Микротекстурированные поверхности, полученные посредством прокатки низкого давления - RU2746514C1
Код документа: RU2746514C1
Чертежи







Описание
[1] Настоящая заявка испрашивает приоритет на основании предварительной заявки на патент США № 62/535345, поданной 21 июля 2017 года и озаглавленной SYSTEMS AND METHODS FOR CONTROLLING SURFACE TEXTURING OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING; предварительной заявки на патент США № 62/535341, поданной 21 июля 2017 года и озаглавленной MICRO-TEXTURED SURFACES VIA LOW PRESSURE ROLLING; предварительной заявки на патент США № 62/535349, поданной 21 июля 2017 года и озаглавленной SYSTEMS AND METHODS FOR CONTROLLING FLATNESS OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING; предварительной заявки на патент США № 62/551296, поданной 29 августа 2017 г. и озаглавленной SYSTEMS AND METHODS FOR CONTROLLING SURFACE TEXTURING OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING; предварительной заявки на патент США № 62/551292, поданной 29 августа 2017 года и озаглавленной MICRO-TEXTURED SURFACES VIA LOW PRESSURE ROLLING; и предварительной заявки США № 62/551298, поданной 29 августа 2017 г. и озаглавленной SYSTEMS AND METHODS FOR CONTROLLING FLATNESS OF A METAL SUBSTRATE WITH LOW PRESSURE ROLLING, которые в полном объеме включены в настоящий документ посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[2] Настоящее изобретение в целом относится к текстурированию листов, выполненных из металла или сплава. Более конкретно, но не в качестве ограничения, настоящее изобретение относится к алюминиевому листу или листу из алюминиевого сплава, имеющему множество текстур на поверхности алюминиевого листа или листа из алюминиевого сплава.
УРОВЕНЬ ТЕХНИКИ
[3] Прокатку металла можно использовать для формования металлических полос из исходного материала, такого как слитки или более толстые металлические полосы. Прокатка металла включает пропускание металлической полосы или подложки (например, алюминия или другого металлического материала) между парой рабочих валков клети прокатного стана, которые прикладывают к металлической полосе нагрузку или усилие. Текстура поверхности рабочих валков может быть важным фактором операций по прокатке металла. Например, усилие, приложенное рабочими валками, может привести к переносу текстуры рабочих валков на поверхность металлической полосы при прохождении металлической полосы между рабочими валками. Однако усилие, приложенное к металлической полосе рабочими валками во время операций по прокатке металла, также может уменьшить толщину металлической полосы.
РАСКРЫТИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
[4] Подразумевают, что термин «вариант реализации» и подобные термины относятся в широком смысле ко всему объекту настоящего изобретения и приведенной ниже формулы изобретения. Следует понимать, что утверждения, содержащие такие термины, не ограничивают объект изобретения, описанный в настоящем документе, или не ограничивают смысл или объем приведенной ниже формулы изобретения. Варианты реализации изобретения, описанные в настоящем документе, определяются приведенной ниже формулой изобретения, а не настоящим раскрытием сущности изобретения. Настоящее раскрытие сущности изобретения представляет собой обобщенный обзор различных аспектов настоящего изобретения и вводит некоторые из идей, которые дополнительно описаны ниже в разделе Осуществление изобретения. Настоящее раскрытие сущности изобретения не предназначено для определения ключевых или существенных признаков заявленного объекта, также как и не предназначено для самостоятельного применения для определения объема заявленного объекта изобретения. Такой объект следует рассматривать с учетом соответствующих частей всего описания настоящего изобретения, всех графических материалов и каждого пункта формулы изобретения.
[5] Некоторые аспекты и особенности настоящего изобретения относятся к подложке, имеющей множество микроструктур, элементов или рисунков на поверхности подложки. В некоторых примерах подложка может представлять собой металлическую подложку (например, металлический лист или лист из металлического сплава) или неметаллическую подложку. Например, подложка может содержать алюминий, алюминиевые сплавы, сталь, материалы на основе стали, магний, материалы на основе магния, медь, материалы на основе меди, композитные материалы, листы, применяемые в композитных материалах, или любой другой подходящий металл, неметалл или комбинацию материалов.
[6] Согласно некоторым аспектам подложка представляет собой металлическую подложку. Хотя последующее описание содержит ссылку на металлическую подложку, следует понимать, что настоящее описание применимо к различным другим типам металлических или неметаллических подложек. Металлическая подложка может содержать по меньшей мере первый элемент и второй элемент на поверхности металлической подложки. В некоторых примерах рабочая клеть включает разные пары рабочих валков (например, рабочие валки холодной прокатки или рабочие валки горячей прокатки), имеющие различные текстуры. Каждая пара рабочих валков включает верхний рабочий валок и нижний рабочий валок, вертикально ориентированный относительно верхнего рабочего валка. Верхний рабочий валок и нижний рабочий валок поддерживают с помощью промежуточных валков. Подшипники (также называемые приводами) расположены вдоль промежуточных валков и выполнены с возможностью передачи нагрузок подшипников на промежуточные валки. В таком примере по меньшей мере один валок, выбранный из верхнего рабочего валка и нижнего рабочего валка, содержит текстуру.
[7] Во время процесса текстурирования металлическая подложка может проходить между верхним и нижним рабочими валками, при этом верхний и нижний рабочие валки прилагают рабочее валковое давление к металлической подложке при прохождении указанной металлической подложки между рабочими валками. Для предотвращения уменьшение толщины металлической подложки (например, толщина металлической подложки остается по существу постоянной и по существу не происходит уменьшения толщины металлической подложки), подшипники выполнены с возможностью передачи нагрузок подшипников на промежуточные валки. Затем промежуточные валки передают нагрузку на рабочие валки, вследствие чего рабочие валки при прохождении указанной металлической подложки между рабочими валками передают рабочее валковое давление на металлическую подложку, которое ниже предела текучести металлической подложки. Предел текучести подложки относится к величине напряжения или давления, при которой происходит пластическая деформация (то есть остаточная деформация) с участием части толщины или ширины подложки (например, относится к величине напряжения или давления, которая может вызвать постоянное изменение значительной части толщины или ширины металлической подложки). Поскольку рабочее валковое давление, передаваемое рабочими валками на металлическую подложку, оказывает давление, которое ниже предела текучести металлической подложки, толщина металлической подложки остается по существу постоянной (например, по существу не происходит уменьшения толщины металлической подложки).
[8] В некоторых примерах, когда рабочее валковое давление, приложенное каждым из рабочих валков, ниже предела текучести металлической подложки, текстура на рабочих валках может иметь топографию, создающую на поверхности металлической подложки локализованные участки, на которых локализованное давление превышает предел текучести металлической подложки при прохождении указанной металлической подложки между рабочими валками. Такие локализованные участки могут образовывать различные выступы или участки с асимметрией, которые представляют собой выступающие части или вмятины на поверхности металлической подложки любой подходящей высоты, глубины, формы или размера в зависимости от требуемого применения или использования металлической подложки. Другими словами, рабочие валки могут оказывать локализованное давление на контактных поверхностях выступов, которое может быть достаточно высоким для преодоления предела текучести металлической подложки на таких локализованных участках. На указанных локализованных участках, поскольку давление, создаваемое текстурой на рабочих валках, больше предела текучести металлической подложки, на поверхности металлической подложки образуются локализованные участки пластической деформации, создающие различные поверхностные текстуры, элементы или рисунки на поверхности металлической подложки, при этом остальная часть поверхности остается недеформированной (например, текстура вызывает пластическую деформацию в конкретном месте на поверхности металлической подложки, при этом толщина металлической подложки остается по существу постоянной вдоль металлической подложки). В некоторых примерах локализованное давление, создаваемое текстурой на локализованных участках, больше предела текучести, так что различные текстуры, элементы или рисунки могут быть вдавлены на поверхности, но рабочего валкового давления недостаточно, чтобы вызвать существенное уменьшение толщины металлической подложки на локализованных участках (например, текстура вызывает пластическую деформацию в определенных местах на поверхности металлической подложки, при этом толщина металлической подложки остается по существу постоянной вдоль остальной части металлической подложки). В качестве примера, локализованное давление, создаваемое текстурой на локализованных участках, больше предела текучести металлической подложки, так что различные текстуры, элементы или рисунки могут быть вдавлены на поверхность, но не вызывает существенного уменьшения толщины металлической подложки по ширине или вдоль длины металлической подложки. В качестве примера, давление может привести к уменьшению толщины металлической подложки менее чем на 1% по ширине или вдоль длины металлической подложки. Таким образом, в некоторых примерах рабочие валки можно использовать для создания локализованных участков пластической деформации на поверхности металлической подложки (т.е. для переноса текстуры с рабочих валков на поверхность металлической подложки) без изменения общей толщины металлической подложки.
[9] В некоторых примерах можно использовать несколько рабочих валков для создания локализованных участков пластической деформации на поверхности металлической подложки для переноса текстур с рабочих валков на поверхность металлической подложки без изменения общей толщины металлической подложки. В таком примере с помощью нескольких рабочих валков можно вдавливать различные текстуры, элементы или рисунки на поверхность металлической подложки без уменьшения общей толщины металлической подложки. В дополнительных или альтернативных примерах с помощью нескольких рабочих валков можно вдавливать различные текстуры, элементы или рисунки на поверхность металлической подложки при одновременном сохранении толщины металлической подложки (например, несколько рабочих валков могут не уменьшить толщину металлической подложки при вдавливании текстур, элементов или рисунков), что иногда можно рассматривать как текстурирование в холодном состоянии с нулевым уменьшением.
[10] В качестве одного из примеров, металлическая подложка может представлять собой алюминиевый лист или лист из алюминиевого сплава. Металлическую подложку можно пропускать между первой парой рабочих валков клети прокатного стана. При прохождении металлической подложки между парой рабочих валков первая пара рабочих валков может прилагать к металлической подложке первое рабочее валковое давление, которое ниже предела текучести металлической подложки. Первое рабочее валковое давление может быть основано на фиксированной или предварительно определенной величине усилия, оказывающей рабочее валковое давление, которое ниже предела текучести металлической подложки, так что общая толщина металлической подложки остается по существу постоянной по всей ее ширине и длине. По меньшей мере, один рабочий валок из первой пары рабочих валков имеет поверхностную текстуру или топографию, создающую на поверхности металлической подложки локализованные участки, при этом давление в указанных локализованные участках выше предела текучести металлической подложки, для полного или частичного переноса текстуры на поверхность металлической подложки при прохождении указанной металлической подложки между первой парой рабочих валков. Далее металлическую подложку можно пропускать между второй парой рабочих валков, которая может включать по меньшей мере рабочий валок, имеющий еще одну, другую текстуру, которая может быть перенесена на поверхность металлической подложки, поскольку при прохождении металлической подложки через вторую пару рабочих валков указанная вторая пара рабочих валков придает второе рабочее валковое давление, которое ниже предела текучести металлической подложки. В таком примере по меньшей мере один рабочий валок из второй пары рабочих валков имеет поверхностную текстуру или топографию, создающую на поверхности металлической подложки локализованные участки, при этом давление в указанных локализованные участках выше предела текучести металлической подложки, для полного или частичного переноса другой текстуры на поверхность металлической подложки при прохождении указанной металлической подложки между второй парой рабочих валков. В дополнительном или альтернативном примере вторая пара рабочих валков может включать по меньшей мере рабочий валок, имеющий текстуру, аналогичную текстуре рабочего валка из первой пары рабочих валков, при этом текстура или топография такого рабочего валка создает локализованные участки на поверхность металлической подложки, при этом давление на локализованных участках выше предела текучести металлической подложки, для полного или частичного переноса такой же текстуры на поверхность металлической подложки при прохождении указанной металлической подложки между второй парой рабочих валков.
[11] В некоторых примерах, как описано выше, первая пара рабочих валков может переносить первую текстуру на поверхность металлической подложки при прохождении указанной металлической подложки между первой парой рабочих валков, и вторая пара рабочих валков может переносить вторую другую текстуру на поверхность металлической подложки при прохождении указанной металлической подложки между второй парой рабочих валков. В качестве примера, первая текстура, нанесенная с помощью первой пары рабочих валков, может иметь размер, глубину, высоту, форму, крупнозернистость и/или концентрацию, которые отличаются от размера, глубины, высоты, формы, крупнозернистости и/или концентрация второй текстуры. Таким образом, различные текстуры, элементы или рисунки могут быть нанесены на поверхность металлической подложки за один проход металлической подложки между несколькими парами рабочих валков. В некоторых случаях металлическая подложка делает несколько проходов между несколькими парами рабочих валков.
[12] В различных примерах первая пара рабочих валков может включать рабочий валок, имеющий относительно гладкую наружную поверхность, так что первая пара рабочих валков может обеспечить требуемый профиль плоскостности (например, по существу плоский, изогнутый, волнообразный и т. д.) на металлической подложке и может сглаживать топографию металлической подложки (например, иметь шероховатость поверхности менее примерно от 0,4 до 0,6 мкм). В таком примере вторая пара рабочих валков может включать рабочий валок, имеющий текстурированную поверхность, так что вторая пара рабочих валков может вдавливать текстуру, элемент или рисунок на поверхность металлической подложки без уменьшения общей толщины металлической подложки.
[13] В некоторых примерах, как описано выше, рабочее валковое давление, передаваемое на металлическую подложку каждой парой рабочих валков, представляет собой низкое давление, которое ниже предела текучести металлической подложки, так что толщина металлической подложки остается по существу постоянной (например, по существу не происходит уменьшения толщины металлической подложки) при прохождении указанной металлической подложки между парой рабочих валков, при этом при прохождении указанной металлической подложки между рабочими валками текстура поверхности на каждой паре рабочих валков может иметь топографию, создающую на поверхности металлической подложки локализованные участки, на которых давление выше предела текучести металлической подложки. В таком примере, поскольку рабочее валковое давление, передаваемое рабочими валками, ниже предела текучести металлической подложки, и текстура рабочих валков вызывает локализованную пластическую деформацию на определенных участках на поверхности металлической подложки, металлическая подложка деформируется только на определенных участках на поверхности металлической подложки, соответствующих текстуре рабочих валков, при этом толщина металлической подложки остается постоянной. Таким образом, рабочие валки можно использовать для создания локальной пластической деформации на поверхности металлической подложки без изменения общей толщины металлической подложки.
[14] В некоторых примерах, вдавливание различных текстур, рисунков или элементов на поверхность металлической подложки может привести к улучшению характеристик металлической подложки, в том числе, например, улучшению удержания смазочного материала, увеличению возможностей раскладки, увеличению свариваемости при точечной контактной сварке, повышению адгезии, уменьшению истирания, улучшению оптических свойств, равномерности трения и т. д.
[15] Такие преимущества, помимо прочего, позволяют с большей легкостью и эффективностью дополнительно обрабатывать металлическую подложку, часто в форме металлического листа или пластины, с получением автомобильных деталей, банок и бутылок для напитков и/или любого другого высоко-формованного металлического продукта. Например, улучшенные трибологические характеристики металлической подложки, имеющей поверхность с различными текстурами, описанными в настоящем документе, могут обеспечить более быструю и более стабильную обработку автомобильных продуктов большого объема, поскольку характеристики трения формуемой текстурированной металлической подложки являются более единообразными и изотропными среди разных партий материала и/или вдоль одной и той же полосы металлической подложки. Кроме того, введение поверхностных текстур с отрицательной асимметрией (например, микролунок на поверхности металлической подложки) может способствовать нарушению поверхностного натяжения между металлическими подложками, смазанными смазочным материалом, которые складированы вместе, что, таким образом улучшает способность к раскладке. Кроме того, улучшенная способность поверхности металлической подложки удерживать смазочный материал может дополнительно уменьшить и/или стабилизировать силы трения между формующей головкой и поверхностями листового металла, что приводит к лучшей формуемости при уменьшении показателей фестонообразования, сморщивания и отрыва; более высоким скоростям обработки; уменьшению истирания, увеличению срока службы инструмента и улучшению качества поверхности в формованных деталях.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[16] Иллюстративные примеры настоящего изобретения подробно описаны ниже со ссылкой на следующие чертежи:
[17] Фиг. 1 представляет собой схематический вид в поперечном разрезе иллюстративной клети прокатного стана, содержащей пару рабочих валков для нанесения текстуры на поверхность металлической подложки согласно одному из примеров настоящего изобретения.
[18] Фиг. 2 представляет собой схематический вид в поперечном разрезе нескольких клетей прокатного стана, каждая из которых содержит пары рабочих валков для нанесения множества текстур на поверхность металлической подложки согласно одному из примеров настоящего изобретения.
[19] Фиг. 3 представляет собой изображение металлической подложки, содержащей участки с отрицательной асимметрией в пределах участков с положительной асимметрией согласно одному из примеров настоящего изобретения.
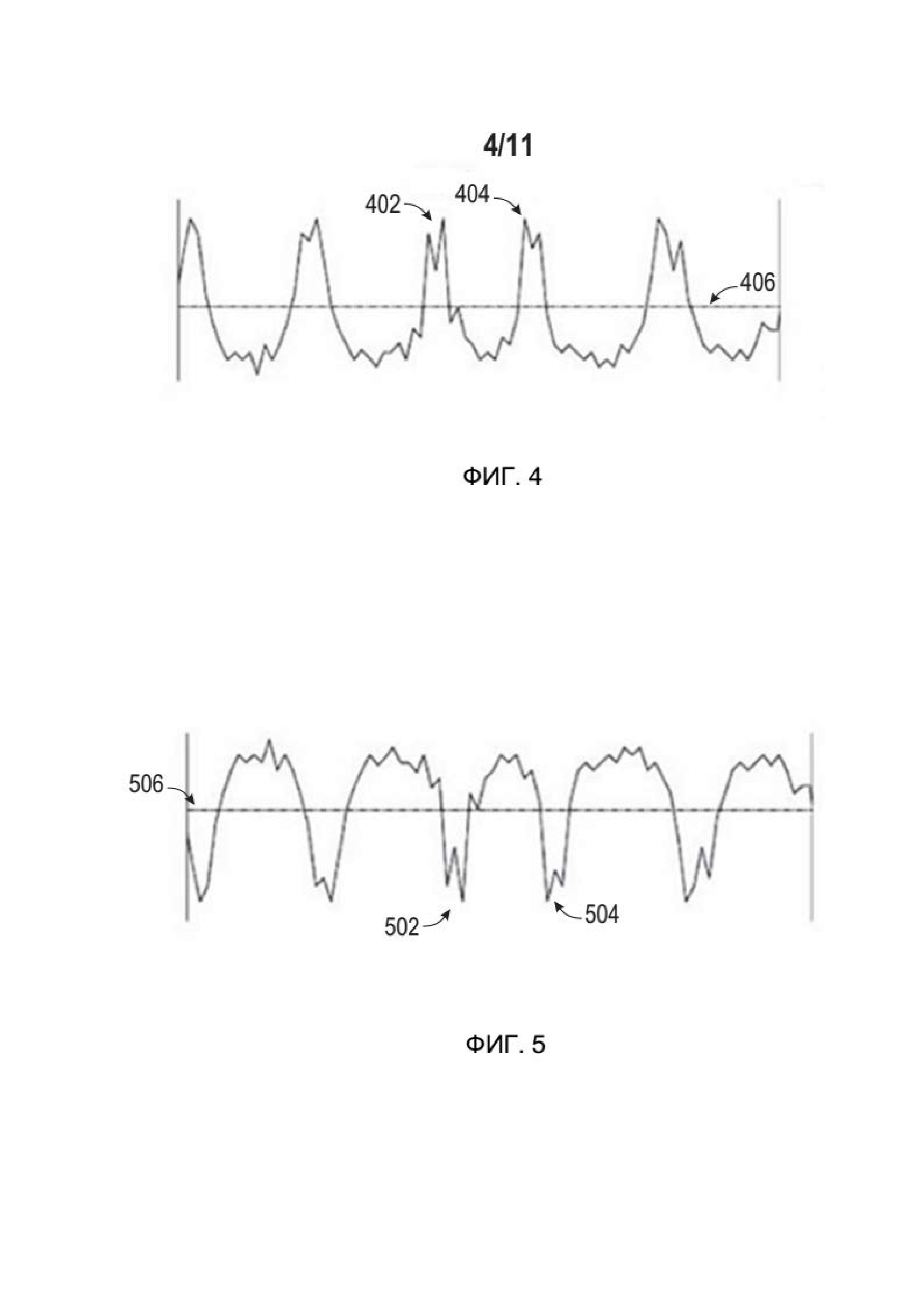
[20] Фиг. 4 представляет собой график, на котором показан пример микроскопических выступов, которые могут содержаться на участках с положительной асимметрией на поверхности металлической подложки согласно одному из примеров настоящего изобретения.
[21] Фиг. 5 представляет собой график, на котором показан пример микроскопических впадин, которые могут содержаться на участках с отрицательной асимметрией на поверхности металлической подложки согласно одному из примеров настоящего изобретения.
[22] Фиг. 6 представляет собой изображение металлической подложки, имеющей множество микроструктур, элементов или рисунков на ее поверхности согласно одному из примеров настоящего изобретения.
[23] Фиг. 7 представляет собой график, на котором показан пример металлической подложки, содержащей участок с отрицательной асимметрией, согласно одному из примеров настоящего изобретения.
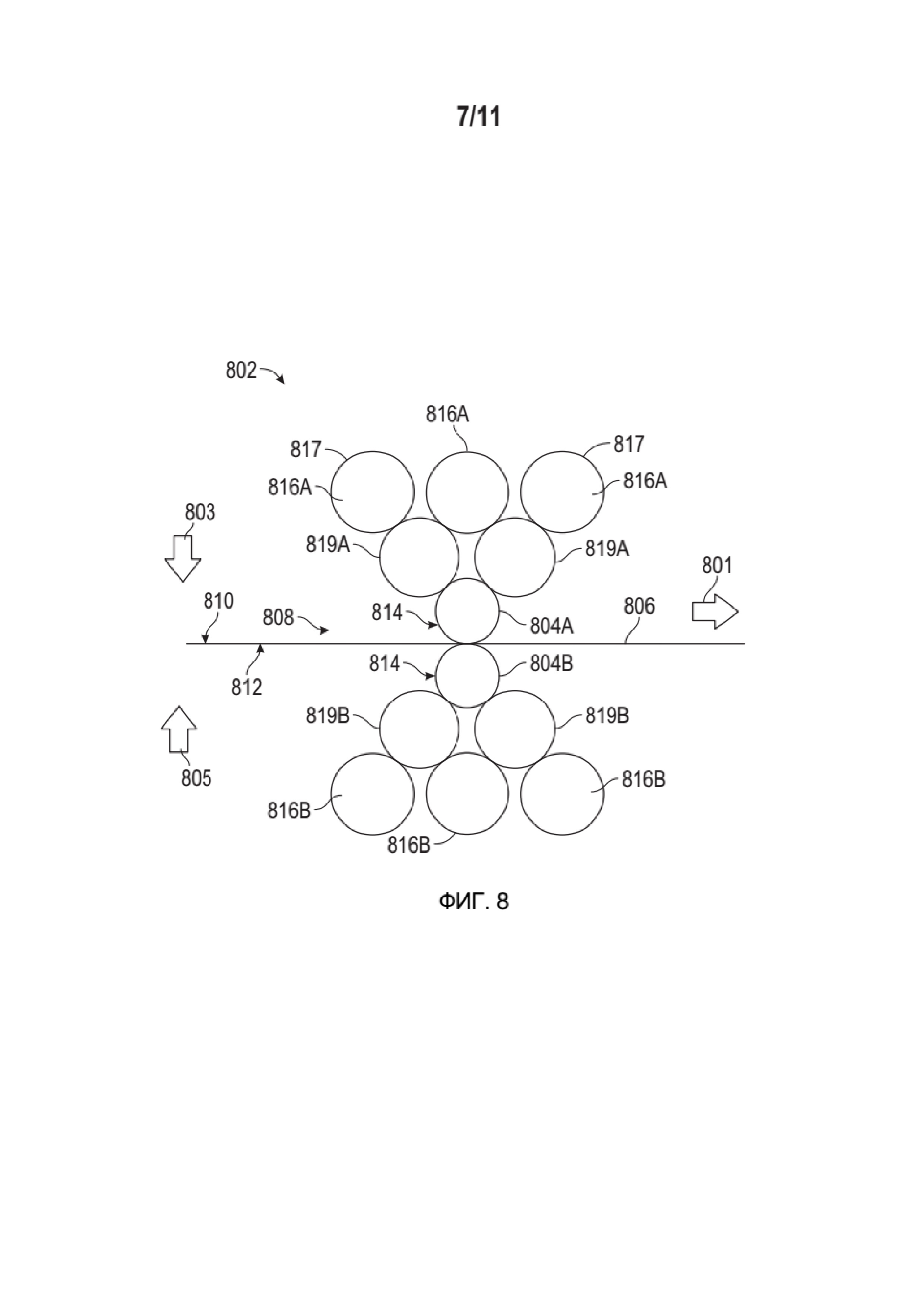
[24] Фиг. 8 представляет собой схематический пример рабочей клети и рабочих валков для нанесения текстуры на поверхность металлической подложки согласно одному из примеров настоящего изобретения.
[25] Фиг. 9 представляет собой еще один схематичный вид рабочей клети, изображенной на фиг. 1.
[26] Фиг. 10 представляет собой схему одной или более рабочих клетей и рабочих валков для нанесения текстуры на поверхность металлической подложки согласно одному из примеров настоящего изобретения.
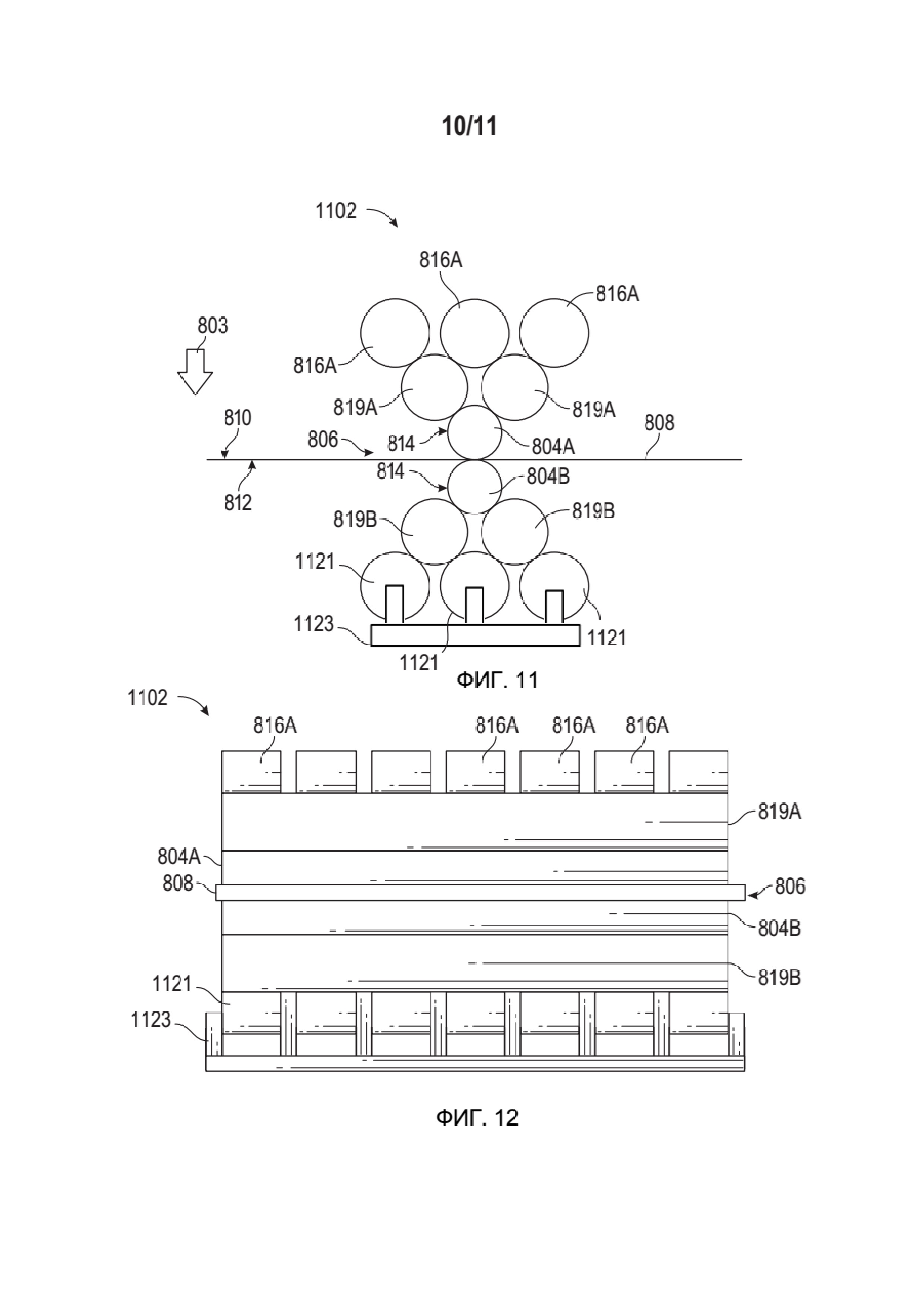
[27] Фиг. 11 представляет собой схему рабочей клети согласно аспектам настоящего изобретения.
[28] Фиг. 12 представляет собой схематический вид с торца рабочей клети, изображенной на фиг. 11.
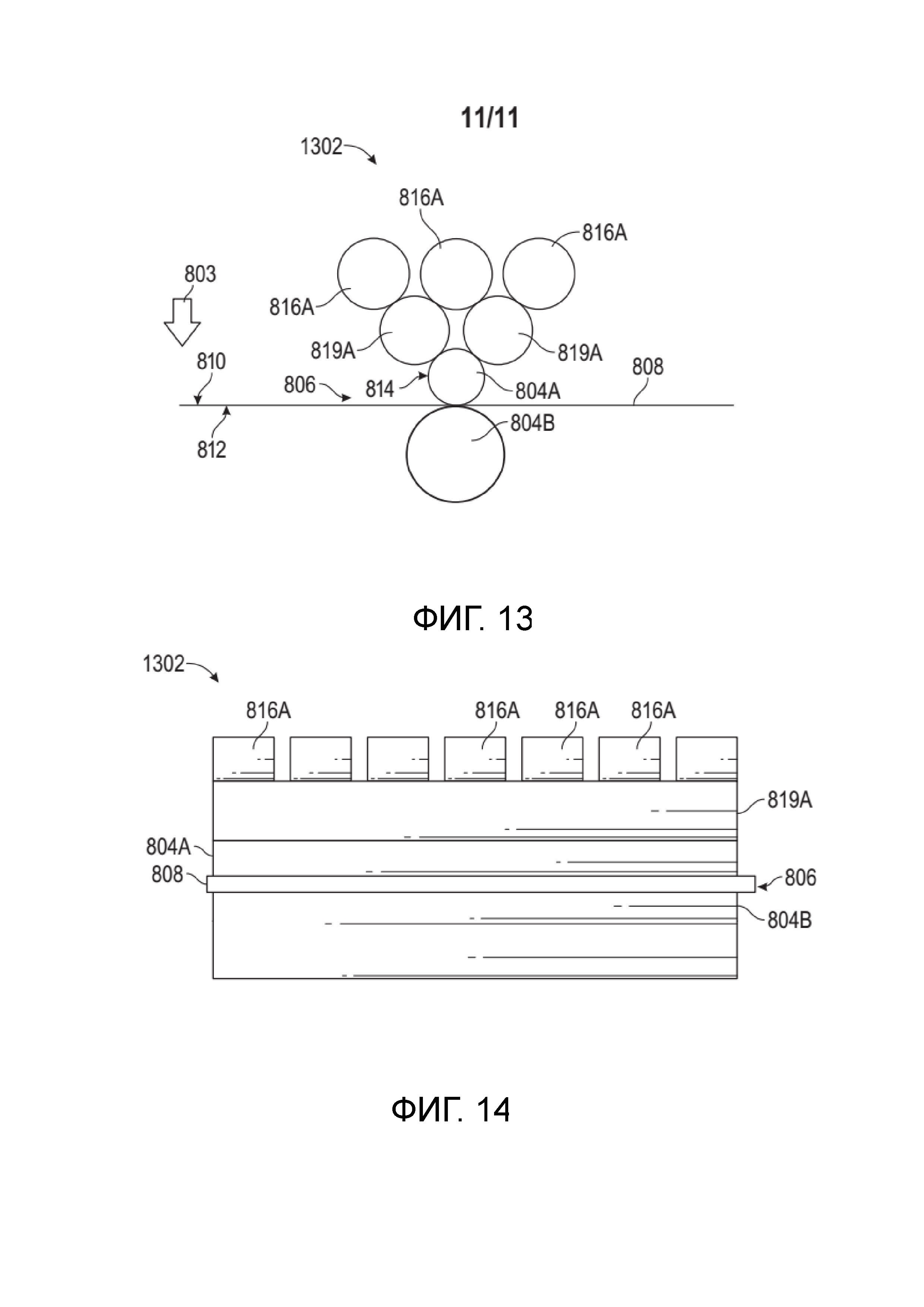
[29] Фиг. 13 представляет собой схему рабочей клети согласно аспектам настоящего изобретения.
[30] Фиг. 14 представляет собой схематический вид с торца рабочей клети, изображенной на фиг. 13.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[31] Объект вариантов реализации настоящего изобретения описан в данном документе со спецификой, соответствующей установленным требованиям, но такое описание не обязательно предназначено для ограничения объема формулы изобретения. Заявленный объект изобретения может быть воплощен другими способами, может включать различные элементы или стадии и может использоваться в сочетании с другими существующими или будущими технологиями. Такое описание не следует толковать как подразумевающее какой-либо конкретный порядок или расположение между различными стадиями или элементами, за исключением случаев, когда порядок отдельных стадий или расположение элементов описано явным образом.
[32] Некоторые аспекты и особенности настоящего изобретения относятся к подложке, имеющей множество микроструктур, элементов или рисунков на поверхности подложки. В некоторых примерах подложка может представлять собой металлическую подложку (например, металлический лист или лист из металлического сплава) или неметаллическую подложку. Например, подложка может содержать алюминий, алюминиевые сплавы, сталь, материалы на основе стали, магний, материалы на основе магния, медь, материалы на основе меди, композитные материалы, листы, применяемые в композитных материалах, или любой другой подходящий металл, неметалл или комбинацию материалов.
[33] Согласно некоторым аспектам подложка представляет собой металлическую подложку. Хотя последующее описание содержит ссылку на металлическую подложку, следует понимать, что настоящее описание применимо к различным другим типам металлических или неметаллических подложек. Например, металлическая подложка имеет по меньшей мере первую текстуру и вторую текстуру на поверхности металлической подложки. В некоторых примерах первую текстуру или элемент наносят на поверхность металлической подложки путем пропускания металлической подложки между первой парой рабочих валков. Первая пара рабочих валков прилагает первое рабочее валковое давление к металлической подложке при прохождении указанной металлической подложки между рабочими валками. Для предотвращения уменьшения толщины металлической подложки (например, толщина металлической подложки остается по существу постоянной и по существу не происходит уменьшения толщины металлической подложки) при прохождении указанной металлической подложки между рабочими валками первая пара рабочих валков передает первое рабочее валковое давление на металлическую подложку, которое ниже предела текучести металлической подложки. Предел текучести подложки относится к величине напряжения или давления, при которой происходит пластическая деформация (то есть остаточная деформация) с участием части толщины или ширины подложки (например, относится к величине напряжения или давления, которая может вызвать постоянное изменение значительной части толщины или ширины металлической подложки). Поскольку первое рабочее валковое давление, передаваемое первой парой рабочих валков на металлическую подложку, ниже предела текучести металлической подложки, толщина металлической подложки остается по существу постоянной (например, по существу не происходит уменьшения толщины металлической подложки).
[34] В таком примере по меньшей мере один рабочий валок в первой паре рабочих валков имеет первую текстуру. Хотя первое рабочее валковое давление, приложенное с помощью первой пары рабочих валков, ниже предела текучести металлической подложки, первая текстура на рабочем валке может иметь топографию, создающую на поверхности металлической подложки локализованные участки, на которых локализованное давление выше предела текучести металлической подложки, при прохождении указанной металлической подложки между первой парой рабочих валков. Такие локализованные участки могут образовывать различные выступы или перекосы, представляющие собой выступающие части или вмятины на поверхности металлической подложки любой подходящей высоты, глубины, формы или размера в зависимости от требуемого нанесения или применения металлической подложки. Другими словами, первая пара рабочих валков может оказывать локализованное давление на контактных поверхностях выступов, которое может быть достаточно высоким для преодоления предела текучести металлической подложки на указанных локализованных участках. На таких локализованных участках, поскольку давление, создаваемое первой текстурой на рабочем валке, больше предела текучести металлической подложки, на поверхности металлической подложки образуются локализованные участки пластической деформации, которые передают первую текстуру на поверхность металлической подложки, при этом остальная часть поверхности остается недеформированной (например, первая текстура вызывает пластическую деформацию в определенном месте на поверхности металлической подложки, при этом толщина металлической подложки остается по существу постоянной вдоль металлической подложки). В некоторых примерах локализованное давление, создаваемое первой текстурой на локализованных участках, больше предела текучести, так что различные текстуры, элементы или рисунки могут быть вдавлены на поверхность, но первого рабочего валкового давления недостаточно, чтобы вызвать существенное уменьшение толщины металлической подложки на локализованных участках (например, первая текстура вызывает пластическую деформацию в определенных местах на поверхности металлической подложки, при этом толщина металлической подложки остается по существу постоянной вдоль остальной части металлической подложки). В качестве примера, локализованное давление, создаваемое первой текстурой на локализованных участках, больше предела текучести металлической подложки, так что первая текстура может быть вдавлена на поверхность металлической подложки, но не вызывает существенного уменьшения толщины металлической подложки по ширине или вдоль длины металлической подложки. В качестве примера, локализованное давление, вызванное первой текстурой, может вызвать уменьшение толщины металлической подложки менее чем на 1% по ширине или вдоль длины металлической подложки.
[35] В некоторых примерах вторую текстуру или элемент наносят на поверхность металлической подложки путем пропускания металлической подложки между второй парой рабочих валков после того, как металлическая подложка была пропущена между первой парой рабочих валков. Вторая пара рабочих валков включает по меньшей мере один рабочий валок, имеющий вторую текстуру, и вторая пара рабочих валков оказывает второе рабочее валковое давление на металлическую подложку при прохождении указанной металлической подложки между рабочими валками. Второе рабочее валковое давление, приложенное с помощью второй пары рабочих валков, может быть ниже предела текучести металлической подложки. В таком примере второе рабочее валковое давление, которое ниже предела текучести металлической подложки, вместе с топографией второй текстуры на рабочем валке может создавать вторые участки или места на поверхности металлической подложки, на которых локализованное давление на поверхности металлической подложки на вторых участках или местах больше предела текучести металлической подложки. В таком примере, поскольку локализованное давление на вторых участках или местах на поверхности металлической подложки выше предела текучести, рабочий валок может создавать локализованную пластическую деформацию на вторых участках или местах на поверхности металлической подложки для переноса второй текстуры на поверхность металлической подложки на вторых участках или местах при прохождении указанной металлической подложки между второй парой рабочих валков.
[36] В некоторых примерах первая текстура, перенесенная на поверхность металлической подложки, может отличаться от второй текстуры. Например, первая текстура может иметь размер, форму, глубину, высоту, крупнозернистость и/или концентрацию, которые отличаются от размера, формы, глубины, высоты, крупнозернистости и/или концентрации второй текстуры. В качестве иллюстративного примера, первая текстура может привести к тому, что часть поверхности металлической подложки будет представлять собой участок с отрицательной асимметрией, который может содержать впадину, а вторая текстура может привести к тому, что другая часть поверхности металлической подложки будет представлять собой участок с положительной асимметрией, который может содержать выступ или пик. В таком примере микроскопические выступы, пики и впадины, которые находятся в текстурированных частях поверхности, могут иметь любую форму или размер. Например, каждый выступ, пик или впадина могут иметь высоту или глубину от 0 до 20 мкм. В некоторых примерах глубина впадины соответствует расстоянию, на которое впадина проходит в поверхность металлической подложки, а высота выступа или пика соответствует расстоянию, на которое выступ или пик выпирает или выступает от поверхности металлической подложки. Например, каждый выступ, пик или впадина могут иметь высоту или глубину от 0 до 10 мкм. В качестве другого примера, каждый выступ, пик или впадина могут иметь высоту или глубину от 1 до 8 мкм. В качестве еще одного примера, каждый выступ, пик или впадина могут иметь высоту или глубину от 5 до 7 мкм. В некоторых примерах, впадина, образованная первой текстурой, может иметь глубину, которая отличается от высоты выступа или пика, образованного второй текстурой. В некоторых примерах каждый выступ, пик или впадина могут иметь любую подходящую высоту, глубину, форму или размер. В таких примерах высота, глубина, форма или размер элементов поверхностной текстуры, нанесенных на металлическую подложку, могут меняться в зависимости от требуемого нанесения или применения металлической подложки. Хотя в таком примере первая пара рабочих валков приводит к образованию на металлической подложке участка с отрицательной асимметрией, а вторая пара рабочих валков приводит к образованию на металлической подложке участка с положительной асимметрией, настоящее изобретение не ограничено перечисленными конфигурациями. Напротив, в других примерах первая или вторая пара рабочих валков позволяет нанести на поверхность металлической подложки любую текстуру.
[37] В некоторых примерах вторую текстуру наносят на поверхность металлической подложки таким образом, что вторая текстура по меньшей мере частично перекрывает первую текстуру. В еще одном примере вторую текстуру наносят на поверхность металлической подложки в определенном месте, примыкающем к месту нанесения первой текстуры. Таким образом, один проход металлической подложки между несколькими парами рабочих валков во время операций прокатки может привести к тому, что металлическая подложка будет иметь двухслойную или трехслойную поверхность (например, поверхность, содержащую две или три текстуры, элементов или рисунков) при прохождении указанной металлической подложки между каждой парой рабочих валков. В некоторых примерах металлическая подложка делает несколько проходов через множество пар рабочих валков.
[38] При необходимости, каждая пара рабочих валков может прилагать различные рабочие валковые давления к металлической подложке при прохождении указанной металлической подложки между каждой парой рабочих валков. В некоторых примерах рабочее валковое давление, передаваемое на металлическую подложку каждой парой рабочих валков, представляет собой величину давления, которая позволяет толщине металлической подложки оставаться по существу постоянной (например, по существу не происходит уменьшения толщины металлической подложки) при прохождении указанной металлической подложки между парой рабочих валков. Более конкретно, каждая пара рабочих валков может прикладывать фиксированную или предварительно определенную величину усилия, которая оказывает рабочее валковое давление ниже предела текучести металлической подложки, что может препятствовать уменьшению толщины металлической подложки при прохождении указанной металлической подложки между каждой парой рабочих валков. В некоторых примерах, как описано выше, каждая пара рабочих валков может включать по меньшей мере рабочий валок, имеющий текстуру, которая в сочетании с нагрузкой, оказывающей рабочее валковое давление, которое меньше предела текучести металлической подложки, создает участки, на которых локализованное давление на поверхности металлической подложки больше предела текучести металлической подложки, что приводит к возникновению локализованной частичной пластической деформации на локализованных участках на поверхности металлической подложки. Таким образом, рабочие валки можно использовать для создания локальной пластической деформации на поверхности металлической подложки для вдавливания различных локализованных текстур на поверхность металлической подложки без изменения толщины металлической подложки.
[39] В некоторых примерах вдавливание различных текстур, рисунков или элементов на поверхность металлической подложки приводит к улучшению характеристик металлической подложки, в том числе, например, улучшению удержания смазочного материала, увеличению возможности раскладки, увеличению свариваемости при точечной контактной сварке, повышению адгезии, уменьшению истирания, улучшению оптических свойств, равномерности трения и т. д. Кроме того, приложение рабочего валкового давления к металлической подложке, которое ниже предела текучести металлической подложки, для вдавливания различных текстур на поверхность металлической подложки позволяет поддерживать требуемой толщину металлической подложки при нанесении различных текстур.
[40] Указанные иллюстративные примеры приведены для ознакомления читателя с общим объектом изобретения, обсуждаемым в настоящем документе, и не предназначены для ограничения объема предложенных идей. В следующих разделах описаны различные дополнительные особенности и примеры со ссылкой на чертежи, на которых одинаковые цифры обозначают одинаковые элементы, при этом для описания иллюстративных примеров используют направленные описания, но, подобно иллюстративным примерам, они не должны использоваться для ограничения настоящего изобретения.
[41] Фиг. 1 представляет собой схематический вид в поперечном разрезе иллюстративной клети 102 прокатного стана, содержащей пару рабочих валков 104a-b для нанесения текстуры на поверхность 108, 110 металлической подложки 106. Клеть 102 прокатного стана может представлять собой любую структуру, поддерживающую различные компоненты, применяемые для прокатки металлической подложки 106. Металлическая подложка 106 может представлять собой металлический лист или лист из металлического сплава, в том числе, например, лист алюминия или лист из алюминиевого сплава. В других примерах подложка может представлять собой различные другие металлические или неметаллические подложки.
[42] В примере, показанном на фиг. 1, клеть 102 прокатного стана содержит рабочие валки 104a-b. Каждый рабочий валок 104a-b представляет собой цилиндрический рабочий валок, выполненный из любого материала, подходящего для прокатки металлической подложки (например, металлической подложки 106). Например, каждый рабочий валок 104a-b может представлять собой цилиндрический стальной рабочий валок или рабочий валок из любого другого подходящего материала. Каждый рабочий валок 104a-b может быть любого размера. В качестве примера, каждый рабочий валок 104a-b может иметь диаметр от приблизительно 30 мм до приблизительно 60 мм. В другом примере каждый рабочий валок 104a-b может иметь любой подходящий размер (например, любой подходящий диаметр). Рабочие валки 104a-b можно привести в действие с помощью двигателя или другого устройства для приведения в действие рабочих валков 104a-b и обеспечения их вращения. Клеть 102 прокатного стана может иметь различные другие конфигурации.
[43] Рабочие валки 104a-b принимают металлическую подложку 106, которую протягивают через пространство (то есть межвалковый зазор) между рабочими валками 104a-b, когда рабочие валки 104a-b вращаются. Рабочие валки 104a-b можно поддерживать с помощью одного или более поддерживающих или опорных валков, таких как опорные валки 105a-b. В некоторых примерах, диаметр каждого опорного валка 105a-b может быть больше диаметра каждого рабочего валка 104a-b, хотя каждый опорный валок 105a-b и каждый рабочий валок 104a-b могут быть любого размера. Каждый опорный валок 105a-b может представлять собой жесткий металлический валок или любой другой подходящий валок. Опорные валки 105a-b могут быть соединены с соответствующими рабочими валками 104a-b для предотвращения вертикального отклонения рабочих валков 104a-b. В некоторых случаях опорные валки 105a-b помогают предотвратить отделение рабочих валков 104a-b при прохождении металлической подложки 106 между рабочими валками 104a-b. В других примерах опорные валки 105a-b могут состоять из нескольких секций, расположенных вдоль длины рабочих валков, или могут поддерживаться секционными опорными подшипниками.
[44] В некоторых примерах один или оба рабочих валка 104a-b текстурированы с применением технологии текстурирования, включающей, например, текстурирование посредством электроразряда («EDT»), текстурирование посредством электроосаждения, текстурирование посредством электронного пучка («EBT»), текстурирование посредством лазерного луча, нанесение покрытия посредством электроплавки и т.д. Текстурирование каждого рабочего валка 104a-b изменяет топографию (например, природный или искусственный физический элемент рельефа) поверхности рабочего валка 104a-b. В некоторых случаях текстурирование каждого рабочего валка 104a-b приводит к тому, что каждый рабочий валок 104a-b имеет текстуру на поверхности рабочего валка 104a-b. В одном из примеров рабочие валки 104a-b имеет одинаковую текстуру (например, текстурированы с применением одной и той же технологии текстурирования). В другом примере каждый рабочий валок 104a-b имеет разную текстуру. В еще одном примере только один из рабочих валков 104a-b имеет текстуру. Например, рабочий валок 104a может представлять собой текстурированный рабочий валок (например, текстурированный стальной рабочий валок), а рабочий валок 104b может не иметь текстуры или может представлять собой мягкий или гладкий рабочий валок (например, полиуретановый рабочий валок), или наоборот.
[45] В некоторых примерах клеть 102 прокатного стана содержит гидравлические цилиндры 107a-b, которые прилагают нагрузку или усилие на рабочие валки 104a-b и вынуждают рабочие валки 104a-b прилагать рабочее валковое давление к металлической подложке 106. Например, гидравлические цилиндры 107a-b могут быть соединены с возможностью связи с устройством для обработки, которое может принимать сигналы для управления гидравлическими цилиндрами 107a-b, заставляющие гидравлические цилиндры 107a-b прилагать нагрузку или усилие к рабочим валкам 104a-b таким образом, чтобы заставить рабочие валки 104a-b прилагать рабочее валковое давление к металлической подложке 106. В качестве примера, устройство для обработки может принимать сигналы для управления гидравлическими цилиндрами 107a-b, вызывающие перемещение гидравлических цилиндров 107a-b в вертикальном направлении при прохождении обрабатываемой металлической подложки 106 через рабочие валки 104a-b в по существу горизонтальном направлении. Например, устройство для обработки может вызывать перемещение гидравлического цилиндра 107a вниз для приложения нагрузки на рабочий валок 104a, что заставляет рабочий валок 104a оказывать рабочее валковое давление на металлическую подложку 106. В некоторых примерах устройство для обработки может вызывать перемещение каждого гидравлического цилиндра 107a-b в вертикальном направлении для уменьшения зазора между рабочими валками 104a-b, что может заставить рабочие валки 104a-b прилагать рабочее валковое давление на металлическую подложку 106. Например, устройство для обработки может вызывать перемещение гидравлического цилиндра 107a вниз и может вызывать перемещение гидравлического цилиндра 107b вверх, что может привести к перемещению рабочих валков 104a-b соответствующим образом для уменьшения зазора между рабочими валками 104a-b. В некоторых примерах рабочие валки 104a-b могут оказывать рабочее валковое давление на металлическую подложку 106, когда зазор между рабочими валками 104a-b уменьшается. В некоторых примерах нагрузка, прилагаемая гидравлическими цилиндрами 107a-b к рабочим валкам 104a-b, представляет собой предварительно определенную или фиксированную нагрузку (например, предварительно определенную или фиксированную величину усилия). В качестве примера, устройство для обработки может принимать сигналы, указывающие на предварительно определенную или фиксированную нагрузку, при этом такое устройство для обработки может управлять гидравлическими цилиндрами 107a-b таким образом, чтобы заставить гидравлические цилиндры 107a-b прикладывать предварительно определенную или фиксированную нагрузку к рабочим валкам 104a-b.
[46] В некоторых примерах рабочее валковое давление, приложенное рабочими валками 104a-b к металлической подложке 106, ниже предела текучести металлической подложки 106. Предел текучести металлической подложки 106 соответствует величине напряжения или давления, при котором происходит пластическая деформация с участием части толщины или ширины металлической подложки 106 (например, соответствует величине прочности или давления, которая может вызвать постоянное изменение значительной части толщины или ширины металлической подложки 106). В таком примере, поскольку рабочее валковое давление, приложенное рабочими валками 104a-b к металлической подложке 106, ниже предела текучести металлической подложки 106, толщина металлической подложки 106 может оставаться по существу постоянной (например, по существу не происходит уменьшения толщины металлической подложки) при прохождении указанной металлической подложки между рабочими валками 104a-b.
[47] Рабочие валки 104a-b прилагают рабочее валковое давление к металлической подложке 106 для нанесения или вдавливания текстуры, рисунка или элемента на одну или обе поверхности 108, 110 металлической подложки 106. Например, рабочие валки 104a-b могут прилагать рабочее валковое давление к металлической подложке 106 для переноса текстуры одного или обоих рабочих валков 104a-b на одну или обе поверхности 108, 110 металлической подложки 106. Например, рабочие валки 104a-b могут прилагать рабочее валковое давление к металлической подложке 106 таким образом, чтобы текстуру рабочего валка 104a можно было перенести или нанести на поверхность 108 металлической подложки 106. В качестве другого примера, рабочие валки 104a-b могут прилагать рабочее валковое давление к металлической подложке 106 таким образом, чтобы текстуру рабочего валка 104b можно было перенести или нанести на поверхность 110 металлической подложки 106. В некоторых примерах один или оба рабочих валка 104a-b могут наносить текстуру на поверхность металлической подложки 106. В качестве неограничивающего примера, рабочий валок 104a может представлять собой текстурированный валок (например, EDT-текстурированный стальной рабочий валок) для переноса текстуры на поверхность 108, а рабочий валок 104b может быть не текстурированным или представлять собой мягкий или гладкий рабочий валок (например, полиуретановый рабочий валок). Рабочий валок 104a может нанести текстуру на поверхность 108, а рабочий валок 104b может не изменять поверхность 110 металлической подложки 106. В другом неограничивающем примере каждый из рабочих валков 104a-b может представлять собой текстурированный валок (например, EDT-текстурированный стальной рабочий валок) для переноса текстуры на поверхность 108, 110 металлической подложки 106.
[48] В некоторых примерах, хотя рабочее валковое давление, приложенное рабочими валками 104a-b к металлической подложке 106, ниже предела текучести металлической подложки, текстура одного или обоих рабочих валков 104a-b может иметь топографию, создающую на поверхности 108, 110 металлической подложки 106 локализованные участки, на которых локализованное давление, приложенное к металлической подложке 106, выше предела текучести металлической подложки 106. Например, поверхностный профиль текстуры на одном или обоих рабочих валках 104a-b в сочетании с рабочим валковым давлением, приложенным рабочими валками 104a-b, которое меньше предела текучести металлической подложки 106, может создавать на поверхности 108, 110 участки, на которых локализованное давление на поверхности 108, 110 больше предела текучести металлической подложки 106. В некоторых примерах, поскольку локализованное давление, создаваемое на локализованных участках посредством текстуры на рабочих валках 104a-b, больше предела текучести металлической подложки 106, указанная текстура может привести к тому, что рабочие валки 104a-b создадут локализованные участки пластической деформации на поверхности 108, 110 и будут вдавливать текстуру, рисунок или элемент на одну или обе поверхности 108, 110 металлической подложки 106. В таком примере локальное давление, созданное на локализованных участках на поверхностях 108, 110 посредством текстуры рабочих валков 104a-b, больше предела текучести металлической подложки 106, при этом рабочее валковое давление, приложенное рабочими валками 104a-b, ниже предела текучести металлической подложки. Таким образом, в некоторых примерах рабочие валки 104a-b можно использовать для создания локализованных участков пластической деформации на одной или обеих поверхностях 108, 110 металлической подложки 106 (например, для переноса текстур с рабочих валков 104a-b на поверхности 108, 110 металлической подложки) без существенного изменения общей толщины металлической подложки.
[49] Один или оба рабочих валка 104a-b выполнены с возможностью нанесения текстуры, рисунка или элемента на одну или обе поверхности 108, 110 металлической подложки 106 для покрытия определенного процента или доли площади поверхности металлической подложки 106. Например, с помощью рабочих валков 104a-b можно прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106, при этом топография текстуры на одном или обоих рабочих валках 104a-b может создавать на конкретных участках на металлической подложке локализованное давление, которое выше предела текучести металлической подложки 106, так что определенный процент площади поверхности металлической подложки 106 покрывают текстурой, нанесенной с помощью одного или обоих рабочих валков 104a-b. В таком примере локализованное давление, создаваемое топографией текстуры на одном или обоих рабочих валках, выше предела текучести металлической подложки 106 на конкретных участках на металлической подложке 106, что позволяет создать локализованные участки пластической деформации для нанесения текстуры на определенном проценте площади поверхности металлической подложки 106, при этом рабочее валковое давление на других участках металлической подложки 106 ниже предела текучести металлической подложки, так что другие участки металлической подложки не подвергаются пластической деформации (например, остаются недеформированными).
[50] В качестве неограничивающего примера, рабочий валок 104a может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с топографией текстуры на рабочем валке 104a создают локализованные давления, выше предела текучести, которые вынуждают рабочий валок 104a создавать локализованную пластическую деформацию на приблизительно половине площади поверхности 108 подложки 106 и переносить текстуру с рабочего валка 104a для покрытия приблизительно половины площади поверхности 108 подложки 106 за один проход металлической подложки 106 между рабочими валками 104a-b. В таком примере текстура на рабочем валке 104a не создает давления, которое выше предела текучести, на оставшейся половине площади поверхности 108 подложки 106, что позволяет оставить оставшуюся половину недеформированной (т.е. нетекстурированной). Аналогично, рабочий валок 104b может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с текстурой на рабочем валке 104b создают локализованное давление, выше предела текучести, которое заставляет рабочий валок 104b создавать локализованную пластическую деформацию на приблизительно половине площади поверхности 110 и переносить текстуру с рабочего валка 104b для покрытия приблизительно половины площади поверхности 110 за один проход металлической подложки 106 между рабочими валками 104a-b.
[51] В качестве другого примера, рабочий валок 104a может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с текстурой на рабочем валке 104a создают локализованное давление, выше предела текучести, которое заставляет рабочий валок 104a создавать локализованную пластическую деформацию на менее чем приблизительно половине площади поверхности 108 и переносить текстуру с рабочего валка 104a для покрытия менее приблизительно половины площади поверхности 108 за один проход металлической подложки 106 между рабочими валками 104a-b. В качестве еще одного примера, рабочий валок 104b может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с текстурой на рабочем валке 104b создают локализованное давление, выше предела текучести, которое заставляет рабочий валок 104b создавать локализованную пластическую деформацию на менее чем приблизительно половине площади поверхности 110 и переносить текстуру с рабочего валка 104b для покрытия менее приблизительно половины площади поверхности 108 за один проход металлической подложки 106 между рабочими валками 104a-b.
[52] В качестве другого примера, рабочий валок 104a может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с текстурой на рабочем валке 104a создают локализованное давление, выше предела текучести, которое заставляет рабочий валок 104a создавать локализованную пластическую деформацию на менее чем приблизительно одной трети площади поверхности 108 и переносить текстуру с рабочего валка 104a для покрытия менее одной трети площади поверхности 108 за один проход металлической подложки 106 между рабочими валками 104a-b. В качестве другого примера, рабочий валок 104b может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с текстурой на рабочем валке 104b создают локализованное давление, выше предела текучести, которое заставляет рабочий валок 104b создавать локализованную пластическую деформацию на менее чем приблизительно одной трети площади поверхности 110 и переносить текстуру с рабочего валка 104b для покрытия менее одной трети площади поверхности 108 за один проход металлической подложки 106 между рабочими валками 104a-b.
[53] В качестве другого примера, рабочий валок 104a может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с текстурой на рабочем валке 104a создает локализованное давление, выше предела текучести, которое заставляет рабочий валок 104a создавать локализованную пластическую деформацию на менее чем приблизительно одной пятой площади поверхности 108 и переносить текстуру с рабочего валка 104a для покрытия менее одной пятой площади поверхности 108 за один проход металлической подложки 106 между рабочими валками 104a-b. В качестве другого примера, рабочий валок 104b может прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106; при этом указанное рабочее валковое давление вместе с текстурой на рабочем валке 104b создают локализованное давление, выше предела текучести, которое заставляет рабочий валок 104b создавать локализованную пластическую деформацию на менее чем приблизительно одной пятой площади поверхности 110 и переносить текстуру с рабочего валка 104b для покрытия менее приблизительно одной пятой площади поверхности 108 за один проход металлической подложки 106 между рабочими валками 104a-b.
[54] В некоторых примерах процент или доля площади поверхности металлической подложки 106, которую покрывают текстурой во время одного прохода металлической подложки 106 между рабочими валками 104a-b, может зависеть от одного или более факторов, в том числе, например, рабочего валкового давления, приложенного рабочими валками 104a-b к металлической подложке 106, материала металлической подложки 106, размера металлической подложки 106, размера каждого рабочего валка 104a-b и т.д.
[55] Как описано выше, в некоторых примерах рабочее валковое давление, приложенное к металлической подложке 106, вместе с топографией текстуры на рабочих валках 104a-b создает на поверхности металлической подложки 106 локализованные участки, при этом локализованное давление на указанных участках больше предела текучести металлической подложки 106, что приводит к возникновению локализованной частичной пластической деформации на таких участках на поверхности. В таком примере давление на других участках на поверхности металлической подложки 106 ниже предела текучести металлической подложки 106, так что другие участки металлической подложки не подвергаются пластической деформации (например, остаются недеформированными). Например, рабочие валки 104a-b могут прилагать рабочее валковое давление, которое ниже предела текучести металлической подложки 106, при этом указанное рабочее валковое давление вместе с текстурой на рабочих валках 104a-b создают локализованное давление, выше предела текучести, которое заставляет рабочие валки 104a-b создавать локализованную пластическую деформацию на первых участках или местах на поверхности металлической подложки 106, что приводит к тому, что поверхность металлической подложки 106 имеет выступ, пик или впадину на первых местах. В таком примере остальные места или участки поверхности не подвергаются пластической деформации и, следовательно, остаются по существу недеформированными.
[56] В некоторых примерах, поскольку только локализованное давление на поверхности металлической подложки 106 выше предела текучести в конкретных местах на поверхности металлической подложки 106, тогда как рабочее валковое давление, прилагаемое рабочими валками 104a-b, ниже предела текучести металлической подложки, рабочие валки 104a-b можно использовать для создания локализованных участков пластической деформации на одной или обеих поверхностях 108, 110 металлической подложки 106 (например, для переноса текстур с рабочих валков 104a-b на поверхности 108, 110 металлической подложки) без изменения общей толщины металлической подложки 106 при прохождении металлической подложки 106 между парой рабочих валков 104a-b. Кроме того, поскольку локализованное давление, создаваемое текстурой одного или обоих рабочих валков 104a-b на локализованных участках на поверхностях 108, 110 металлической подложки 106, не вызывает существенного уменьшения толщины металлической подложки 106 на локализованных участках на поверхности 108, 110 металлической подложки 106 или по ширине или вдоль длины металлической подложки 106, рабочие валки 104a-b можно использовать для создания локализованных участков пластической деформации на одной или обеих поверхностях 108, 110 металлическая подложка 106 без изменения общей толщины металлической подложки 106 при прохождении металлической подложки 106 между парой рабочих валков 104a-b.
[57] В качестве примера, рабочие валки 104a-b могут прилагать рабочее валковое давление к металлической подложке 106, составляющее приблизительно от 5% до 95% от давления, которое может вызывать измеримое уменьшение толщины металлической подложки 106. В качестве другого примера, рабочие валки 104a-b могут прилагать рабочее валковое давление к металлической подложке 106, составляющее приблизительно от 50% до 80% от давления, которое может вызывать измеримое уменьшение толщины металлической подложки 106. В некоторых примерах приложение низкого рабочего валкового давления к металлической подложке 106 (например, давления ниже предела текучести металлической подложки 106) позволяет использовать опорную конструкцию, которая легче обычной клети прокатного стана, для поддержания рабочих валков 104a-b, прилагающих рабочее валковое давление к металлической подложке 106.
[58] В некоторых примерах рабочие валки 104a-b оказывают рабочее валковое давление на металлическую подложку 106 таким образом, что длина металлической подложки 106 остается по существу постоянной (например, по существу не происходит удлинения или увеличения длины металлической подложки 106) при прохождении металлической подложки 106 между рабочими валками 104a-b. В качестве примера, рабочее валковое давление, приложенное рабочими валками 104a-b к металлической подложке 106, может привести к увеличению длины металлической подложки 106 от приблизительно 0% до приблизительно 1%. В качестве другого примера, длина металлической подложки 106 может увеличиваться на менее чем 0,5% при прохождении металлической подложки 106 между рабочими валками 104a-b. Более конкретно, рабочие валки 104a-b оказывают рабочее валковое давление, которое ниже предела текучести металлической подложки 106, что может предотвратить существенное уменьшение толщины металлической подложки 106 (например, уменьшение на более 1%) при прохождении металлической подложки 106 между рабочими валками 104a-b. Во время текстурирования для предотвращения уменьшение толщины металлической подложки нагрузку передают на рабочие валки 104a-b таким образом, чтобы рабочие валки 104a-b передавали на металлическую подложку 106 рабочее валковое давление, которое ниже предела текучести металлической подложки 108 при прохождении металлической подложки 106 между рабочими валками 104a-b. Поскольку рабочее валковое давление, передаваемое рабочими валками 104a-b на металлическую подложку 106, ниже предела текучести металлической подложки 106, толщина металлической подложки 106 остается по существу постоянной (например, толщина металлической подложки 106 остается по существу постоянной и по существу не происходит уменьшения толщины металлической подложки 106).
[59] В различных примерах изменение толщины по ширине металлической подложки 106 в результате процесса текстурирования составляет менее приблизительно 1% после нанесения текстуры. В различных примерах изменение толщины по ширине металлической подложки 106 в результате как процесса текстурирования, так и прокатки во время обработки путем шлифовки рулонного металла составляет менее приблизительно 2%.
[60] Как описано выше, несколько пар рабочих валков используют для нанесения различных текстур, элементов или рисунков на поверхность металлической подложки. Фиг. 2 представляет собой схематический вид в поперечном разрезе нескольких клетей 102a-f прокатного стана, каждый из которых содержит пары рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b для нанесения нескольких текстур на поверхность металлической подложки. В примере, изображенном на фиг. 2, каждая клеть 102a-f прокатного стана может быть выполнена по существу таким же образом, что и клеть 102 прокатного стана на фиг. 1, и каждый рабочий валок в парах рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b может быть выполнен по существу таким же образом, что и рабочие валки 104a-b на фиг. 1. Хотя на фиг. 2 показаны шесть клетей, можно использовать любое подходящее количество клетей.
[61] В некоторых примерах каждая пара рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b прилагает рабочее валковое давление к металлической подложке 106 для нанесения текстуры на поверхность металлической подложки 106 (например, поверхность 108 на фиг. 1) при прохождении металлической подложки 106 между каждой парой рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b. В некоторых примерах любой подходящий метод текстурирования применяют к по меньшей мере одному рабочему валку в каждой паре рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b таким образом, чтобы указанный рабочий валок в каждой паре рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b имел текстуру. В некоторых случаях по меньшей мере одна из текстур по меньшей мере одного рабочего валка из рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b отличается от текстуры другого рабочего валка 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b. Таким образом, для нанесения различных текстур на поверхность металлической подложки 106 текстуру на рабочем валке из рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b можно нанести на поверхность металлической подложки 106.
[62] В качестве примера, один или оба рабочих валка 200a-b могут иметь первую текстуру, которую можно нанести на поверхность металлической подложки 106 при прохождении металлической подложки 106 между парой рабочих валков 200a-b. Один или оба рабочих валка 202a-b могут иметь вторую текстуру, которая отличается от первой текстуры и которую можно нанести на поверхность металлической подложки 106 при прохождении металлической подложки 106 между парой рабочих валков 202a-b. В некоторых примерах первая текстура, перенесенная или нанесенная на поверхность металлической подложки 106 с помощью рабочих валков 200a-b, может отличаться от второй текстуры, нанесенной или перенесенной на поверхность металлической подложки 106 с помощью рабочих валков 202a-b. Например, первая текстура может иметь размер, форму, глубину, высоту, крупнозернистость и/или концентрацию, которые отличаются от размера, формы, глубины, высоты, крупнозернистости и/или концентрации второй текстуры. В качестве иллюстративного примера, первая текстура, нанесенная рабочими валками 200a-b, может привести к тому, что первая часть поверхности металлической подложки 106 будет представлять собой участок с отрицательной асимметрией, который может содержать впадину, а вторая текстура, нанесенная рабочими валками 202a-b, может привести к тому, что вторая часть поверхности металлической подложки 106 будет представлять собой участок с положительной асимметрией, который может содержать выступ или пик. В таком примере каждый выступ, пик или впадина могут иметь любую форму или размер. Например, каждый выступ, пик или впадина могут иметь глубину или высоту от 0 до 20 мкм. В качестве другого примера, каждый выступ, пик или впадина могут иметь глубину или высоту от 0 до 10 мкм. В качестве другого примера, каждый выступ, пик или впадина могут иметь высоту или глубину от 1 до 8 мкм. В качестве еще одного примера, каждый выступ, пик или впадина могут иметь глубину или высоту от 5 до 7 мкм. В некоторых примерах каждый выступ, пик или впадина могут иметь любую подходящую высоту, глубину, форму или размер. В таких примерах высота, глубина, форма или размер выступа, пика или впадины или текстуры, нанесенной на металлическую подложку 106, могут меняться в зависимости от требуемого нанесения или применения металлической подложки 106. В некоторых примерах участок с отрицательной асимметрией, образованный первой текстурой, может содержать впадины с глубиной, которая отличается от высоты выступов или пиков в пределах участка с положительной асимметрией, образованного второй текстурой. В качестве другого иллюстративного примера, первая текстура может привести к тому, что первая часть металлической подложки 106 будет иметь определенную концентрацию впадин, а вторая текстура может привести к тому, что вторая часть металлической подложки будет иметь другую концентрацию выступов или пиков. Хотя в таком примере пара рабочих валков 200a-b приводит к образованию на металлической подложке 106 участка с отрицательной асимметрией и пара рабочих валков 202a-b приводит к образованию на металлической подложке 106 участка с положительной асимметрией, настоящее изобретение не ограничено такими конфигурациями. Напротив, в других примерах с помощью пары рабочих валков 200a-b, 202a-b на поверхность металлической подложки 106 можно нанести любую текстуру.
[63] При необходимости, один или оба рабочих валка 204a-b могут иметь третью текстуру, которую можно нанести на поверхность металлической подложки 106 при прохождении металлической подложки 106 между парой рабочих валков 204a-b. Любые из рабочих валков 206a-b, 208a-b, 210a-b могут иметь одинаковые или разные текстуры, как первая, вторая и третья текстуры.
[64] В некоторых примерах с помощью одного или более рабочих валков из пары рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b на поверхность металлической подложки 106 можно нанести такую же текстуру, что и другие пары рабочих валков. В качестве одного из неограничивающих примеров, с помощью одного или обоих рабочих валков 200a-b на поверхность металлической подложки 106 можно нанести первую текстуру, с помощью одного или обоих рабочих валков 202a-b на поверхность металлической подложки 106 можно нанести вторую текстуру и с помощью одного или обоих рабочих валков 204a-b на поверхность металлической подложки 106 можно нанести третью текстуру. Один или оба рабочих валка 206a-b могут иметь такую же текстуру, что и рабочие валки 200a-b (например, первую текстуру) и могут наносить первую текстуру на поверхность металлической подложки 106, или один или оба рабочих валка 206a-b могут иметь такую же текстуру, что и рабочие валки 202a-b (например, вторую текстуру). Один или оба рабочих валка 208a-b могут иметь такую же текстуру, что и рабочие валки 202a-b (например, вторую текстуру), и могут наносить вторую текстуру на поверхность металлической подложки 106, или один или оба рабочих валка 208a-b могут иметь такую же текстуру, что и рабочие валки 200a-b (например, первую текстуру). Один или оба рабочих валка 210a-b могут иметь такую же текстуру, что и рабочие валки 204a-b (например, третью текстуру), и могут наносить третью текстуру на поверхность металлической подложки 106, или один или оба рабочих валка 210a-b могут иметь такую же текстуру, что и рабочие валки 200a-b или 202a-b (например, первую или вторую текстуру). В некоторых случаях рабочие валки выполнены таким образом, что на металлическую подложку 106 можно нанести только две текстуры; в других случаях рабочие валки выполнены таким образом, что можно нанести более трех текстур.
[65] В качестве другого неограничивающего примера, с помощью одного или обоих рабочих валков 200a-b на поверхность металлической подложки 106 можно нанести первую текстуру, и с помощью одного или обоих рабочих валков 202a-b и/или 204a-b на поверхность металлической подложки 106 можно нанести такую же текстуру (например, первую текстуру). С помощью одного или более рабочих валков 206a-b на поверхность металлической подложки 106 можно нанести вторую текстуру, и с помощью одного или обоих рабочих валков 208a-b и/или 210a-b на поверхность металлической подложки 106 можно нанести такую же текстуру (например, вторую текстуру).
[66] Металлическая подложка 106 может делать один или более проходов между каждой парой рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b и/или 210a-b. В качестве одного из неограничивающих примеров, с помощью одного или обоих рабочих валков 200a-b на поверхность металлической подложки 106 можно нанести первую текстуру, с помощью одного или обоих рабочих валков 202a-b на поверхность металлической подложки 106 можно нанести вторую текстуру и/или с помощью одного или обоих рабочих валков 204a-b на поверхность металлической подложки 106 можно нанести третью текстуру. Металлическая подложка 106 может сделать еще один проход между рабочими валками 200a-b, 202a-b и/или 204a-b, который позволяет повторно нанести на поверхность металлической подложки 106 первую, вторую и третью текстуры. При необходимости, с помощью рабочих валков 206a-b, 208a-b и/или 210a-b можно нанести любую требуемую комбинацию первой, второй и/или третьей текстур, или можно нанести другие текстуры. Предусмотрены и другие комбинации и варианты.
[67] В различных примерах один или более рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b могут иметь относительно гладкую наружную поверхность, так что рабочий валок может обеспечить требуемый профиль плоскостности (например, по существу плоский, изогнутый, волнообразный и т. д.) на металлической подложке 106 и может сглаживать топографию металлической подложки 106. В таком примере один или более из других рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b могут иметь текстурированную поверхность, так что рабочий валок может вдавливать различные текстуры, элементы или рисунки на поверхность металлической подложки 106 без уменьшения общей толщины металлической подложки 106. Например, каждый из рабочих валков 200a-b может иметь относительно гладкую наружную поверхность, так что рабочие валки 200a-b могут обеспечить на металлической подложке 106 требуемый профиль плоскостности и могут сглаживать топографию металлической подложки 106 (например, иметь шероховатость поверхности менее примерно 0,4-0,6 мкм). В таком примере рабочий валок 210a может иметь определенную текстуру поверхности, так что рабочий валок 210a может вдавливать текстуру, элемент или рисунок на поверхность металлической подложки 106 без уменьшения общей толщины металлической подложки 106. Хотя в таком примере каждый из рабочих валков 200a-b может иметь относительно гладкую поверхность для обеспечения требуемого профиля плоскостности на металлической подложке 106 и для сглаживания топографии металлической подложки 106, и рабочий валок 210a может иметь определенную текстуру поверхности для вдавливания текстуры, элемента или рисунка на поверхность металлической подложки 106, настоящее изобретение не ограничено такими конфигурациями. Напротив, в других примерах, любой из рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b может иметь относительно гладкую поверхность для обеспечения требуемого профиля плоскостности на металлической подложке 106 и для сглаживания топографии металлической подложки 106, и любой из рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b может иметь определенную текстуру поверхности для вдавливания текстуры, элемента или рисунка на поверхность металлической подложки 106.
[68] Таким образом, с помощью рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b на поверхность металлической подложки 106 можно нанести любую комбинацию текстур, рисунков или элементов при прохождении указанной металлической подложки между парами рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b.
[69] В некоторых примерах различные текстуры могут быть нанесены на поверхность металлической подложки 106 путем перекрывания или соприкосновения. В качестве примера, с помощью одного или обоих рабочих валков 200a-b можно нанести первую текстуру в первом месте на поверхности металлической подложки 106, с помощью одного или обоих рабочих валков 202a-b можно нанести вторую текстуру на поверхность металлической подложки 106, которая перекрывает первую текстуру, и с помощью одного или обоих рабочих валков 204a-b можно нанести третью текстуру во втором месте на поверхности металлической подложки 106 рядом с первым местом (например, рядом с местоположением первой и второй текстуры). Рассматриваются и различные другие рисунки.
[70] В некоторых примерах прохождение металлической подложки 106 между парами рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b может привести к тому, что металлическая подложка 106 будет иметь двухслойную или трехслойную поверхность после одного прохода металлической подложки 106 между парами рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b. Двухслойная поверхность относится к поверхности, содержащей две текстуры, элемента или рисунка. Трехслойная поверхность относится к поверхности, содержащей три текстуры, элемента или рисунка. После одного прохода металлической подложки между парами рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b металлическая подложка 106 может иметь любое количество текстур, элементов или рисунков на поверхности металлической подложки 106.
[71] С помощью каждой пары рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b на поверхность металлической подложки 106 можно нанести текстуру, рисунок или элемент для покрытия определенного процента или доли площади поверхности металлической подложки 106. Например, за один проход металлической подложки 106 между парой рабочих валков 200a-b, 202a-b, 204a-b 206a-b, 208a-b, 210a-b каждая пара рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b может нанести на поверхность металлической подложки 106 разные текстуры, покрывающие менее приблизительно половины площади поверхности металлической подложки 106. В некоторых случаях за один проход металлической подложки 106 между парой рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b каждая пара рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b может нанести на поверхность металлической подложки 106 разную текстуру, покрывающую менее приблизительно одной трети площади поверхности металлической подложки 106. Например, за один проход металлической подложки 106 между парой рабочих валков 200a-b пара рабочих валков 200a-b может нанести на поверхность металлической подложки 106 первую текстуру, покрывающую приблизительно 20% поверхности. За один проход металлической подложки 106 между парой рабочих валков 202a-b пара рабочих валков 202a-b может нанести на поверхность металлической подложки 106 вторую текстуру, покрывающую приблизительно 6% поверхности металлической подложки 106. За один проход металлической подложки 106 между парой рабочих валков 204a-b пара рабочих валков 204a-b может нанести на поверхность металлической подложки 106 третью текстуру, покрывающую приблизительно 15% поверхности. Возможны и другие варианты и комбинации.
[72] В некоторых примерах каждая пара рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b оказывает рабочее валковое давление на металлическую подложку 106. Рабочее валковое давление вместе с давлением, создаваемым текстурой, рисунком или элементом на рабочих валках 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b, создает на поверхности металлической подложки 106 локализованную пластическую деформацию для нанесения текстуры, рисунка или элемента на поверхность металлической подложки 106. Рабочее валковое давление, приложенное каждой парой рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b, может быть одинаковым или разным. В качестве неограничивающего примера, пара рабочих валков 200a-b может прилагать первое рабочее валковое давление к металлической подложке 106 для нанесения первой текстуры на поверхность металлической подложки. Пара рабочих валков 202a-b может прилагать второе рабочее валковое давление к металлической подложке 106 для нанесения другой текстуры на поверхность металлической подложки. Как описано выше, рабочее валковое давление, приложенное каждой парой рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b к металлической подложке 106, ниже предела текучести металлической подложки, что позволяет толщине металлической подложки оставаться по существу постоянной (например, не уменьшаться) при прохождении металлической подложки 106 между каждой парой рабочих валков. Таким образом, пары рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b позволяют наносить различные текстуры на поверхность металлической подложки по существу без уменьшения толщины металлической подложки 106 при прохождении металлической подложки 106 между парами рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b.
[73] Нанесение различных текстур, рисунков или элементов на поверхность металлической подложки 106 с применением более чем одной пары рабочих валков (таких как, но не ограничиваясь ими, рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b и/или 210a-b) может привести к улучшению характеристик металлической подложки 106. Например, первая текстура, нанесенная на часть поверхности металлической подложки 106 (например, с помощью первого рабочего валка, такого как рабочий валок 200a), может привести к тому, что первая часть поверхности будет представлять собой участок с положительной асимметрией, содержащий выступ или пик (например, содержащий пики, выходящие за пределы поверхности металлической подложки 106), что может увеличить возможности раскладки металлической подложки 106 или уменьшить электрическое постоянное сопротивление металлической подложки 106. Вторая текстура, нанесенная на вторую часть поверхности металлической подложки 106 (например, с помощью второго рабочего валка, такого как рабочий валок 202a), может привести к тому, что вторая часть поверхности будет представлять собой участок с отрицательной асимметрией, содержащий впадины (например, содержащий впадины, проходящие в поверхность металлической подложки 106), что может увеличить объем смазки, сохраняемой и удерживаемой на металлической подложке 106. Например, фиг. 3 представляет собой изображение металлической подложки, содержащей участки с отрицательной асимметрией 302 в пределах участков с положительной асимметрией 304.
[74] Фиг. 4 представляет собой график, на котором показан пример микроскопических выступов, которые могут содержаться на участках с положительной асимметрией на поверхности металлической подложки. В примере, изображенном на фиг. 4, на графике показаны пики 402, 404, которые выходят за пределы поверхности металлической подложки согласно одному из примеров настоящего изобретения. В примере, изображенном на фиг. 4, линия или ось 406 представляет среднее или усредненное значение высот выступов на поверхности металлической подложки вдоль длины или ширины металлической подложки.
[75] Фиг. 5 представляет собой график, на котором показан пример микроскопических впадин, которые могут содержаться на участках с отрицательной асимметрией на поверхности металлической подложки. В примере, изображенном на фиг. 5, на графике показаны впадины 502, 504, которые проходят в поверхность металлической подложки согласно одному из примеров настоящего изобретения. В примере, показанном на фиг. 5, линия или ось 506 представляет среднее или усредненное значение высот выступов на поверхности металлической подложки вдоль длины или ширины металлической подложки.
[76] Возвращаясь к фиг. 2, третья текстура, нанесенная на другую часть поверхности металлической подложки 106 (например, с помощью третьего рабочего валка, такого как рабочий валок 204a), может привести к тому, что часть поверхности будет иметь повышенные оптические свойства (например, повышенную зеркальность). В других примерах различные текстуры, рисунки или элементы, нанесенные на поверхность металлической подложки 106, могут привести к тому, что металлическая подложка 106 будет иметь какую-либо другую улучшенную характеристику, в том числе, но не ограничиваясь ими, улучшенную свариваемость при точечной контактной сварке, улучшенную адгезию, уменьшенное истирание на формообразующих инструментах, глянцевое покрытие на поверхности металлической подложки 106 (например, относительно равномерную глянцевитость со слегка матированным внешним видом), изотропную отделку на поверхности (например, поверхность, которая по существу идентична во всех направлениях), однородность трения и т. д.
[77] В некоторых примерах для нанесения различных текстур, рисунков или элементов на поверхность металлической подложки 106 во время любой части процесса прокатки металлической подложки можно использовать более одной пары рабочих валков (таких как, но не ограничиваясь ими, рабочие валки 200a-b, 202a-b, 204a-b, 206a-b, 208a-b и/или 210a-b). Например, с помощью рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b можно наносить на металлическую подложку 106 различные текстуры перед стадией термической обработки на твердый раствор в непрерывной линии отжига или линии обработки поверхности, перед стадиями очистки и промывки, перед применением предварительной обработки поверхности, после стадий термической обработки на твердый раствор и очистки и т. д. В качестве другого примера, с помощью рабочих валков 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b можно наносить разные текстуры на металлическую подложку 106 при различных температурах, в том числе, например, при температурах окружающей среды (например, от 20 до 25 градусов Цельсия), температурах до 100 градусов Цельсия или выше или при любой другой температуре.
[78] Хотя на фиг. 2 показаны шесть клетей и шесть пар рабочих валков, для нанесения различных текстур, рисунков или элементов на поверхность металлической подложки можно использовать любое количество клетей, рабочих валков или пар рабочих валков. Кроме того, хотя на фиг. 2 показаны рабочие валки 200a-b, 202a-b, 204a-b, 206a-b, 208a-b, 210a-b в конкретной конфигурации (например, в горизонтальной последовательности или при линейном расположении), для нанесения различных текстур, рисунков или элементов на поверхность металлической подложки можно использовать любую конфигурацию нескольких рабочих валков. Кроме того, для обеспечения требуемых свойств или текстур на поверхности металлической подложки можно изменять количество проходов металлической подложки (например, металлической подложки 106) между любым количеством рабочих валков или парой рабочих валков. Кроме того, для обеспечения требуемых свойств или текстур на поверхности металлической подложки можно изменять процент или долю площади поверхности металлической подложки, покрытой текстурой, перенесенной с рабочего валка. Кроме того, для обеспечения требуемых свойств или текстур на поверхности металлической подложки можно изменять количество различных текстур, нанесенных на металлическую подложку. Кроме того, для обеспечения требуемых свойств или текстур на поверхности металлической подложки можно изменять конкретные текстуры, нанесенные на металлическую подложку.
[79] Фиг. 6 представляет собой изображение металлической подложки, имеющей множество микроструктур, элементов или рисунков на поверхности металлической подложки. В примере, приведенном на фиг. 6, на изображении показаны гладкие текстурированные участки 602 и шероховатые текстурированные участки 604 на поверхности металлической подложки согласно одному из примеров настоящего изобретения. В таком примере металлическая подложка может иметь текстуру двухслойной или трехслойной поверхности (например, поверхности, содержащей комбинацию двух или трех разных текстур).
[80] Фиг. 7 представляет собой график, на котором показан пример металлической подложки, содержащей участок с отрицательной асимметрией согласно одному из примеров настоящего изобретения. В примере, приведенном на фиг. 7, на графике изображена ось 702, представляющая собой профиль поверхности металлической подложки. В таком примере на графике изображены впадины 704, 706, проходящие в поверхность металлической подложки, которые могут создавать общую отрицательную асимметрию в металлической подложке согласно одному из примеров настоящего изобретения. В таком примере на графике также изображены небольшие пики или выступы, выступающие или проходящие от поверхности металлической подложки.
[81] В некоторых примерах для нанесения текстуры на поверхность металлической подложки можно использовать любое количество или любой тип рабочих валков, клетей прокатных станов, рабочих клетей и т. д. согласно различным примерам настоящего изобретения. Обратимся к фиг. 8-9, в некоторых примерах рабочая клеть 802 может содержать пару вертикально ориентированных рабочих валков 804a-b. Рабочие валки 804a-b могут быть выполнены по существу таким же образом, что и рабочие валки 104a-b на фиг. 1. Между рабочими валками 804a-b образован зазор 808, который спроектирован с возможностью приема металлической подложки 806 во время текстурирования металлической подложки 806. Во время обработки рабочие валки 804a-b расположены с возможностью контакта и приложения рабочих валковых давлений к верхней поверхности 810 и нижней поверхности 812 металлической подложки 806, соответственно, при прохождении металлической подложки 806 через зазор 808 в направлении обработки 801.
[82] В общем случае рабочие валки 804a-b могут быть цилиндрическими и могут быть изготовлены из различных материалов, таких как, например, сталь, латунь и различные другие подходящие материалы. Рабочие валки 804a-b можно привести в действие с помощью двигателя или другого подходящего устройства для приведения в действие рабочих валков 804a-b и обеспечения вращения рабочих валков 804a-b. Каждый рабочий валок 804a-b имеет наружную поверхность 814, находящуюся в контакте с поверхностями 810 и 812 металлической подложки 806 во время обработки. В некоторых примерах наружная поверхность 814 одного из рабочих валков 804a-b имеет такую же шероховатость или является более гладкой, чем входящая полоса металлической подложки 806 (например, имеет шероховатость поверхности менее приблизительно 0,4-0,6 мкм), так что во время обработки наружная поверхность 814 рабочего валка сглаживает топографию поверхностей 810 или 812 металлической подложки 806. В данном примере другой рабочий валок из рабочих валков 804a-b может иметь поверхностную текстуру, так что указанный рабочий валок может вдавливать текстуру, элемент или рисунок на другую поверхность 810 или 812 металлической подложки 806 без уменьшения общей толщины металлической подложки 806. В качестве примера, для сглаживания топографии поверхности 810 наружная поверхность 814 рабочего валка 804a может иметь такую же шероховатость или быть более гладкой, чем металлическая подложка 806. В таком примере наружная поверхность 814 рабочего валка 804b может иметь поверхностную текстуру, так что рабочий валок 804b может вдавливать текстуру, элемент или рисунок на другую поверхность 812 металлической подложки 806 без уменьшения общей толщины металлической подложки 806. Хотя в указанном примере рабочий валок 804а имеет поверхность для сглаживания поверхности 810, а рабочий валок 804b имеет текстуру поверхности для вдавливания текстуры, элемента или рисунка на поверхность 812, настоящее изобретение не ограничено перечисленными конфигурациями. Напротив, в других примерах один или оба рабочих валков 804a-b могут иметь поверхностную текстуру для вдавливания текстуры, элемента или рисунка на поверхности 810 и/или 812. В качестве еще одного примера, один или оба рабочих валка могут не иметь шероховатости или быть более гладкими, чем входящая полоса металлической подложки 806.
[83] В других примерах наружная поверхность(и) 814 рабочих валков 804a-b содержит одну или более текстур, которые по меньшей мере частично переносят на одну или обе поверхности 810 и 812 металлической подложки 806 при прохождении металлической подложки 806 через зазор 808, как подробно описано выше. Шероховатость поверхности можно определить количественно с применением способов оптической интерферометрии или других подходящих способов. В различных примерах один или оба рабочих валка 804a-b можно текстурировать с помощью различных технологий текстурирования, включающих, но не ограниченных ими, текстурирование посредством электроразряда (EDT), текстурирование посредством электроосаждения, текстурирование посредством электронного пучка (EBT), текстурирование посредством лазерного луча, нанесение покрытия с помощью электроплавки и различные другие подходящие технологии.
[84] В некоторых примерах рабочие валковые давления, приложенные рабочими валками 804a-b к металлической подложке 806, позволяют толщине металлической подложки 806 и длине металлической подложки 806 оставаться по существу постоянными (например, по существу не происходит уменьшения общей толщины металлической подложки 806 и по существу не происходит увеличения длины металлической подложки 806). Например, рабочие валковые давления, приложенные рабочими валками 804a-b, могут привести к уменьшению толщины металлической подложки 806 на от примерно 0,0% до примерно 1,0%. Например, при прохождении металлической подложки 806 через зазор 808 толщина металлической подложки 806 может уменьшиться на менее примерно 0,5%. В качестве примера, толщина металлической подложки 806 может уменьшиться на менее примерно 0,2% или примерно 0,1%. В различных примерах с помощью рабочих валков 804a-b обрабатывают металлическую подложку 806 таким образом, чтобы рабочее валковое давление составляло примерно от 2 до 45 МПа, что, как правило, меньше (и часто намного меньше) предела текучести материала. В качестве одного из неограничивающих примеров, в некоторых случаях рабочее валковое давление может составлять примерно 15 МПа.
[85] В некоторых примерах рабочая клеть 802 может содержать один или более промежуточных валков 819a-b. В некоторых примерах промежуточные валки 819a-b могут в общем случае быть цилиндрическими и могут быть выполнены из различных материалов, таких как, например, сталь, латунь или различные другие подходящие материалы. Каждый из промежуточных валков 819a-b может иметь диаметр и жесткость, равные или превышающие диаметр и жесткость рабочих валков 804a-b, хотя это необязательно.
[86] Рабочая клеть 802 также может содержать один или более из множества приводов или подшипников 816a-b. Приводы 816a-b могут быть изготовлены из различных материалов, таких как, например, сталь, латунь или различные другие подходящие материалы. Каждый из приводов 816a-b может иметь диаметр, который больше диаметра и жесткости рабочих валков 804a-b, хотя это необязательно. Количество или расположение приводов 816a-b не следует рассматривать как ограничивающее настоящее изобретение. Например, на фиг. 8 показан пример конфигурации двух приводов 816a-b на соответствующем участке соответствующего рабочего валка 804a-b. Однако в других примерах для конкретного участка соответствующих рабочих валков 804a-b можно использовать один привод 816a-b или более двух приводов 816a-b. В некоторых примерах, в которых используют множество приводов 816a-b, приводы 816a-b могут быть расположены в один или более рядов. Однако количество или конфигурацию приводов 816a-b не следует рассматривать как ограничивающую настоящее изобретение. Обратимся к фиг. 9, в каждом ряду приводов 816a-b соседние приводы 816a-b могут быть разнесены на определенное расстояние друг от друга, которое соответствует расстоянию между соседними торцами соседних приводов 816a-b. В различных примерах расстояние между приводами составляет от примерно 1 мм до примерно ширины каждого привода.
[87] В некоторых примерах используют множество приводов 816a-b для передачи локализованных усилий на соответствующие рабочие валки 804a-b посредством промежуточных валков 819a-b, соответственно. Например, приводы 816а расположены вдоль промежуточных валков 819а и выполнены с возможностью приложения нагрузок подшипников на промежуточные валки 819а, которые затем передают нагрузку на рабочий валок 804а, вследствие чего рабочий валок 804а прикладывает рабочее валковое давление к поверхности 810 металлической подложки 806. Аналогично, приводы 816b расположены вдоль промежуточных валков 819b и выполнены с возможностью приложения нагрузок подшипников на промежуточные валки 819b, которые затем передают нагрузку на рабочий валок 804b, вследствие чего рабочий валок 804b прикладывает рабочее валковое давление к поверхности 812 металлической подложки 806. Например, в различных случаях подшипники 816a-b прикладывают вертикальные нагрузки подшипников при перемещении металлической подложки 806 горизонтально в направлении движения 801. В некоторых примерах нагрузка подшипника составляет от примерно 2 кгс до примерно 20000 кгс. В некоторых примерах по меньшей мере некоторые из подшипников 816a-b являются независимо регулируемыми относительно соответствующего рабочего валка 804a-b, так что локальное давление в отдельных местах вдоль ширины рабочего валка 804a-b можно независимо регулировать. В других примерах два или более подшипника 816a-b можно регулировать синхронно.
[88] Как показано на фиг. 8, промежуточные валки 819а поддерживают рабочий валок 804а, а промежуточные валки 819b поддерживают рабочий валок 804b. Хотя два промежуточных валка 819a показаны вместе с рабочим валком 804a, и два промежуточных валка 819b показаны вместе с рабочим валком 804b, количество промежуточных валков 819a-b не следует рассматривать как ограничивающее настоящее изобретение. Напротив, в других примерах можно использовать любое количество промежуточных валков 819a-b для поддержания любого количества рабочих валков 804a-b. В некоторых примерах предусмотрены промежуточные валки 819a-b для предотвращения разделение рабочих валков 804a-b при прохождении металлической подложки 806 через зазор 808. В некоторых примерах промежуточные валки 819a-b дополнительно используют для переноса локализованных усилий на соответствующих рабочих валках 804a-b от соответствующих приводов 816a-b.
[89] Хотя в примере, изображенном на фиг. 8, показаны промежуточные валки 819a-b, в некоторых примерах промежуточные валки 819a-b могут быть опущены, и приводы 816a-b могут прямо или косвенно передавать усилия на рабочие валки 804a-b, соответственно.
[90] В различных примерах приводы 816а используют для передачи усилий на рабочий валок 804а, а приводы 816b используют для передачи усилий на рабочий валок 804b. Количество и конфигурацию приводов 816a-b не следует рассматривать как ограничивающие настоящее изобретение, поскольку количество и конфигурацию приводов 816a-b можно изменять, при необходимости. В различных примерах приводы 816a-b ориентированы по существу перпендикулярно направлению обработки 801. В некоторых примерах каждый привод 816a-b имеет профиль с выпуклостью или выемкой по всей ширине соответствующего привода 816a-b, при этом выпуклость обычно относится к разнице в диаметре между осевой линией и кромками привода (например, привод имеет бочкообразную форму). Выпуклость или выемка может иметь высоту от примерно 0 до примерно 50 мкм. В одном из неограничивающих примерах выпуклость составляет примерно 30 мкм. В другом неограничивающем примере выпуклость составляет примерно 20 мкм. В некоторых примерах выпуклость приводов 816a-b можно регулировать для дополнительного регулирования усилий, прилагаемых к рабочим валкам 804a-b, соответственно. В некоторых примерах приводы 816a-b можно по отдельности регулировать посредством контроллера (не показан). В других примерах два или более приводов 816a-b можно регулировать совместно.
[91] В некоторых случаях во время текстурирования верхний рабочий валок 804а обычно можно привести в движение в определенном направлении, указанном стрелкой 803, и нижний рабочий валок 804b обычно можно привести в движение в определенном направлении, указанном стрелкой 805. В таких примерах рабочие валки приводят в движение относительно как верхней поверхности 810, так и нижней поверхности 812 металлической подложки 806. Однако в других примерах может быть приведена в движение только одна сторона клети 802/только один из рабочих валков 804а-b, при этом приведение в движение, указанное стрелкой 803, или приведение в движение, указанное стрелкой 805, может быть опущено. В таких примерах во время текстурирования подшипники на одной стороне могут быть заблокированы и/или могут быть вообще опущены, так что один из рабочих валков 804a-b не запускают (т.е. воздействие на металлическую подложку происходит только с одной стороны металлической подложки). Например, в некоторых случаях нижние приводы 816b могут быть заблокированы, вследствие чего нижний рабочий валок 104b заблокирован (и не приводится в движение в направлении, указанном стрелкой 805). В других примерах нижние приводы 816b могут быть опущены, вследствие чего нижний рабочий валок 104b заблокирован.
[92] В некоторых примерах, в которых используют множество приводов 816a-b, приводы 816a-b могут быть расположены в один или более рядов. Однако количество или конфигурацию приводов 816a-b подшипников не следует рассматривать как ограничивающую настоящее изобретение. В пределах каждого ряда приводов 816a-b соседние приводы 816a-b разнесены на определенное расстояние друг от друга, которое соответствует расстоянию между соседними торцами соседних приводов 816a-b. В различных примерах расстояние между приводами составляет от примерно 1 мм до примерно ширины каждого привода. Согласно определенным аспектам плотность приводов 816a-b или количество приводов 816a-b, действующих на конкретную часть рабочих валков, можно варьировать вдоль рабочих валков. Например, в некоторых случаях количество приводов 816a-b на краевых участках рабочих валков может отличаться от количества приводов 816a-b на центральном участке рабочих валков.
[93] В некоторых примерах характеристику приводов 816a-b можно регулировать или контролировать в зависимости от требуемого местоположения конкретных приводов 816a-b вдоль ширины рабочих валков. В качестве одного из неограничивающих примеров, выпуклость или выемка приводов 816a-b вблизи кромок рабочих валков может отличаться от выпуклости или выемки приводов 816a-b по направлению к центру рабочих валков. Согласно другим аспектам диаметр, ширину, расстояние и т.д. контролировать или регулировать таким образом, чтобы конкретная характеристика приводов 816a-b могла быть одинаковой или различной в зависимости от местоположения. Согласно некоторым аспектам подшипники, имеющие разные характеристики на краевых участках рабочих валков по сравнению с подшипниками на центральных участках рабочих валков, могут дополнительно обеспечивать равномерное давление или другие требуемые профили давления во время текстурирования. Например, в некоторых случаях подшипники можно регулировать для намеренного изменения плоскостности и/или текстуры металлической подложки. В качестве некоторых примеров, приводы 816a-b можно регулировать для намеренного создания волны у кромки, создания более тонкой кромки и т.д. Могут быть созданы различные другие профили.
[94] В различных примерах наряду с возможностью регулировки в вертикальном направлении для управления нагрузкой подшипника приводы 816a-b также можно регулировать в поперечном направлении относительно соответствующего рабочего валка 804a-b, что означает, что положение приводов 816a-b вдоль ширины соответствующего рабочего валка 804a-b можно регулировать. Например, в примерах, в которых приводы 816a-b расположены в по меньшей мере одном ряду, указанный ряд содержит два краевых привода 817, которые представляют собой наиболее удаленные от центра приводы 816a-b из ряда приводов 816a-b. В некоторых примерах по меньшей мере приводы 817 регулируют в поперечном направлении.
[95] Хотя в примере, изображенном на фиг. 8, одну пару рабочих валков 804a-b используют для нанесения текстуры на поверхность металлической подложки 806, настоящее изобретение не ограничено такими конфигурациями. Напротив, в других примерах можно использовать любое количество или любую конфигурацию рабочих валков, пар рабочих валков, рабочих клетей и т. д. для нанесения текстуры на поверхность металлической подложки, как описано выше. Например, фиг. 10 представляет собой схему одной или более рабочих клетей 802a-b и рабочих валков 804a-b для нанесения текстуры на поверхность металлической подложки согласно одному из примеров настоящего изобретения. По сравнению с примером, изображенным на фиг. 8, на фиг. 10 показан пример, содержащий две рабочие клети 802a-b. В таком примере рабочая клеть 802a содержит рабочие валки 804a-b, которые могут иметь гладкую наружную поверхность для одновременного выравнивания и сглаживания металлической подложки 806. Рабочая клеть 802b содержит рабочие валки 804a-b, один или оба из которых могут иметь текстуру на внешней поверхности, которую наносят на металлическую подложку 806. В таком примере рабочая клеть 802a расположена перед рабочей клетью 802b. Как отмечено выше, возможны различные другие воплощения и конфигурации.
[96] В некоторых примерах одна сторона рабочей клети может быть заблокирована, вследствие чего в движение приводят только одну сторону клети (то есть клеть приводят в движение только в направлении 803 или только в направлении 805). В таких примерах вертикальное положение нижнего рабочего валка 104b является фиксированным, неподвижным и/или не перемещается вертикально относительно металлической подложки.
[97] Согласно некоторым аспектам, когда приводы находятся как на верхней, так и на нижней сторонах клети, одна сторона рабочей клети может быть заблокирована путем управления одним набором приводов, так что их не приводят в действие. Например, в некоторых случаях нижние приводы 816b могут быть заблокированы, вследствие чего нижний рабочий валок 804b не срабатывает в направлении 805. В других примерах нижние приводы 816b могут быть опущены, вследствие чего нижний рабочий валок 104b заблокирован. В других примерах можно использовать различные другие механизмы таким образом, чтобы одна сторона клети была заблокирована. Например, на фиг. 11 и 12 показан дополнительный пример рабочей клети, в которой одна сторона заблокирована, а на фиг. 13 и 14 показан другой пример рабочей клети, в которой одна сторона заблокирована. Можно использовать различные другие подходящие механизмы и/или конфигурации валков для блокировки одной стороны рабочей клети при одновременном обеспечении необходимой поддержки заблокированной стороны рабочей клети.
[98] На фиг. 11 и 12 показан еще один пример рабочей клети 1102. Рабочая клеть 1102 по существу аналогична рабочей клети 802, за исключением того, что рабочая клеть 1102 содержит фиксированные опорные валки 1121 вместо нижних приводов 816b. В таком примере фиксированные опорные валки 1121 не приводят в движение в вертикальном направлении, и поэтому рабочая клеть 1102 запускается только в направлении 803. Необязательно, опорные валки 1121 опираются на клеть 1123 или другую подходящую опору, при необходимости. Необязательно, клеть 1123 поддерживает каждый опорный валок 1121 в одном или более местах вдоль опорного валка 1121. В примере на фиг. 11 и 12 используют три опорных валка 1121; однако в других примерах может быть предусмотрено любое требуемое количество опорных валков 1121. В таких примерах, поскольку опорные валки 1121 закреплены вертикально, нижний рабочий валок 804b заблокирован, что означает, что нижний рабочий валок 804b является фиксированным, неподвижным и/или не перемещается вертикально относительно металлической подложки. В таких примерах приведение в действие в клети 1102 во время текстурирования происходит только с одной стороны клети 1102 (то есть воздействие происходит только с верхней стороны клети с верхним рабочим валком 104a).
[99] На фиг. 13 и 14 показан еще один пример рабочей клети 1302. Рабочая клеть 1302 по существу аналогична рабочей клети 802, за исключением того, что промежуточные валки и приводы опущены, а диаметр нижнего рабочего валка 804b больше диаметра верхнего рабочего валка 804a. В таком примере рабочую клеть 1302 приводят в движение только в направлении 803. Согласно некоторым аспектам нижний рабочий валок 804b большего диаметра обеспечивает необходимую поддержку против приведения в действие, так что во время текстурирования образуется требуемый профиль металлической подложки 808. Понятно, что в других примерах промежуточные валки и/или различные другие опорные валки могут быть снабжены нижним рабочим валком 804b. В дополнительных примерах нижний рабочий валок 804b может иметь диаметр, аналогичный диаметру верхнего рабочего валка 804a, и рабочая клеть дополнительно содержит любое требуемое количество промежуточных валков и/или опорных валков для обеспечения необходимой опоры нижнему рабочему валку, когда одна их сторон заблокирована.
[100] Ниже предоставлен перечень иллюстративных вариантов реализации, включающий по меньшей мере некоторые варианты, явным образом перечисленные как «ECs» (иллюстративные комбинации), обеспечивающие дополнительное описание разнообразных типов вариантов реализации в соответствии с идеями, описанными в настоящем документе. Подразумевают, что такие примеры не должны быть взаимоисключающими, исчерпывающими или ограничительными; при этом настоящее изобретение не ограничено указанными иллюстративными вариантами реализации, но скорее включает все возможные модификации и изменения в пределах объема опубликованной формулы изобретения и ее эквивалентов.
[101] ПРИМЕР 1. Способ нанесения текстур на подложку, включающий: нанесение первой текстуры на первую поверхность подложки с помощью первой пары рабочих валков, при этом по меньшей мере один рабочий валок в первой паре рабочих валков имеет первую текстуру; и нанесение второй текстуры на первую поверхность подложки с помощью второй пары рабочих валков после нанесения первой текстуры, при этом вторая текстура отличается от первой текстуры, и при этом по меньшей мере один рабочий валок во второй паре рабочих валков имеет вторую текстуру, и при этом нанесение первой текстуры и второй текстуры включает: приложение с помощью первой пары рабочих валков первого рабочего валкового давления к первой поверхности подложки и приложение с помощью второй пары рабочих валков второго рабочего валкового давления к первой поверхности подложки, при этом приложение первого рабочего валкового давления и второго рабочего валкового давления создает локализованные участки пластической деформации на первой поверхности подложки благодаря первой топографии первой текстуры и второй топографии второй текстуры, и при этом первая текстура и вторая текстура нанесены на локализованные участки первой поверхности, причем общая толщина подложки остается по существу постоянной.
[102] ПРИМЕР 2. Способ согласно любому из предшествующих или последующих примеров, в котором первая текстура имеет по меньшей мере один параметр, выбранный из размера, формы, глубины, высоты или крупнозернистости, который отличается от по меньшей мере одного параметра, выбранного из размера, формы, глубины, высоты или крупнозернистости второй текстуры.
[103] ПРИМЕР 3. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение второй текстуры включает по меньшей мере частичное перекрывание первой текстуры со второй текстурой на первой поверхности подложки за один проход подложки между первой парой рабочих валков и второй парой рабочих валков.
[104] ПРИМЕР 4. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение первой текстуры включает нанесение первой текстуры в первом месте на первой поверхности подложки, и нанесение второй текстуры включает нанесение второй текстуры во втором месте на первой поверхности подложки, прилегающему к первому месту.
[105] ПРИМЕР 5. Способ согласно любому из предшествующих или последующих примеров, в котором каждое из первого рабочего валкового давления и второго рабочего валкового давления, приложенных к подложке, ниже предела текучести подложки.
[106] ПРИМЕР 6. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение первой текстуры на первую поверхность подложки включает нанесение первой текстуры на менее чем приблизительно половину площади первой поверхности подложки.
[107] ПРИМЕР 7. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение первой текстуры на первую поверхность подложки включает нанесение первой текстуры на менее чем приблизительно одну треть площади первой поверхности подложки.
[108] ПРИМЕР 8. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение первой текстуры на первую поверхность подложки включает нанесение первой текстуры на менее чем приблизительно одну пятую площади первой поверхности подложки.
[109] ПРИМЕР 9. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение второй текстуры на первую поверхность подложки включает нанесение второй текстуры на менее чем приблизительно половину площади первой поверхности подложки.
[110] ПРИМЕР 10. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение второй текстуры на первую поверхность подложки включает нанесение второй текстуры на менее чем приблизительно одну треть площади первой поверхности подложки.
[111] ПРИМЕР 11. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение второй текстуры на первую поверхность подложки включает нанесение второй текстуры на менее чем приблизительно одну пятую площади первой поверхности подложки.
[112] ПРИМЕР 12. Способ согласно любому из предшествующих или последующих примеров, в котором подложка представляет собой алюминиевый лист или лист из алюминиевого сплава.
[113] ПРИМЕР 13. Способ согласно любому из предшествующих или последующих примеров, в котором первая текстура содержит участок с отрицательной асимметрией на первом месте первой поверхности подложки, и вторая текстура содержит участок с положительной асимметрией на втором месте первой поверхности подложки, или в котором первая текстура содержит участок с положительной асимметрией на первом месте первой поверхности подложки, и вторая текстура содержит участок с отрицательной асимметрией на втором месте первой поверхности подложки.
[114] ПРИМЕР 14. Способ согласно любому из предшествующих или последующих примеров, в котором по меньшей мере один участок, выбранный из участка с положительной асимметрией или участка с отрицательной асимметрией, имеет выступы или впадины со средней высотой или глубиной от 0 до 20 мкм.
[115] ПРИМЕР 15. Способ согласно любому из предшествующих или последующих примеров, в котором по меньшей один участок, выбранный из участка с положительной асимметрией или участка с отрицательной асимметрией, имеет выступы или впадины со средней высотой или глубиной от 1 мкм до 8 мкм.
[116] ПРИМЕР 16. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение первой текстуры на первую поверхность подложки с помощью первой пары рабочих валков включает нанесение первой текстуры на первую поверхность подложки с помощью первого рабочего валка из первой пары рабочих валков и дополнительно включает: нанесение текстуры, отличной от первой текстуры, на вторую поверхность подложки с помощью второго рабочего валка из первой пары рабочих валков.
[117] ПРИМЕР 17. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение первой текстуры на первую поверхность подложки с помощью первой пары рабочих валков или нанесение второй текстуры на первую поверхность с помощью второй пары рабочих валков приводит к уменьшению общей толщины подложки менее чем на один процент.
[118] ПРИМЕР 18. Способ согласно любому из предшествующих или последующих примеров, в котором нанесение первой текстуры на первую поверхность подложки с помощью первой пары рабочих валков или нанесение второй текстуры на первую поверхность с помощью второй пары рабочих валков приводит к увеличению общей длины подложки менее чем на один процент.
[119] ПРИМЕР 19. Подложка, полученная согласно способу по любому из предшествующих или последующих примеров.
[120] ПРИМЕР 20. Подложка, содержащая: первую поверхность, имеющую первую текстуру и вторую текстуру, при этом первая текстура отличается от второй текстуры, при этом первая текстура имеет по меньшей мере один параметр, выбранный из размера, формы, высоты, глубины или крупнозернистости, который отличается от по меньшей мере одного параметра, выбранного из размера, формы, высоты, глубины или крупнозернистости второй текстуры.
[121] ПРИМЕР 21. Подложка согласно любому из предшествующих или последующих примеров, в которой первая текстура содержит участок с отрицательной асимметрией на первом месте первой поверхности подложки, а вторая текстура содержит участок с положительной асимметрией на втором месте первой поверхности подложки, или в которой первая текстура содержит участок с положительной асимметрией на первом месте первой поверхности подложки, а вторая текстура содержит участок с отрицательной асимметрией на втором месте первой поверхности подложки.
[122] ПРИМЕР 22. Подложка согласно любому из предшествующих или последующих примеров, в которой по меньшей мере один участок, выбранный из участка с положительной асимметрией или участка с отрицательной асимметрией, имеет выступы или впадины со средней высотой или глубиной от 0 до 20 мкм.
[123] ПРИМЕР 23. Подложка согласно любому из предшествующих или последующих примеров, в которой по меньшей мере один участок, выбранный из участка с положительной асимметрией или участка с отрицательной асимметрией, имеет выступы или впадины от 1 мкм до 8 мкм.
[124] ПРИМЕР 24. Подложка согласно любому из предшествующих или последующих примеров, в которой первая текстура покрывает менее приблизительно половины площади первой поверхности подложки.
[125] ПРИМЕР 25. Подложка согласно любому из предшествующих или последующих примеров, в которой вторая текстура покрывает менее приблизительно половины площади первой поверхности подложки.
[126] ПРИМЕР 26. Подложка согласно любому из предшествующих или последующих примеров, в которой первая текстура покрывает менее приблизительно одной трети площади первой поверхности подложки.
[127] ПРИМЕР 27. Подложка согласно любому из предшествующих или последующих примеров, в которой вторая текстура покрывает менее приблизительно одной трети площади первой поверхности подложки.
[128] ПРИМЕР 28. Подложка согласно любому из предшествующих или последующих примеров, в которой первая текстура покрывает менее приблизительно одной пятой площади первой поверхности подложки.
[129] ПРИМЕР 29. Подложка согласно любому из предшествующих или последующих примеров, в которой вторая текстура покрывает менее приблизительно одной пятой площади первой поверхности подложки.
[130] ПРИМЕР 30. Подложка согласно любому из предшествующих или последующих примеров, в которой подложка представляет собой алюминиевый лист или лист из алюминиевого сплава.
[131] ПРИМЕР 31. Подложка согласно любому из предшествующих или последующих примеров, в которой вторая поверхность подложки имеет по меньшей мере одну текстуру, выбранную из первой текстуры, второй текстуры и третьей текстуры, при этом третья текстура отличается от первой и второй текстуры.
[132] ПРИМЕР 32. Способ согласно любому из предшествующих или последующих примеров, в котором приложение первого рабочего валкового давления к первой поверхности подложки посредством первой пары рабочих валков включает приведение в действие в вертикальном направлении одного рабочего валка из первой пары рабочих валков при одновременной блокировке вертикального положения другого рабочего валка из первой пары рабочих валков.
[133] Возможны различные конфигурации компонентов, изображенных на чертежах или описанных выше, а также компонентов и стадий, которые не были показаны или описаны. Аналогично, некоторые особенности и подкомбинации являются полезными и могут использоваться без ссылки на другие особенности и подкомбинации. Варианты реализации настоящего изобретения были описаны для иллюстративных, а не ограничительных целей, при этом альтернативные варианты реализации станут очевидными для читателей данного патента. Соответственно, настоящее изобретение не ограничено вариантами реализации, описанными выше или изображенными на чертежах, и различные варианты реализации и модификации могут быть выполнены без отступления от объема формулы изобретения, приведенной ниже.
Реферат
Изобретение относится к способу нанесения текстур на подложку. Наносят текстуры посредством пары рабочих валков. Каждая пара рабочих валков включает верхний рабочий валок и нижний рабочий валок, вертикально ориентированный относительно верхнего рабочего валка. Верхний рабочий валок и нижний рабочий валок поддерживаются промежуточными валками. Вдоль промежуточных валков расположены приводы, выполненные с возможностью передачи нагрузок на промежуточные валки. Промежуточные валки передают нагрузку на рабочие валки, вследствие чего рабочие валки при прохождении между ними подложки передают рабочее валковое давление на подложку, которое ниже предела текучести материала подложки. Приводы выполнены с возможностью регулирования в вертикальном направлении для управления указанной нагрузкой и регулирования в поперечном направлении относительно соответствующего рабочего валка. В результате обеспечивается создание локальной пластической деформации на поверхности металлической подложки без изменения общей толщины металлической подложки. 9 з.п. ф-лы, 14 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ и устройство для производства металлических листов или полос и металлические листы или полосы
Способ прокатки полосового металла в многоклетевом стане
Комментарии