Устройство для выправления круглой трубы - RU2316402C2
Код документа: RU2316402C2
Чертежи






Описание
Настоящее изобретение относится к способам выправления круглой трубы путем уменьшения ее диаметра с дополнительным эффектом выпрямления и повышения ее круглости и к устройствам для их осуществления. Более конкретно, изобретение относится к таким способам и устройствам, которые используют для этой цели множество роликов.
По различным причинам при изготовлении трубы путем прокатки и получения изделия трубчатой формы из плоской ленты или полосы, и соединения сварным швом стыкуемых краев, невозможно осуществлять точный контроль окончательного диаметра трубы. Особенно это относится к трубам больших диаметров и к трубам, изготавливаемым из материала малой толщины, например, при диаметрах более 150 мм или при толщине стенки, составляющей менее 2% диаметра; труба, изготовленная при этих условиях, может быть не вполне круглой. Часто наблюдаются также некоторые отклонения от прямолинейности. Хорошо известно, что в стандартах на некоторые формы труб разрешаются очень широкие диапазоны допусков.
Существует множество областей применения труб, в которых труба должна отвечать требованиям высокой точности по диаметру, круглости и прямолинейности, и поэтому был разработан ряд способов корректировки отклонений этих параметров. Если диаметр трубы необходимо увеличить, то общепринятым способом является протягивание цилиндрической матрицы из какого-нибудь подходящего твердого материала, имеющей несколько больший наружный диаметр, чем внутренний диаметр трубы, через отверстие трубы для ее растяжения. Если требуется произвести корректировку, превышающую минимальные величины, то могут потребоваться последовательные прохождения матрицы последовательно увеличиваемого диаметра, причем при такой обработке внутренней поверхности трубы может требоваться смазка; обычными следствиями являются образование задиров на внутренних поверхностях и некоторое утонение стенок. Достоинством этого способа является возможность выполнения процесса в непрерывном режиме. В другом способе внутренний диаметр трубы увеличивают путем воздействия на внутреннюю поверхность на коротких участках длины трубы гидравлическим давлением для ее растяжения в охватывающей матрице. Использование этого способа обычно ограничено короткими длинами труб, и способ обладает недостатками, заключающимися в большой продолжительности процесса и, следовательно, невозможности выполнения этих операций в непрерывном режиме. Оба способа хорошо известны в данной области техники.
Если требуется уменьшить диаметр трубы, то обычно производят прокатку путем пропуска трубы через множество вогнутых роликов, расположенных так, что их поверхности максимального диаметра соприкасаются в общей точке, а из их совмещенных вогнутостей образуется более или менее полный круг меньшего диаметра, чем требующийся окончательный диаметр трубы. Равноотстоящие друг от друга ролики поддерживают на цапфах, расположенных параллельно касательным к поверхности трубы, и их приводят во вращение в то время, как трубу, размеры которой надлежит изменить, подают между ними и, таким образом, подвергают ее холодной обработке, уменьшая ее диаметр. Если при этом трубу одновременно не вытягивают, то происходит некоторое утолщение ее стенки. Примером этого способа может служить процесс, описанный в патенте US 5533370. Можно предположить, что этот способ предназначен только для обработки труб меньших диаметров, а тот факт, что для достижения окончательного размера способ включает протяжку прокатанной трубы через матрицу, указывает на ограниченную возможность контролирования достигаемого в результате обработки диаметра.
Недостатками этого способа являются: относительно малые величины уменьшения диаметра за один проход, обычно составляющие около 0,2-0,4 мм; наличие существенного истирающего действия, вызываемого боковыми сторонами вогнутостей роликов, которое может приводить к появлению царапин на наружных поверхностях трубы (существенный фактор в изделиях из нержавеющей стали); относительная неэффективность применения способа для обработки труб больших диаметров с относительно тонкой стенкой. Образование царапин на наружных поверхностях особенно выражено при обработке труб больших диаметров, когда способ обычно осуществляют, используя только два ролика, содержащих глубокие вогнутости. Очевидно, как это предполагается в приведенном примере, что диаметр трубы может быть уменьшен путем протяжки ее через охватывающую калибровочную матрицу. При применении этого способа может требоваться смазка трубы; наружная поверхность трубы часто бывает процарапана выступами в матрице или появляются задиры, вызванные матрицей; может иметь место некоторое утолщение стенок и удлинение трубы. Пример этого способа предложен в US 4057992, согласно которому используют как внутреннюю, так и наружную матрицу, которые обычно являются второй и третьей производственными операциями.
Другой пример уменьшения диаметра путем прокатки, в данном случае описан при формовании высокоскоростным вращением, предложен в US 6233991, согласно которому короткий участок длины трубы удерживают зажимами только по концам с возможностью ее вращения и по длине трубы вводят в контакт с ее наружной поверхностью множество цилиндрических роликов, и осуществляют давление ими в то время, как ее вращают, таким образом уменьшая ее диаметр и, если требуется, придавая ей коническую форму. Способ применим только на коротких участках длины трубы и очевидно, что его нельзя выполнять в непрерывном режиме. К настоящему изобретению имеет отношение US 42894, согласно которому металлические тонкостенные трубы формируют из сплошной заготовки в стане-удлинителе системы Ассела. В этом случае предложено изменять толщину стенки сформированной трубы путем регулирования положений множества формующих роликов в радиальном направлении. Регулирование производят путем увеличения наклона коротких цапф, на которых установлены формующие ролики с возможностью вращения, таким образом перемещая ролики радиально внутрь или наружу. Концы коротких цапф удерживают с возможностью их вращения в соответствующих подшипниках, установленных в шаровых частях шаровых шарниров, причем шаровые элементы могут перемещаться в ответных втулках таким образом, чтобы обеспечивать возможность наклона цапф. Ролики выполнены короткими и снабжены заплечиками, которыми они воздействуют на заготовку, из которой формируют трубу.
Во многих способах прокатки труб, например в описанном в US 4827749 способе, в отверстие трубы, которую надлежит прокатать, вставляют оправку, и трубу обрабатывают множеством роликов на участке напротив оправки.
Обычно также применяют способы, в которых ламинированную трубу изготавливают путем протягивания одного отрезка трубы в отверстие другой трубы. Если, например, внутренняя труба изготовлена из полимерного материала, то ее обычно постепенно уменьшают в диаметре путем пропуска между вогнутыми роликами или путем пропуска через охватывающую калибровочную матрицу, как описано выше, при введении ее внутрь трубы большего диаметра, а затем ее расширяют путем приложения внутреннего давления жидкости для обеспечения плотной посадки внутри наружной трубы. Кроме того, для обеспечения более надежного удерживания внутренней трубы наружную трубу можно затем уменьшить в диаметре, используя один из описанных выше способов. Если обе трубы (внутренняя и наружная) являются металлическими, то внутреннюю удерживают просто путем уменьшения диаметра наружной трубы.
Целью настоящего изобретения является создание способа уменьшения диаметра трубы и устройства для его осуществления, с помощью которого можно быстро и с высокой точностью регулировать получение трубы с точным окончательным диаметром; можно использовать для обработки труб бесконечной длины или труб конечной длины; может быть выполнена самокорректировка; можно также обеспечивать эффект выпрямления трубы; при обработке не образуются царапины на наружной поверхности трубы; можно производить уменьшение диаметра за один проход в большей степени, чем при использовании других систем; обеспечивается высокая степень круглости трубы; можно использовать блочно для выполнения многоступенчатого воздействия; можно производить обработку труб без необходимости их смазки; обеспечивается эффективность при обработке всего диапазона диаметров труб, как тонкостенных, так и толстостенных.
Согласно настоящему изобретению диаметр трубы уменьшают путем пропускания трубы через вращаемое устройство, содержащее несущий цилиндр, в котором установлено множество близкорасположенных и равноотстоящих друг от друга, наклоненных, длинных, узких, параллельно-цилиндрических роликов из жесткого, твердого материала, которыми воздействуют на наружную поверхность трубы при прохождении ее через упомянутое устройство. Упомянутые ролики устанавливают в виде цилиндрической структуры, причем их концы располагают на начальных окружностях одинакового диаметра и поддерживают с возможностью вращения в соответствующих подшипниках, установленных в торцевых фланцах упомянутого несущего цилиндра, причем упомянутые торцевые фланцы снабжены отверстиями для ввода и вывода обрабатываемой трубы. Один или оба упомянутых торцевых фланца можно поворачивать относительно концов упомянутого несущего цилиндра для регулирования, таким образом, угла наклона упомянутых роликов, которые, несмотря на их смещение относительно продольной оси упомянутого несущего цилиндра, остаются в плоскостях, параллельных упомянутой продольной оси. Упомянутые подшипники упомянутых роликов опираются на частично сферические втулки, которые, в свою очередь, вставлены в ответные стаканы, размещенные в упомянутых торцевых фланцах так, что упомянутые ролики по-прежнему имеют возможность вращения в упомянутых торцевых фланцах в наклоненном положении. Сам упомянутый несущий цилиндр установлен с возможностью вращения в одном или нескольких подшипниках, благодаря чему его можно вращать относительно его продольной оси, приводя во вращательное движение соответствующим приводным двигателем. Во время работы угол наклона упомянутых роликов регулируют для воздействия с желаемой силой узкими центрально расположенными контактными зонами роликов на наружную поверхность трубы. Как было сказано ранее, трубу пропускают с постоянной скоростью через упомянутую цилиндрическую структуру роликов, причем упомянутый несущий цилиндр вращают посредством его приводного двигателя, вынуждая упомянутые контактные зоны упомянутых роликов описывать непрерывные, параллельные, перекрывающие друг друга, спиральные траектории вдоль наружной поверхности упомянутой трубы, локально прикладывая сжимающую силу к упомянутой трубе, превышающую предел текучести материала, из которого она изготовлена, и таким образом вынуждая упомянутую трубу принимать форму с меньшим диаметром. Прохождение упомянутых контактных зон упомянутых роликов по наружной поверхности упомянутой трубы вызывает эффективное шлифование поверхности без ее царапанья; при этом одновременно корректируют любые наружные отклонения от круглости упомянутой трубы и, при необходимости выпрямления данной трубы, ее правильно направляют при пропуске через упомянутые ролики, обеспечивая таким образом выпрямление.
Различные аспекты настоящего изобретения более полно можно понять при ознакомлении с последующим описанием предпочтительных вариантов осуществления со ссылками на прилагаемые чертежи, на которых:
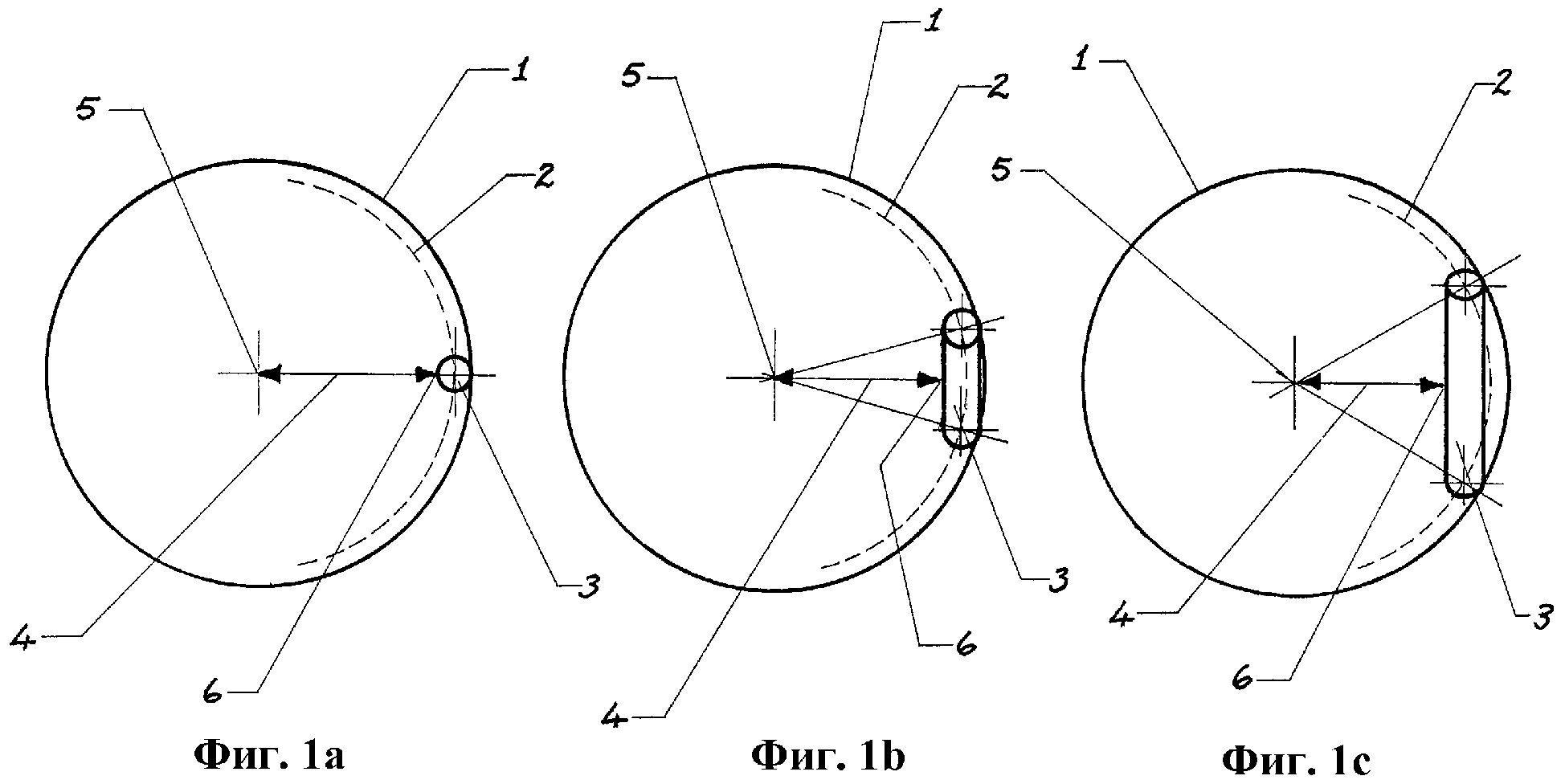
Фиг.1а, 1b и 1с - частичные поперечные разрезы упомянутого несущего цилиндра, на которых изображены различные положения одного из упомянутых роликов упомянутой цилиндрической структуры;
Фиг.2 - частичный поперечный разрез упомянутого несущего цилиндра и упомянутой обрабатываемой трубы, на котором изображено расположение нескольких упомянутых роликов из упомянутой цилиндрической структуры относительно упомянутой обрабатываемой трубы;
Фиг.3 - продольный разрез упомянутого несущего цилиндра, его опорных подшипников и упомянутой обрабатываемой трубы; причем упомянутые ролики удалены для большей ясности;
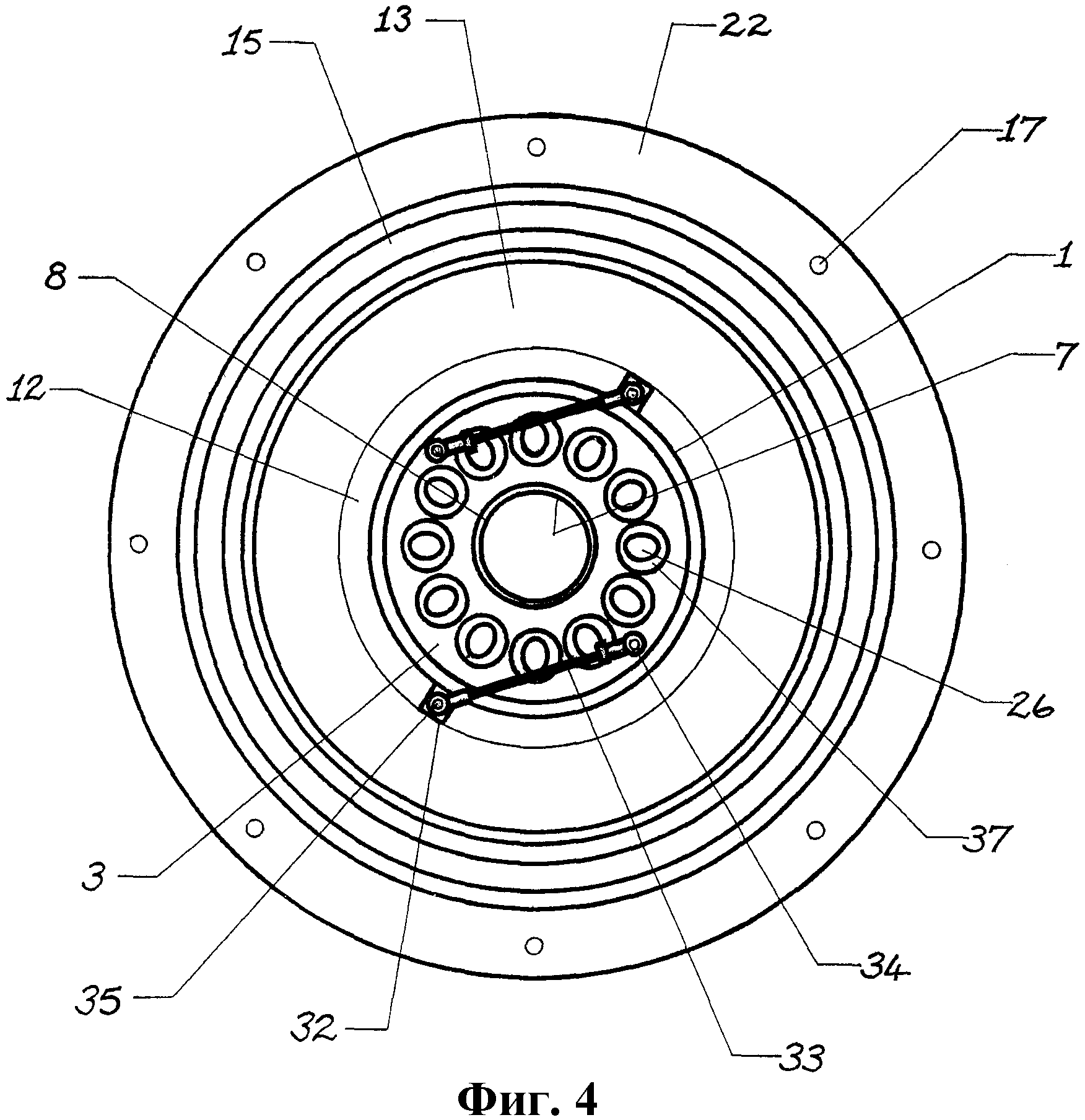
Фиг.4 - торцевой вид компонентов, изображенных на Фиг.3;
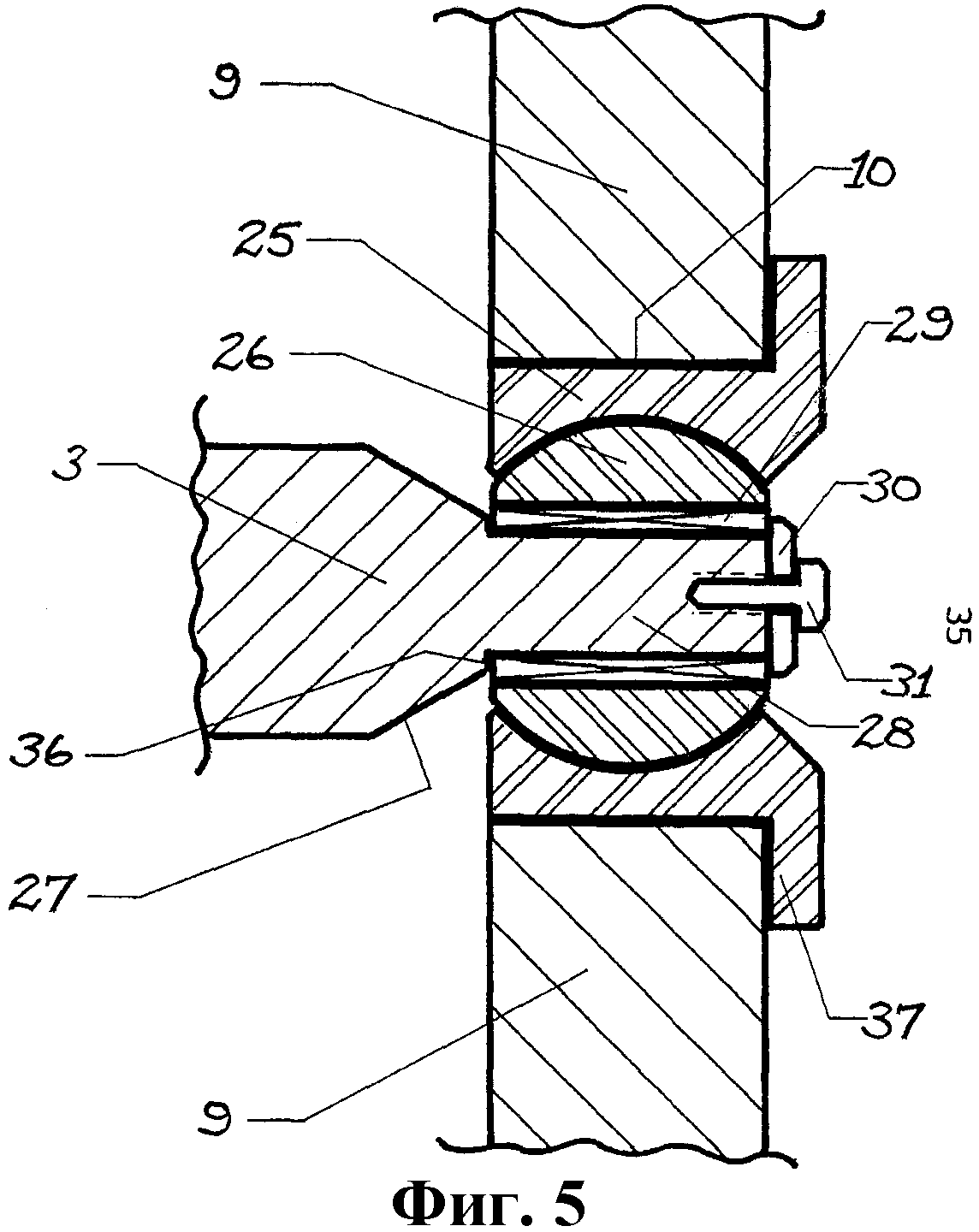
Фиг.5 - продольное сечение опорных средств на одном конце одного из упомянутых роликов;
Фиг.6 - вид сбоку всего устройства с упомянутой обрабатываемой трубой, проходящей через него;
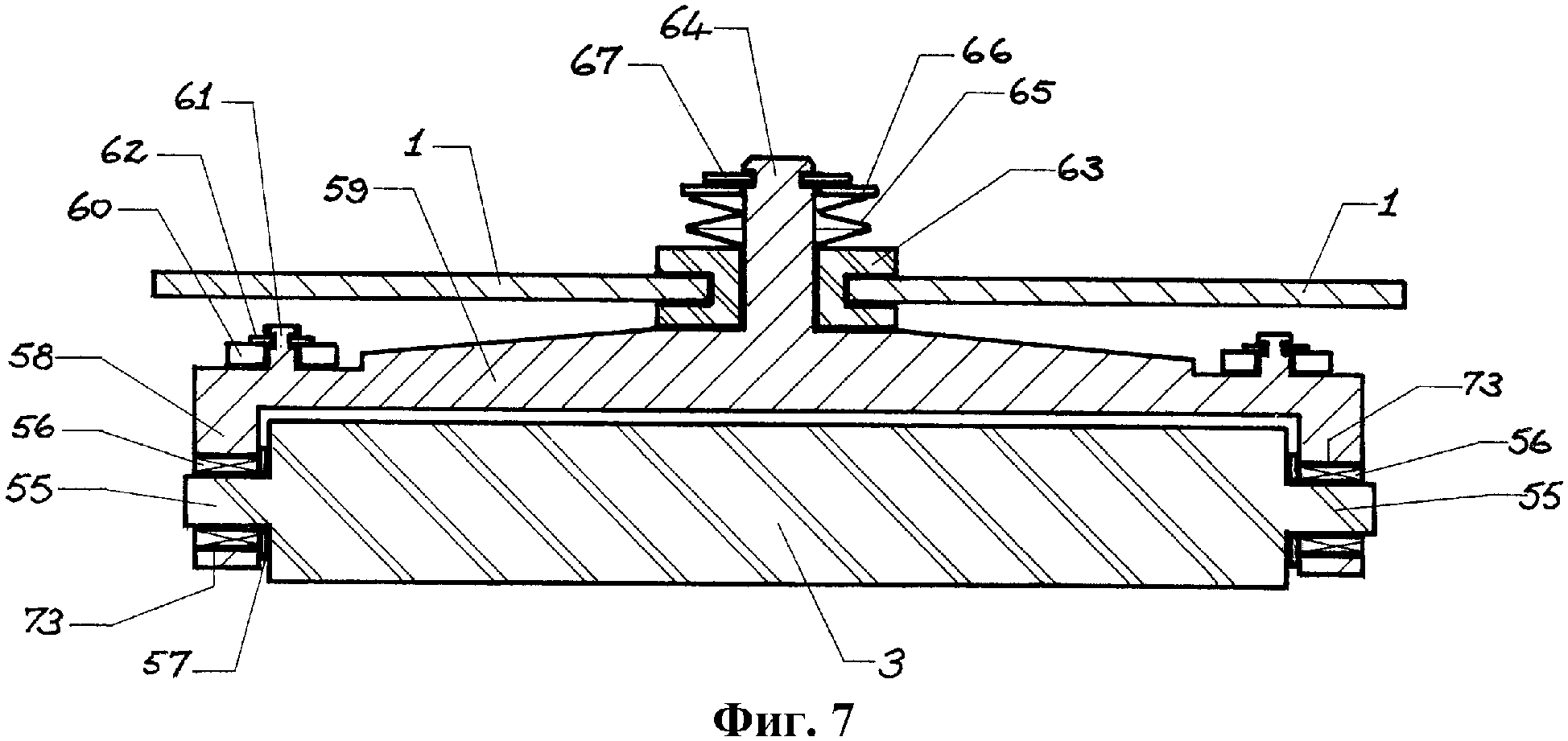
Фиг.7 - продольное сечение альтернативных опорных средств упомянутых роликов;
Фиг.8 - торцевой вид упомянутого несущего цилиндра, на котором представлены калибровочные элементы;
Фиг.9 - частичный вид сбоку центральной части одного из упомянутых роликов, иллюстрирующий альтернативную формующую деталь;
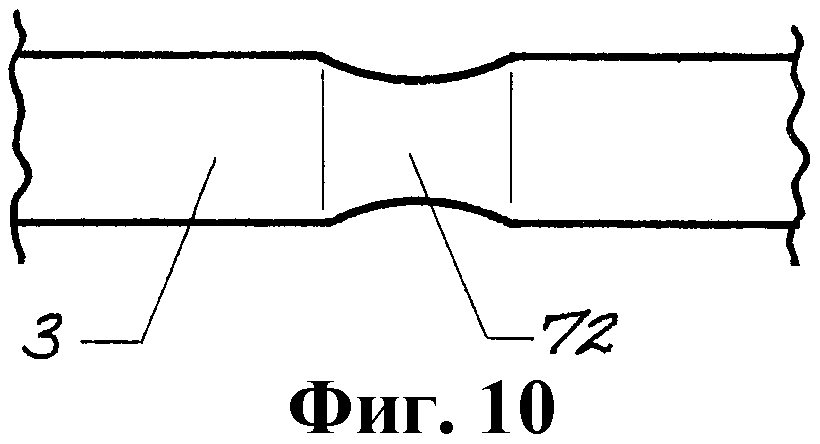
Фиг.10 - частичный вид сбоку центральной части одного из упомянутых роликов, иллюстрирующий альтернативную формующую деталь;
Фиг.11 - вид сбоку типичного комплекта упомянутых роликов в виде цилиндрической структуры, где все опорные средства удалены для большей ясности;
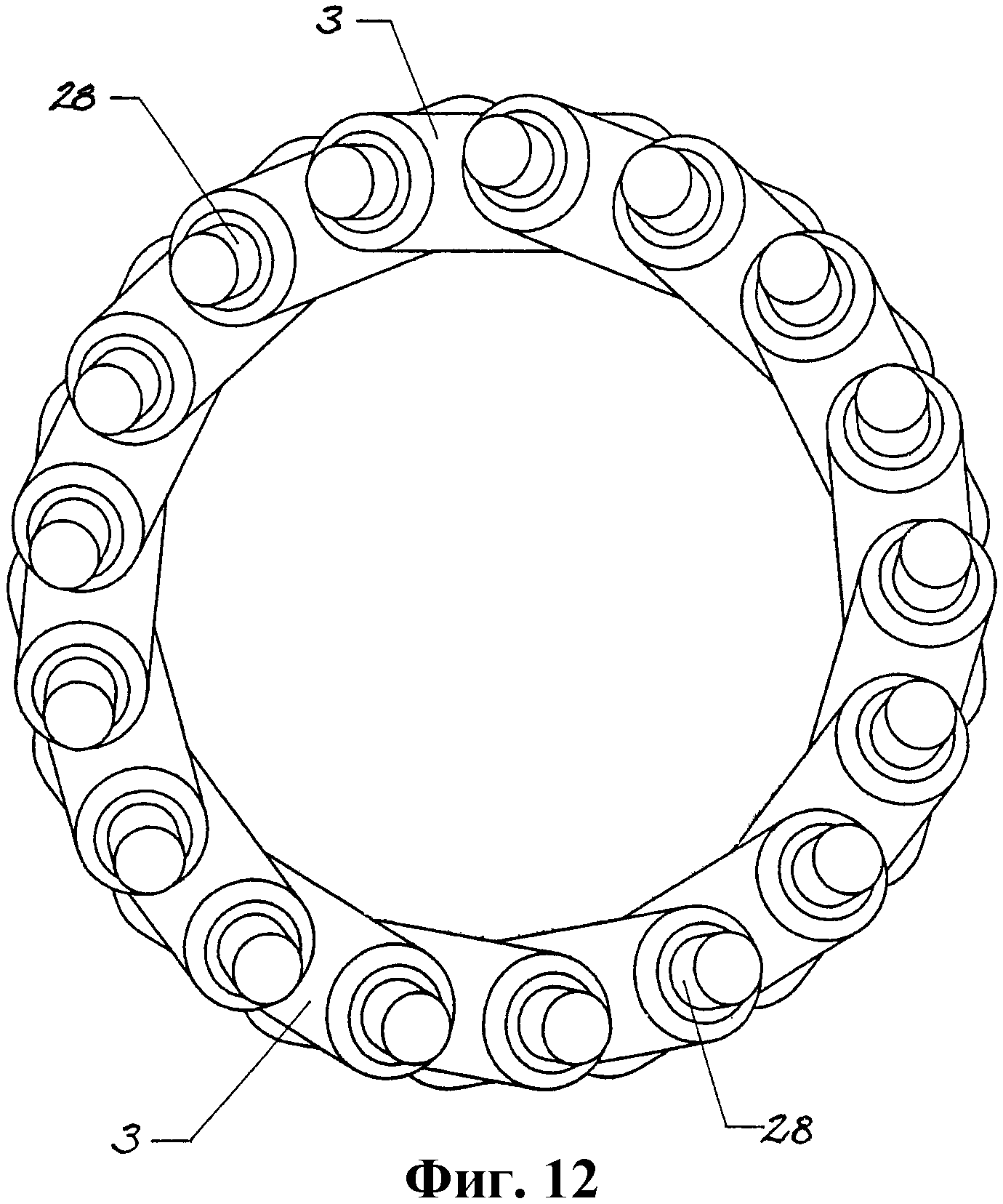
Фиг.12 - торцевой вид комплекта упомянутых роликов, представленных на Фиг.11.
Ролик 3 (см. Фиг.1а) установлен с возможностью вращения в несущем цилиндре 1, причем его ось расположена на начальной окружности 2 и параллельна оси упомянутого несущего цилиндра. Тот же ролик 3 показан на Фиг.1b в положении, при котором его концы отклонены на 15° в каждую сторону от прежнего положения. Видно, что расстояние 4 от центра 5 упомянутого несущего цилиндра до контактной зоны 6 упомянутого ролика уменьшилось. Упомянутый ролик 3 показан на Фиг.1 с в положении, при котором его концы отклонены еще на 15° и расстояние 4 еще больше уменьшилось. Рассматривая чертежи, можно понять, что наклон упомянутых роликов может быть использован для приведения их центральных контактных зон в силовой контакт с наружной поверхностью упомянутой трубы, которую надлежит обрабатывать. Очевидно, что упомянутые ролики могут быть изготовлены сплошными по всей длине или со сплошными концами и частично полыми средними частями.
На Фиг.2, 11 и 12 изображены частичные и полные комплекты роликов 3 в цилиндрической структуре, причем упомянутые ролики установлены с возможностью вращения в несущем цилиндре 1, а их осевые концы расположены на начальных окружностях 2 одинакового диаметра. Наклон упомянутых роликов ведет к тому, что их контактные зоны 6 вступают в контакт с наружной поверхностью обрабатываемой трубы 7. В предпочтительном варианте осуществления упомянутые ролики изготавливают с минимально осуществимым диаметром, соизмеримым с конкретным применением, чтобы обеспечить максимальное количество роликов в каждой упомянутой цилиндрической структуре. Это обычно приводит к тому, что упомянутые ролики имеют диаметр, составляющий приблизительно 20% диаметра обрабатываемой трубы, например в установке для обработки труб диаметром 150 мм используют 18 роликов диаметром 28 мм.
На Фиг.3 изображена обрабатываемая труба 7, проходящая через отверстия 8 в торцевых фланцах 9, 19 несущего цилиндра 1 в направлении, указанном стрелкой 23. Типичное положение оси одного из роликов упомянутой цилиндрической структуры показано пунктирной линией 18, причем опорные средства для этого ролика в торцевых фланцах 9, 19 не показаны на этом чертеже. Торцевой фланец 19 закреплен на одном краю упомянутого несущего цилиндра, а торцевой фланец 9 удерживается на другом краю упомянутого несущего цилиндра между заплечиками 20, 21, благодаря чему он имеет возможность перемещения путем поворота, чтобы можно было производить наклон упомянутых роликов. Опорные средства (не показаны) для концов упомянутых роликов размещены в отверстиях 10, выполненных в упомянутых торцевых фланцах несущего цилиндра. Подшипник 15 расположен в плоскости, проходящей через контактные зоны упомянутых роликов, или вблизи нее.
В средней части наружной поверхности упомянутого несущего цилиндра выполнен установочный фланец 12, и к нему прикреплен соответствующими крепежными средствами радиальный диск 13, периферия которого выполнена в виде внутренней части корпуса подшипника для подшипника 15. Цилиндрический шкив 14 выполнен с одной стороны упомянутого радиального фланца на его периферии. Радиальный установочный фланец 22 снабжен отверстиями 17 для крепежных средств (не показаны), а его внутренняя периферия выполнена в цилиндрическом продолжении 16, включающем в себя наружную часть корпуса подшипника 15. Установочный фланец 22 крепят соответствующими крепежными средствами к несущей конструкции (не показана), а несущий цилиндр 1 приводят во вращение с помощью приводных сил, прикладываемых к шкиву 14 посредством соответствующего приводного ремня (не показан). В альтернативных вариантах осуществления упомянутый шкив заменен звездочкой или зубчатой передачей (не показаны), и упомянутый несущий цилиндр приводят во вращение с помощью приводных сил, прикладываемых посредством одной или нескольких соответствующих цепей или зубчатых колес. При прохождении обрабатываемой трубы 7 через внутреннюю часть упомянутого несущего цилиндра и через упомянутую вращаемую цилиндрическую структуру из роликов (не показано) упомянутые контактные зоны упомянутых роликов проходят по наружной поверхности упомянутой трубы, описывая непрерывные, параллельные, перекрывающие друг друга спиральные траектории, типичная из которых указана стрелкой 24. Можно легко показать, что мощность, требуемая для привода упомянутых роликов относительно упомянутой трубы, очень мала, и даже если упомянутую трубу интенсивно обрабатывают, то мощность обычно значительно меньше той, которая требуется при традиционных способах.
Торцевой фланец 9 (см. Фиг.4) ограничен в повороте посредством регулируемых по длине распорок 33, внутренние концы которых шарнирно соединены с пальцами 34, сформированными на торцевом фланце 9, а наружные концы шарнирно соединены с пальцами 35, сформированными на концах стоек 32, закрепленных на торцевых наружных поверхностях упомянутого несущего цилиндра. Наклон упомянутых роликов выполняют путем увеличения или уменьшения длины упомянутых распорок, поворачивая тем самым торцевой фланец 9 относительно упомянутого несущего цилиндра.
Концы роликов 3 (см. Фиг.5) снабжены конусными частями 27, концы которых выполнены в виде цапф 28. Цапфа 28 размещена с возможностью вращения в игольчатом подшипнике 29, который, в свою очередь, размещен в частично сферической втулке 26. Частично сферическая втулка 26 размещена в разъемном стакане 25, который, в свою очередь, установлен в отверстии 10 торцевого фланца 9. Подшипник 29 установлен на цапфе 28 между заплечиком 36 и удерживающей шайбой 30, причем упомянутая удерживающая шайба зафиксирована на конце упомянутой цапфы соответствующим крепежным средством 31. Соответствующие средства (не показаны) предусмотрены для смазки упомянутых опорных средств ролика. Упомянутый разъемный стакан снабжен наружным фланцем 37, с помощью которого упомянутый разъемный стакан удерживают в отверстии 10 посредством соответствующих крепежных средств (не показано). Отверстия с каждой стороны упомянутого разъемного стакана соответствующим образом затылованы, чтобы предоставить требуемую свободу движения ролика 3. Цапфа 28 и игольчатый подшипник 29 выполнены достаточно длинными, чтобы воспринимать осевое смещение ролика 3, вызванное увеличением или уменьшением угла его наклона. В альтернативном варианте осуществления (не показан) цапфу 28 и игольчатый подшипник 29 жестко фиксируют в частично сферической втулке 26, а осевое смещение ролика 3, вызванное увеличением или уменьшением угла его наклона, воспринимается осевым смещением торцевого фланца 9 в торце несущего цилиндра 1, при этом поворотное перемещение упомянутого торцевого фланца ограничено относительно упомянутого несущего цилиндра соответствующими пазами, кулачками или подобными средствами (не показаны) одного из входящих во взаимное зацепление элементов относительно другого.
Узел, изображенный на Фиг.3 и 4, устанавливают в подвижной раме 38 (см. Фиг.6). Упомянутую подвижную раму устанавливают с возможностью скольжения посредством кронштейнов 43, 44, опирающихся на линейные опоры 41, 42 качения, которые перемещаются по направляющим 39, 40, закрепленным на верхних поверхностях неподвижной рамы 45. Обрабатываемая труба 7 изображена в положении прохождения через несущий цилиндр 1, а ее выступающая часть опирается на соответствующие опоры (не показаны). Поворотный вал 46 прикреплен к нижнему конструкционному элементу упомянутой подвижной рамы, к одной из ее боковин, а клапан 48 прикреплен к нижнему конструктивному элементу упомянутой неподвижной рамы по направлению ко второй боковой стороне упомянутой подвижной рамы. Шатун 49 соединяет управляющий рычаг упомянутого клапана с упомянутым поворотным валом так, чтобы при перемещении упомянутой подвижной рамы вдоль направляющих 39 упомянутый клапан постепенно открывался, причем упомянутый клапан полностью закрыт, когда упомянутая подвижная рама находится в левой крайней точке траектории перемещения (как изображено на Фиг.6). Система подачи сжатого воздуха под соответствующим давлением подсоединена к упомянутому клапану посредством воздушного трубопровода 47, и воздух подают от упомянутого клапана по гибкому воздушному трубопроводу 50 в пневматический двигатель 51. Упомянутый пневматический двигатель приводит шкив 52 через редуктор 54, причем упомянутый шкив 52 соединен со шкивом 14 приводным ремнем 53 для приведения во вращение несущего цилиндра 1. Соответствующие вставки используют, если это требуется, для придания жесткости упомянутым подвижной и неподвижной рамам. Во время работы, когда упомянутая труба проходит в упомянутое устройство со стана для изготовления труб, силы трения, прикладываемые посредством контактных зон упомянутых роликов, смещают упомянутую подвижную раму вдоль направляющих 39, 40, таким образом частично открывая клапан 48 и приводя в действие пневматический двигатель 51, который приводит во вращение несущий цилиндр 1. Постепенное перемещение упомянутой подвижной рамы происходит до тех пор, пока упомянутый пневматический двигатель не достигнет скорости, соответствующей скорости подачи упомянутой трубы. Дальнейшее перемещение упомянутой подвижной трубы затем прекращается. Если скорость подачи упомянутой трубы снижается по какой-либо причине, то силы, генерируемые упомянутыми роликами на трубе, действуют для смещения упомянутой подвижной рамы назад в направлении ее исходного положения, таким образом закрывая в некоторой степени клапан 48 и уменьшая скорость пневматического двигателя 51 и, следовательно, скорость вращения несущего цилиндра 1.
В альтернативном варианте осуществления ролики 3 (см. Фиг.7) устанавливают с возможностью вращения в игольчатых подшипниках 56, размещенных в отверстиях 73, выполненных в заплечиках 58 на концах установочных обойм 59. Каждая упомянутая установочная обойма снабжена цапфой 64, установленной с возможностью поворота в подшипнике 63, размещенном в стенке несущего цилиндра 1, и удерживаемой на месте с помощью тарельчатых пружин 65, шайбы 66 и стопорного пружинного кольца 67 или другого подходящего фиксирующего средства. Ролики в упомянутой цилиндрической структуре наклоняют одновременно, воздействуя силой, прикладываемой посредством отклоняющих колец 60, которые соединены с возможностью поворота с пальцами 61, установленными на концах упомянутой обоймы, причем отклоняющие кольца 60 удерживают на месте пружинными стопорными кольцами 62. Между концами роликов 3 и внутренними поверхностями заплечиков 58 устанавливают упорные шайбы 57. Упомянутый несущий цилиндр увеличен в диаметре, что требуется для согласования с описанной установкой. Описанная установка приспособлена для обработки трубы только одного диаметра, но в альтернативном варианте осуществления (не показан) ее используют для обработки труб различных диаметров, для чего наружные части цапф 64 снабжают соответствующей резьбой для зацепления с шариковыми гайками, которые приводят в действие одним или несколькими подходящими шаговыми двигателями для одновременного смещения всех упомянутых роликов в радиальном направлении внутрь или наружу. Применение шариковой винтовой пары (винт/гайка) в таких устройствах хорошо известно и очевидно.
На лицевой стороне торцевого фланца 9 (см. Фиг.8) предусмотрена указательная метка 68, а на конце несущего цилиндра предусмотрены калибровочные метки 69, и упомянутые метки позволяют регулировать наклон упомянутых роликов. Очевидно, что описанную структуру по выбору можно инвертировать.
В альтернативном варианте осуществления ролик 3 снабжают расположенной в центре узкой выпуклой частью 70 для обеспечения приложения более локализованного усилия посредством упомянутого ролика к упомянутой обрабатываемой трубе.
В альтернативном варианте осуществления ролик 3 снабжают расположенной в центре вогнутой частью 72 (см. Фиг.10) для обеспечения приложения более рассеянного усилия посредством упомянутого ролика к упомянутой обрабатываемой трубе.
Упомянутую неподвижную раму крепят к полу 74 (см. Фиг.6) соответствующими крепежными средствами. Если требуется, то упомянутые крепежные средства включают в себя подъемные средства (не показаны) для точного выравнивания устройства с осью трубы 7, выпускаемой из стана для изготовления труб (не показан). Упомянутые подъемные средства можно использовать для обеспечения выпрямляющего воздействия на упомянутую трубу. В первом варианте осуществления упомянутые подъемные средства регулируют вручную. В альтернативном варианте осуществления используют датчики (не показаны) для определения прямолинейности упомянутой трубы или отклонения от нее и, если это требуется, используют один или несколько шаговых двигателей (не показаны) для привода упомянутых подъемных средств для корректирования любого отклонения от прямолинейности. Для обработки данных, полученных с помощью упомянутых датчиков, и для управления, если требуется, упомянутыми шаговыми двигателями используют программируемый логический контроллер или другое микропроцессорное устройство. В другом альтернативном варианте осуществления (не показан) упомянутую неподвижную раму постоянно фиксируют на полу 74, а установочный фланец 22 опирается на линейные опоры качения, которые перемещают путем скольжения по направляющим, прикрепленным к вертикальным элементам упомянутой подвижной рамы, причем упомянутые линейные опоры качения перемещают с помощью шариковой винтовой пары, приводимой в движение с помощью одного или нескольких шаговых двигателей. Упомянутые шаговые двигатели используют для привода упомянутых шариковых винтовых пар для корректирования любого отклонения упомянутой трубы от прямолинейности. Программируемый логический контроллер или другое микропроцессорное устройство используют для обработки данных, полученных с помощью упомянутых датчиков и, если требуется, для управления упомянутыми шаговыми двигателями.
В альтернативном варианте осуществления (не показан) пневматический двигатель 51 (см. Фиг.3 и 6) устанавливают непосредственно на цилиндрическом продолжении 16 и приводят несущий цилиндр 1 во вращение посредством одного или нескольких ремней, цепей или зубчатых колес, зацепляемых со шкивами, звездочками или зубчатыми колесами, предусмотренными на шкиве 14 или на наружной поверхности несущего цилиндра 1. В этом варианте осуществления упомянутая подвижная рама является лишней, и упомянутое устройство просто крепят к вертикальным элементам упомянутой неподвижной рамы. В другом альтернативном варианте осуществления (не показан) упомянутый пневматический двигатель заменяют другой формой приводного двигателя в виде гидравлического двигателя, шагового двигателя или другим видом электрического двигателя с регулируемой скоростью. В этом варианте скорость подачи упомянутой трубы определяют с помощью одного или нескольких датчиков положения, прикрепленных к формующим роликам на упомянутом стане для изготовления трубы или на направляющем ролике, который перемещается по упомянутой трубе. Для обработки данных, полученных с помощью упомянутых датчиков положения и, если требуется, для управления упомянутым приводным двигателем, которым приводят во вращение упомянутый несущий цилиндр, используют программируемый логический контроллер или другое микропроцессорное устройство.
В альтернативном варианте осуществления (не показан) упомянутое устройство выполняют в многоступенчатой форме с двумя или более упомянутыми блоками, работающими совместно так, чтобы один из них или все блоки можно было использовать для уменьшения диаметра упомянутой трубы, корректировки ее отклонений от круглости или для ее выпрямления. Упомянутые блоки по выбору могут работать с одним общим направлением вращения или с чередующимися блоками, работающими с использованием противоположных направлений вращения. При дополнительном рассмотрении Фиг.1а, 1b, 1с и 2 понятно, что оси упомянутых цилиндрических структур роликов последовательно установленных блоков, несмотря на их регулировки, всегда коллинеарны. В то же время скорость подачи упомянутой трубы через последовательно установленные блоки будет корректной, несмотря на упомянутую регулировку наклона упомянутых роликов. Это является результатом того, что если угол наклона упомянутых роликов увеличивается, вследствие чего будет иметь место тенденция к увеличению осевой составляющей векторного треугольника, представляющего скорость подачи упомянутой трубы, то вращательная составляющая автоматически уменьшается, компенсируя это явление. Благодаря этому упомянутое устройство оказывается очень хорошо приспособленным для работы в многоступенчатой форме. Следует отметить также, что осевые силы, прикладываемые к упомянутой трубе в результате действия упомянутого устройства, высоки и что не требуются никакие другие средства продвижения или принуждающие к продвижению в осевом направлении, которые следовало бы прикладывать к упомянутой трубе во время ее прохождения через упомянутое устройство. В многоступенчатых структурах упомянутого устройства осевые силы, прикладываемые им к упомянутой трубе, по выбору используют для протяжки материала через стан для изготовления трубы, расположенный выше по ходу от упомянутого устройства, и значительно сокращают мощность, требуемую для привода упомянутого стана для изготовления трубы. Очевидно, что упомянутое устройство можно по выбору использовать для обработки труб бесконечной длины, подаваемых непосредственно со стана для изготовления трубы, или для обработки труб конечной длины, загружаемых последовательно в упомянутое устройство.
В альтернативном варианте осуществления (не показан) один или несколько шаговых двигателей, установленных на наружной поверхности несущего цилиндра 1, используют для регулирования длины соответствующих шариковых винтовых пар (не показаны), применяемых вместо распорок 33 регулируемой длины. Для определения точно откорректированного диаметра упомянутой трубы используют датчики, а для обработки данных, полученных с помощью упомянутых датчиков, и управления, если требуется, упомянутыми шаговыми двигателями используют программируемый логический контроллер или другое микропроцессорное устройство. Энергия и управляющие сигналы подают к упомянутым шаговым двигателям по токосъемному контактному кольцу, причем управляющие сигналы по выбору передают, используя беспроводные соединения.
Датчики в форме расположенных друг против друга пар роликов, прикрепленных к внутренним концам радиально расположенных линейных преобразователей, используют для измерения окончательного диаметра упомянутой трубы, выпускаемой из упомянутого устройства, причем упомянутые ролики принудительно вводят в контакт с упомянутой трубой посредством соответствующих пружин. Во втором варианте осуществления датчики в форме лазерных микрометров используют для измерения окончательного диаметра упомянутой трубы, выпускаемой из упомянутого устройства. В третьем варианте осуществления датчики в форме расположенных друг против друга пар датчиков приближения, каждым из которых измеряют зазор между его эталонной поверхностью и наружной поверхностью упомянутой трубы, используют для измерения окончательного диаметра упомянутой трубы, выпускаемой из упомянутого устройства.
Дополнительно ссылаясь на Фиг.3, должно быть понятно, что несущий цилиндр 1 с его упомянутой структурой роликов может быть изготовлен таким образом, чтобы его можно было легко отсоединять от радиального диска 13, благодаря использованию быстросъемных приспособлений (не показаны), и заменять несущим цилиндром с упомянутой структурой роликов, устанавливаемым на его место для приспосабливания к упомянутой трубе другого диаметра.
В процессе прокатки, выполняемом с помощью упомянутого устройства, обеспечивается точный контроль за наружным диаметром трубы; не требуется смазка упомянутой наружной поверхности упомянутой трубы; требуется только небольшая мощность для привода устройства; упомянутая поверхность упомянутой трубы остается шлифованной и слегка полированной; не ограничены диаметр, длина или толщина стенки упомянутой трубы; можно работать с более высокой линейной скоростью упомянутой трубы, чем выпускная скорость стана для изготовления труб, и эти две скорости могут использоваться совместно; можно выполнять процесс, используя множество упомянутых роликовых блоков, работающих совместно; оказывается округляющее и выпрямляющее воздействие на упомянутую трубу; можно работать в автоматическом режиме; можно обрабатывать упомянутые трубы бесконечной длины или трубы конечной длины; обеспечивается большее уменьшение наружного диаметра упомянутой трубы за один проход, чем при применении обычного процесса прокатки.
Реферат
Изобретение относится к обработке металлов давлением, в частности для уменьшения диаметра, обеспечения круглости или выпрямления трубы путем прокатки. Устройство содержит множество близкорасположенных и равноотстоящих друг от друга, длинных, узких, параллельно-цилиндрических роликов. Ролики собраны в виде параллельно-цилиндрической структуры, через которую подается труба с постоянной линейной скоростью. Ролики наклоняются для смещения их центральных контактных зон радиально внутрь для обеспечения силового контакта с наружной поверхностью трубы и вращаются для принуждения упомянутых центральных контактных зон описывать непрерывные, параллельные, наложенные друг на друга, спиральные траектории вдоль наружной поверхности трубы. Постепенно прикладывая ко всей наружной поверхности трубы локальную сжимающую силу, превышающую предел текучести материала, из которого она изготовлена, вынуждают трубу принимать форму меньшего диаметра. Изобретение позволяет быстро и с высокой точностью регулировать получение трубы с точным окончательным диаметром. 2 н. и 54 з.п. ф-лы, 12 ил.
Комментарии