Валковый комплект кварто - SU1212640A1
Код документа: SU1212640A1
Чертежи
Описание
1
Изобретение относится к лрокат- ному производству, конкретно к конструкциям валковых комплектов для клетей кварто, и может быть использовано для получения широкополосных станов горячей и холодной црокатки.
Целью изобретения является повышение качества готового проката за счет снижения поперечной разнотол- щинности и увеличение ресурса комплекта .
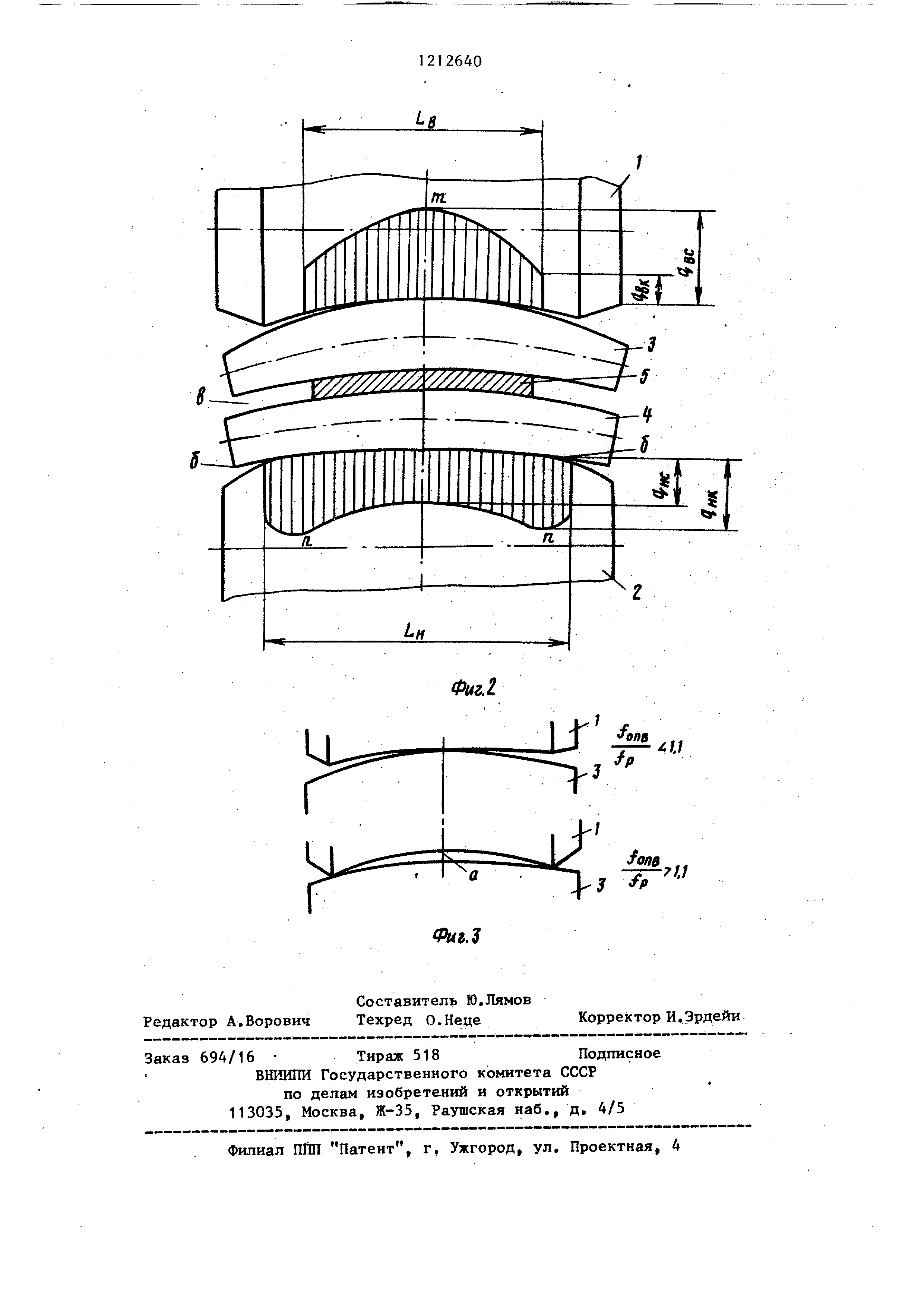
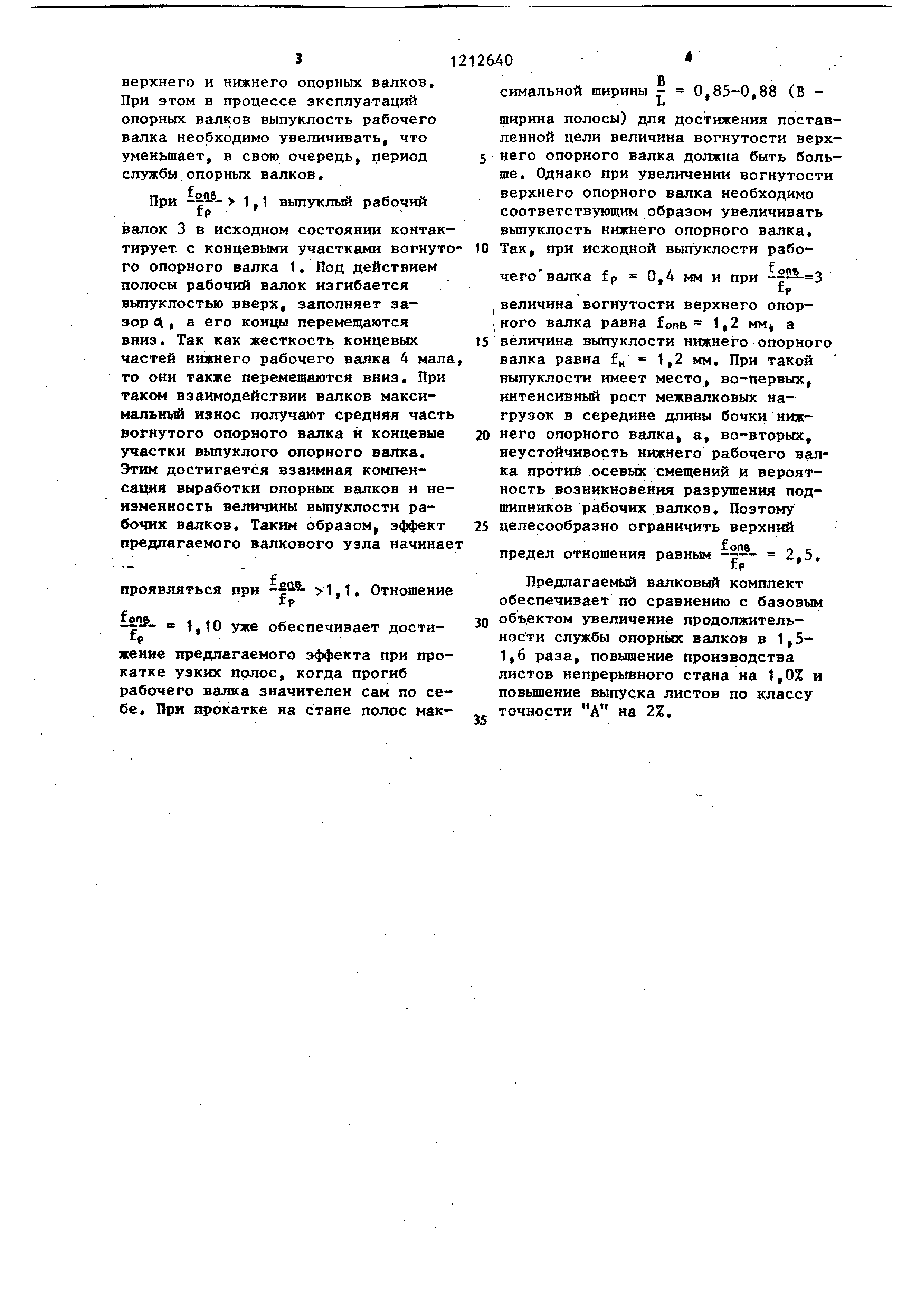
На фиг.1 представлен валковый комплект кварто, общи вид; на фиг.2 - схема нагружения валков от давления прокатки; на фиг.З - схема взаимодействия валковой пары; вогнутый опорный валок - выпуклый рабочий валок.
Валковьй комплект включает в себя верхний 1 вогнутый и нижний 2 выпукльй опорные валки, верхний 3 выпуклый и нижний 4 цилиндрический рабочие валки. Верхний опорный валок 1 на длине Ъ имеет вогнутость, величина стрелы которой в центре валка в 1,1-2,5 раза больше стрелы вьтуклости верхнего рабочего валка 3. Нижний опорный валок 2 на длине LS имеет выпуклость, величина которой в 1,3-6 раз больше выпуклости рабочего валка 3. Длина краевых скосов (врезов) равна С (0,05-0,15) (LS - длина бочки валка). Выпуклый рабочий валок устанавливают к вогнутому опорному валку. Выпуклость рабочего валка определяют предварительно исходя из величин упругих деформаций валкового узла и теплового расширения валков по известным формулам.
Валковый комплект работает следующим образом.
После установки валков в клеть и задачи в них полосы положение рабочих валков изменяется. Под действием усилия прокатки верхний рабочий валок 3 прогибается выпуклостью ввер и заполняет зазор о . Верхний опорный валок 1 изгибается также вверх, но поскольку его жесткость вьш1е, чем жесткость рабочего валка, то прогиб последнего больше. Вследствие этого длина межвалкового контакта L меньше длины бочки L§. Предлагаемые величины отношений профилировок верхних опорного и рабочего валков обуславливает большую величину межвалкового давления q В средней части длины бочки верхнего опорного валfS
212640
ка и вместе с этим преимущественный
износ средней части длины-его бочки.
Вынужденный прогиб верхнего рабочего валка 3 обуславливает изгиб выпуклостью вверх полосы 5 и нижнего рабочего валка 4. При зтом межвалковые нагрузки Яц нижней пары валков распределяются на длине L с максимумом на краевых участках о бочек. JQ Соответствующий характер межвалковых нагрузок q и q приводит к преимущественному износу средней части длины бочки верхнего опорного валка (участок т) и краевых участков нижнего опорного валка (участки п). При указанных отношениях величин вогнутости опорного валка к выпуклости рабочего валка увеличение вогнутости верхнего опорного валка в процессе зксплуата- ции компенсируется увеличением выпуклости нижнего опорного валка. При зтом увеличение прогиба верхнего рабочего валка компенсируется увеличением прогиба выпуклостью вверх нижнего рабочего валка и форма зазора Ь между ними в процессе зксплуатации опорных валков не изменяется. Это позволяет прокатывать полосы высокой точности и плоскостности при уменьшении количества перевалок рабочих и опорньос валков по сравнению с известными профилиров- камк валков.
Предлагаемые пределы отношений величин профилировок опорных и рабочих валков установлены исходя из следующего. При отношении
20
25
30
35
..2йР 1,11-2,5 межвалковые нагрузIP
ки максимальны в середине длины бочки верхнего опорного валка. Если
f ОП 6 у. а - .,
-7- I рабочий валок в ненагругр
женном состоянии в первую очередь контактирует со средним участком верхнего опорного валка. При прокатке происходит изгиб вьтуклого рабочего валка 3 выпуклостью вверх и соприкосновение его по всей длине бочки опорного валка 1. При этом концевые части рабочего валка под действием полосы перемещаются вверх, что исключает воздействие этого валка на полосу и на нижний рабочий валок. Нижний рабочий валок 4 под воздействием усилия прокатки изгибается вы- пуклостью вниз. Указанное направление прогибов верхнего и нижнего рабочих валков обусловливает максимальный износ средних по длине участков
верхнего и нижнего опорных валков. При этом в процессе эксплуатации опорных валков выпуклость рабочего валка необходимо увеличивать, что уменьшает, в свою очередь, период службы опорных валков,
При 1,1 вьтуклый рабочий tp
валок 3 в исходном состоянии контактирует с концевыми участками вогнутого опорного валка 1. Под действием полосы рабочий валок изгибается выпуклостью вверх, заполняет зазор И а его концы перемещаются вниз. Так как жесткость концевых частей нижнего рабочего валка 4 мала то они также перемещаются вниз. При таком взаимодействии валков максимальней износ получают средняя часть вогнутого опорного валка и концевые участки выпуклого опорного валка. Этим достигается взаимная компенсация выработки опорных валков и неизменность величины вьшуклости рабочих валков. Таким образом, эффект предлагаемого валкового узла начинае
проявляться при -|5lS- 1,1. Отношение IP
„SpSi- а t,tO уже обеспечивает дости р
женке предлагаемого эффекта при прокатке узких полос, когда прогиб рабочего валка значителен сам по себе . При прокатке на стане полос макВ
симальной ширины - 0,85-0,88 (В - LJ
ширина полосы) для достижения поставленной цели величина вогнутости верхнего опорного валка должна быть больше . Однако при увеличении вогнутости верхнего опорного валка необходимо соответствующим образом увеличивать вьшуклость нижнего опорного валка.
Так, при исходной выпуклости рабочего валка fp
0,4 мм и при tp
величина вогнутости верхнего опор- ,ного валка равна fone 1,2 мм а
15 величина выпуклости нижнего опорного валка равна н 1,2 мм. При такой выпуклости имеет место, во-первых, интенсивный рост межвалковых нагрузок в середине длины бочки ниж20 него опорного валка, а, во-вторых, неустойчивость нижнего рабочего валка против осевых смещений и вероятность возникновения разрушения подшипников рабочих валков. Поэтому
25 целесообразно ограничить верхний
предел отношения равным
f one f
2,5.
Предлагаемый валковый комплект обеспечивает по сравнению с базовым 30 объектом увеличение продолжительности службы опорных валков в 1,5- 1,6 раза, повышение производства листов непрерьшного стана на 1,0% и повьш1ение выпуска листов по классу
35
точности А на 2%.

Реферат

Комментарии