Способ и компьютерный программный продукт для управления процессом прокатки - RU2007118157A
Код документа: RU2007118157A
Реферат
1. Способ управления процессом прокатки, в котором металлическая полоса (100) подвергается деформации при помощи по меньшей мере одного валка (200), содержащий
определение относительного положения (N) нейтральной точки в области дуги контакта между металлической полосой (100) и валком (200),
при необходимости стабилизацию процесса прокатки после задания положения

2. Способ по п.1, отличающийся тем, что первую группу измеряемых параметров для расчета напряжения ke продольного пластического течения и гидростатического давления pNH в нейтральной точке и/или относительного положения


3. Способ по п.1 или 2, отличающийся тем, чтовторую группу измеряемых параметров для расчета напряжения ke продольного пластического течения и/или гидростатического давления pNH в нейтральной точке образуют натяжение

4. Способ по п.1, отличающийся тем, чтоотносительное положение нейтральной точки
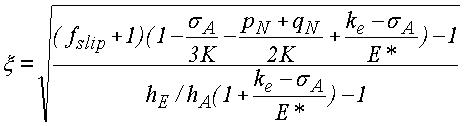
где
К - объемная упругость металлической полосы (100);
pN - давление в зазоре между валками в нейтральной точке перпендикулярно (нормально) к металлической полосе;
qN - давление в зазоре между валками в нейтральной точке в продольном направлении металлической полосы;
ke - напряжение продольного пластического течения;
Е* - модуль продольной упругости металлической полосы (100);
hE - толщина полосы на входе;
hA - толщина полосы на выходе.
5. Способ по п. 1 или 4, отличающийся тем, чтопроцесс прокатки протекает стабильно, и не применяют мероприятия для стабилизации процесса при рассчитанных значениях

6. Способ по п.1 или 4, отличающийся тем, чтопри значениях
7. Способ по п.1 или 4, отличающийся тем, чтопри значениях
8. Способ по п.1, отличающийся тем, чтостабилизация процесса прокаткипосле задания рассчитанной величины положения
9. Способ по п.1, отличающийся тем, чторассчитанные относительные значения (N) нейтральной точки предпочтительно в каждый период времени сохраняют и/или отображают для обслуживающего персонала на устройстве отображения, предпочтительно в реальном времени.
10. Компьютерный программный продукт для оперирования устройством управления, которое управляет процессом прокатки, отличающийся тем, что он предназначен для реализации способа по любому из пп. 1-9.
Патенты аналоги
Process and computer program for controlling a rolling process
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
СПОСОБ ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ПРОКАТКИ
Method and computer program for controlling a rolling process
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Method and computer program for controlling a rolling process
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Method and computer program for controlling a rolling process
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Method and computer program for controlling a rolling process
Process And Computer Program For Controlling A Rolling Process
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Method and computer program for controlling a roll
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss
Рrосеss аnd соmputеr prоgrаm fоr соntrоlling а rоlling prосеss

Комментарии