Валки прокатного стана для технологической линии esp, имеющие большой ресурс - RU2728996C9
Код документа: RU2728996C9
Чертежи

Описание
Область техники
Настоящее изобретение относится к валкам прокатного стана, в частности, к валкам прокатного стана, имеющим большой ресурс, которые подходят для использования на технологической линии ESP, и к способу длинномерной прокатки с использованием этих валков.
Уровень техники
Технологические линии ESP (Endless Strip Production -Производство бесконечной полосы), предназначенные для изготовления бесконечной стальной полосы, объединяют в единый комплекс машину для непрерывного литья и линию прокатки, что позволяет устранить потери стали в виде отходов из-за частых подачи и выхода, как в случае обычной непрерывной горячей прокатки. Таким образом, технологический процесс ESP и технологические линии ESP позволяют выполнять прокатку в устойчивом режиме, особенно в случае изделий небольшой толщины.
Если говорить в общем, в случае изделий небольшой толщины экономическая выгода выше, чем в случае изделий большой толщины. Самым большим преимуществом ESP является то, что этот процесс хорошо подходит для получения путем прокатки изделий небольшой толщины при массовом производстве. При использовании ESP прокатка характеризуется типом преобразования "толстый-тонкий-толстый", т.е. на линии ESP вначале прокатываемая заготовка имеет большую толщину, после этого ее толщина постепенно уменьшается и перед окончанием кампании непрерывной прокатки толщина этой заготовки снова повышается. Целью изменения геометрии является увеличение объема выпуска готового проката, что подразумевает повышение производительности литейных машин, работающих в непрерывном режиме, и снижение износа валков. Производительность при работе в непрерывном режиме ограничивается сроком эксплуатации разливочных отверстий литейных машин, а износ валков ограничивается требованиями, предъявляемыми к качеству проката. В настоящее время срок эксплуатации разливочных отверстий, используемых при непрерывном литье по технологии ESP, находится в приемлемом диапазоне, и основными проблемами, ограничивающими объем выпуска готового проката, являются контакт между валками и отклонение размеров прокатанного изделия из-за износа валков, эти проблемы, согласно изобретению, можно снять за счет оптимизации профиля валков.
В настоящее время валки прокатного стана в основном имеют вогнутый по синусоиде профиль, что приводит к большему локальному износу при выполнении длинномерной прокатки. Из-за износа между валками легко может возникать контакт (также называемый "касанием валков"), в частности, между их краями, в результате чего возникают проблемы при прокатке и невозможно обеспечить требуемую геометрию прокатанного изделия. Как следствие, при известном уровне техники ресурс валков прокатного стана не превышает 80 км проката.
Сущность изобретения
Техническая задача настоящего изобретения - предложить валки прокатного стана, которые имеют большой ресурс и могут быть использованы на технологической линии ESP, и целью этого изобретения является устранение недостатков, присущих известной технологии.
Согласно изобретению, эта техническая задача решается за счет предложения следующего: валки прокатного стана, имеющие большой ресурс и используемые на технологической линии ESP, причем прокатный стан содержит валки, подшипниковый узел и гидравлический цилиндр сдвига валка, и валки содержат верхний валок и нижний валок, на каждом из двух концов каждый из валков соединен с соответствующим подшипниковым узлом, и на одном конце каждый из этих валков соединен с гидравлическим цилиндром сдвига валка, причем средняя часть поверхности валков выполнена вогнутой, один конец валков выполнен конической формы, с постепенным сужением в направлении к краю, другой конец валков является цилиндрическим, и верхний валок и нижний валок имеют одинаковый профиль и ориентированы одинаковыми концами в противоположных направлениях.
Оба конца каждого валка соединены с подшипниковым узлом, что позволяет устанавливать эти валки в клети прокатного стана с возможностью вращения. Каждый валок имеет первый конец конической формы, среднюю часть вогнутой формы и второй конец цилиндрической формы. Верхний валок и нижний валок ориентированы одинаковыми концами в противоположных направлениях, т.е. если конец первого валка, имеющий коническую форму, находится с левой стороны, а вогнутая средняя часть и цилиндрический конец этого валка находятся с правой стороны, то нижний валок установлен в этой же клети прокатного стана таким образом, что цилиндрический конец этого валка находится с левой стороны, а его вогнутая средняя часть и конец, имеющий коническую форму, находятся с правой стороны. Разумеется, также возможна и обратная ориентация. Один конец каждого валка соединен с гидравлическим цилиндром сдвига валка, для сдвига этого валка в направлении по горизонтали. Гидравлические цилиндры сдвига валка, как правило, представляют собой цилиндры с большой длиной хода поршня, равной 300 мм - 600 мм. За счет сдвига верхнего валка в направлении по горизонтали (например, слева направо) при помощи гидравлического цилиндра сдвига валка, который соединен с этим верхним валком, и за счет сдвига нижнего валка в противоположном направлении по горизонтали (например, справа налево) при помощи гидравлического цилиндра сдвига валка, который соединен с этим нижним валком, максимальный ресурс валков прокатного стана при непрерывной работе можно увеличить приблизительно с 80 км до 150 км. В результате во время эксплуатации снижаются расходы на повторное шлифование валков, из-за сокращения числа последовательных запусков увеличивается производительность, и повышается объем выпуска готового проката небольшой толщины.
В средней вогнутой части поверхности валки имеют профиль, заданный синусоидой или кривой, описываемой полиномом. В частности, описываемая полиномом кривая, задающая профиль валков, представляет собой параболу.
Уклон конуса задают как отношение радиального расширения R этого конуса к его длине L. Уклон конуса равен отношению износа Δr валка к величине s сдвига валка (определение уклона показано на Фиг.2).
Уклон конуса предпочтительно не превышает 0,01.
Выгодно, если подшипниковые узлы верхнего валка, и предпочтительно также подшипниковые узлы нижнего валка, соединены с гидравлическими цилиндрами регулирования валка, для регулирования положения валка в направлении по вертикали. В качестве альтернативы, вместо гидравлических цилиндров регулирования валков можно использовать электрические приводы (например, винтовые приводы). В результате зазор между верхним валком и нижним валком можно сохранять неизменным, несмотря на их износ.
Согласно предпочтительному варианту реализации изобретения, датчик для измерения толщины, предназначенный для измерения толщины прокатанного изделия, соединен с контроллером, который определяет ошибку е по толщине, то есть, разницу между целевым значением толщины прокатанного изделия и измеренным значением этой толщины, и который соединен с гидравлическими цилиндрами сдвига валка, для сдвига верхнего валка и нижнего валка в противоположных направлениях по горизонтали в соответствии с ошибкой е по толщине. При изготовлении бесконечной полосы положение верхнего и нижнего валков по вертикали в общем остается неизменным. Поэтому ошибка е по толщине, которую во время прокатки можно измерять непрерывно или через определенные интервалы времени, равна сумме радиального износа верхнего и нижнего валков. Валки сдвигают в противоположных направлениях по горизонтали в зависимости от ошибки е по толщине.
В качестве альтернативы определению ошибки е по толщине или в дополнение к нему можно использовать средство контроля износа для определения износа Δr верхнего валка и нижнего валка во время прокатки. Средство контроля износа учитывает такие параметры прокатки, как сила при прокатке, скорость прокатки, время прокатки, материал прокатываемой заготовки и т.д. Средство контроля износа соединено с контроллером, и контроллер соединен с гидравлическими цилиндрами сдвига валка для сдвига верхнего валка и нижнего валка в противоположных направлениях по горизонтали в зависимости от износа Δr.
Чтобы во время прокатки сохранить неизменной толщину прокатанного изделия, контроллер соединяют с гидравлическими цилиндрами регулирования валка верхнего валка, для регулирования положения этого валка по вертикали в соответствии с ошибкой е по толщине и/или износом Δr.
Чтобы во время прокатки сохранить неизменными как толщину прокатанного изделия, так и линию прокатки этого изделия, контроллер соединяют с гидравлическими цилиндрами (или электрическими приводами) регулирования нижнего валка, для регулирования положения этого валка по вертикали в соответствии с ошибкой е по толщине и износом Δr.
Еще одна техническая задача изобретения - предложить выгодный способ длинномерной прокатки с использованием валков прокатного стана, соответствующих этому изобретению. При применении этого способа можно не только увеличить время непрерывной работы валков, но также сохранить на приемлемом уровне геометрию прокатанного изделия, в частности, его выпуклую форму, во время длинномерной прокатки.
Это достигается за счет выполнения в этом способе следующих этапов: для компенсации износа верхнего валка и нижнего валка верхний валок сдвигают в первом направлении по горизонтали на расстояние, равное величине сдвига валка, при помощи гидравлического цилиндра сдвига валка, который соединен с этим верхним валком, и нижний валок сдвигает во втором направлении по горизонтали на то же расстояние при помощи гидравлического цилиндра сдвига валка, который соединен с этим нижним валком, причем первое направление по горизонтали противоположно второму направлению по горизонтали. За счет сдвига во время прокатки верхнего валка и нижнего валка в противоположных направлениях по горизонтали можно существенно увеличить время использования этих валков в прокатном стане, и при помощи этих валков можно обеспечить значительно больший объем выпуска готового проката. Кроме того, во время прокатки форма прокатанного изделия не ухудшается.
В предпочтительном случае при прокатке расстояние, на которое сдвигают верхний валок и нижний валок, с течением времени увеличивают равномерным или неравномерным образом. Другими словами, не происходит колебательного перемещения верхнего валка и нижнего валка в направлении по горизонтали, так как эти валки сдвигают только в одном направлении, в результате чего расстояние, на которое их сдвигают, с течением времени, как правило, увеличивается. Это увеличение можно осуществлять равномерным образом, т.е. без прерываний, либо неравномерным образом, т.е. с его временным прекращением.
Чтобы компенсировать изменение толщины из-за износа валков, предпочтительно опускать верхний валок в направлении по вертикали при помощи гидравлических цилиндров регулирования валка.
Если положение нижнего валка по вертикали сохраняется неизменным, предпочтительно опускать верхний валок на расстояние, равное сумме износа обоих валков в радиальном направлении. За счет этого можно сохранять толщину прокатанного изделия, несмотря на износ валков.
Если во время прокатки можно изменять положение по вертикали как верхнего валка, так и нижнего валка, предпочтительно опускать верхний валок на расстояние, равное его износу в радиальном направлении, и поднимать нижний валок на расстояние, равное его износу в радиальном направлении. За счет этого для прокатанного изделия можно сохранять неизменной так называемую "линию прокатки".
Если материал верхнего валка идентичен материалу нижнего валка, предпочтительно, чтобы расстояние, на которое опускают верхний валок, было равно расстоянию, на которое поднимают нижний валок.
Во время прокатки предпочтительно сдвигать верхний валок в первом направлении по горизонтали на расстояние, равное величине сдвига валка, при помощи гидравлического цилиндра сдвига валка, который соединен с этим верхним валком, опускать верхний валок в направлении по вертикали при помощи гидравлических цилиндров регулирования валка, сдвигать нижний валок во втором направлении по горизонтали на то же расстояние при помощи гидравлического цилиндра сдвига валка, который соединен с этим нижним валком, и поднимать нижний валок в направлении по вертикали при помощи гидравлических цилиндров регулирования валка, причем расстояние, на которое опускают верхний валок, равно расстоянию, на которое поднимают нижний валок. В результате толщина прокатанного изделия и линия его прокатки остаются неизменными, несмотря на износ валков.
В общем предпочтительно задавать максимальное расстояние, на которое сдвигают верхний валок и нижний валок, в диапазоне 300 мм - 600 мм. После того, как валки сдвинуты на максимальное расстояние, или даже перед этим, валки необходимо заменить.
Чтобы обеспечить должный сдвиг валков во время прокатки, предпочтительно во время прокатки измерять толщину прокатанного изделия, вычислять ошибку е по толщине, то есть, разницу между целевым значением толщины прокатанного изделия и измеренным значением этой толщины, и сдвигать верхний валок и нижний валок в противоположных направлениях по горизонтали в зависимости от ошибки е по толщине.
В качестве альтернативы вычислению ошибки по толщине во время прокатки можно определять износ Δr верхнего валка и нижнего валка, учитывая такие параметры прокатки, как сила при прокатке, температура (например, валков, прокатанного изделия и т.д.), скорость прокатки, время прокатки, материал прокатываемой заготовки и валков и т.д., и сдвигать верхний валок и нижний валок в противоположных направлениях по горизонтали в зависимости от износа Δr.
Предпочтительно сдвигать верхний валок и нижний валок на величину s сдвига валков, которую определяют по формуле
По сравнению с известной технологией, настоящее изобретение обладает следующими значительными преимуществами:
1. Не допускается контакт краев, что обеспечивает большой ресурс при получении путем прокатки изделий небольшой толщины.
2. Уменьшается отклонение размеров прокатанного изделия, что позволяет обеспечить хорошее качество готового изделия.
3. Хорошая геометрия прокатанного изделия.
4. В кампании прокатки можно сохранять неизменными толщину прокатанного изделия и линию прокатки.
Краткое описание чертежей
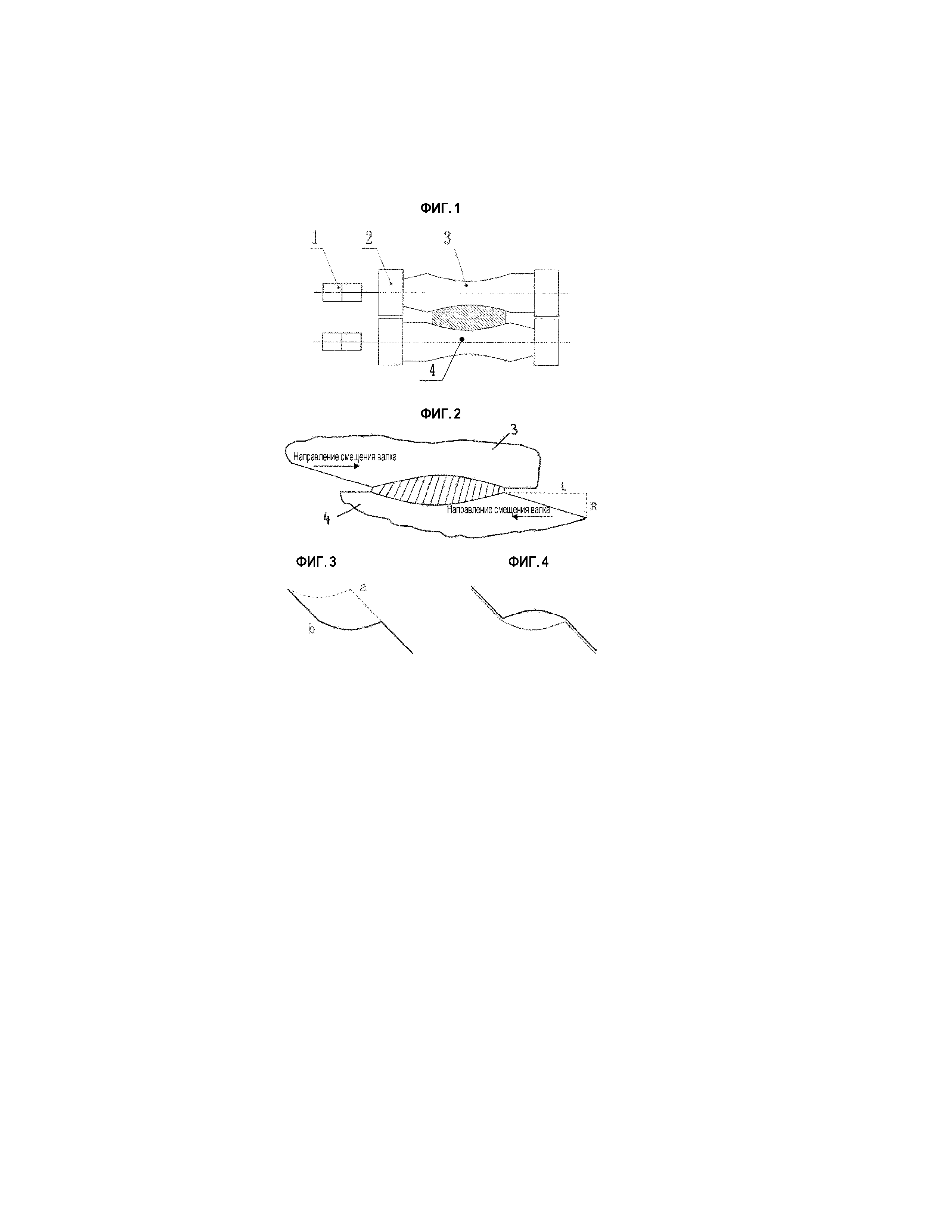
На Фиг.1 показана конструкция валков прокатного стана, соответствующих изобретению.
На Фиг.2 показан профиль верхнего и нижнего валков, соответствующих изобретению.
На Фиг.3 показана форма нижнего валка, соответствующего изобретению, до и после износа.
На Фиг.4 показана форма верхнего и нижнего валков, соответствующих изобретению, после износа.
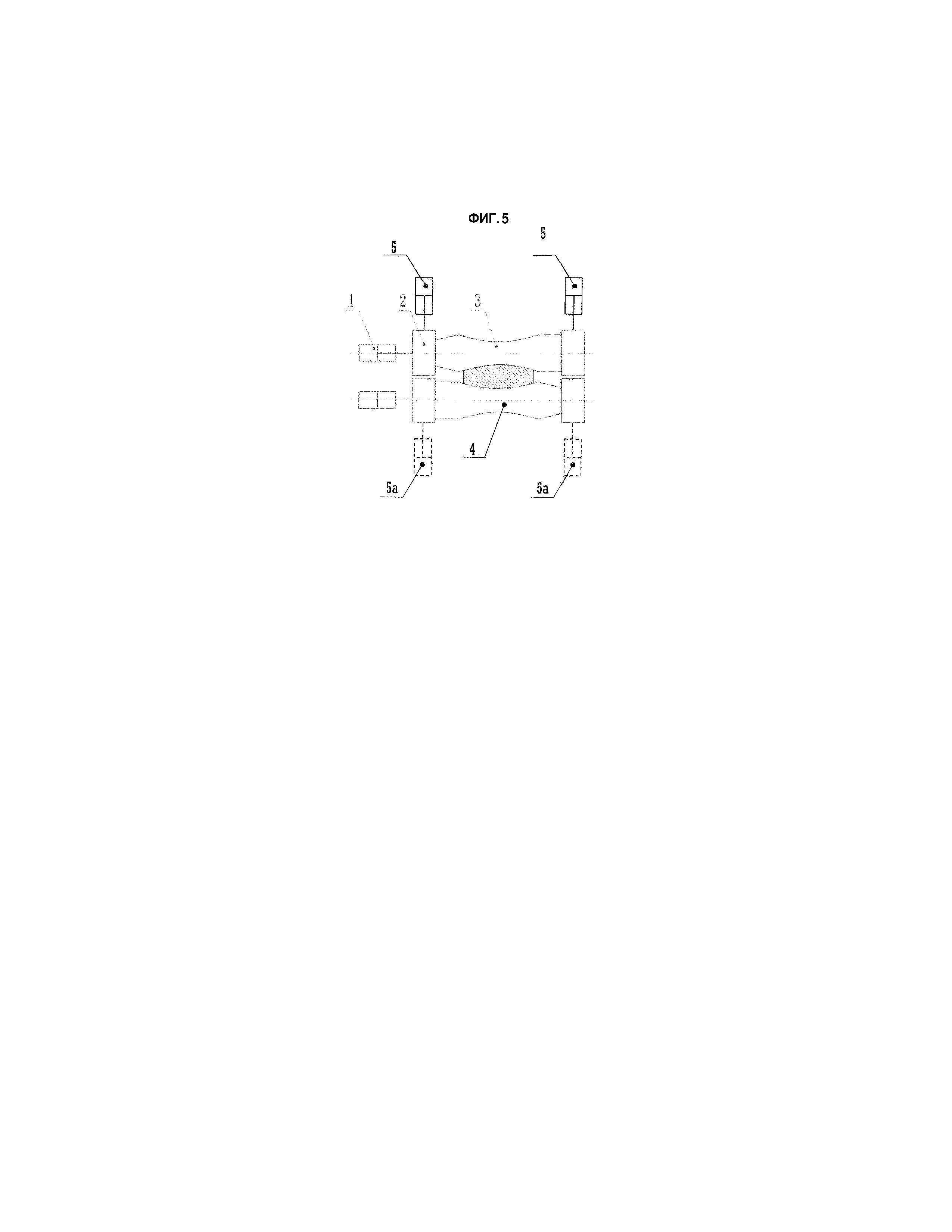
На Фиг.5 показана конструкция валков прокатного стана, соответствующих изобретению, которая отличается от изображенной на Фиг.1.
На Фиг.6 показаны этапы способа длинномерной прокатки с использованием валков прокатного стана, соответствующих изобретению.
На Фиг.7 показаны этапы способа длинномерной прокатки с использованием валков прокатного стана, который, согласно изобретению, является первой альтернативой способу, показанному на Фиг.6.
На Фиг.8 показаны этапы способа длинномерной прокатки с использованием валков прокатного стана, который, согласно изобретению, является второй альтернативой способу, показанному на Фиг.6.
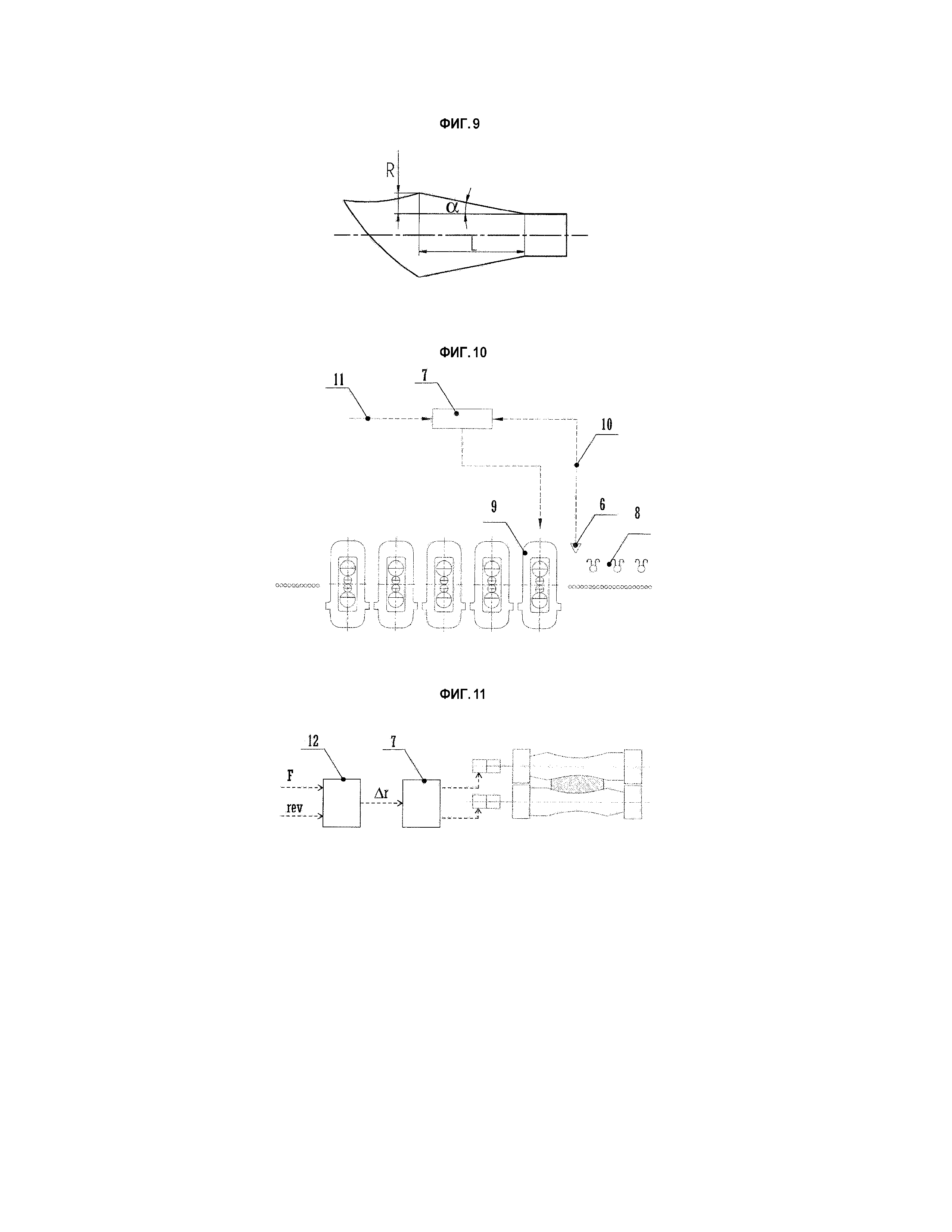
На Фиг.9 показан профиль конического конца валка, соответствующего изобретению.
На Фиг.10 схематично показана конструкция валков прокатного стана, соответствующих изобретению, которые установлены на линии ESP.
На Фиг.11 схематично показано, как функционирует средство контроля износа в соответствии с изобретением.
Подробное описание вариантов реализации
Ниже настоящее изобретение описано более подробно путем рассмотрения вариантов его реализации с обращением к сопровождающим чертежам.
Как показано на Фиг.1, согласно настоящему изобретению, имеются валки 3 и 4, подшипниковые узлы 2, находящиеся с обеих сторон от этих валков, и два гидравлических цилиндра 1 сдвига валка, где упомянутые валки представляют собой верхний валок 3 и нижний валок 4. На каждом из двух концов каждый из упомянутых валков соединен с соответствующим подшипниковым узлом 2, и на одном конце каждый из упомянутых валков соединен с гидравлическим цилиндром 1 сдвига валка; гидравлические цилиндры 1 обеспечивают осевой сдвиг валков 3, 4 в противоположных направлениях по горизонтали.
Как показано на Фиг.1 и 2, в средней части поверхность валков 3, 4 "уходит внутрь" с возникновением вогнутой секции; при оптимизации в вогнутой секции валки имеют профиль, заданный синусоидой или кривой, описываемой полиномом. Один конец валков 3, 4 выполнен конической формы, с постепенным сужением в направлении к краю, в результате чего на поверхности валка возникает компенсационный наклон; величина компенсационного наклона в предпочтительном случае не превышает 0,01; уклон, задаваемый отношением R/L, равен отношению износа Δr к величине s сдвига валка. Согласно предпочтительному варианту реализации изобретения, R/L≤0,01. Другой конец валка является цилиндрическим, т.е. диаметр в этой секции является неизменным.
Верхний валок 3 и нижний валок 4 имеют одинаковый профиль и ориентированы одинаковыми концами в противоположных направлениях. Эта конструкция позволяет компенсировать износ валков. Асимметричная конструкция с цилиндром на одном конце и конусом на другом конце имеет следующие преимущества: если сдвиг валков не соответствует их износу, отклонение размеров прокатанного изделия можно в некоторой степени уменьшить за счет силы тяжести и плоской опоры; помимо этого, после появления износа в цилиндрической секции можно выполнить дополнительные обточку или шлифование валков для увеличения срока их службы и площади рабочей поверхности.
Как показано на Фиг.2, сдвиг валков - это сдвиг в противоположных направлениях по горизонтали; а именно, валки перемещают в противоположных направлениях по горизонтали и в направлении от конического конца к цилиндрическому. Направления сдвига валков указаны стрелками.
На Фиг.3 показано изнашивание нижнего валка, выбранного в качестве примера; пунктирная линия а - это форма кривой до износа, и сплошная линия b - это форма кривой после износа.
На Фиг.4 показано взаимное расположение верхнего валка 3 и нижнего валка 4 после их сведения; если износ Δr валков прокатного стана происходит в радиальном направлении, края стальной полосы остаются расположенными близко к конической секции при поперечном сдвиге этих валков, и нет опасности контакта этих верхнего и нижнего валков. Величина s сдвига валков задается соотношением s=Δr*L/R.
На Фиг.5 изображены альтернативные валки прокатного стана, соответствующие изобретению. Кроме частей, представленных на Фиг.1, здесь показаны гидравлические цилиндры 5 регулирования валка, при помощи которых можно регулировать положение верхнего валка 3 по вертикали. За счет этого толщину прокатанного изделия можно сохранять неизменной даже в случае износа верхнего и нижнего валков 3, 4. В качестве необязательного варианта, при помощи пары гидравлических цилиндров 5а регулирования валка, также можно регулировать положение нижнего валка 4 по вертикали; эти необязательные элементы показаны пунктирными линиями. За счет совместного использования гидравлических цилиндров 5 регулирования валка, которые установлены выше верхнего валка 3, и гидравлических цилиндров 5а регулирования валка, которые установлены ниже нижнего валка 4, во время прокатки можно не только сохранять неизменной толщину прокатанного изделия, но также сохранять неизменной линию прокатки этого изделия.
На Фиг.6 схематично показана первая модификация способа длинномерной прокатки с использованием валков прокатного стана, соответствующих изобретению. На левом чертеже показано первоначальное состояние, когда заготовку прокатывают при помощи верхнего и нижнего валков с получением толщины h0. На среднем чертеже показано состояние при прокатке спустя некоторое время, когда радиус как верхнего валка, так и нижнего валка из-за износа уменьшился на Δr. Износ Δr определяют при помощи средства контроля износа, учитывая такие параметры прокатки, как сила при прокатке, скорость прокатки, время прокатки, материал прокатываемой заготовки. Если не изменять положение верхнего и нижнего валков по вертикали, из-за износа толщина увеличится до h0+2*Δr. Чтобы продолжать прокатку изделия, имеющего выпуклую форму, как верхний валок, так и нижний валок сдвигают на расстояние
На Фиг.7 схематично показана вторая модификация способа длинномерной прокатки с использованием валков прокатного стана, соответствующих изобретению. На левом чертеже показано первоначальное состояние, которое изображено на левом чертеже на Фиг.6. На среднем чертеже показано состояние при прокатке спустя некоторое время, когда радиус как верхнего валка, так и нижнего валка из-за износа уменьшился на Δr. Износ Δr также определяют при помощи средства контроля износа. Если не изменять положение верхнего и нижнего валков по вертикали, из-за износа толщина увеличится до h0+2*Δr. Чтобы продолжать прокатку изделия, имеющего выпуклую форму, как верхний валок, так и нижний валок сдвигают на расстояние
На Фиг.8 схематично показана третья модификация способа длинномерной прокатки с использованием валков прокатного стана, соответствующих изобретению. На левом чертеже показано первоначальное состояние, которое изображено на левом чертеже на Фиг.6. На среднем чертеже показано состояние при прокатке спустя некоторое время, когда радиус как верхнего валка, так и нижнего валка из-за износа уменьшился на Δr. Износ Δr также определяют при помощи средства контроля износа. Чтобы продолжать прокатку изделия, имеющего выпуклую форму, как верхний валок, так и нижний валок сдвигают на расстояние
На Фиг.6 - Фиг.8 пунктирными линиями показан профиль валков без износа, без их сдвига по горизонтали и без регулирования их положения по вертикали.
На Фиг.9 показана геометрия конического конца валка, в том числе, указаны длина L конуса в осевом направлении, радиальное расширение R конуса и угол α, причем

На Фиг.10 показана структура стана чистовой прокатки с пятью клетями 9 на линии ESP, причем предусмотрен датчик 6 для измерения толщины, предназначенный для измерения толщины прокатанного изделия, соединенный с контроллером 7, который определяет ошибку е по толщине, то есть, разницу между целевым значением 11 толщины прокатанного изделия и измеренным значением 10 этой толщины, и который соединен с гидравлическими цилиндрами 1 сдвига валка, для сдвига верхнего валка 3 и нижнего валка 4 в противоположных направлениях по горизонтали в соответствии с ошибкой е по толщине. После стана чистовой прокатки установлена секция охлаждения с охлаждающими головками 8 для ламинарного охлаждения прокатанных изделий. Между выходом из последней клети 9 стана чистовой прокатки и первой охлаждающей головкой 8 секции охлаждения установлен упомянутый датчик (устройство) 6 для измерения толщины, предназначенный для измерения толщины прокатанного изделия. Сигнал 10 измерения, который соответствует толщине, передается в контроллер 7. Контроллер 7 вычисляет ошибку е по толщине, которая представляет собой разницу между целевой толщиной 11 прокатанного изделия и толщиной этого изделия, измеренной при помощи устройства для измерения толщины. Контроллер 7 передает сигнал, соответствующий ошибке е по толщине, в клеть 9 прокатного стана, и верхний и нижний валки сдвигают в противоположных направлениях по горизонтали в зависимости от этой ошибки. Вариант на Фиг.10 иллюстрирует выполнение способа, соответствующего изобретению, только для одной клети прокатного стана. Однако применение этого изобретения не ограничивается одной клетью прокатного стана, и оно может применяться также для множества клетей прокатного стана, например, для трех последних клетей прокатного стана, расположенных перед секцией охлаждения.
Соответственно, при реализации заявленного способа в таком стане предусмотрено, что во время прокатки измеряют толщину прокатанного изделия, вычисляют ошибку е по толщине, являющуюся разницей между целевым значением 11 толщины прокатанного изделия и измеренным значением 10 этой толщины, и верхний валок 3 и нижний валок 4 сдвигают в противоположных направлениях по горизонтали в зависимости от ошибки е по толщине.
Также может быть предусмотрено, что во время прокатки определяют износ Δr верхнего валка 3 и нижнего валка 4 с учетом таких параметров прокатки, как сила F при прокатке, температура, скорость rev прокатки, время прокатки, материал прокатываемой заготовки и т.д., и сдвигают верхний валок 3 и нижний валок 4 в противоположных направлениях по горизонтали в зависимости от износа Δr.
Согласно фиг.11, с контроллером 7 соединено средство 12 контроля износа, предназначенное для определения износа Δr верхнего валка 3 и нижнего валка 4 во время прокатки с учетом таких параметров прокатки, как сила F при прокатке, температура, скорость rev прокатки, время прокатки, материал прокатываемой заготовки и т.д., и контроллер 7 соединен с гидравлическими цилиндрами 1 сдвига валка, для сдвига верхнего валка 3 и нижнего валка 4 в противоположных направлениях по горизонтали в соответствии с износом Δr.На Фиг.11 подробно показано, как функционирует средство 12 контроля износа в комбинации с гидравлическими цилиндрами сдвига верхнего и нижнего валков. В средство 12 контроля износа постоянно вводятся сила F при прокатке, скорость rev вращения верхнего и нижнего валков или число оборотов валков, рассчитываемое по формуле
Упомянутый контроллер 7 может быть соединен с гидравлическими цилиндрами 5 регулирования валка верхнего валка 3, для регулирования положения этого валка по вертикали в соответствии с ошибкой е по толщине и/или износом Δr. Кроме того, в дополнение, контроллер 7 может быть соединен с гидравлическими цилиндрами 5а, регулирования валка нижнего валка 4, для регулирования положения этого валка по вертикали в соответствии с ошибкой е и/или износом Δr.Настоящее изобретение позволяет компенсировать износ валков прокатного стана, что увеличивает ресурс валков, в результате чего можно изготовить 150 км проката с обеспечением его требуемой геометрии, в том числе, требуемого профиля стальной полосы в ее поперечном сечении.
Подчеркнем, что здесь подробно были описаны конкретные варианты реализации настоящего изобретения; техническим специалистам или инженерам, работающим в данной области, будут очевидны различные изменения, которые можно внести в это изобретение без выхода за пределы его сущности и объема, которые определены в пунктах приложенной Формулы изобретения.
Список ссылочных обозначений
1 - Гидравлический цилиндр сдвига валка 2 - Подшипниковый узел
3 - Верхний валок
4 - Нижний валок
5 - Гидравлический цилиндр регулирования верхнего валка
5а - Гидравлический цилиндр регулирования нижнего валка
6 - Датчик для измерения толщины
7 - Контроллер
8 - Охлаждающая головка
9 - Клеть прокатного стана
10 - Измеренное значение
11 - Целевое значение
12 - Средство контроля износа
α - Угол уклона конуса
е - Ошибка по толщине
L - Длина конуса
R - Радиальное расширение конуса
Δr - Износ в радиальном направлении
s - Величина сдвига валка.
Реферат
Изобретение относится к области прокатки. Прокатная клеть, используемая на технологической линии ESP, имеет прокатные валки (3, 4), подшипниковый узел (2) и гидравлический цилиндр (1) сдвига валков. Возможность увеличения ресурса валков обеспечивается за счет того, что средняя часть поверхности валков (3, 4) выполнена вогнутой, один конец валков выполнен конической формы, с постепенным сужением в направлении к краю, в результате чего на поверхности валка возникает компенсационный наклон, и другой конец валков является цилиндрическим. Верхний валок (3) и нижний валок (4) имеют одинаковый профиль и ориентированы одинаковыми концами в противоположных направлениях. Способ включает компенсацию износа (Δr) верхнего валка (3) и нижнего валка (4), при этом верхний валок (3) сдвигают в первом направлении по горизонтали на расстояние, равное величине (s) сдвига валка, при помощи гидравлического цилиндра (1) сдвига валка, который соединен с верхним валком, а нижний валок (4) сдвигают во втором направлении по горизонтали на то же расстояние при помощи гидравлического цилиндра (1) сдвига валка, который соединен с нижним валком, причем первое направление по горизонтали противоположно второму направлению по горизонтали. Устройство и способ позволяют уменьшить отклонение размеров прокатанного изделия и увеличить срок службы валков. 2 н. и 13 з.п. ф-лы, 11 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ калибровки двух взаимодействующих друг с другом рабочих валков в прокатной клети
Прокатная клеть с парой cvc-валков
Комментарии