Способ изготовления многокомпонентных изделий, образующих аэрозоль - RU2702392C2
Код документа: RU2702392C2
Чертежи




Описание
Настоящее изобретение относится к способу изготовления многокомпонентных изделий, образующих аэрозоль.
Как правило, изделие, образующее аэрозоль, содержит множество компонентов, собранных в виде стержня и содержащих: горючий источник тепла, субстрат, образующий аэрозоль, который может быть расположен внутри, вокруг или ниже по потоку относительно горючего источника тепла, и фильтр мундштука, расположенный ниже по потоку относительно субстрата, образующего аэрозоль, внутри стержня.
Субстрат, образующий аэрозоль, в изделии, образующем аэрозоль, как правило, представляет собой обработанный субстрат, который содержит вещество для образования аэрозоля, такое как глицерин. Например, субстрат, образующий аэрозоль, включенный в изделие, образующее аэрозоль, может содержать гофрированный или сложенный табачный штранг, состоящий из формованного листового или восстановленного табака. Ароматизатор, такой как ментол, может быть загружен в субстрат, образующий аэрозоль. В качестве альтернативы, компонент, генерирующий аромат, добавляют в изделие, образующее аэрозоль, для придания аромата.
Придание аромата в виде капсул ментола, источников тепла и дополнительных элементов, таких как металлические части, требует изготовления многокомпонентных курительных изделий, образующих аэрозоль.
Известно, что многокомпонентные изделия, образующие аэрозоль, изготавливают в последовательном процессе, в котором каждое изделие, образующее аэрозоль, образуют путем последовательного соединения всех его компонентов вдоль продольной оси, определенной изделием, образующим аэрозоль. В конце процесса изготовления производят проверку качества, в ходе которой изделия, образующие аэрозоль, которые не соответствуют необходимым требованиям, удаляют и выбрасывают. Однако это приводит к напрасной трате большого количества относительно дорогих компонентов.
Следовательно, целью настоящего изобретения является предоставление способа изготовления многокомпонентных изделий, образующих аэрозоль, который увеличивает эффективность изготовления многокомпонентных изделий, образующих аэрозоль, и снижает дорогостоящие траты.
Настоящее изобретение относится к способу изготовления многокомпонентных изделий, образующих аэрозоль, при этом каждое изделие, образующее аэрозоль, определяет продольную ось и содержит N компонентов, последовательно соединенных вдоль продольной оси, где N представляет собой целое число, большее или равное 2. Способ включает предоставление транспортирующих средств для транспортировки компонентов изделий, образующих аэрозоль, в направлении транспортировки, при этом в указанных транспортирующих средствах образованы гнезда вдоль указанного направления транспортировки; подачу в гнезда указанных транспортирующих средств первого компонента для каждого изделия, образующего аэрозоль, путем размещения указанных первых компонентов один за другим вдоль направления транспортировки так, чтобы их продольные оси были параллельны друг другу; проверку каждого гнезда на наличие указанного первого компонента и присоединение второго компонента к первому компоненту в продольном осевом направлении в выполненном гнезде только при наличии первого компонента в указанном выполненном гнезде.
Предоставление такого способа преимущественно предотвращает брак очень дорогих полуготовых компонентов многокомпонентных изделий, образующих аэрозоль, после последней проверки качества. В то же время, способ согласно настоящему изобретению позволяет поддерживать необходимые промышленные стандарты готовых изделий, образующих аэрозоль.
Далее по тексту под термином «компоненты» подразумевают любой элемент, который может быть включен в изделие, образующее аэрозоль. Такие элементы известны из уровня техники и дополнительно не описаны далее. Например, такой компонент может содержать штранг фильтра, источник тепла, капсулу ментола, угольный элемент и т. п.
Каждый компонент определяет продольную ось. В целом, но не обязательно, компоненты могут иметь форму стержня.
Далее по тексту под термином «стержень» подразумевают в целом цилиндрический элемент по существу цилиндрического, овального или эллиптического поперечного сечения, содержащий два или более компонентов изделия, образующего аэрозоль.
Изделия, образующие аэрозоль, согласно настоящему изобретению могут быть представлены в виде сигарет с фильтром или других курительных изделий, в которых табачный материал сгорает для образования дыма. Настоящее изобретение дополнительно охватывает изделия, в которых табачный материал нагревают, а не сжигают, чтоб образовывать аэрозоль, и изделия, в которых никотинсодержащий аэрозоль получают из табачного материала, табачного экстракта или другого источника никотина, без сжигания или нагревания. Эти изделия, в которых аэрозоль образуют без сжигания или при получении дыма путем сжигания, в целом называют «изделиями, образующими аэрозоль». Изделия, образующие аэрозоль, согласно настоящему изобретению могут представлять собой целые, собранные изделия, образующие аэрозоль, или компоненты изделий, образующих аэрозоль, которые скомбинированы с одним или более другими компонентами для предоставления собранного изделия для образования аэрозоля, например такого, как расходуемая часть нагреваемого курительного устройства.
В контексте данного документа изделие, образующее аэрозоль, представляет собой любое изделие, которое генерирует вдыхаемый аэрозоль при нагревании субстрата, образующего аэрозоль. Данный термин включает изделия, которые содержат субстрат, образующий аэрозоль, который нагревается внешним источником тепла, таким как электрический нагревательный элемент. Изделие, образующее аэрозоль, может представлять собой негорючее изделие, образующее аэрозоль, которое представляет собой изделие, которое высвобождает летучие соединения без сжигания субстрата, образующего аэрозоль. Изделие, образующее аэрозоль, может представлять собой нагреваемое изделие, образующее аэрозоль, которое представляет собой изделие, образующее аэрозоль, содержащее субстрат, образующий аэрозоль, который должен нагреваться, а не сгорать, чтобы высвобождать летучие соединения, которые могут образовывать аэрозоль. Данный термин включает изделия, которые содержат субстрат, образующий аэрозоль, и неотделимый источник тепла, например, горючий источник тепла.
Изделие, образующее аэрозоль, может представлять собой изделие, которое генерирует аэрозоль, который непосредственно вдыхается в легкие пользователя через рот пользователя. Изделие, образующее аэрозоль, может напоминать традиционное курительное изделие, такое как сигарета, и может содержать табак. Изделие, образующее аэрозоль, может быть одноразовым. Изделие, образующее аэрозоль, может в качестве альтернативы быть частично многоразовым и содержать возобновляемый или заменяемый субстрат, образующий аэрозоль.
Изделие, образующее аэрозоль, может также содержать сгорающую сигарету.
В предпочтительных вариантах осуществления изделие, образующее аэрозоль, может иметь по существу цилиндрическую форму. Изделие, образующее аэрозоль, может быть по существу удлиненным. Изделие, образующее аэрозоль, может иметь длину и окружность, по существу перпендикулярную длине. Изделие, образующее аэрозоль, может иметь общую длину от приблизительно 30 мм до приблизительно 100 мм. Изделие, образующее аэрозоль, может иметь внешний диаметр от приблизительно 5 мм до приблизительно 12 мм.
Согласно настоящему изобретению изделие, образующее аэрозоль, содержит по меньшей мере два компонента, первый и второй компоненты. Первый из этих компонентов сначала транспортируют по отдельности в транспортирующих средствах, а затем добавляют второй компонент. Первый и второй компоненты получают и транспортируют во множестве гнезд, выполненных в транспортирующих средствах, где их комбинируют вместе для образования готового многокомпонентного изделия. Каждое гнездо транспортирующих средств проверяют на наличие первого компонента, и согласно этапу способа согласно настоящему изобретению второй компонент присоединяют к первому компоненту в продольном осевом направлении в выполненном гнезде только при наличии первого компонента в этом выполненном гнезде.
Проверку осуществляют предпочтительно при транспортировке первого или второго компонента, то есть при перемещении транспортирующих средств в направлении транспортировки. Проверку предпочтительно производят в выполненном положении вдоль направления транспортировки транспортирующих средств, где размещен детектор, который проверяет наличие или отсутствие компонентов предпочтительно во всех гнездах транспортирующих средств. Только при положительной проверке, то есть только при наличии первого компонента в проверяемом гнезде транспортирующих средств, присоединяют второй компонент. Присоединение второго элемента осуществляют в продольном направлении, так что первый и второй компоненты размещают один за другим по существу в соответствии с общей продольной осью.
Добавление второго компонента осуществляют только в тех гнездах, которые заняты первым компонентом. Предпочтительно, в направлении транспортировки ниже по потоку относительно положения, в котором добавляют второй компонент, транспортирующие средства содержат в каждом гнезде, где представлен первый компонент, два компонента, первый и второй. Множество параллельных первых и вторых компонентов, таким образом, транспортируют вдоль направления транспортировки ниже по потоку относительно положения проверки.
В транспортирующих средствах могут быть представлены зазоры, то есть возможны пустые гнезда, в которых отсутствует первый компонент. В этих гнездах также отсутствует второй компонент, оставляя гнездо пустым. Отсутствие добавления второго компонента при отсутствии первого компонента позволяет свести к минимуму потраченные продукты. Отсутствие подачи в гнезда второго компонента при отсутствии первого компонента позволяет сохранить такой второй компонент в месте, в котором уже есть несоответствие, то есть отсутствие первого компонента. Более того, нет необходимости в остановке транспортирующих средств, и производство можно продолжить при высокой скорости также при наличии пустого гнезда в транспортирующих средствах.
Транспортирующие средства могут содержать плоский барабан, имеющий множество гнезд. В качестве альтернативы плоскому барабану, можно использовать ряд плоских барабанов. Предпочтительно, гнезда разнесены на одинаковое расстояние.
С целью подачи в каждое гнездо транспортирующих средств первого и второго компонента, предпочтительно предусмотрены дополнительные соответствующие барабаны, называемые подающими барабанами, более предпочтительно, каждый из них также определяет гнезда вдоль направления транспортировки транспортирующих средств. Предпочтительно, гнезда разнесены на одинаковое расстояние.
Предпочтительно предусмотрены первый подающий барабан для подачи первого компонента и второй подающий барабан для подачи вторых компонентов в транспортирующие средства. Предпочтительно, предусмотрены два вторых подающих барабана, каждый из которых находится на противоположной стороне относительно первого подающего барабана, так что для каждого первого компонента в гнездо добавляют два вторых компонента при наличии в этом гнезде первого компонента. Первый подающий барабан расположен над транспортирующими средствами, как, например, плоский барабан предпочтительно в центральном положении относительно транспортирующих средств. Второй подающий барабан предусмотрен ниже по потоку относительно первого барабана и расположен над транспортирующими средствами с обеих сторон транспортирующих средств.
Предпочтительно, способ согласно настоящему изобретению дополнительно включает проверку каждого гнезда на наличие указанного второго компонента и присоединение третьего компонента ко второму компоненту в продольном осевом направлении в выполненном гнезде только при наличии первого компонента и второго компонента в указанном выполненном гнезде.
Способ согласно настоящему изобретению является легко изменяемым, независимо от количества компонентов, образующих изделие, образующее аэрозоль. Любое количество компонентов может быть обработано способом согласно настоящему изобретению путем добавления дополнительной проверки с целью определения того, присутствует предыдущий компонент или нет в конкретном гнезде транспортирующих средств.
Например, с целью присоединения третьих компонентов в каждое гнездо транспортирующих средств, предусмотрен третий подающий барабан. Предпочтительно, предусмотрены два третьих подающих барабана, каждый из которых находится на разных сторонах транспортирующих средств, и, более предпочтительно, каждый из которых определяет разнесенные на одинаковое расстояние гнезда вдоль направления транспортировки транспортирующих средств.
Предпочтительно, третьи барабаны предусмотрены ниже по потоку относительно вторых барабанов и расположены над транспортирующими средствами с обеих сторон транспортирующих средств.
Следует понимать, что количество барабанов для подачи компонентов многокомпонентного изделия, образующего аэрозоль, может варьировать в зависимости от типа изделия, образующего аэрозоль, которое нужно изготовить.
Предпочтительно, N равно 3 или более. Например, N может быть равно 4 или более или 5 или более. N может быть равно от 2 до 10 или от 3 до 6.
Способ согласно настоящему изобретению может дополнительно включать проверку каждого гнезда на наличие (N-1)-го компонента; и присоединение N-го компонента к (N-1)-му компоненту в продольном осевом направлении в выполненном гнезде только при наличии всех компонентов, от первого компонента до (N-1)-го компонента, в указанном выполненном гнезде.
Многокомпонентное изделие, образующее аэрозоль, содержит N компонентов, все их которых размещены в осевом направлении соединенным образом. С целью получения данной конфигурации, согласно конкретному варианту осуществления согласно настоящему изобретению компоненты добавляют один за другим к первому компоненту, который транспортируют первым.
Согласно настоящему изобретению в выполненном гнезде N-й компонент добавляют только при наличии (N-1)-го компонента в таком гнезде. Любое количество компонента N обрабатывают согласно способу по настоящему изобретению с добавлением устройства для подачи компонента для подачи N-ого компонента к (N-1) уже присутствующим компонентам. Для N компонентов осуществляют проверки N-1, так что N-й компонент подают только уже при наличии всех N-1 компонентов в выполненном гнезде. Предпочтительно, при отсутствии по меньшей мере одного из N-1 компонентов, не добавляют ни один из следующих компонентов, и таким образом, сводят к минимуму лишние затраты.
С целью проверки каждого гнезда на наличие первого и второго компонентов, предпочтительно предусмотрены средства для обнаружения. Например, средства для обнаружения расположены ниже по потоку относительно каждого подающего барабана. В предпочтительном варианте осуществления средство для обнаружения представляет собой видеосистему, такую как видеокамера или фотодатчик, такой как лазерный фотодатчик.
Более предпочтительно, способ включает этап извлечения N-го компонента из выполненного гнезда при отсутствии любого из компонентов, от первого компонента до (N-1)-го компонента, в выполненном гнезде. Уже размещенные в гнезде компоненты не станут готовым продуктом в случае отсутствия одного из компонентов. По этой причине, предпочтительно извлекать уже размещенные в гнезде компоненты с целью снижения лишних трат и расходов.
С целью осуществления этапа извлечения в транспортирующих средствах предпочтительно предусмотрены гнезда для выталкивания. Под термином «гнезда для выталкивания» подразумевают гнезда, в которых предусмотрены средства для выталкивания уже размещенных компонентов. Предпочтительно, средства для выталкивания включают впрыскивание воздуха.
Предпочтительно, один из компонентов, в частности, N-й компонент многокомпонентного изделия, образующего аэрозоль, содержит изделие, образующее аэрозоль, содержащее, в свою очередь, табакосодержащий материал, содержащий летучие ароматические соединения табака, которые высвобождаются из субстрата при нагревании. Субстрат, образующий аэрозоль, может содержать, например, одно или более из следующего: порошок, гранулы, шарики, кусочки, тонкие трубочки, полоски или листы, содержащие одно или более из следующего: травяные листья, фрагменты табачных жилок, восстановленный табак, гомогенизированный табак, экструдированный табак и взорванный табак.
Предпочтительно, один из компонентов, в частности, первый компонент многокомпонентного изделия, образующего аэрозоль, представляет собой сегмент фильтра изделия, образующего аэрозоль.
Фильтр может представлять собой ацетилцеллюлозный штранг фильтра. Фильтр в одном варианте осуществления может иметь длину приблизительно 7 мм, но может иметь длину от приблизительно 5 мм до приблизительно 10 мм. Табачный компонент может представлять собой наполнитель из резаного табака или восстановленный табак, генерирующий аэрозоль.
В качестве альтернативы, один из компонентов содержит табачный стержень, подлежащий сжиганию.
Другие компоненты многокомпонентного изделия, образующего аэрозоль, могут включать источник тепла, компонент, генерирующий летучий аромат, например, капсулу ментола, угольный элемент и т. п. Источник тепла содержит горючий углеродсодержащий материал с высоким содержанием углерода, а также может содержать графит или оксид алюминия. Источник тепла представляет собой, например, угольный элемент, который может воспламеняться и передавать тепло в субстрат, образующий аэрозоль, с образованием вдыхаемого аэрозоля.
Компонент, генерирующий летучий аромат, может быть связан с волокнистым опорным элементом. Волокнистый опорный элемент может представлять собой любой подходящий субстрат или подложку для размещения, удерживания или сохранения компонента, генерирующего аромат. Волокнистый опорный элемент может представлять собой, например, бумажную подложку или капсулу. Волокнистый опорный элемент может представлять собой, например, нить или сплетение. Такие нить или сплетение могут быть пропитаны жидким компонентом, таким как жидкий ментол. В качестве альтернативы, такие нить или сплетение могут быть намотаны или иным образом связаны с твердым компонентом, генерирующим аромат. Например, твердые частицы ментола могут быть связаны с нитью.
Предпочтительно, способ включает получение двух изделий, содержащих N компонентов, путем разделения на два двойных изделия, содержащих 2N-1 компонентов посредине центрального компонента. Центральный компонент предпочтительно представляет собой первый компонент двойной длины. Способ предпочтительно включает присоединение 2N-1 компонентов в продольном осевом направлении в каждом гнезде. Более предпочтительно, способ включает присоединение N-го компонента к каждому (N-1)-му компоненту с обеих сторон первого компонента в продольном осевом направлении в выполненном гнезде только при наличии всех компонентов, от первого компонента до (N-1)-го компонента, в указанном выполненном гнезде.
В каждом гнезде выполняют двойное изделие, образующее аэрозоль. К каждой осевой стороне первого компонента добавляют второй компонент, в результате чего каждое гнездо в первом компоненте зажато между двумя вторыми компонентами. Таким же образом, два N-х компонента добавляют к свободной стороне двух (N-1)-х компонентов. Только первый компонент находится в контакте с или смежен с двумя вторыми компонентами, в то время как другие компоненты находятся в контакте с (N-1)-м и (N+1)-м компонентами. Конструкция образованного таким образом двойного изделия, образующего аэрозоль, предпочтительно симметрична по отношению к его центру. Центр симметрии двойного изделия, образующего аэрозоль, как правило, представляет собой центр первого компонента.
Предпочтительно, способ включает на этапе добавления N-х компонентов в гнезде этап извлечения любого из (N-1)-х компонентов в одном и том же гнезде при отсутствии какого-либо из 2N-3 компонентов в одном и том же гнезде.
Предпочтительно, способ дополнительно включает сжатие всех компонентов вдоль продольной оси, присутствующих в каждом гнезде. Таким образом, компоненты плотно упакованы и готовы к последующей фазе обработки.
Предпочтительно, способ дополнительно включает обертывание по меньшей мере некоторых из указанных компонентов бумагой. Обертывание может быть выполнено в соответствии с любым способом, известным из уровня техники.
Предпочтительно, способ дополнительно включает разрезание указанного первого компонента на две части.
Настоящее изобретение будет дополнительно описано исключительно на примерах, со ссылками на сопроводительные графические материалы, на которых:
- на фиг. 1 представлен схематический вид сверху устройства для осуществления способа изготовления многокомпонентных изделий, образующих аэрозоль, согласно настоящему изобретению;
- на фиг. 2 представлен частичный схематический вид сбоку устройства согласно фиг. 1;
- на фиг. 3 представлен схематический вид сверху согласно фиг. 2, показывающий фазы обертывания, разрезания и сгибания способа изготовления многокомпонентных изделий, образующих аэрозоль, согласно настоящему изобретению;
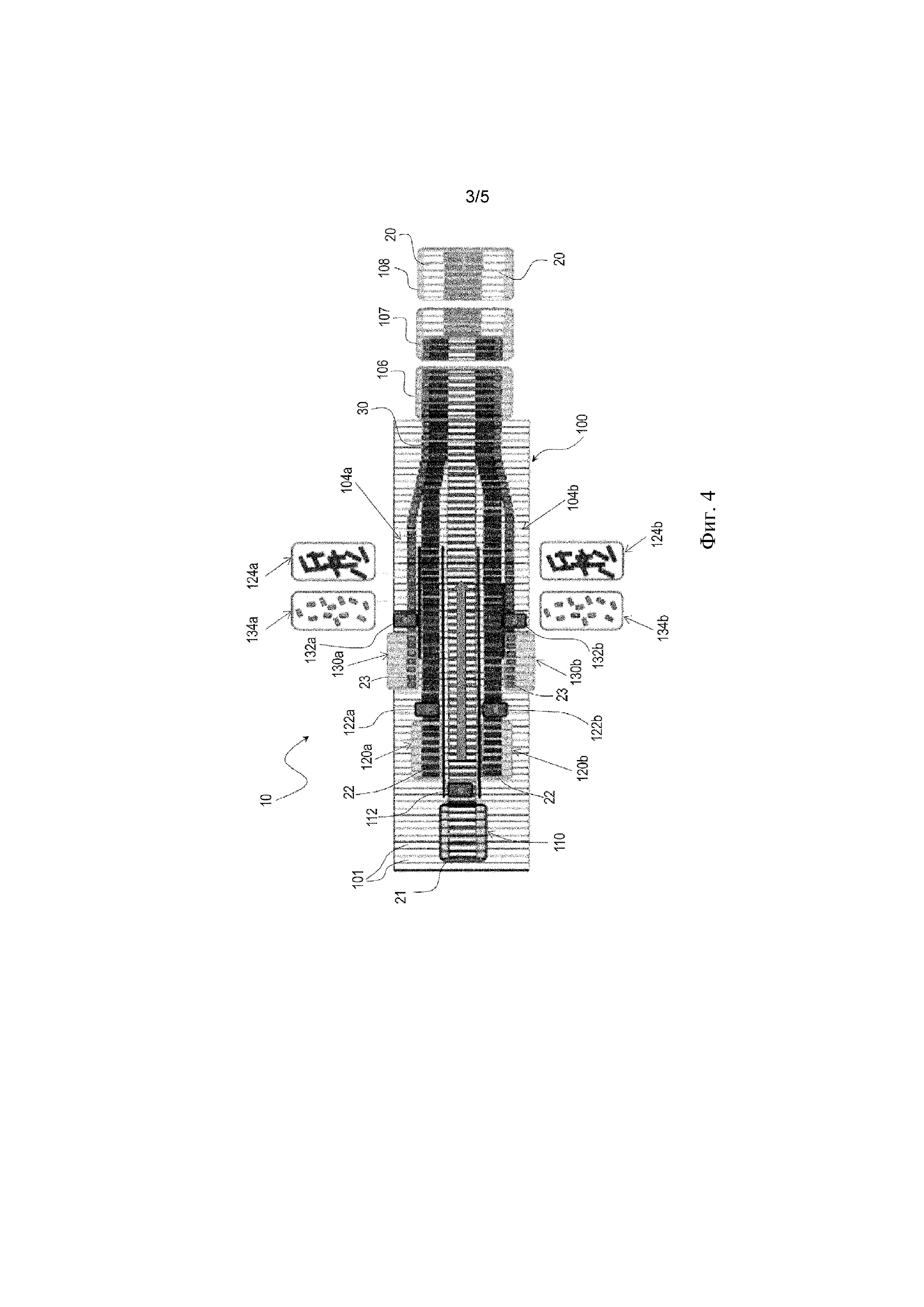
- на фиг. 4 показан схематическое изображение фаз способа изготовления многокомпонентных изделий, образующих аэрозоль, согласно настоящему изобретению при нормальном условии изготовления, где все компоненты многокомпонентных изделий, образующих аэрозоль, подаются в их соответствующие гнезда; и
- на фиг. 5, 6 и 7a, 7b показаны схематические изображения фаз способа изготовления многокомпонентных изделий, образующих аэрозоль, согласно настоящему изобретению при аномальных условиях изготовления, где компонент многокомпонентного изделия, образующего аэрозоль, не подается в гнездо.
Со ссылкой на фиг. 1-3, устройство 10, применяемое для изготовления многокомпонентных изделий 20, образующих аэрозоль, выполнено следующим образом.
Плоский барабан 100 предусмотрен для приема множества компонентов многокомпонентных изделий 20, образующих аэрозоль, и для транспортировки компонентов в направлении транспортировки устройства 10 (направление транспортировки указано стрелкой на фиг. 1).
Множество гнезд 101 выполнены в плоском барабане 100, и они разнесены на одинаковое расстояние вдоль направления транспортировки. Каждое гнездо 101 выполнено с возможностью вмещения компонентов двух многокомпонентных изделий 20, образующих аэрозоль, следовательно, его длина приспособлена соответствующим образом.
Как показано на фиг. 1, устройство 10 дополнительно содержит первый подающий барабан 110, предусмотренный выше плоского барабана 100 в центральном положении относительно плоского барабана 100.
Первый подающий барабан 110 перемещается вдоль того же направления хода, что и плоский барабан 100, и содержит множество гнезд 111, которые разнесены на одинаковое расстояние вдоль направления транспортировки устройства 10 и выполнены с возможностью вмещения первых компонентов 21 многокомпонентных изделий 20, образующих аэрозоль.
Первый подающий барабан 110 приводится в движение электродвигателем для подачи в центральную часть каждого гнезда 101 плоского барабана 100 первого компонента 21 многокомпонентных изделий 20, образующих аэрозоль.
В проиллюстрированном варианте осуществления первый компонент состоит из двойного фильтра 21 мундштука, изготовленного из ацетатцеллюлозы.
Следует понимать, что фильтр 21 мундштука с 2 штрангами относится к такой конструкции штранга, так что, если бы он был разделен на две части, получали бы пару фильтров 21 мундштука.
Первый детектор 112 предусмотрен ниже по потоку относительно первого подающего барабана 110 для проверки каждого гнезда 101 плоского барабана 100 на наличие фильтра 21 мундштука с 2 штрангами.
Термины «ниже по потоку» и «выше по потоку» используются для описания относительного положения элементов или компонентов устройства для изготовления многокомпонентных изделий, образующих аэрозоль, вдоль направления транспортировки устройства.
Расположенное ниже по потоку относительно первого подающего барабана 110 устройство 10 дополнительно содержит пару противоположных вторых подающих барабанов 120a, 120b. Вторые подающие барабаны 120a, 120b предусмотрены над плоским барабаном 100 с обеих сторон плоского барабана 100. Каждый второй подающий барабан 120a, 120b содержит множество гнезд 121a, 121b, которые разнесены на одинаковое расстояние вдоль направления транспортировки устройства 10 и выполнены с возможностью вмещения соответствующих вторых компонентов 22 многокомпонентных изделий 20, образующих аэрозоль.
Вторые подающие барабаны 120a, 120b приводятся в движение соответствующим электродвигателем для подачи в гнездо 101 плоского барабана 100 вторых компонентов 22 многокомпонентных изделий 20, образующих аэрозоль. Более конкретно, вторые компоненты 22 многокомпонентных изделий 20, образующих аэрозоль, располагают в каждом гнезде 101 плоского барабана 100 с обеих сторон первого компонента 21.
В проиллюстрированном варианте осуществления второй компонент состоит из субстрата 22, образующего аэрозоль. Субстрат 22, образующий аэрозоль, содержит, например, пачку гофрированного формованного листового табака, обернутого фильтровальной бумагой. Формованный листовой табак содержит добавки, включающие глицерин в качестве добавки, образующей аэрозоль.
Второй детектор 122a, 122b предусмотрен ниже по потоку относительно соответствующего второго подающего барабана 120a, 120b для проверки каждого гнезда 101 плоского барабана 100 на наличие субстратов 22, образующих аэрозоль.
Пара противоположных третьих подающих барабанов 130a, 130b предусмотрена ниже по потоку относительно вторых подающих барабанов 120a, 120b. Третьи подающие барабаны 130a, 130b предусмотрены над плоским барабаном 100 с обеих сторон плоского барабана 100. Каждый третий подающий барабан 130a, 130b содержит множество гнезд 131a, 131b, которые разнесены на одинаковое расстояние вдоль направления транспортировки устройства 10 и выполнены с возможностью вмещения соответствующих третьих компонентов 23 многокомпонентных изделий 20, образующих аэрозоль.
Третьи подающие барабаны 130a, 130b приводятся в движение соответствующим электродвигателем для подачи в гнездо 101 плоского барабана 100 третьего компонента 23 многокомпонентных изделий 20, образующих аэрозоль. Более конкретно, третьи компоненты 23 многокомпонентных изделий 20, образующих аэрозоль, располагают в каждом гнезде 101 плоского барабана 100 смежно с соответствующим вторым компонентом 22 многокомпонентных изделий 20, образующих аэрозоль.
В проиллюстрированном варианте осуществления третий компонент состоит из горючего источника 23 тепла. Предпочтительный горючий источник тепла содержит горючий углеродсодержащий материал с высоким содержанием углерода, а также может содержать графит или оксид алюминия. Горючий источник 23 тепла представляет собой, например, угольный элемент, который может воспламеняться и передавать тепло в субстрат 22, образующий аэрозоль, с образованием вдыхаемого аэрозоля.
Третий детектор 132a, 132b предусмотрен ниже по потоку относительно соответствующего третьего подающего барабана 130a, 130b для проверки каждого гнезда 111 плоского барабана 100 на наличие горючих источников 23 тепла.
Гнезда 102а, 102b для выталкивания предусмотрены в плоском барабане 100 ниже по потоку относительно соответствующего третьего детектора 132а, 132b для вмещения горючего источника 23 тепла, который должен быть вытолкнут и извлечен, в случае если третий детектор 132а или 132b обнаружит отсутствие другого горючего источника 23 тепла в гнезде 101 плоского барабана 100. Таким образом, горючий источник 23 тепла выталкивают из устройства 10 при помощи впрыскивания воздуха. Выталкиваемый горючий источник 23 тепла извлекают в коробки 134а, 134b для повторного использования. Коробки 134а, 134b предусмотрены в месте соответствующего гнезда 102а, 102b для выталкивания плоского барабана 100.
Дополнительные гнезда 103a, 103b для выталкивания предусмотрены в плоском барабане 100 ниже по потоку относительно гнезд 102a, 102b для выталкивания горючего источника тепла для вмещения субстрата 22, образующего аэрозоль, который должен быть вытолкнут и извлечен, в случае если второй детектор 122a или 122b обнаружит отсутствие другого субстрата 22, образующего аэрозоль, в гнезде 101 плоского барабана 100.
Более того, дополнительные гнезда 103а, 103b для выталкивания вмещают оба субстрата 22, образующих аэрозоль, которые подлежат выталкиванию и извлечению, в случае если один или оба третьих детектора 132а или 132b обнаруживают отсутствие одного или обоих горючих источников 23 тепла в гнезде 101 плоского барабана 100. Субстраты 22, образующие аэрозоль, таким образом, выталкивают из устройства 10 при помощи впрыскивания воздуха. Выталкиваемые субстраты 22, образующие аэрозоль, затем извлекают в коробки 124а, 124b для повторного использования. Коробки 124а, 124b предусмотрены в месте соответствующего гнезда 103а, 103b для выталкивания плоского барабана 100.
Устройство 10 дополнительно содержит сжимающие направляющие 104a, 104b, расположенные ниже по потоку относительно дополнительных гнезд 103a, 103b для выталкивания и выполненные с возможностью сжатия компонентов 21, 22, 23 многокомпонентных изделий 20, образующих аэрозоль, в соответствии с направлением сжатия, перпендикулярным направлению транспортировки плоского барабана 100. Таким образом, сжатые компоненты 21, 22, 23 многокомпонентных изделий 20, образующих аэрозоль, выровнены в осевом направлении в гнездах 101 в конфигурации «торец к торцу», примыкая друг к другу без какого-либо барьера между ними. Таким образом, получают стержни 30. Детектор 105 зазора также предусмотрен ниже по потоку относительно сжимающих направляющих 104a, 104b для проверки наличия зазоров между компонентами 21, 22, 23.
Устройство 10 дополнительно содержит перемещающий барабан 106, выполненный с возможностью перемещения собранных компонентов 21, 22, 23 многокомпонентного изделия, образующего аэрозоль, в оберточную станцию 106, выполненную с возможностью снабжения стержней 30 внешней оберткой, например, бумагой.
Со ссылкой на фиг. 2 и 3, оберточная станция 107 содержит три оберточных барабана 107a, 107b, 107c. Более конкретно, первый оберточный барабан 107a выполнен с возможностью обертывания верхней части стержней 30, второй оберточный барабан 107b выполнен с возможностью обертывания нижней части стержней 30, а третий оберточный барабан 107c выполнен с возможностью обертывания центральной части стержней 30.
Ниже по потоку относительно оберточной станции 107 устройство 10 дополнительно содержит режущий барабан 108, выполненный с возможностью разрезания стержней 30 по средине фильтра 21 мундштука с 2 штрангами, таким образом получая два изделия 20, образующих аэрозоль, каждое из которых содержит фильтр 21 мундштука, субстрат 22, образующий аэрозоль, и горючий источник 23 тепла.
Снова ссылаясь на фиг. 1, ниже по потоку относительно режущего барабана 108 устройство 10 также содержит поворотный барабан 109, упаковочное устройство 136 и захватывающее устройство 137. Эти устройства известны из уровня техники, поэтому они не описаны подробно в данном документе.
Со ссылкой на фиг. 4, проиллюстрированы различные этапы способа изготовления согласно настоящему изобретению в нормальной производственной ситуации, когда все компоненты 21, 22, 23 изделий 20, образующих аэрозоль, правильно размещены в гнездах 101 плоского барабана 100 устройства 10.
Более конкретно, способ начинают с подачи фильтра 21 мундштука с 2 штрангами из первого подающего барабана 110 в центральную часть гнезда 101.
На следующем этапе способа первый детектор 112 обнаруживает наличие фильтра 21 мундштука с 2 штрангами в гнезде 101, а пару субстратов 22, образующих аэрозоль, подают из вторых подающих барабанов 120a, 120b к обеим сторонам фильтра 21 мундштука с 2 штрангами.
На следующем этапе вторые детекторы 122a, 122b обнаруживают, что как субстраты 22, образующие аэрозоль, присутствуют в гнезде 101, так и пара горючих источников 23 тепла подаются из третьих подающих барабанов 130a, 130b в гнездо 101 плоского барабана 100, каждый смежно с соответствующим субстратом 22, образующим аэрозоль.
На следующем этапе способа фильтр 21 мундштука с 2 штрангами, пару субстратов 22, образующих аэрозоль, и пару горючих источников 23 тепла сжимают сжимающими направляющими 104а, 104b с выравниванием в осевом направлении внутри гнезда 101 в конфигурации «торец к торцу», при этом они примыкают друг к другу без какого-либо барьера между ними. Таким образом, получают множество стержней 30.
На следующем этапе способа детектор 105 зазора проверяет наличие зазоров в стержнях 30.
На следующем этапе способа множество стержней 30 последовательно перемещают из плоского барабана 100 в оберточную станцию 107 посредством перемещающего барабана 106. В оберточной станции 107 три оберточных барабана 107a, 107b, 107c обеспечивают каждый стержень 30 внешней оберткой.
На следующем этапе способа каждый обернутый стержень 30 разрезают режущим барабаном 108 посредине фильтров 21 мундштука с 2 штрангами, получая таким образом пару многокомпонентных изделий 20, образующих аэрозоль.
Со ссылкой на фиг. 5, проиллюстрированы различные этапы способа изготовления согласно настоящему изобретению в первой аномальной производственной ситуации, когда двойной фильтр 21 мундштука многокомпонентного изделия 20, образующего аэрозоль, не помещен в гнездо 101 плоского барабана 100 устройства 10.
В этом случае первый детектор 112 обнаруживает отсутствие двойного фильтра 21 мундштука в гнезде 101 плоского барабана 100.
Как следствие, на следующих этапах способа вторые подающие барабаны 120a, 120b и третий подающий барабан 130a, 13b не подают соответственно пару субстратов 22, образующих аэрозоль, и горючих источников 23 тепла внутрь гнезда 101.
На фиг. 6 проиллюстрированы различные этапы способа изготовления согласно настоящему изобретению в еще одной аномальной производственной ситуации, когда один из субстратов 22, образующих аэрозоль, не помещен в гнездо 101 плоского барабана 100 устройства 10.
В этом случае второй детектор 122a обнаруживает, что субстрат 22, образующий аэрозоль, отсутствует в гнезде 101, тогда как второй детектор 122b обнаруживает, что субстрат 22, образующий аэрозоль, присутствует в гнезде 101.
На следующем этапе способа третьи подающие барабаны 130a, 13b не подают соответственно пару горючих источников 23 тепла внутрь гнезда 101.
На следующем этапе способа субстрат 22, образующий аэрозоль, внутри гнезда 101 выталкивают на гнездо 103b для выталкивания посредством впрыскивания воздуха и извлекают в коробку 124b для повторного использования.
Двойной(-ые) фильтр(-ы) 21 мундштука выталкивают из перемещающего барабана 106 и выбрасывают. В предпочтительном варианте осуществления двойной(-ые) фильтр(-ы) 21 мундштука предпочтительно извлекают в коробку - не показана на фигурах - подобную коробкам 124a и 124b для повторного использования.
На фиг. 7а и 7b проиллюстрированы различные этапы способа изготовления согласно настоящему изобретению в еще одной аномальной производственной ситуации, когда один из горючих источников 23 тепла не помещен в гнездо 101 плоского барабана 100 устройства 10.
В этом случае третий детектор 132a обнаруживает, что горючие источники 23 тепла отсутствуют в гнезде 101, тогда как третий детектор 132b обнаруживает, что горючие источники 23 тепла присутствуют в гнезде 111.
На следующем этапе способа горючие источники 23 тепла внутри гнезда 101 выталкивают на гнездо 102b для выталкивания посредством впрыскивания воздуха и извлекают в коробку 134b для повторного использования.
На следующем этапе способа субстраты 22, образующие аэрозоль, внутри гнезда 101 выталкивают на гнезда 103a, 103b для выталкивания посредством впрыскивания воздуха и извлекают в коробки 124a, 124b для повторного использования.
Также в этой ситуации двойной фильтр 21 мундштука выталкивают из перемещающего барабана 106 и выбрасывают. В предпочтительном варианте осуществления двойной фильтр 21 мундштука предпочтительно извлекают в коробку - не показана на фигурах - подобную коробкам 124a и 124b для повторного использования.
Варианты осуществления и примеры, описанные выше, поясняют настоящее изобретение, но не ограничивают его. Другие варианты осуществления изобретения могут быть выполнены без отступления от его сущности и объема, и следует понимать, что конкретные варианты осуществления, описанные в данном документе, не предназначены для ограничения.
Реферат
Изобретение относится к способу изготовления многокомпонентных изделий, образующих аэрозоль, при этом каждое изделие, образующее аэрозоль, определяет продольную ось и содержит N компонентов, последовательно соединенных вдоль продольной оси, где N представляет собой целое число, большее либо равное 2, при этом способ включает: предоставление транспортирующих средств для транспортировки компонентов изделий, образующих аэрозоль, в направлении транспортировки, при этом в транспортирующих средствах образованы гнезда вдоль направления транспортировки; подачу в гнезда транспортирующих средств первого компонента для каждого изделия, образующего аэрозоль, путем размещения первых компонентов один за другим вдоль направления транспортировки так, чтобы их продольные оси были параллельны друг другу; проверку каждого гнезда на наличие указанного первого компонента; присоединение второго компонента к первому компоненту в продольном осевом направлении в выполненном гнезде только при наличии первого компонента в выполненном гнезде. Технический результат заключается в предотвращении брака полуготовых компонентов многокомпонентных изделий, образующих аэрозоль. 13 з.п. ф-лы, 8 ил.
Формула
Документы, цитированные в отчёте о поиске
Способы производства сигарет и фильтровых сборок со сжимаемой вкусовой капсулой
Комментарии