Изобретение относится к сваркеj в частности к устройствам для соед -5нения трубчатой части тюбика из
многослойной пленки, включающей пластмассовые слои и металлический предохранительный слой,- с головной
частью тюбика посредством высокочастотной индукционной сварки.
Наиболее близким по технической сущности, и достигаемому результату к изобретению является устройство
для индукционной сварки трубчатых деталей из многослойной пленки с
ме-раллическим слоеМр содержащее формовочкую матрип,у с аксиальным отверстсием
и многовитковую индукционную калгушку, связанную с источником охлаждения f .
Недостатки известного устройства заключаются в том, что формовочная матрица выполнена из керамического
материала, который является относи тельно плохим проводником тепла, поэтому отвод тепла из зоны сварки ,
за короткое время не возможен и число производимых за единицу времени
сварочных соединений является неболньалы . Кроме того, керамика со време™
нем нагревается и приводит к изменению поверхности внеьанего слоя боковыхоэон головной части тюбика т,е,
пластмасса теряет блеск и становится матовой г что отрицательно отражается
на внешнем виде тюбика. .При этом для керамических материалов всегда имеется опасность ик разрушения при
оказывании необходимого для сварки давления
В извебтном устройстве возможно
расположение источника индуктивности в оправке и экранизация поля в трубчатой
части тюбика, так как тогда имеется возможность изготовления формовочной матрицы из металла, чтобы сокрг1тить время охлаждения после процесса сварки. Однако это решение
имеет ряд недостатков, так как катука к требующиеся охлаждающее; и экранирующие
приспособления должны размещаться в ограниченной в размерах оправке, которая.должна быть подвижна
внескольких направлениях, что приводит к возни сновению проблем по охлаждению и подаче тока, при
атом может использоваться только краевое поле катугхжи.
Целью изобретения является повышение скорости сварки.
Указанная цель достигается тем, что в устройстве для индукционной
сварки трубчатых деталей из многослойной пленки с металлическим слое содержащее формовочную матрицу с
аксиальным отверстием и многовитковую индукционную катушку, связанную
с источником охлаждения, формовочная матрица выполнена из цветного
eтaллa с радиальным шпицем и снабжена направляющей гильзой из неэлекропроводного
материала, а индукционная катушка электрически связана с формовочной матрицей длиной одног
витка по обе стороны от шлица.
Кроме того, шлиц заполнен неэлекропроводным
материалом.
Наружная поверхность формовочной
ме1трицы выполнена конической формы.
В матрице выполнены каналы для
огслаждающей среды.
Направляющая гильза выполнена с
коническим входным отверстием.
Формовочная матрица снабжена
кольцевым изолирутощим элементом.
Формовочная матрица выполнена из
двух соосно расположенных и связанных друг с другом частей, причем радиальный ишиц размещен в одной из частей матрицы, а направляющая гильза - в другой.
Индукционная катушка размещена в части матрицы с радиальным шлицем, установленной подвижно относительно
другой ее, части. Благодаря выполнению формовочной матрицы из цветного металла с радиальным
шлицем и с направляющей гильзой из непроводящего ток материала и электрической связи индукционной
катушки с формовочной матрицей длино одного вит.;а по обе стороны от шлица
достигается то, что металлическая матрица действует не в качестве экранирующего магнитное поле элемента
а в качестве концентратора, так что общий магн.дтный поток может проходи
только через аксиальное отверстие и в связи с тем, что металл является хорошим проводником тепла, в зоне
сварки может быть достигнут оптимал ный отвод тепла. Кроме того, при металлической ма
рице может применяться без опасений ее разрушения необходимое для хорошего
соединения частей тюбика давление . Заполнение шлица неэлектропровод
HciM наполнителем устраняет опасност попадания размягченного пластмассового
материала в шлиц и предотвращает коробление поверхности боковых частей головки тюбика.
Выполнение матрицы из двух часте позволяет снизить производственные
затраты и приспособить ее к различным формгм трубчатых деталей, а направляющая гильза с коническим
входным отверстием обеспечивает легкое введение и точное центрирорание оправки с трубчатой частью и
головкой тюбика относительно катушк На фиг. 1 изображен пример выпол
нения устройства с изолирующим элементом на фиг. 2 - то же, вид сниз
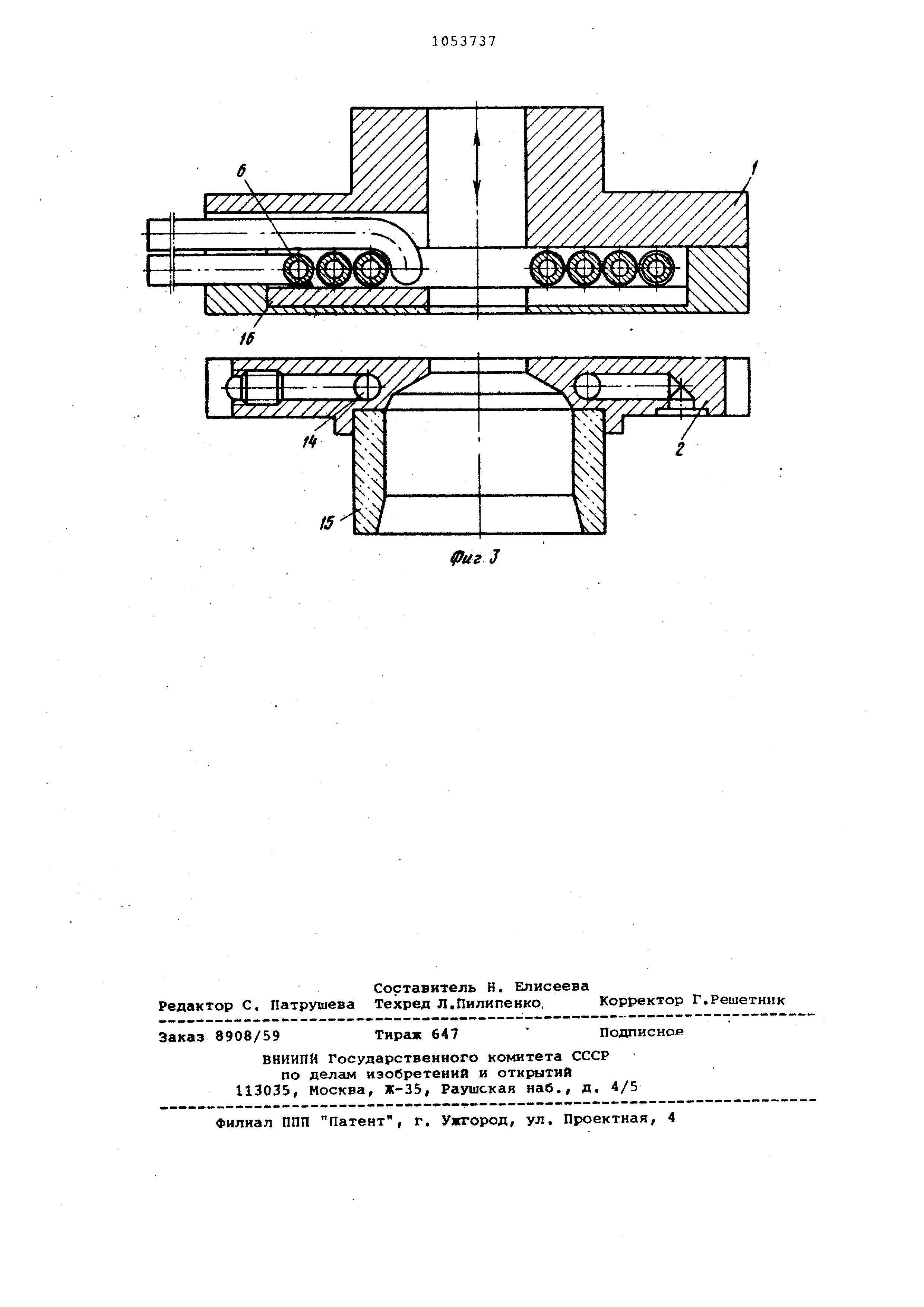
на фиг. 3 - пример выполнения устройства с подвижными друг о носител но друга частями матрицы.
Устройство для индукционной свар ки трубчатых деталей из многослойно
пленки с металлическим слоем содержит формовочную матрицу, вьтолненну
из соосно расположенных и связанных друг с другом частей - верхней 1 и
нижней 2 из цветного металла. Формо вочная матрица имеет сквозное аксиальное отверстие 3.
Наружная поверхность 4 формовочной матрицы, в частности ее верхней части, выполнена конической
формы, на которой спиралеобразно расположена многовитковая индукционная катушка 5.
Высокочастотная индукционная катушка напаяна на матрицу одним внешним витком 6 и благодаря этому
электрически связана с ней. Другие витки изолированы относительно форт
мовочной матрицы. Верхняя часть 1 формовочной матрицы имеет на нижней
стороне 7 круглую выемку 8, в которую входит выступ 9 нижней части 2 формовочной
матрицы, Мужду верхней 1 и нидней 2 частями матрицы вокруг аксиального отверстия 3 располсжен
кольцевой изолирующий элемент 10. Части 1 и 2 формовочной матрицы
разъемно связаны друг с другом посредством винтового соединения 11 и зажимают между собрй изолирующий
элемент 10, который при необходимости можно легко заменить. Выемка 8 и выступ 9 служат для центрирования
частей 1 и 2 формовочной матрицы при их сборке, причем их высота соответствует
толщине изолирующего элемента 10, т,е, даже при его наибольшей толщине обеспечивается заход
выступа 9 в выемку 8. Формовочная матрица имеет на одной стороне радиальный узкий шлиц 12,
заполненный электрически непроводимым заполнителем 13. Напаянный на формовочную матрицу,
т.е. электрически связанный в ней виток 6 начинается на одной стороне
шлица 12 и заканчивается на его другой стороне, т.е. шлиц 12 электрически
не шунтируется. Индукционная катушка 5 выполнена в виде полого проводника и связана с источником
охлаждения (не показан), формовочная матрица имеет систему каналов 14 для охлаждающей среды,
причем каналы 14 могут быть расположены в верхней.и в нижней частях матрицы
. На нижней 2 части формовочной матрицы закреплена направляющая гильза
15 из непроводящего ток материгша. На свободном конце направляющая гильза
выполнена с коническим входным отверстием для облегчения ввода несущую
головку и трубчатую часть изде. оправку не(показана) HaпpaвJtяющая гильза 15 выполнена и расположена
так, что она охватывает оправку с трубчатой частью и центрирована
относительно индукционной катушки 5, Аксиальное отверстие 3 расширено
в верхней Части по форме внешних бсковых сторон головной части тюбика
по крайней мере в зоне соединения, головной части с трубчатой. Это расширение
может выполняться только в нижней части 2 или в верхней части 1, причем установленный между ними в
случае необходимости изолирующий элемент 10 тгкже отражает форму го- . тового изделия.
На изображенном на фиг, 3 примере Выполнения устройства система охлаждающих каналов 14 расположена
в нижной части 2 формовочной.матрицы . Повторяющая форму боковых сторон головной части тюбика, форма расширения аксиального отверстия 3 содер жится только в нижней части 2 матрицы
. Индукционная катушка 5 расположена на металлическом диске 16 со .шлицем. Верхняя часть 1 формовочной
, матрицы установлена подвижно в осев направлении относительно нижней части 2, Виток б индукционной катуш
ки и удерживающее его кольцо расположены таким образом,, что шлиц 12 матрицы электрически не шунтируется
Матрица выполнена предпочтительно и латуни, так как она имеет большую прочность, чем медь. Однако можно
применять все цветные металлы. В качестве изоляционной массы может применяться двухкомпонентный клей
из искусственной смолы на базе эпок сидной смолы, например аральдит„ Изолирующий элемент 10 может быть
выполнен из окиси алюминия или кера мического материала, например стекл
с неорганическими наполнителями. На равляющая гильза может быть выполнена
из материала небольшой твердости , например, из пластмассы, в час
ности тефлона. Устройство работает следующим образом.
Трубчатая часть тюбика, имеющая металлический предохранительный слой
надвигается на боковые стороны голов . ной части без металлического слоя.
Благодаря возбуждаемому индукционной катушкой магнитному полю металлический
слой в перекрывающейся зоне нагр вается и размягчает прилегающие к нему пласмассовые слои. Благодаря
12
/«
us.3 оказываемому матрицей давлению обеспечивается прочное соединение,
Если же головная часть тюбика имеет металлический предохранительный
слой, то в н.ем вследствие индукционного поля создается ток короткого
замыкания, который т,акже развивает тепло и магнитную реакцию, противодействую«цую головному полю.
Интенсивность индуцированных в металлическом поле головной части тюбика токов определяется изолирующим
элементом 10, который осуществляет разделение части поля, Побочное поле пронизывает непосредственно
изолирующий элемент 10 и концентрируется в перекрывающей зоне головной и трубчатой частей изделия, где
обеспечивается целенаправленное нагревание. Интенсивность илдуцированных токов может варьироваться в
зависимости от толщины изолирующего элемента 10, Текущий через индукционную катушку
ток приводит к образованию магнитного поля, которое воздействует на
формовочную матрицу таким образом, что весь магнитный поток течет через
отверстие 3, Концентрация поля таким обрс1зом определяется формой отверстия
3, в частности его диаметром, а также глубиной. Благодаря выбору диаметра отверстия 3 .формовочной
матрицы и толщины изолирующего элемента 10 можетбыть достигнуто распределение энергии при сварке.
Предлагаемое устройство обеспечивает качественную и быструиэ сварку
тру бчатой части тюбика с головной частью.




Комментарии