Способ прокатки полосы на прокатном стане с распознаванием кривизны - RU2481166C2
Код документа: RU2481166C2
Чертежи










Описание
Предложенное изобретение относится к способу прокатки полосы на прокатном стане, содержащем несколько прокатных клетей, через которые последовательно проходит полоса, причем полоса - всегда рассматриваемая относительно средней линии прокатки - в каждую из прокатных клетей вводится с известным соответствующим сдвигом головной части полосы и с известным соответствующим наклоном головной части полосы со стороны входа, так что головная часть полосы из соответствующей прокатной клети выходит с соответствующим сдвигом головной части полосы, соответствующим наклоном головной части полосы со стороны выхода и с соответствующей кривизной головной части полосы со стороны выхода.
Предложенное изобретение также относится к компьютерной программе, которая содержит машинный код, который может непосредственно выполняться управляющим устройством многоклетевого прокатного стана, и выполнение которого посредством управляющего устройства вызывает то, что управляющее устройство управляет прокатным станом в соответствии с таким способом.
Предложенное изобретение также относится к носителю данных, с сохраненной на носителе данных компьютерной программой вышеописанного типа.
Кроме того, предложенное изобретение относится к управляющему устройству многоклетевого прокатного стана, причем управляющее устройство выполнено таким образом, что оно управляет прокатным станом в соответствии с вышеописанным способом.
Наконец, предложенное изобретение относится к прокатному стану, причем прокатный стан содержит несколько прокатных клетей, через которые последовательно проходит полоса, причем прокатный стан содержит управляющее устройство вышеописанного типа, так что прокатный стан эксплуатируется в соответствии со способом вышеописанного типа.
При прокатке полосы между кромками полосы могут возникать разности растягивающих напряжений. Одной из существенных причин разности растягивающих напряжений является клин в профиле полосы. Клин в профиле полосы может иметь разные причины. Так, например, полоса уже перед прокаткой может иметь клиновидный профиль. В качестве альтернативы, клин может быть обусловлен прокаткой в очаге деформации (при прокатке). Для сообщения полосе клиновидного профиля может иметься несколько причин. Например, полоса может иметь клиновидное температурное распределение, полоса может поступать в зону деформации не по центру, или сама зона деформации может быть клиновидной. Также возможны комбинации этих (и других) причин.
В уровне техники известно, что для определения возникающих в полосе разностей растягивающих напряжений между каждыми двумя прокатными клетями может размещаться петледержатель, который на обеих боковых кронштейнах оснащен датчиками усилия. Обычные петледержатели имеют, однако, лишь одностороннее измерение усилия и поэтому выдают лишь суммарное усилие, но не разностное усилие между обеими кромками полосы. Поэтому без петледержателя с двухсторонними датчиками усилия распределение растягивающих напряжений в полосе неизвестно. Поэтому невозможно предсказать, в каком направлении полоса отклоняется, когда основание полосы выпускается из одной из прокатных клетей. В частности, на задних прокатных клетях многоклетевого прокатного стана регулировка значения отклонения или иных исполнительных элементов прокатной клети, расположенной непосредственно за соответствующей прокатной клетью, возможна недостаточно быстро, чтобы устранять соударения основания полосы с боковой направляющей прокатного стана.
В уровне техники, кроме того, известно, что оператор прокатного стана при введении полосы визуально отслеживает головную часть полосы и - согласно его персональному восприятию положения полосы и волнистости полосы - регулирует установку прокатной клети, непосредственно проходимой головной частью полосы (в частности, положение отклонения валков).
Задача настоящего изобретения состоит в том, чтобы создать возможности, посредством которых клин в полосе может быть распознан и/или его можно избежать, и/или разности растягивающих напряжений между кромками полосы могут быть распознаны и/или их можно избежать, не требуя для этого петледержателя с двусторонним определением усилий.
Задача в заявленном способе решается способом с признаками пункта 1 формулы изобретения. Предпочтительные варианты выполнения способа представлены в зависимых пунктах 2-12.
В соответствии с изобретением в способе вышеописанного типа предусмотрено,
что соответствующий наклон головной части полосы со стороны выхода определяется на основе соответствующего наклона головной части полосы со стороны входа и соответствующего обжатия, осуществляемого в соответствующей прокатной клети,
что соответствующая кривизна головной части полосы со стороны выхода определяется на основе соответствующих измеренных данных и соответствующих других данных,
что с применением соответствующей кривизны головной части полосы со стороны выхода определяется соответствующее управляющее воздействие для соответствующей прокатной клети и/или прокатной клети, непосредственно следующей за соответствующей прокатной клетью, и
что соответствующая прокатная клеть и/или прокатная клеть, непосредственно следующая за соответствующей прокатной клетью, управляются в соответствии с определенным соответствующим управляющим воздействием.
В первом возможном выполнении соответствующего изобретению способа предусмотрено, что посредством соответствующего устройства определения положения, расположенного между соответствующей прокатной клетью и прокатной клетью, непосредственно следующей за соответствующей прокатной клетью, определяется соответствующий сдвиг головной части полосы между прокатными клетями и что соответствующие измеренные данные корреспондируются с соответствующим определенным сдвигом головной части между прокатными клетями, а соответствующие другие данные - с соответствующим сдвигом головной части полосы и соответствующим наклоном головной части полосы со стороны выхода. За счет такого способа действия определение кривизны головной части полосы можно реализовать особенно простым и надежным способом при оптимальных затратах. Устройство определения положения может при этом выполняться любым образом, если оно имеет желательную функциональность. Например, соответствующее устройство определения положения может быть выполнено как линейный сканер (инфракрасный сканер, диодный строчный сканер и т.д.) или как камера, формирующая изображение. Также возможны другие выполнения. Как правило, устройства определения положения выполнены одинаковыми. Однако это не является обязательно необходимым. Устройство определения положения может также выполняться соответственно индивидуально от одной зоны между прокатными клетями до другой зоны между прокатными клетями.
В рамках последнего названного выполнения предложенного изобретения, таким образом, в случае наличия устройства определения положения между каждыми двумя прокатными клетями, например, возможно, непосредственно после определения сдвига между прокатными клетями для соответствующей прокатной клети, определять сдвиг головной части полосы и наклон головной части полосы со стороны входа для прокатной клети, непосредственно следующей за соответствующей прокатной клетью, определять управляющую команду для прокатной клети, непосредственно следующей за соответствующей прокатной клетью, и выдавать управляющую команду, самое позднее при входе головной части полосы в прокатную клеть, непосредственно следующую за соответствующей прокатной клетью, на прокатную клеть, непосредственно следующую за соответствующей прокатной клетью. Управляющая команда в этом случае определяется таким образом, что сдвиг головной части полосы, наклон головной части полосы со стороны выхода и/или кривизна головной части полосы со стороны выхода снижаются, так что полоса - по отношению к средней линии прокатки - центрируется.
В предпочтительном выполнении предложенного изобретения, однако, предусмотрено,
что соответствующий сдвиг головной части полосы, соответствующий наклон головной части полосы со стороны выхода и соответствующая кривизна головной части полосы со стороны выхода запоминаются,
что после ввода полосы в последнюю прокатную клеть прокатного стана полоса, находящаяся между клетями прокатного стана, нагружается натяжением,
что полоса - всегда при рассмотрении относительно средней линии прокатки - в каждую прокатную клеть входит с известным соответствующим сдвигом полосы и известным соответствующим наклоном полосы со стороны входа, и из соответствующей прокатной клети выходит с соответствующим сдвигом полосы, соответствующим наклоном полосы со стороны выхода и соответствующей кривизной полосы со стороны выхода,
что соответствующий наклон полосы со стороны выхода определяется на основе соответствующего наклона полосы со стороны входа и осуществляемого в соответствующей прокатной клети обжатия,
что посредством устройства определения положения, размещенного непосредственно вслед за соответствующей прокатной клетью, определяется соответствующий сдвиг полосы между прокатными клетями для полосы,
что с помощью соответствующего сдвига полосы, соответствующего наклона полосы со стороны выхода и соответствующего сдвига полосы между прокатными клетями определяется соответствующая кривизна полосы со стороны выхода и
что соответствующее управляющее воздействие определяется с применением также соответствующего сдвига полосы, соответствующего наклона полосы со стороны выхода и соответствующего сдвига полосы между прокатными клетями.
Соответствующая управляющая команда в рамках последнего названного выполнения, в частности, определяется таким образом, что соответствующее управляющее воздействие противодействует отклонениям основания полосы при выходе основания полосы из соответствующей прокатной клети.
Является возможным, что соответствующая прокатная клеть и/или прокатная клеть, непосредственно следующая за соответствующей прокатной клетью, к некоторому моменту времени управляются согласно определенному соответствующему управляющему воздействию, к которому полоса, входящая в соответствующую прокатную клеть, нагружается натяжением. В этом случае принципиально равнозначно, управляется ли соответствующая прокатная клеть или прокатная клеть, непосредственно следующая за соответствующей прокатной клетью, в соответствии с определенным управляющим воздействием.
В качестве альтернативы, возможно, что соответствующая прокатная клеть или прокатная клеть, непосредственно следующая за соответствующей прокатной клетью, к некоторому моменту времени управляются согласно определенному соответствующему управляющему воздействию, к которому полоса, входящая в соответствующую прокатную клеть, свободна от натяжения. И в этом случае принципиально возможно, что соответствующая прокатная клеть управляется согласно определенному соответствующему управляющему воздействию. Однако предпочтительно в этом случае управляется прокатная клеть, непосредственно следующая за соответствующей прокатной клетью.
Сдвиг головной части полосы и наклон головной части полосы со стороны входа полосы, входящей в первую прокатную клеть, должны быть известны. Например, возможно установить сдвиг головной части полосы и/или наклон головной части полосы со стороны входа посредством соответствующих направляющих устройств на определенные значения, например, на сдвиг головной части полосы и наклон головной части полосы со стороны входа, равные 0. В качестве альтернативы, возможно перед первой прокатной клетью разместить устройство определения положения, посредством которого определяются соответствующие значения. Также в принципе возможна комбинация обоих мероприятий. Например, одна из обеих величин - сдвиг головной части полосы и наклон головной части полосы со стороны входа - устанавливается на определенное значение, а другое значение определяется посредством определения положения полосы.
Кривизна полосы между двумя следующими непосредственно друг за другом прокатными клетями становится известной посредством соответствующего изобретению способа действий. Поэтому возможно, на основе сдвига головной части полосы и наклона головной части полосы со стороны выхода полосы определенной прокатной клети, а также соответствующей кривизны головной части полосы со стороны выхода во взаимосвязи с предварительно известным расстоянием до непосредственно следующей прокатной клети, определить, с каким сдвигом головной части полосы и с каким наклоном головной части полосы со стороны входа полоса входит в непосредственно следующую прокатную клеть.
Также возможно, с применением соответствующего сдвига головной части полосы, соответствующего наклона головной части полосы со стороны выхода и соответствующей кривизны головной части полосы со стороны выхода соответствующей прокатной клети, определить соответствующий сдвиг головной части полосы и соответствующий наклон головной части полосы со стороны входа для прокатной клети, непосредственно следующей за соответствующей прокатной клетью.
В качестве альтернативы определению сдвига головной части полосы между прокатными клетями и определению кривизны головной части полосы со стороны выхода на основе (в числе прочего) определенного сдвига головной части полосы между прокатными клетями возможно, что на физико-математическую модель подаются соответствующий сдвиг головной части полосы и соответствующий наклон головной части полосы со стороны выхода, фактические параметры полосы, входящей в соответствующую прокатную клеть, и полосы, выходящей из соответствующей прокатной клети, а также переменные и параметры соответствующей прокатной клети, и соответствующая кривизна головной части полосы со стороны выхода определяется посредством физико-математической модели.
Этот способ действий имеет преимущество, заключающееся в том, что он может выполняться очень быстро. В частности, кривизна головной части полосы со стороны выхода может определяться почти одновременно с входом головной части полосы в соответствующую прокатную клеть. Посредством такого способа действий, в частности, возможно, что соответствующее управляющее вмешательство определяется непосредственно после определения соответствующей кривизны головной части полосы со стороны выхода, и соответствующая прокатная клеть управляется непосредственно после определения соответствующего управляющего воздействия в соответствии с определенным управляющим воздействием.
Еще лучше обе принципиальные соответствующие изобретению формы выполнения (то есть применение устройств определения положения, с одной стороны, и применение модели, с другой стороны) комбинировать друг с другом. В этом случае предусматривается,
что после определения соответствующей кривизны головной части полосы со стороны выхода посредством физико-математической модели, дополнительно посредством соответствующего устройства определения положения, расположенного между соответствующей прокатной клетью и прокатной клетью, непосредственно следующей за соответствующей прокатной клетью, определяется соответствующий сдвиг головной части полосы между прокатными клетями, и
что соответствующая кривизна головной части полосы со стороны выхода корректируется на основе соответствующего определенного сдвига головной части полосы между прокатными клетями, соответствующего сдвига головной части полосы и соответствующего наклона головной части полосы со стороны выхода.
В предпочтительном выполнении последнего названного способа действий предусмотрено, что физико-математическая модель адаптируется на основе отклонения определенной на основе физико-математической модели соответствующей кривизны головной части полосы со стороны выхода от скорректированной соответствующей кривизны головной части полосы со стороны выхода. Физико-математическая модель, таким образом, обучается, так что определенная на основе физико-математической модели кривизна головной части полосы со стороны выхода будущих прокатываемых полос должна корректироваться все меньше, таким образом, модель все лучше согласуется с реальными условиями.
Как уже упомянуто, выдача определенного соответствующего управляющего воздействия на прокатную клеть прокатного стана возможна в различные моменты времени. В частности, возможно, что прокатная клеть, непосредственно следующая за соответствующей прокатной клетью, управляется самое позднее при вводе полосы в прокатную клеть, непосредственно следующую за соответствующей прокатной клетью, в соответствии с определенным соответствующим управляющим воздействием.
Соответствующая кривизна головной части полосы со стороны выхода может быть постоянной. В качестве альтернативы, соответствующая кривизна головной части полосы со стороны выхода может варьироваться с расстоянием от соответствующей прокатной клети, например представлять собой линейную функцию расстояния или быть постоянной на участках.
Указанная задача также решается программно-технически посредством компьютерной программы с признаками пункта 15 формулы изобретения и носителя данных с признаками пункта 16 формулы изобретения.
В соответствии с изобретением компьютерная программа имеет машинный код, который может непосредственно исполняться управляющим устройством многоклетевого прокатного стана, и выполнение которого посредством управляющего устройства вызывает то, что управляющее устройство управляет прокатным станом в соответствии со способом, соответствующим изобретению. Носитель данных в соответствии с изобретением выполнен таким образом, что на нем сохранена компьютерная программа вышеописанного типа.
Указанная задача также решается техническими средствами посредством управляющего устройства многоклетевого прокатного стана с признаками пункта 17 формулы изобретения и прокатного стана с признаками пункта 19 формулы изобретения.
В соответствии с изобретением управляющее устройство выполнено таким образом, что оно управляет прокатным станом в соответствии со способом, соответствующим изобретению. Прокатный стан содержит несколько прокатных клетей, через которые последовательно проходит полоса, и управляющее устройство вышеописанного типа, так что прокатный стан эксплуатируется в соответствии со способом, соответствующим изобретению.
Управляющее устройство предпочтительно выполнено как программируемое программным обеспечением управляющее устройство, которое при работе выполняет компьютерную программу вышеописанного типа.
Другие преимущества и особенности вытекают из следующего описания примеров выполнения со ссылками на чертежи, на которых в схематичном представлении показано следующее:
фиг.1 - схематичное представление многоклетевого прокатного стана,
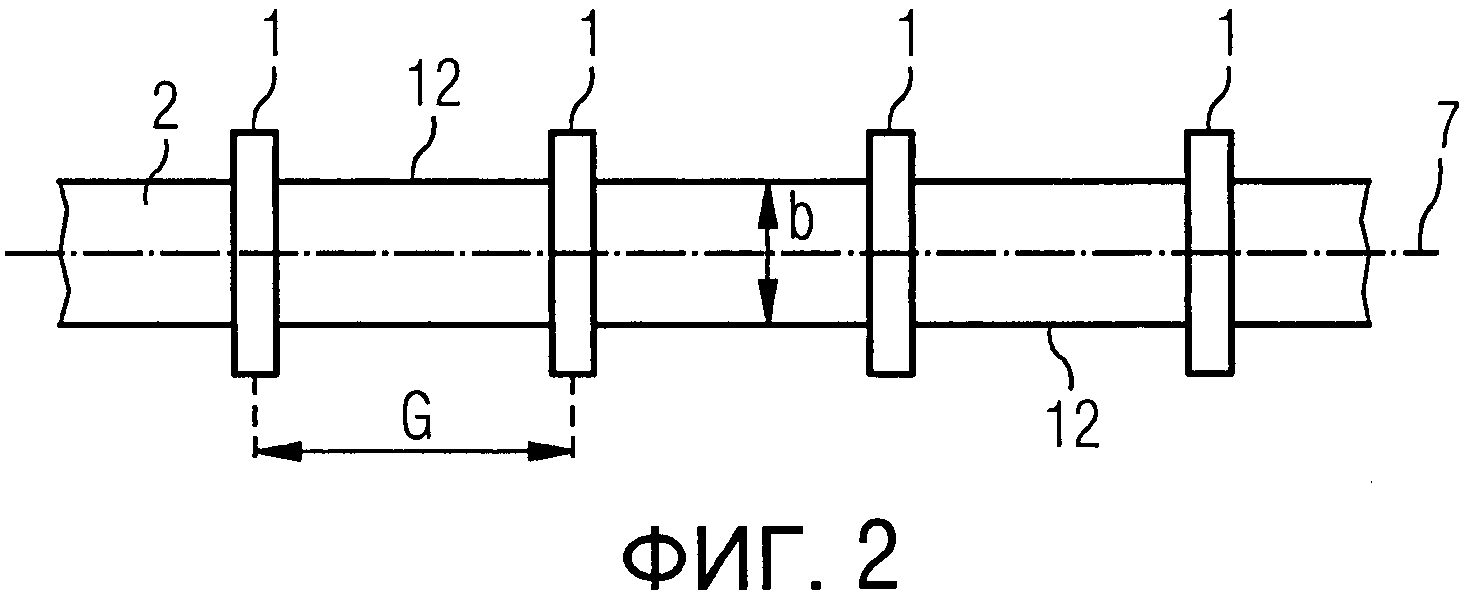
фиг.2 - прокатный стан по фиг.1 сверху,
фиг.3 - блок-схема способа,
фиг.4 - схематичное представление прокатной клети, а также полосы, входящей в прокатную клеть и выходящей из прокатной клети,
фиг.5 - схематичное представление участка прокатного стана, ограниченного двумя прокатными клетями,
фиг.6 - блок-схема способа,
фиг.7 и 8 - схематичное представление части прокатного стана по фиг.1,
фиг.9 - схематичное представление возможного выполнения прокатного стана по фиг.1,
фиг.10 - блок-схема способа,
фиг.11 - модификация фиг.9 и
фиг.12 - блок-схема способа.
Согласно фиг.1 и 2, прокатный стан имеет несколько прокатных клетей 1. Прокатный стан, таким образом, выполнен как многоклетевой прокатный стан. Через прокатные клети 1 при работе прокатного стана последовательно проходит полоса 2. Прокатный стан также содержит управляющее устройство 3, которое в процессе прокатки полосы на прокатном стане управляет прокатными клетями 1 и другими компонентами прокатного стана. Управляющее устройство 3 выполнено таким образом, что оно в процессе прокатки полосы управляет прокатным станом согласно способу, который далее поясняется подробно.
Управляющее устройство 3 может быть выполнено как программируемое аппаратное управляющее устройство или как программируемое программным обеспечением управляющее устройство. Как правило, управляющее устройство 3 выполнено как программируемое программным обеспечением управляющее устройство, которое в процессе прокатки полосы выполняет компьютерную программу 4. Компьютерная программа 4 имеет в этом случае машинный код 5, который непосредственно выполняется управляющим устройством 3. Выполнение машинного кода 5 управляющим устройством 3 обуславливает то, что управляющее устройство 3 управляет прокатным станом согласно способу, соответствующему изобретению.
Программирование управляющего устройства 3 с помощью компьютерной программы 4 может осуществляться любым способом. Например, компьютерная программа 4 может уже в рамках изготовления управляющего устройства 3 загружаться в управляющее устройство 3. В качестве альтернативы, возможно, например, подать на управляющее устройство 3 компьютерную программу 4 через соединение между компьютерами. В качестве соединения между компьютерами может использоваться, например, соединение с локальной сетью (LAN) или с Интернетом. Соединение между компьютерами на фиг.1 и 2 не показано. Вновь в качестве альтернативы, можно сохранить компьютерную программу 4 на носителе 6 данных и компьютерную программу 4 подать на управляющее устройство 3 через носитель 6 данных. Только в качестве примера на фиг.1 носитель 6 данных показан как CD-ROM. В качестве альтернативы, он может быть выполнен иным образом, например, как USB карта памяти или как карта памяти.
Основной принцип способа, соответствующего изобретению, поясняется далее со ссылками на фиг.3.
Согласно фиг.3, управляющее устройство 3 выбирает сначала на этапе S1 прокатную клеть 1, в которую полоса 2 вводится первой. Затем управляющее устройство 3 управляет на этапе S2 прокатным станом таким образом, что полоса 2 - при наблюдении относительно средней линии 7 прокатки (см. фиг.2 и 4) - вводится в выбранную прокатную клеть 1 с известным сдвигом V головной части полосы и известным наклоном SE головной части полосы со стороны входа. На основе ввода в выбранную прокатную клеть 1 головная часть 8 полосы 2 выходит (лишь фактически) из выбранной прокатной клети 1 со сдвигом V головной части полосы, наклоном SA головной части полосы со стороны выхода и кривизной К головной части полосы со стороны выхода.
Обстоятельства, на основе которых сдвиг V головной части полосы и наклон SE головной части полосы со стороны входа известны для проходимой первой прокатной клети 1, могут быть различного характера. Например, возможно, что имеются соответствующие, не показанные на фиг.1 и 2 направляющие устройства, на основе которых сдвиг V головной части полосы и наклон SE головной части полосы со стороны входа должны иметь определенные значения, например, сдвиг головной части полосы V=0 и наклон головной части полосы со стороны входа SE=0. В качестве альтернативы или дополнительно возможно предусмотреть устройства для определения, посредством которых сдвиг V головной части полосы и наклон SE головной части полосы со стороны входа перед первой прокатной клетью 1 определяются и передаются на управляющее устройство 3.
На этапе S3 управляющее устройство 3, на основе наклона SE головной части полосы со стороны входа и осуществляемого в выбранной прокатной клети 1 обжатия, определяет наклон SA головной части полосы со стороны выхода. В частности, наклон SA головной части полосы со стороны выхода может определяться согласно соотношению:

Здесь vE и vA, по отношению к выбранной прокатной клети 1, представляют собой скорость полосы 2 со стороны входа и со стороны выхода. Скорости vE и vA связаны с обжатием через уравнение непрерывности.
Кроме того, управляющее устройство 3 определяет на этапе S4 кривизну К головной части полосы со стороны выхода полосы 2. При этом определение осуществляется на основе измеренных данных и других данных. Как измеренные данные, так и другие данные при этом относятся к текущей выбранной прокатной клети 1. Возможные виды определения далее поясняются более подробно в связи с возможными вариантами осуществления настоящего изобретения.
На этапе S5 сдвиг V головной части полосы, наклон SA головной части полосы со стороны выхода и кривизна К головной части полосы со стороны выхода головной части 8 полосы при выбранной прокатной клети 1 - при сопоставлении с этой прокатной клетью 1 - сохраняются. Этап S5 имеет значение в рамках возможного выполнения предложенного изобретения.
Возможно, непосредственно перед определением кривизны К головной части полосы со стороны выхода, определить управляющее воздействие S. Это представлено на этапе S6. Также на этапе S6 представлено, что, в качестве альтернативы, возможно определять управляющее воздействие S не непосредственно, а перед вводом полосы 2 в прокатную клеть 1, расположенную непосредственно после выбранной прокатной клети 1. В обоих случаях, однако, этап S6 является лишь факультативным и поэтому на фиг.3 изображен пунктиром. Если он имеется, то управляющее воздействие S определяется с применением кривизны К головной части полосы со стороны выхода, при необходимости с дополнительным применением наклона SA головной части полосы со стороны выхода и/или сдвига V головной части полосы. Управляющее воздействие S определяется при этом для выбранной прокатной клети 1 и/или для прокатной клети 1, расположенной непосредственно после выбранной прокатной клети 1, при необходимости могут также определяться два различающихся друг от друга управляющих воздействия S, причем каждое из обоих управляющих воздействий S определяется для выбранной прокатной клети 1 и для прокатной клети 1, расположенной непосредственно после выбранной прокатной клети 1.
Если этап S6 присутствует, то прокатная клеть 1, для которой определено управляющее воздействие S, определяемое на этапе S6, управляется на этапе S7 в соответствии с определенным управляющим воздействием S. Однако этап S7, поскольку он является следствием этапа S6, является лишь факультативным и поэтому на фиг.3 изображен пунктиром.
Если определяемое управляющее воздействие S для выбранной прокатной клети 1 определено, то является предпочтительным, что управляющее воздействие S определяется непосредственно после определения кривизны К головной части полосы со стороны выхода, и выбранная прокатная клеть 1 управляется непосредственно после определения управляющего воздействия S, в соответствии с определенным управляющим воздействием S. Если управляющее воздействие S на этапе S7 выдается на прокатную клеть 1, расположенную непосредственно после выбранной прокатной клети 1, то достаточно, что управляющее воздействие S определяется к некоторому моменту времени, к которому полоса 2 еще не введена в прокатную клеть 1, расположенную непосредственно после выбранной прокатной клети 1. Так как в этом случае достаточно, чтобы прокатная клеть 1, расположенная непосредственно после выбранной прокатной клети 1, управлялась в соответствии с определенным управляющим воздействием S самое позднее при вводе полосы в прокатную клеть 1, расположенную непосредственно после выбранной прокатной клети 1.
На этапе 87 управляющее устройство 3 проверяет, является ли выбранная в текущий момент прокатная клеть 1 последней прокатной клетью 1 прокатного стана 1. Если это не имеет места, то управляющее устройство 3 выбирает на этапе S9 следующую прокатную клеть 1 и определяет для этой прокатной клети 1 сдвиг V головной части полосы и наклон SE головной части полосы со стороны входа. Так как для малых значений кривизны К головной части полосы со стороны выхода, что на практике имеет место, справедливо отношение

для сдвига V'' головной части 8 полосы от средней линии 7 прокатки как функция расстояния x от соответствующей прокатной клети 1. Поэтому с помощью значений КА, SA и V предыдущей прокатной клети 1 и известного расстояния G между клетями можно без труда определить сдвиг V головной части полосы для новой выбранной прокатной клети 1. Соответствующий наклон SE головной части полосы со стороны входа для новой выбранной прокатной клети 1 получается аналогичным образом с помощью соотношения

причем обозначение "SE" в уравнении (3) относится к новой выбранной прокатной клети 1, и обозначения "К" и "SA" относятся к непосредственно предшествующей прокатной клети 1. Для x должно, как перед этим, использовать расстояние G между клетями.
После обработки на этапе S9 управляющее устройство 3 возвращается к этапу S2.
Если на этапе S8 принято решение, что уже выбрана последняя прокатная клеть 1, управляющее устройство 3 переходит к этапу S10. На этапе S10 к полосе 2, по меньшей мере, пока она находится между прокатными клетями 1, прикладывается тяга. Потом на этапе S11 продолжается прокатка.
Во время прокатки полоса 2 - при рассмотрении по отношению к средней линии 7 прокатки - входит в каждую из прокатных клетей 1, с соответствующим сдвигом V' полосы и соответствующим наклоном SE' полосы со стороны входа. Кроме того, полоса 2 выходит из каждой прокатной клети 1 с соответствующим сдвигом V' полосы и наклоном SA' полосы со стороны выхода и соответствующей кривизной К' полосы со стороны выхода. При этом сдвиги V полосы, наклоны SE', SA' полосы и значения кривизны К' полосы со стороны выхода не должны быть теми же самыми значениями, что и значения, которые были перед эти определены для головной части 8 полосы. Однако действительно то, что значения известны. Они также могут изменяться во времени. Тем не менее, значения могут определяться.
Значения V', SE' со стороны входа для первой прокатной клети 1 известны. Поэтому в связи с обжатием могут определяться значения SA', К' со стороны выхода для первой прокатной клети 1. При известности значений SA', К' со стороны выхода для соответствующей прокатной клети 1 могут - аналогично приведенным выше уравнениям (2) и (3) - определяться значения V', SE' со стороны входа для соответствующей непосредственно последующей прокатной клети 1. В частности, поэтому возможно на этапе S12 для каждой из прокатных клетей 1 сначала зарегистрировать или определить значения со стороны входа (сдвиг V' полосы и наклон SE' полосы со стороны входа), так что на основе соответствующего наклона SE' полосы со стороны входа и соответствующего обжатия, осуществляемого в соответствующей прокатной клети 1, можно определить наклон SA' полосы со стороны выхода. Кроме того, возможно, аналогично соответствующей кривизне К головной части полосы со стороны выхода, определить соответствующую кривизну К' полосы со стороны выхода.
Для надежного осуществления этапа S12 является целесообразным, соответствующие значения кривизны К, К' со стороны выхода определять по возможности надежным способом. Поэтому предпочтительным образом, соответственно фиг.5, предусмотрено, что между каждыми двумя прокатными клетями 1 - предпочтительно в зоне петледержателя 9 - размещено соответствующее устройство 10 определения положения. Посредством соответствующего устройства 10 определения положения можно - по отношению к непосредственно предшествующей прокатной клети 1 - определять соответствующий сдвиг VZ головной части 8 полосы между клетями для полосы 2. На основе соответствующего сдвига VZ головной части полосы между клетями, соответствующего сдвига V головной части полосы и соответствующего наклона SA головной части полосы со стороны выхода для головной части 8 полосы при прокатной клети 1, непосредственно предшествующей соответствующему устройству 10 определения положения, в этом случае можно определить соответствующую кривизну К головной части полосы со стороны выхода на основе соотношения:

При этом L обозначает расстояние от соответствующего устройства 10 определения положения до непосредственно предшествующей прокатной клети 1. Аналогичным образом, во время прокатки полосы 2, то есть во время того как полоса 2 нагружается натяжением, определяется сдвиг VZ' полосы между клетями, и на основе сдвига VZ' полосы между клетями во взаимосвязи с наклоном SA' полосы со стороны выхода и сдвига V' полосы 2 при непосредственно предшествующей прокатной клети 1, определяется соответствующая кривизна К' полосы со стороны выхода. Этот способ действий схематично представлен на фиг.6, где соответственно представлены этапы S4 и S12 по фиг.3.
На этапе S13 осуществляется - альтернативно или дополнительно к определению на этапе S6 - относительно каждой из прокатных клетей 1 определение соответствующего управляющего воздействия S. На этапе S14 осуществляется затем соответствующее управление соответствующей прокатной клетью 1 и/или прокатной клетью 1, расположенной непосредственно после соответствующей прокатной клети 1.
Определение соответствующего управляющего воздействия S осуществляется в рамках этапа S13 с применением соответствующего сдвига V' полосы, соответствующего наклона SA' полосы со стороны выхода и соответствующего сдвига VZ' полосы между клетями. Соответствующее управляющее воздействие S в рамках этапа S13 определяется также с применением соответствующей кривизны К головной части полосы со стороны выхода, соответствующего наклона SA головной части полосы со стороны выхода и соответствующего сдвига V головной части полосы, а также с применением соответствующего сдвига V' полосы, соответствующего наклона SA' полосы со стороны выхода и соответствующего сдвига VZ' полосы между клетями. Равнозначным применению соответствующего сдвига VZ' полосы между клетями является при этом применение соответствующей кривизны К' полосы со стороны выхода, потому что эти обе величины без труда могут пересчитываться одна в другую.
В частности, возможно, на основе соответствующих параметров V, SA, К головной части полосы определить первоначальную линию полосы, на основе соответствующих параметров V', SA', К' полосы определить текущую линию полосы, и разность между этими обеими линиями интерпретировать как состояние напряжения в полосе 2. Это знание в рамках этапа S13 используется для того, чтобы соответствующее управляющее воздействие S определять таким образом, что соответствующее управляющее воздействие S противодействует отклонению основания 11 полосы при выходе основания 11 полосы из соответствующей прокатной клети 1.
Например, как представлено на фиг.7, соответствующая прокатная клеть 1 и/или прокатная клеть 1, расположенная непосредственно после соответствующей прокатной клети 1, управляется согласно определенному соответствующему управляющему воздействию S в некоторый момент времени, в который к входящей в соответствующую прокатную клеть 1 полосе 2 (еще) приложено натяжение. В качестве альтернативы, возможно, как показано на фиг.8, соответствующей прокатной клетью 1 и/или прокатной клетью 1, расположенной непосредственно после соответствующей прокатной клети 1, управлять согласно определенному соответствующему управляющему воздействию S в некоторый момент времени, в который входящая в соответствующую прокатную клеть 1 полоса 2 (уже) свободна от приложенного натяжения.
В обоих случаях, то есть как в варианте выполнения по фиг.7, так и в варианте выполнения по фиг.8, соответствующее управляющее воздействие S должно, разумеется, быть определено управляющим устройством 3. Предпочтительным образом соответствующее управляющее воздействие S определяется непосредственно перед этим. Однако в качестве альтернативы также возможно определять соответствующее управляющее воздействие S с определенным временным интервалом перед управлением соответствующей прокатной клетью 1 и/или прокатной клетью 1, расположенной непосредственно после соответствующей прокатной клети 1.
Выше был пояснен способ действий, при котором кривизна К головной части полосы со стороны выхода или кривизна К' полосы со стороны выхода определяется однократно и внутри участка прокатного стана (таким образом, между каждыми двумя непосредственно смежными прокатными клетями 1) принимается в качестве постоянной. Однако возможен другой способ действий.
Например, возможно, предусмотреть на каждый участок прокатного стана два или более устройств 10 определения положения. Размещение устройств 10 определения положения является в этом случае оптимальным, если устройства 10 определения положения разнесены равномерно относительно друг друга. Например, в середине между каждым и двумя непосредственно смежными прокатными клетями 1 может размещаться, соответственно, устройство 10 определения положения, другое устройство 10 определения положения может размещаться непосредственно перед прокатной клетью 1, расположенной непосредственно после соответствующей прокатной клети 1. На практике, однако, по высшим причинам может потребоваться отклоняться от этого, оптимального в смысле точности измерения, расположения.
Если два или более устройств 10 определения положения предусмотрено на участок прокатного стана, то можно криволинейный ход полосы 2 между соответствующими двумя непосредственно смежными прокатными клетями 1 аппроксимировать не только посредством полинома второй степени (т.е. с постоянной кривизной К или К'), но и посредством полинома, например, третьей степени (то есть, при наблюдении в направлении полосы, с линейно изменяющейся кривизной К или К').
Независимо от того, является ли кривизна К и К' между соответствующими двумя непосредственно смежными прокатными клетями 1 постоянной или функцией места x в направлении прохода полосы, применима, в частности, известная теория Бернулли-Эйлера изгибной балки, чтобы на основе локальных значений кривизны К и К' получить выводы относительно разности Δσ растягивающего напряжения от кромки 12 полосы к кромке 12 полосы. Тогда для разности Δσ растягивающего напряжения справедливо соотношение:

где b - ширина полосы, h - толщина полосы. М соответствует локальному изгибному моменту. Локальный изгибный момент М, со своей стороны, связан со значениями кривизны К и К' соотношением:

При этом Е - модуль упругости полосы 2 при текущей температуре полосы, I - осевой статический момент поперечного сечения полосы в направлении толщины полосы. Осевой статический момент I сечения определяется при этом соотношением:

Фиг.9 показывает возможность определения кривизны К, К' со стороны выхода, не требуя устройства 10 определения положения по фиг.5. Согласно фиг.9, в рамках управляющего устройства 3 реализована физико-математическая модель 13. На физико-математическую модель 13, согласно фиг.10, на этапе S21 для каждой прокатной клети 1 подается соответствующий сдвиг V полосы и соответствующий наклон SA головной части полосы со стороны выхода. Кроме того, на физико-математическую модель 13 на этапе S21 подаются фактические параметры для полосы 2, входящей в соответствующую прокатную клеть 1, и полосы 2, выходящей из соответствующей прокатной клети 1. Наконец, на физико-математическую модель 13 на этапе S21 подаются переменные и параметры для соответствующей прокатной клети 1. Посредством физико-математической модели 13 затем на этапе S22 определяется соответствующая кривизна К, К' со стороны выхода.
Физико-математическая модель 13 базируется, с одной стороны, на исходном положении, что кривизна К со стороны выхода полосы 2 за каждой из прокатных клетей 1 подчиняется соотношению:

ΔvA обозначает здесь разность скоростей, с которой кромки 12 полосы выходят из соответствующей прокатной клети 1.
Аналогичное справедливо для других Δ-величин. Так, например, vE - скорость, с которой середина полосы 2 входит в соответствующую рассматриваемую прокатную клеть 1, ΔvE - разность скоростей, с которой кромки 12 полосы входят в соответствующую рассматриваемую прокатную клеть 1.
Кроме того, справедливо - при рассмотрении как локально по ширине b полосы, так и глобально - уравнение непрерывности:

при этом hA и hE, по отношению к соответствующей прокатной клети 1, обозначают толщину полосы со стороны выхода и, соответственно, со стороны входа.
Выражая относительно скорости vA со стороны выхода, из уравнения (9) следует линеаризованное уравнение для поперечных разностей скоростей относительно середины полосы по ширине b полосы:

Параметры со стороны входа (т.е. параметры с конечной буквой «Е») при этом без исключения известны, а именно для первой проходимой прокатной клети 1 известны априорно, для других прокатных клетей 1 посредством соответствующего вычисления на основе физико-математической модели 13. Также (средняя) ширина hA полосы со стороны выхода - на основе известного обжатия - известна. Разность ΔhA толщины полосы со стороны выхода получается путем уравнивания обоих соотношений

и

для получения:

В уравнениях (11)-(13) FW - усилие прокатки, s - зона деформации, cG - жесткость клети, kF - сопротивление деформации, Т - температура полосы 2, µ - коэффициент трения в зоне деформации и y - эксцентриситет (соответствует сдвигу V головной части полосы), с которым полоса 2 проходит соответствующую рассматриваемую прокатную клеть 1.
Соответствующие входные параметры физико-математической модели 13 должны при этом быть известны управляющему устройству 3. На практике, это обычно имеет место, так что разность ΔhA высоты со стороны выхода может быть определена.
Описанный выше в связи с фиг.9 способ действий работает очень быстро. В частности, кривизна К головной части полосы со стороны выхода практически сразу же предоставляется в распоряжение. Поэтому принципиально возможно реагировать также быстро. В частности, возможно, как принципиально уже упомянуто и на фиг.10 еще раз изображено, соответствующее управляющее воздействие S определять непосредственно после определения соответствующей кривизны К головной части полосы со стороны выхода и управлять соответствующей прокатной клетью 1 непосредственно после определения соответствующего управляющего воздействия S согласно определенному соответствующему управляющему воздействию S. В этом случае часто следует реакция соответствующей прокатной клети 1, прежде чем головная часть 8 полосы войдет в непосредственно следующую прокатную клеть 1. В принципе, однако, было бы возможно задержать управление соответствующей прокатной клетью 1, пока головная часть 8 полосы не войдет в непосредственно последующую прокатную клеть 1.
В способе действий согласно фиг.10 полоса 2 имеет постоянную на участках кривизну К головной части полосы. Длины отдельных участков, внутри которых полоса 2 имеет постоянную на участках кривизну К головной части полосы, как правило, значительно меньше, чем расстояние G между прокатными клетями 1. Поэтому определение сдвига V'' головной части полосы как функции положения полосы 2 в прокатном стане больше не является таким простым, как описано выше. Однако оно все равно возможно, так как отдельные участки постоянно примыкают друг к другу.
Способ действий по фиг.9 и 10 можно выполнять отдельно, то есть не предусматривая устройств 10 определения положения между прокатными клетями 1. Однако предпочтительным образом способ действий по фиг.9 и 10, согласно фиг.11, выполняется во взаимосвязи с устройствами 10 определения положения. В этом случае возможно, согласно фиг.12, дополнительно к этапам S21 и S22 по фиг.10:
- дополнительно на этапе S26 посредством соответствующего устройства 10 определения положения определять соответствующий сдвиг VZ полосы между клетями и
- затем на этапе S27 корректировать определенную на основе физико-математической модели 13 кривизну К головной части полосы со стороны выхода на основе соответствующего определенного сдвига VZ полосы между клетями, соответствующего сдвига V головной части полосы и соответствующего наклона SA головной части полосы со стороны выхода.
Как правило, в рамках этапа S27 соответствующая кривизна К головной части полосы со стороны выхода, согласно последним упомянутым параметрам (сдвиг V головной части полосы, наклон SA головной части полосы со стороны выхода и сдвиг VZ полосы между клетями), вычисляется заново. Заново вычисленная кривизна К головной части полосы со стороны выхода заменяет тогда кривизну К головной части полосы со стороны выхода, определенную на основе физико-математической модели 13. В качестве альтернативы, возможно, по меньшей мере, существенное приближение, например, на 70, 75 или 80%.
Дополнительно к этапу S27, может также иметься этап S28. На этапе S28 физико-математическая модель 13 адаптируется на основе отклонения кривизны К головной части полосы со стороны выхода, определенной на основе физико-математической модели 13, от скорректированной соответствующей кривизны К головной части полосы со стороны выхода. Физико-математическая модель 13 как таковая согласуется, таким образом, с фактическими условиями, так что для полос 2, прокатываемых к более позднему моменту времени, осуществляется лучшее определение кривизны К головной части полосы со стороны выхода посредством физико-математической модели 13.
Как уже упомянуто, при применении физико-математической модели 13 возможно очень быстро определять соответствующее управляющее воздействие S и очень быстро управлять соответствующей прокатной клетью 1 согласно соответствующему управляющему воздействию S. Поэтому в рамках способа действий согласно фиг.11 и 12 требуется, с учетом соответствующих управляющих воздействий S, определенных на основе физико-математической модели 13, и обусловленных тем самым изменений соответствующей кривизны К головной части полосы со стороны выхода, определять эффективную (среднюю) кривизну КМ головной части полосы 2 и эффективную среднюю кривизну КМ головной части полосы 2 использовать для сравнения на этапе S27 или адаптации на этапе S28. Например, возможно циклически на основе физико-математической модели 13 определять соответствующую кривизну К головной части полосы и затем - например, посредством соотношения

- определять эффективную среднюю кривизну КМ головной части полосы. В приведенном выше уравнении (14) i обозначает соответствующий цикл развертки, α - подходящий определенный весовой коэффициент, который лежит в пределах от нуля до единицы. Весовой коэффициент α может быть постоянным во времени или переменным во времени. Если он является переменным по времени, то он предпочтительно уменьшается во времени.
Настоящее изобретение имеет множество преимуществ. В частности, оно надежно работает и может быть реализовано простыми средствами, даже путем дооборудования существующих прокатных станов.
Приведенное выше описание служит исключительно пояснению предложенного изобретения. Объем защиты предложенного изобретения определяется исключительно приложенной формулой изобретения.
Реферат
Изобретение предназначено для улучшения качества прокатываемых полос. В многоклетевом прокатном стане полоса (2) проходит последовательно через прокатные клети (1). Полоса (2) относительно средней линии (7) прокатки в каждую из прокатных клетей (1) вводится с известным соответствующим сдвигом (V) головной части и с известным соответствующим наклоном (SE) головной части со стороны входа так, что головная часть (8) полосы (2) из прокатной клети (1) выходит с соответствующим сдвигом (V), наклоном (SA) головной части со стороны выхода и кривизной (К) головной части со стороны выхода. Исключение образования клина в полосе за счет устранения разности растягивающих напряжений между ее кромками обеспечивается за счет того, что наклон (SA) со стороны выхода определяется на основе наклона (SE) со стороны входа и обжатия в клети (1). Кривизна (К) головной части полосы со стороны выхода определяется на основе соответствующих измеренных данных и соответствующих других данных. С применением соответствующей кривизны (К) головной части полосы со стороны выхода определяется соответствующее управляющее воздействие (S) для соответствующей прокатной клети (1) и/или прокатной клети (1), непосредственно следующей за ней, в соответствии с которым соответствующая прокатная клеть (1) управляется. 5 н. и 15 з.п. ф-лы, 12 ил.
Комментарии