Система обнуления прокатной клети - RU2534699C2
Код документа: RU2534699C2
Чертежи
Описание
Область техники
Изобретение относится к системе обнуления прокатной клети, в частности, для обнуления прокатной клети в цехах горячей прокатки без прерывания процесса прокатки.
Уровень техники
В прокатных цехах требуется периодическая замена рабочих и/или опорных валков клетей прокатного стана из-за их износа.
После замены требуется обнуление прокатной клети, то есть требуется установка точного положения, в котором соответствующие поверхности верхнего и нижнего рабочих валков приводятся в соприкосновение, определяемое в соответствии с диаметрами валков, находящихся в прокатной клети (рабочих и опорных валков). Более того, необходимо гарантировать правильное значение толщины проката на выходе из прокатной клети, которое должно лежать в пределах требуемых допусков.
В станах для холодной прокатки полос или в поточных линиях возможность обнуления рабочих валков с материалом между валками обеспечивают путем ручного размещения фиксаторов на арматуре (по два с каждой стороны), что делает условия работы благоприятными. Альтернативно, холоднокатаную полосу останавливают посредством петледержателей, которые работают как передний и задний буферные накопители, пока выполняется перевалка рабочих валков и последующее обнуление приведением в соприкосновение рабочих валков с полосой. Оба способа имеют недостатки: первый способ не позволяет при обнулении принять во внимание люфт механических частей (например, подшипников, регулировочных винтов, и т.д.), при использовании второго способа могут возникать участки полосы, толщина которых выходит за пределы допуска.
В полосовых станах горячей прокатки (ПСГП) эта операция усложняется из-за невозможности остановки горячей полосы как по причине отсутствия петледержателей, так и из-за риска нанесения ущерба рабочим валкам повышением температуры в местах соприкосновения валков с прокатываемым материалом, имеющим высокую температуру, а также из-за риска падения температуры материала ниже уровня, достаточного для прохождения через последующие прокатные клети.
Традиционное решение для цехов горячей прокатки предполагает отсутствие прокатываемого материала между рабочими валками при выполнении перевалки валков в прокатной клети и обнуления вышеупомянутой клети путем приведения в соприкосновение поверхности нижнего рабочего валка с поверхностью верхнего рабочего валка. Это с неизбежностью требует остановки прокатного стана, а при отсутствии переднего буферного накопителя - также и литья.
Таким образом, существует потребность в создании системы обнуления прокатных валков в прокатной клети, позволяющей преодолеть вышеупомянутые недостатки.
Раскрытие изобретения
Основной целью изобретения является разработка системы обнуления прокатной клети, позволяющей осуществлять замену рабочих и/или опорных цилиндров или валков в четырехвалковой прокатной клети для горячей прокатки полос и последующее обнуление прокатной клети без удаления или остановки полосы между валками.
Другой целью изобретения является разработка системы обнуления прокатной клети, дополнительно обеспечивающей очень быстрое и точное выполнение операции по обнулению, что позволяет увеличить производительность всего цеха.
Дополнительной целью изобретения является разработка способа обнуления прокатной клети.
Таким образом, задачей настоящего изобретения является достижение всех вышеперечисленных целей с помощью системы обнуления прокатной клети, которая согласно пункту 1 формулы содержит:
- первый рабочий валок, определяющий первую продольную ось,
- второй рабочий валок, определяющий вторую продольную ось,
при этом каждый из упомянутых валков имеет на первом конце - кольцевой выступ, первый диаметр которого больше второго диаметра рабочей поверхности рабочего валка, а на втором конце - соответствующую кольцевую выемку, третий диаметр которой меньше упомянутого второго диаметра,
причем упомянутые рабочие валки выполнены так, что в положении прокатки кольцевой выступ первого рабочего валка размещен в кольцевой выемке второго рабочего валка, а кольцевой выступ второго рабочего валка размещен в кольцевой выемке первого рабочего валка, а в положении обнуления рабочих валков кольцевой выступ первого рабочего валка контактирует с рабочей поверхностью второго рабочего валка, кольцевой выступ второго рабочего валка контактирует с рабочей поверхностью первого рабочего валка, а прокатываемый материал может продолжать движение через зазор между первым и вторым рабочими валками, не подвергаясь прокатке.
Вторым объектом настоящего изобретения является прокатная клеть согласно пункту 14 формулы, содержащая вышеупомянутую систему обнуления.
Третьим объектом настоящего изобретения является способ обнуления рабочих валков прокатной клети, включающий в себя согласно пункту 15 формулы следующие этапы, на которых:
- вставляют упомянутые первый и второй рабочие валки в прокатную клеть в упомянутое положение прокатки;
- перемещают по меньшей мере один из рабочих валков вдоль соответствующей продольной оси на заданную длину до достижения заданного осевого сдвига между рабочими валками, посредством чего достигается упомянутое положение обнуления.
Согласно настоящему изобретению кольцо или буртик, диаметр которого больше диаметра рабочего валка, либо выполняют на первом конце рабочих валков, либо накладывают на него, в то время как на втором конце выполняют канавку.
При прокатке материала между двумя рабочими валками кольцо одного из двух рабочих валков находится в канавке другого парного рабочего валка. В этом случае верхний и нижний рабочие валки можно расположить так, чтобы в предельном положении наружные или рабочие поверхности валков соприкасались.
Когда требуется обнуление, один из двух рабочих валков (либо верхний, либо нижний) или оба валка перемещают в осевом направлении на заданную длину, используя соответствующие средства перемещения, так, чтобы кольцо одного рабочего валка вошло в соприкосновение с лицевой поверхностью парного рабочего валка, даже если материал, то есть полоса, находится между двумя рабочими валками.
Упомянутые средства перемещения позволяют перемещать по меньшей мере один из упомянутых рабочих валков вдоль соответствующей продольной оси для перехода из положения прокатки в положение обнуления, или наоборот.
Таким образом, решение согласно изобретению позволяет переваливать валки в одной или более прокатных клетей с последующим одновременным обнулением путем сдвига рабочих валков и использования кольцевых установочных элементов, в то время как другие прокатные клети продолжают прокатку.
Значение внешнего диаметра кольца и диаметра канавки соответствующим образом определяют на этапе проектирования в зависимости от толщины прокатываемого материала.
После замены рабочих валков в вальцетокарной мастерской может быть выполнена переточка изношенных валков, в процессе которой кольцо обтачивают по диаметру вместе с обточкой по диаметру наружной поверхности рабочего валка, чтобы всегда гарантировать соответствующее размещение и соответствующую концентричность кольца по отношению к наружной поверхности рабочего валка и сохранять согласование между значениями двух диаметров во всех рабочих режимах прокатной клети.
Система и способ согласно изобретению имеют ряд преимуществ по сравнению с известными решениями, в частности:
- возможность обнуления прокатной клети путем приведения в соприкосновение рабочих валков во всех случаях без удаления полосы между валками. Это позволяет не прерывать процесс прокатки в соседних клетях, а просто организовать обход переваливаемой клети, в частности, не прерывать процесс литья в случае бесконечной прокатки;
- возможность замены рабочих валков без прерывания процесса горячей прокатки может быть особенно полезной при бесконечном процессе в следующих случаях: при аварийной перевалке прокатной клети из-за повреждения рабочих валков; при перевалке одной или более прокатных клетей при достижении предельного износа;
- возможность непрерывной прокатки меньшим количеством прокатных клетей. В данном случае производительность цеха увеличивается, так как, несмотря на увеличенную выходную толщину материала, производство можно продолжать и на этапе перевалки, тогда как при традиционных решениях на упомянутом этапе производство останавливают.
Предпочтительно, но не необходимо, осуществлять перевалку рабочих валков одной прокатной клети в один прием. Пока идет перевалка рабочих валков, соответствующая прокатная клеть, снабженная во всех случаях вспомогательной роликовой системой для поддержания постоянства прокатки материала, работает вхолостую, и в процессе прокатки участвует на одну прокатную клеть меньше во всех случаях в течение очень короткого времени.
При извлечении рабочих валков из прокатной клети можно легко контролировать как кратковременное изменение толщины между прокатными клетями, так и петлю полосы между предыдущей и последующей прокатными клетями.
В традиционном рулонном способе прокатки, если в производстве участвует только прокатный стан, решение согласно изобретению позволяет увеличить производительность.
Предпочтительный вариант осуществления изобретения описан в зависимых пунктах формулы изобретения.
Другие особенности и преимущества настоящего изобретения станут более понятны из дальнейшего описания предпочтительного варианта его осуществления со ссылкой на чертежи.
Краткое описание чертежей
На фиг.1 показаны рабочие валки прокатной клети согласно изобретению в положении прокатки;
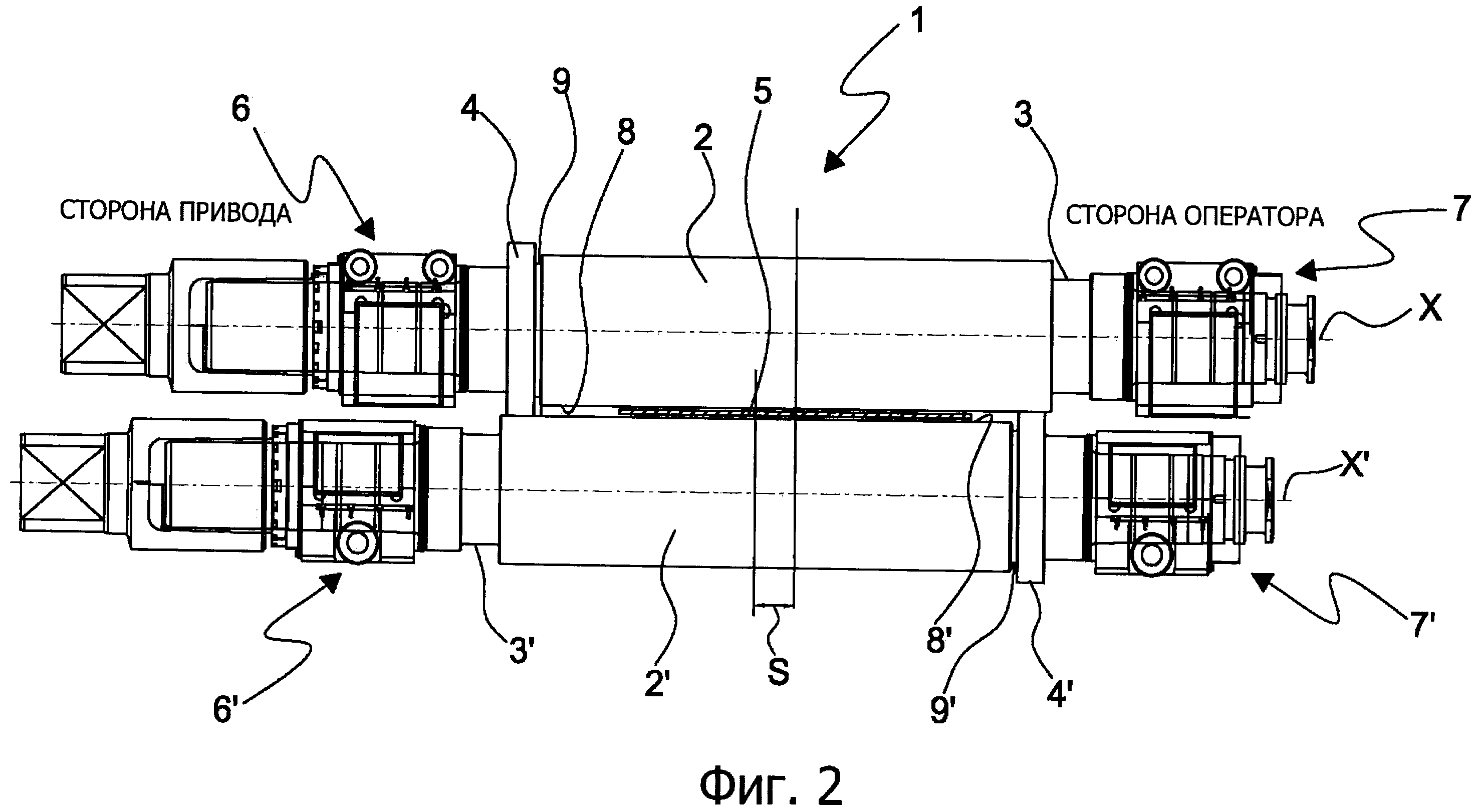
на фиг.2 - то же, в положении обнуления прокатной клети;
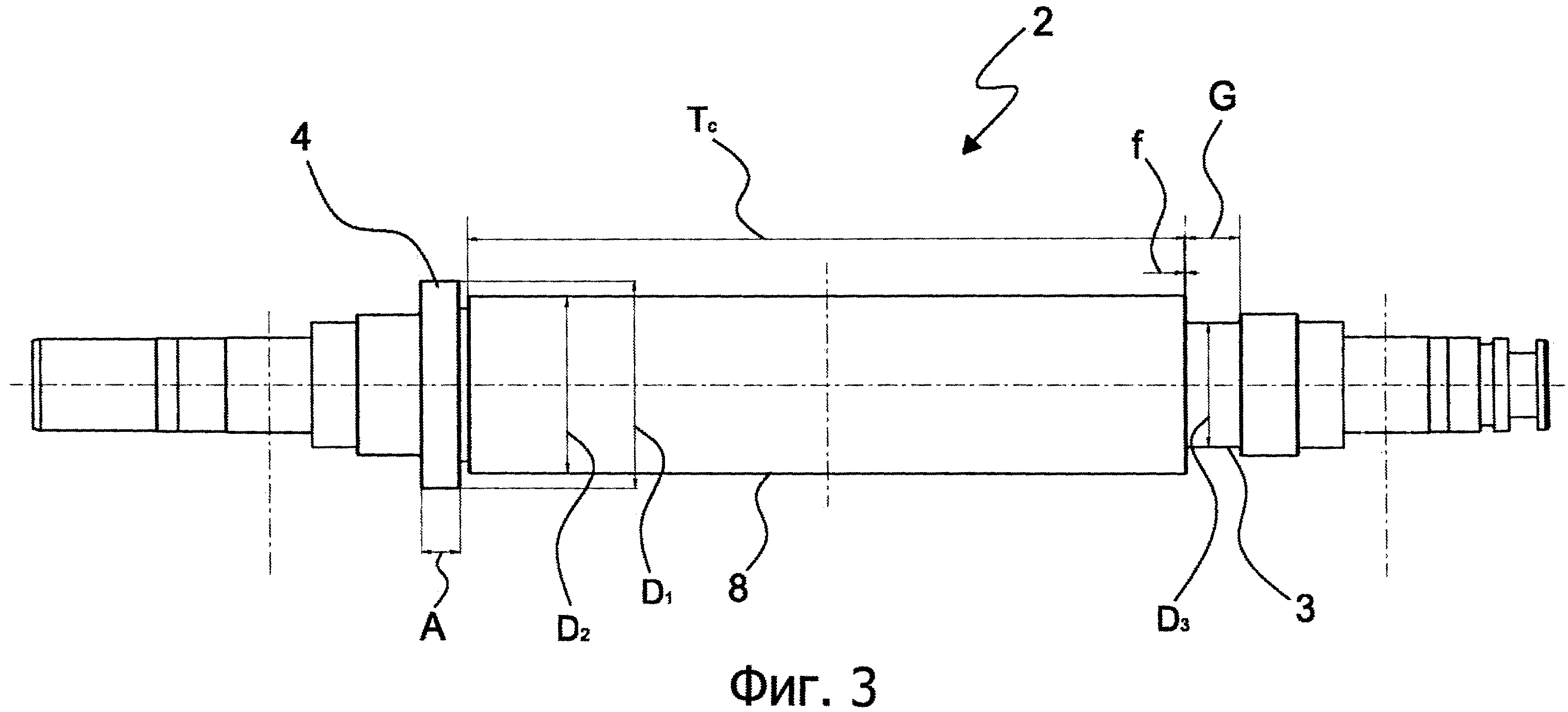
на фиг.3 показан рабочий валок системы обнуления согласно изобретению;
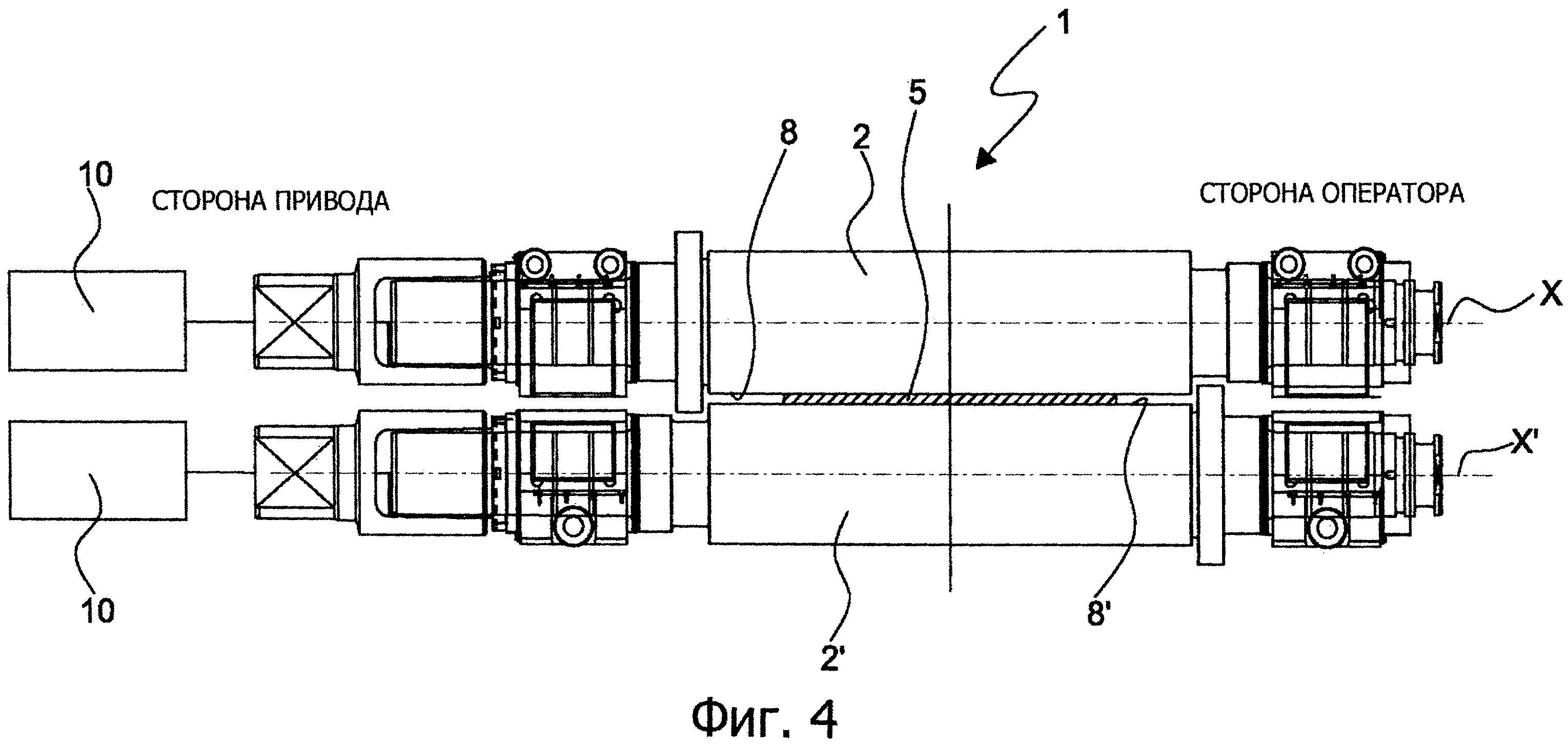
на фиг.4 схематично показаны рабочие валки, снабженные средствами перемещения.
Осуществление изобретения
Одинаковые элементы или детали обозначены на чертежах одинаковыми ссылочными номерами позиций.
На фигурах показана система обнуления прокатной клети согласно предпочтительному варианту осуществления изобретения, в целом обозначенная ссылочной позицией 1, которая позволяет осуществлять регулировку нулевого положения или обнуление прокатной клети после перевалки рабочих и/или опорных валков, в том числе при наличии проходящей через клеть полосы металла.
Система обнуления прокатной клети согласно изобретению содержит:
- верхний рабочий валок 2, имеющий на первом конце кольцевой выступ, или кольцо, или буртик 4, диаметр D1 которого больше диаметра D2 рабочей или наружной поверхности 8 этого валка 2, и канавку 3 на втором конце, диаметр D3 которой меньше упомянутого диаметра D2;
- нижний рабочий валок 2', имеющий на первом конце кольцевой выступ, или кольцо, или буртик 4', диаметр D1 которого больше диаметра D2 рабочей или наружной поверхности 8' этого валка 2', и канавку 3' на втором конце, диаметр D3 которой меньше упомянутого диаметра D2;
- средства перемещения рабочих валков 2, 2', выполненные с возможностью передачи рабочим валкам 2, 2' по меньшей мере одного движения, направленного вдоль соответствующей продольной оси X, X'.
Средства перемещения содержат, например, известные сдвигающие устройства 10 в виде гидравлических цилиндров. В общем случае могут использоваться и другие типы известных средств перемещения.
Такие сдвигающие устройства 10, обычно по одному на каждый рабочий валок, могут быть установлены либо со стороны привода, либо со стороны оператора. Обычно их устанавливают на одной прокатной клети. Кольца, наружные поверхности и канавки рабочих валков приблизительно соосны между собой.
Рабочие валки с кольцами 4, 4' и канавками 3,3' предпочтительно изготавливают за одно целое. В этом случае как кольца, так и канавки формируют вместе с валком, как показано на фиг.3. Альтернативно, кольца или буртики могут быть посажены позднее путем механической сборки. Например, кольца могут быть посажены с натягом или с помощью фиксирующих элементов, например, шпонки.
Рабочие валки 2, 2' удерживаются соответствующей арматурой 6, 6' со стороны привода и соответствующей арматурой 7, 7' со стороны оператора.
Предпочтительно рабочие валки 2, 2' прокатной клети выполнены так, чтобы в рабочем положении, то есть в положении прокатки с полосой 5, проходящей через прокатную клеть (фиг.1), кольцо 4 верхнего рабочего валка 2 находилось в канавке 3' нижнего рабочего валка 2', а кольцо 4' нижнего рабочего валка 2' находилось в канавке 3 верхнего рабочего валка 2.
Размеры разных частей рабочих валков, в частности, диаметры колец 4, 4', наружных поверхностей 8, 8' и канавок 3, 3' подобраны таким образом, чтобы в данном положении верхний и нижний рабочие валки 2 и 2' можно было расположить так, чтобы их наружные поверхности в предельном положении соприкасались. Это происходит, например, в начале производства после замены рабочих валков и обнуления их положения перед очередным производственным циклом.
Ширина канавок 3, 3' вдоль осей X, X' превышает ширину колец 4, 4'. Между валками 2,2' и кольцами 4, 4' могут быть выполнены дополнительные канавки 9, 9'.
При установке рабочих валков 2, 2' в прокатную клеть на этапе настройки линии прокатки или на этапе замены изношенных рабочих валков настраивают нулевое положение рабочих валков 2, 2' путем перемещения по меньшей мере одного из них вдоль соответствующей продольной оси X, X' до достижения положения обнуления, показанного на фиг.2. Перед осуществлением осевого перемещения выполняют известным способом операцию по разведению рабочих валков с помощью дополнительных гидравлических и/или механических систем на расстояние, по меньшей мере достаточное, чтобы позволить осевое перемещение по меньшей мере одного из рабочих валков без какого-либо задевания кольцами 4,4' одного рабочего валка за наружную поверхность 8, 8' другого рабочего валка.
В положении обнуления кольцо 4 верхнего рабочего валка 2 находится в соприкосновении с рабочей или наружной поверхностью 8' нижнего рабочего валка 2', а кольцо 4' нижнего рабочего валка 2' находится в соприкосновении с рабочей или наружной поверхностью 8 верхнего рабочего валка 2. Положение обнуления может быть достигнуто при прохождении полосы 5 через зазор, имеющийся между двумя рабочими валками 2, 2', что является преимуществом системы согласно изобретению. Предпочтительно, чтобы система обнуления согласно настоящему изобретению была оснащена вспомогательными опорными роликами для поддержания постоянства прокатки материала при перевалке рабочих валков. Как следствие, как показано на фиг.2, прокатываемый материал может продолжать движение через зазор между рабочими валками 2, 2', не подвергаясь прокатке.
Преимущественно, диаметр (D1) колец 4, 4' и диаметр (D3) канавок 3,3' задаются на этапе проектирования в соответствии с толщиной прокатываемого материала.
В частности, если в прокатной клети предусмотрен зазор для прокатки ленты толщиной Н, то диаметр (D1) колец 4, 4' по меньшей мере составляет: D1=D2+2Н.
Внешняя поверхность колец 4, 4' обтачивается вместе с рабочей или наружной поверхностью 8, 8' таким образом, чтобы всегда обеспечивалось соответствующее размещение и соответствующая концентричность колец относительно прокатных валков.
Осевое перемещение по меньшей мере одного из двух рабочих валков 2, 2' до достижения положения обнуления (фиг.2) равно заданной длине S, определяемой как длина сдвига.
Предпочтительно, чтобы средство 10 перемещения или передвижения было выполнено с возможностью перемещения по меньшей мере одного из рабочих валков 2, 2' вдоль соответствующей продольной оси X, X' на заданную длину так, чтобы выполнялось следующее соотношение:

S - длина сдвига, то есть величина относительного сдвига между рабочими валками 2 и 2' вдоль соответствующей продольной оси X, X';
G - ширина канавки 3,3' вдоль продольной оси X, X';
Тс - ширина цилиндрической части валка, то есть ширина рабочей поверхности 8, 8' вдоль продольной оси X, X';
Wm - максимальная ширина прокатываемого материала (полосы) вдоль продольной оси X, X';
e - погрешность позиционирования прокатываемого материала по отношению к рабочему валку, измеренная вдоль продольной оси X, X', то есть возможная разность между вертикальной центральной плоскостью прокатываемого материала и вертикальной центральной плоскостью рабочих валков 2, 2' в положении прокатки;
f - ширина фаски рабочего валка 2, 2' между канавкой 3, 3' и рабочей поверхностью 8, 8', измеренная вдоль продольной оси X, X';
A - ширина кольца 4, 4' вдоль продольной оси X, X'.
Кольца 4, 4' на рабочих валках 2, 2' не задевают соответствующие опорные или подпорные валки (не показанные на чертеже), имеющиеся в прокатной клети. Проиллюстрированные элементы и признаки могут сочетаться друг с другом в различных вариантах без выхода за пределы объема изобретения.
Реферат
Группа изобретений относится к прокатке. Система валков для прокатной клети содержит первый рабочий валок (2), определяющий первую продольную ось (X), и второй рабочий валок (2'), определяющий вторую продольную ось (X'). Каждый из валков имеет на одном конце кольцевой выступ (4, 4'), диаметр Dкоторого больше диаметра Dрабочей поверхности валка, а на втором конце соответствующую кольцевую выемку (3, 3'), диаметр Dкоторой меньше упомянутого диаметра D. Валки (2, 2') выполнены с возможностью установки в положение прокатки и в нулевом положении, обеспечивающем холостое перемещение прокатываемого материала через зазор между первым и вторым валками (2, 2'), не подвергаясь прокатке. В нулевом положении кольцевой выступ (4) первого валка (2) контактирует с рабочей поверхностью (8') второго валка (2'), а кольцевой выступ (4') второго валка (2') контактирует с рабочей поверхностью (8) первого валка (2). Предложена также прокатная клеть, содержащая упомянутую систему валков и способ установки системы валков в прокатной клети в нулевом положении. Обеспечивается замена рабочих и/или опорных роликов или валков в прокатной клети для горячей прокатки полос и последующее обнуление клети без удаления полосы из промежутка между валками на этапе прокатки, а также обеспечивается быстрое и точное выполнение установки валков в нулевом положении. 3 н. и 41 з.п. ф-лы, 4 ил.
Формула
,
где S - величина относительного осевого сдвига между первым рабочим валком (2) и вторым рабочим валком (2');
G - ширина кольцевой выемки (3, 3'), измеренная вдоль соответствующей продольной оси (X, X');
Тс - ширина рабочей поверхности (8, 8'), измеренная вдоль продольной оси (X, X');
Wm - максимальная ширина вдоль продольной оси (X, X') прокатываемого между рабочими валками (2, 2') материала;
е - погрешность позиционирования материала по отношению к рабочему валку, измеренная вдоль продольной оси (X, X');
f - ширина фаски рабочего валка, выполненной между выемкой (3, 3') и рабочей поверхностью (8, 8'), измеренная вдоль продольной оси (X, X');
А - ширина кольцевого выступа (4, 4'), измеренная вдоль продольной оси (X, X').
,
где S - величина относительного осевого сдвига между первым рабочим валком (2) и вторым рабочим валком (2');
G - ширина кольцевой выемки (3, 3'), измеренная вдоль соответствующей продольной оси (X, X');
Тс - ширина рабочей поверхности (8, 8'), измеренная вдоль продольной оси (X, X');
Wm - максимальная ширина вдоль продольной оси (X, X') прокатываемого между рабочими валками (2, 2') материала;
е - погрешность позиционирования материала по отношению к рабочему валку, измеренная вдоль продольной оси (X, X');
f - ширина фаски рабочего валка, выполненной между выемкой (3, 3') и рабочей поверхностью (8, 8'), измеренная вдоль продольной оси (X, X');
А - ширина кольцевого выступа (4, 4'), измеренная вдоль продольной оси (X, X').
а) устанавливают первый рабочий валок (2) и второй рабочий валок (2') внутрь прокатной клети в положение прокатки;
б) перемещают по меньшей мере один из рабочих валков (2, 2') вдоль соответствующей продольной оси (Х, Х') с обеспечением заданного осевого сдвига между рабочими валками (2, 2') и установки их в нулевом положении.
Комментарии