, обеспечить надежное направление ленты/полосы внутри линии прокатных клетей прокатного стана, а, с другой стороны, гарантировать, что не возникнет никаких деформаций кромки ленты/полосы, не произойдет изгиба всей ленты/полосы или даже ее деформации в целом, и вследствие этого кромки или же продольные направляющие останутся без повреждений.
На практике известно множество различных приводов для перестановки или прижима продольных направляющих к соответствующим кромкам ленты/полосы. Механические приводы часто включают в себя системы "зубчатая рейка-шестерня", движущиеся по резьбовым рейкам гайки, приводы "цепное колесо-цепь-резьбовые рейки-гайка" или же внешние силовые цилиндры. Силовые цилиндры, в свою очередь, обычно гидравлически управляются.
Однако, в целом, у подобного рода установочных устройств для продольных направляющих недостатком наряду с их ограниченным монтажным пространством также является то, что они часто подвержены воздействию агрессивных сред, как, например, охлаждающих жидкостей, масла для шеек валков, растрескивающейся прокатной окалины или тому подобного и одновременно высоких температур. Это, как правило, наряду с механическим износом собственно продольных направляющих, которые находятся в контакте с направляемой лентой/полосой, приводит к повышенному износу установочных устройств. На практике часто существует проблема недостаточной доступности для целей технического обслуживания и замены отдельных или всех элементов таких направляющих устройств, что приводит к долгим простоям линии прокатных клетей прокатного стана и, таким образом, к производственным потерям. Однако специалисту при этом известно, что зависящие от износа изменения протекания процесса разрешены только в узких допусках, так как, в противном случае, следует опасаться ухудшения качества ленты/полосы и среднесрочных проблем движения ленты/полосы в пределах установки.
Следовательно, задачей изобретения было предоставление направляющего устройства для установки для обработки давлением материалов, которое включает в себя выполненные с возможностью установки на обеих продольных сторонах материала и расположенные предпочтительно параллельно друг другу продольные направляющие, которое может, с одной стороны, гарантировать надежное и прямолинейное направление подвергнутых обработке давлением материалов посредством выполненных с возможностью установки (перестановки) продольных направляющих, а, с другой стороны, уменьшать подверженность износу установочных устройств в целом, и, в конечном итоге, улучшить возможность технического обслуживания всей установки за счет значительного сокращения возможного времени на осуществление замены.
Эта задача, в соответствии с изобретением, решается с помощью направляющего устройства, включающего в себя признаки п.1 формулы изобретения. Предпочтительные выполнения изобретения заданы в зависимых пунктах формулы изобретения.
Изобретение касается направляющих устройств названного в начале вида, которые находят применение в прокатных станах для прокатки лент или полос на входной стороне и/или выходной стороне прокатных клетей, например, прокатных станов Стеккеля, реверсивных клетей станов для холодной прокатки, или же на входной и/или выходной стороне расположенных тандемным образом прокатных клетей и особенно перед или после наматывающих устройств.
Изобретение является применимым при обработке давлением всех возможных материалов, в частности, в металлических прокатных станах или на линиях для обработки давлением полимерных материалов. Однако, особенно предпочтительно, если соответствующее изобретению направляющее устройство расположено на входной стороне или выходной стороне, по меньшей мере, одной прокатной клети линии прокатных клетей чистового (отделочного) прокатного стана, так называемый Finish-rolling-mill.
В соответствии с изобретением, в направляющем устройстве предусмотрены выполненные с возможностью установки на обеих продольных сторонах (перестановки относительно обеих продольных сторон) материала и предпочтительно расположенные параллельно друг другу продольные направляющие, посредством которых осуществляется центрирование или выравнивание подвергнутых обработке давлением материалов в устройстве для обработки давлением и, в частности, между приспособлениями для обработки давлением, как например, прокатные клети. Чтобы гарантировать широкие возможности использования направляющих устройств для различных поперечных сечений материала, предпочтительно, размеров ленты/полосы, по меньшей мере, одна продольная направляющая выполнена с возможностью нагружения давлением непосредственно за счет регулировочного устройства. Для случая, когда только одна продольная направляющая за счет соответствующего установочного устройства выполнена с возможностью изменения своего положения и с возможностью нагружения давлением, посредством этого установочного устройства через нагруженную давлением продольную направляющую и через собственно направляемый материал также оказывается установочное воздействие на противолежащую продольную направляющую.
Однако, для предпочтительного случая, когда продольные направляющие на обеих продольных сторонах материала выполнены с возможностью непосредственного нагружения давлением, соответственно каждая продольная направляющая имеет собственное установочное устройство.
В соответствии с изобретением, выполнение установочного устройства должно быть предусмотрено таким, что с продольной направляющей жестко соединен расположенный с возможностью смещения в ходовой камере поршень. Ходовая камера для поршня, в свою очередь, предусмотрена внутри направляющей поперечной балки и интегрирована в нее. Таким образом, направляющая поперечная балка принимает на себя не только функцию направления продольных направляющих, но и функцию цилиндра для поршня, который жестко соединен с продольной направляющей.
Посредством жесткого соединения поршня с продольной направляющей любое движение поршня внутри интегрированной в направляющую поперечную балку ходовой камеры вызывает непосредственное и осуществляемое без задержки точно такое же движение продольной направляющей вдоль направляющей поперечной балки. Таким образом, гарантируется надежная и осуществляемая без задержек установка (перестановка) продольной направляющей или продольных направляющих относительно продольных сторон подвергнутого обработке давлением материала. Посредством интеграции ходовой камеры внутрь направляющей поперечной балки установочного устройства дополнительно гарантируется, что направляющее устройство имеет лишь минимальное количество промежуточных пространств, в которых могут улавливаться или собираться агрессивные среды, частицы загрязнений или тому подобное. Кроме того, посредством соответствующей изобретению структуры установочное устройство может сокращать возникновение, так называемых, "эффектов выдвижного ящика", при которых посторонние вещества, которые накапливаются в увеличенных промежуточных или полых пространствах, могут приводить к блокированию упомянутого устройства, в частности, в случае уменьшения объема промежуточного или полого пространства. Вследствие этого износ отдельных конструктивных составляющих установочного устройства, а также направляющего устройства, в целом, сокращается до минимума.
В одном предпочтительном варианте осуществления соответствующего изобретению направляющего устройства две расположенные напротив друг друга продольные направляющие соединены друг с другом посредством общей направляющей поперечной балки. Эта общая направляющая поперечная балка может проходить, например, между или под транспортирующими роликами рольганга и в соответствии с этим под подвергнутым обработке давлением или подлежащим обработке давлением материалом. В таком случае становится предпочтительным, если направляющая поперечная балка выполнена по существу симметрично, а в оба конца, преимущественно торцевые поверхности, этой направляющей поперечной балки интегрированы соответствующие ходовые камеры, в которых соответственно расположен/принят с возможностью смещения один жестко соединенный с соответствующей продольной направляющей поршень. Вследствие этого количество используемых внутри направляющего устройства компонентов предпочтительно сокращается и одновременно увеличивается стабильность направляющего устройства в целом. Кроме того, вследствие этого обеспечивается то, что две расположенные напротив друг друга поперечные направляющие могут синхронно на одинаковый путь смещения перемещаться друг на друга или перемещаться друг от друга. Вследствие этого предпочтительным образом поддерживается, в частности, центрирование хода материала или ленты/полосы внутри устройства для обработки давлением.
Форма направляющей поперечной балки в смысле заявленного изобретения дополнительно не ограничена. Однако, предпочтительно, если направляющая поперечная балка имеет по существу цилиндрическую форму, а особенно предпочтительно, цилиндрическую форму с по существу круглым поперечным сечением перпендикулярно продольной оси направляющей поперечной балки. Подобного рода направляющая поперечная балка прежде всего может сравнительно просто изготавливаться, а за счет направления продольных направляющих поддерживает подобную модулю структуру направляющего устройства. Наконец, цилиндрическая форма направляющей опоры менее подвержена прилипанию частиц загрязнений и сверх этого может очищаться сравнительно простыми средствами. Все это поддерживает устойчивость против износа направляющего устройства и увеличения интервалов между техническим обслуживанием и/или заменами соответствующих установочных устройств.
Количество соединенных с соответствующей продольной направляющей установочных устройств в смысле заявленного изобретения не ограничивается. Однако, предпочтительно, если соответственно с одной продольной направляющей соединено два установочных устройства, предпочтительным образом, если соответственно с обеими продольными направляющими направляющего устройства соединено два установочных устройства. Вследствие этого гарантируется особенно надежное направление подвергнутых обработке давлением или подлежащих обработке давлением материалов посредством направляющего устройства. Кроме того, обеспечивается возможность того, что продольные направляющие даже при сравнительно высоком давлении остаются по существу недеформированными от воздействия продольных сторон материала.
Тогда, когда больше, чем одно установочное устройство соединено с одной продольной направляющей, становится предпочтительным сопряжение (стыковка) соответствующих установочных устройств друг с другом, чтобы предотвратить ошибочные настройки соответствующих продольных направляющих за счет отличающихся установок концов продольных направляющих относительно продольных сторон материала. Поскольку предусмотрено сопряжение, то становится предпочтительным, если оно осуществляется механически, в частности, посредством предоставления, по меньшей мере, одной системы "зубчатая рейка-шестерня", посредством которой установка продольных направляющих осуществляется предпочтительным образом синхронизированно.
Как уже упоминалось в начале, время технического обслуживания и время замены особенно предпочтительно сокращается тогда, когда направляющее устройство и, в частности, соответствующее установочное устройство рассчитаны модульным образом. Предпочтительным является подобная модулю структура установочных устройств, в случае которой направляющая поперечная балка, продольная направляющая, а также, по меньшей мере, один поршень объединены в один блок (модуль) и, таким образом, могут сообща (в целом) монтироваться и/или демонтироваться. Кроме того, подобного рода модульная структура позволяет в одном предпочтительном варианте осуществления изобретения последующее применение подобранного к такому модулю управляющего, соответственно, регулирующего блока и/или уже настроенных гидравлических систем.
Устойчивость против износа и влияния агрессивных сред обеспечивается существенным образом посредством уменьшения промежуточных пространств или полых пространств. Поэтому является предпочтительным, если установочное устройство соответствующего изобретению направляющего устройства имеет закрывающий элемент, предпочтительным образом, общий закрывающий элемент. Подобного рода закрывающий элемент должен иметь возможность перекрывать, в частности, общий упомянутый выше модуль, чтобы ограничить до минимума его общий износ.
В одном другом варианте осуществления соответствующего изобретению направляющего устройства является предпочтительным, если продольные направляющие выполнены с возможностью установки (перестановки) независимо друг от друга. Вследствие этого обеспечивается возможность особенно надежного процесса направления относительно обеих сторон подлежащего обработке давлением материала. В частности, при прокатке, так называемых, непрерывных tailored blanks (специализированные заготовки) с различающейся по ширине ленты/полосы толщиной незначительное приложение давления на сравнительно тонкую сторону ленты/полосы по сравнению с приложением давления на сравнительно толстую сторону ленты/полосы может устранять повреждение кромок ленты/полосы на обеих сторонах.
Однако, в любом случае, является предпочтительным, если регулирующие, соответственно, управляющие узлы соединены с, по меньшей мере, одним установочным устройством соответствующего изобретению направляющего устройства. Если должно быть предусмотрено несколько прикладывающих давление устройств, то является особенно предпочтительным, если они выполнены с возможностью независимого друг от друга управления, соответственно, регулирования. Вследствие этого, особенно предпочтительным образом, предоставляется максимальная гибкость процесса направления в установке для обработки давлением с максимально большим многообразием изготовляемой продукции.
Как уже было упомянуто в начале, изобретение особенно пригодно для применения в металлических прокатных станах, предпочтительным образом, в станах для прокатки лент или полос. В таком случае является предпочтительным, если соответствующее изобретению направляющее устройство расположено на входной стороне, по меньшей мере, одной прокатной клети линии прокатных клетей чистового (отделочного) прокатного стана. Альтернативно, также является предпочтительным, если соответствующее изобретению направляющее устройство расположено на выходной стороне, по меньшей мере, одной прокатной клети линии прокатных клетей прокатного стана Стеккеля. В случае подобного, особенно предпочтительного применения, изобретения преимущества изобретения проявляются особенно отчетливо и имеют оптимальное влияние на процесс направления.
В дальнейшем изобретение поясняется более подробно со ссылками на два схематичных представления изобретения. Однако изображенное на фигурах представление служит при этом лишь для целей иллюстрации и не предусмотрено для того, чтобы каким-то образом ограничивать правовой объем изобретения, который определен в зависимых пунктах формулы.
На фигурах представлено:
Фиг.1 - схематичный вид сверху частично разрезанного варианта осуществления соответствующего изобретению направляющего устройства, и
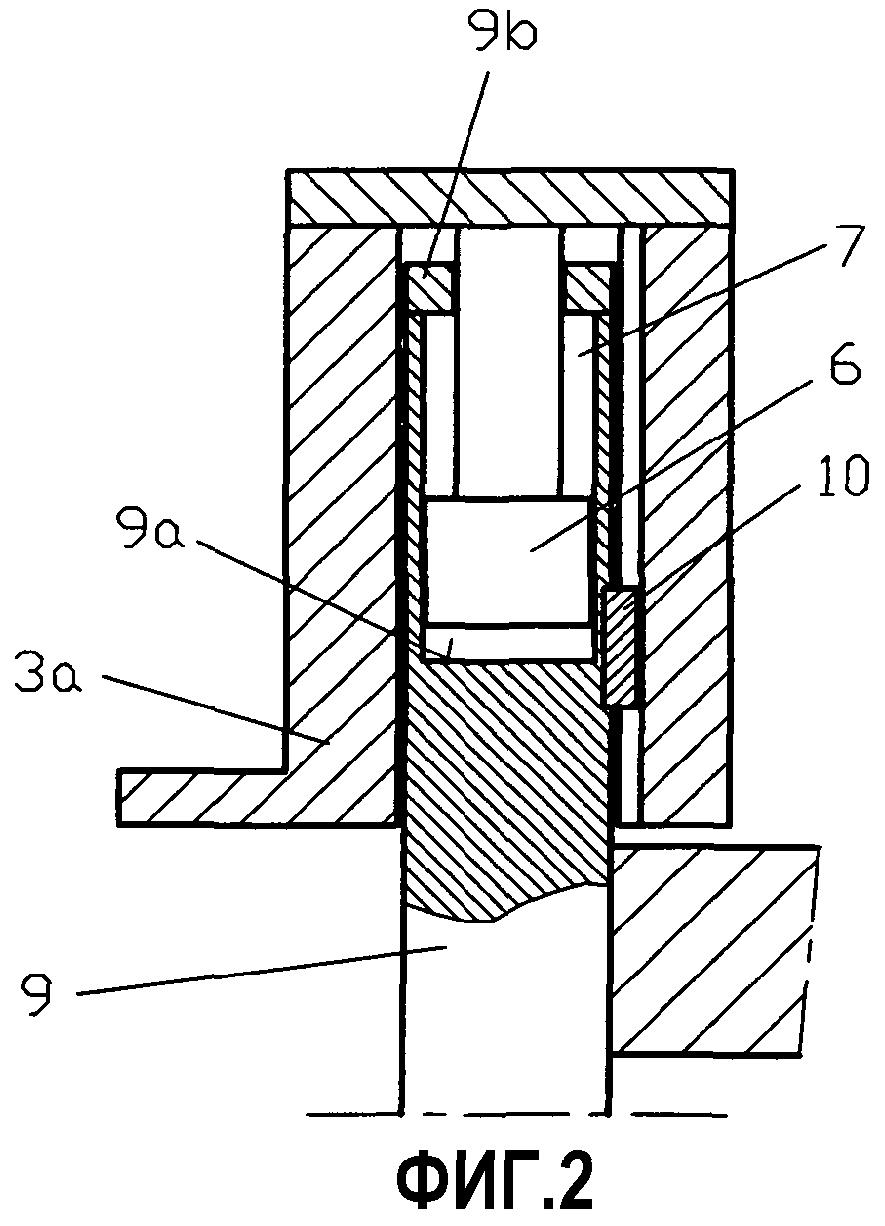
Фиг.2 - схематичное представление разреза вдоль линии А-А на фиг.1.
Фиг.1 - схематично на частично разрезанном виде сверху представляет соответствующее изобретению направляющее устройство для направления лентообразного или полосообразного материала 1. С обеих продольных сторон материала 1 расположены продольные направляющие 3а и 3b, которые посредством установочного устройства 4а, 4b выполнены с возможностью подвода к лентообразному или полосообразному материалу 1. Продольные направляющие 3а, 3b являются конструктивно идентичными и имеют стаканообразную форму с отогнутым краем, причем соответствующий отогнутый край продольной направляющей 3а, 3b выполнен с возможностью подвода до прилегания к продольным сторонам материала 1. Обе продольные направляющие 3а, 3b в представленном варианте осуществления соединены друг с другом посредством общей направляющей поперечной балки 9, которая в выбранной форме представления при взгляде снизу на направляющее устройство проходит под транспортируемым вдоль продольных направляющих 3а, 3b лентообразным или полосообразным материалом 1. На соответствующих концевых сторонах направляющей поперечной балки 9 в эту направляющую поперечную балку 9 интегрированы одинаково рассчитанные ходовые камеры 7а, 7b, так что они служат в качестве двойных цилиндров для соответствующих установочных устройств 4а, 4b. Внутри ходовых камер 7а, 7b расположен с возможностью смещения поршень 6а, 6b, соответственно, причем обычным образом настройка пути смещения осуществляется посредством приложения гидравлического давления к системе 6а, 7а и 6b, 7b "поршень-цилиндр" через не представленные регулирующие, соответственно, останавливающие устройства. Изменяющие ходовые камеры 7а, 7b концы поршней 6а, 6b жестко, соответственно, с геометрическим замыканием соединены с дном стаканообразных продольных направляющих 3а, 3b так, что смещение соответствующего поршня 6а, 6b внутри ходовой камеры 7а или 7b также вызывает смещение соответствующей продольной направляющей 3а, 3b вдоль предварительно заданного посредством направляющей поперечной балки 9 пути смещения.
Фиг.2 показывает представление в разрезе частично представленного на фиг.1 установочного устройства вдоль разреза А-А на фиг.1. Направляющая поперечная балка 9 выполнена цилиндрической с перпендикулярным своему продольному направлению круглым поперечным сечением. Аналогичным образом стаканообразная продольная направляющая 3а также имеет по существу цилиндрическую форму в донной области. В концевых областях направляющей поперечной балки 9 выполнено полое пространство, которое служит в качестве цилиндра 7 для расположенного в нем с возможностью смещения поршня 6. Поршень 6, в свою очередь, жестко, соответственно, с геометрическим замыканием соединен с дном стаканообразной продольной направляющей 3а, а путь смещения поршня 6 внутри ходовой камеры 7 ограничен дном 9а полости 7 в направляющей поперечной балке 9, а также упорным кольцом 9b в качестве ограничения системы 6, 7 "поршень-цилиндр". Дополнительное средство 10 для предотвращения проворота, которое расположено на продольной стороне направляющей поперечной балки 9 внутри продольной направляющей 3а, надежно предотвращает скручивание продольной направляющей 3а вокруг цилиндрообразной направляющей поперечной балки 9.
Реферат
Изобретение касается направляющего устройства в установке для обработки давлением материала (1), которое включает в себя выполненные с возможностью установки на обеих продольных сторонах (2а, 2b) материала (1) продольные направляющие (3а, 3b), причем, по меньшей мере, одна продольная направляющая (3а, 3b) за счет, по меньшей мере, одного установочного устройства (4) выполнена с возможностью нагружения давлением для подвода к материалу (1). Прямолинейность направления материала и снижение вероятности износа установочных устройств обеспечивается за счет того, что, по меньшей мере, одна продольная направляющая (3а, 3b) установлена с возможностью смещения вдоль направляющей поперечной балки (9), причем в направляющую поперечную балку (9) интегрирована ходовая камера (7), в которой с возможностью смещения внутри этой ходовой камеры (7) расположен жестко соединенный с продольной направляющей (3а, 3b) поршень (6), направляющая поперечная балка (9) имеет цилиндрическую форму, причем ходовая камера (7) выполнена в виде полости на концевом участке поперечной балки. 11 з.п. ф-лы, 2 ил.
Комментарии