Способ гидродинамической обработки поверхности и устройство для его осуществления - RU2250145C2
Код документа: RU2250145C2
Чертежи




Описание
Изобретение относится к гидрокавитационным методам обработки различных поверхностей и может быть использовано для очистки различных сложных поверхностей, в том числе для подводной очистки поверхности судов.
Известен способ подводной очистки корпусов судов, при котором на очищаемую поверхность воздействуют струей воды под давлением, вытекающей из сопла рабочего органа (форсунки), создавая струи, затопленную область с регулируемым расходом воды, примыкающую к обрабатываемой поверхности, причем очистку ведут при режимных параметрах, обеспечивающих условие возникновения кавитации в затопленной полости около очищаемой поверхности. (Авторское свидетельство СССР №1102712, В 63 В 59/08, опубл. 1982 г.).
Однако этот способ характеризуется низкой производительностью из-за малой величины зоны поверхности обработки.
Известен способ гидродинамической очистки корпусов судов, при котором на очищаемую поверхность воздействуют струей воды под давлением, которую выпускают из рабочего органа, обеспечивая условие возникновения кавитации в зоне очистки. (Патент РФ №2123957, В 63 В 59/08, опубл. 1998 г.). В этом способе условие возникновения кавитации в зоне очистки обеспечивают одновременным воздействием на очищаемую поверхность струи воды и акустического излучения, которое получают от акустического генератора, работающего на энергии динамического напора самой струи, при этом генератор размещают внутри рабочего органа. Таким образом, рабочий орган вырабатывает кавитирующую струю воды, обогащенную кавитационными пузырьками.
Ограничением этого способа является недостаточно высокая производительность обработки поверхности.
Наиболее близким техническим решением является способ и устройство для гидродинамической обработки поверхности. (Заявка Великобритании №2113080, В 63 В 59/10, опубл. 1983 г.).
Известный способ гидродинамической обработки поверхности включает воздействие, по меньшей мере, двумя кавитирующими струями воды под давлением на зону поверхности обработки.
Известное устройство содержит ряд форсунок, предназначенных для подачи кавитирующих струй на обрабатываемую поверхность судна.
Это техническое решение за счет использования ряда кавитирующих струй позволяет повысить обрабатываемую площадь поверхности (одновременно очищаемую несколькими форсунками).
Ограничением известного технического решения является недостаточно высокое качество и эффективность обработки поверхности, пониженная способность удалять плотные слои биообростаний при очистке корпусов судов при высоком рабочем давлении жидкости (16-19 МПа).
Решаемая изобретением задача - повышение качества и эффективности обработки поверхности.
Технический результат, который может быть получен при осуществлении способа, - повышение производительности обработки; улучшение равномерности обработки общей зоны поверхности, на которую воздействуют несколькими кавитирующими струями воды;
повышение концентрации и обеспечение равномерности кавитационных пузырьков в зоне поверхности обработки.
Технический результат, который может быть получен при выполнении устройства, - повышение производительности, повышение концентрации и обеспечение равномерности кавитационных пузырьков в зоне поверхности обработки, снижение давления воды, подаваемой в форсунку (гидрокавитационный генератор), упрощение конструкции.
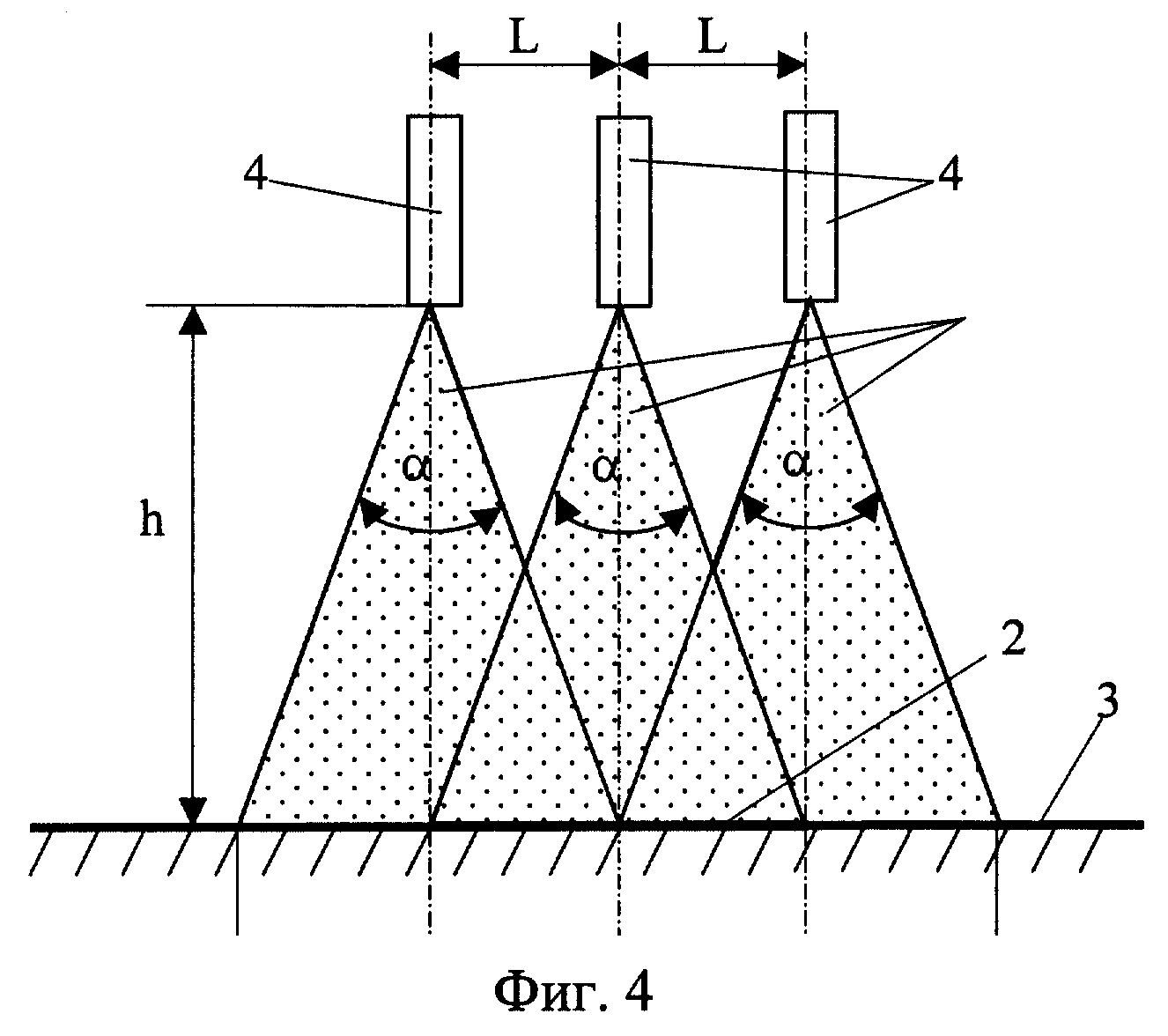
Для решения поставленной задачи с достижением указанного технического результата в известном способе гидродинамической обработки поверхности, включающем воздействие, по меньшей мере, двумя кавитирующими струями воды под давлением на зону поверхности обработки, при котором воздействие осуществляют с обеспечением пересечения кавитирующих струй в зоне поверхности обработки, согласно изобретению для повышения концентрации и обеспечения равномерности кавитационных пузырьков в зоне поверхности обработки расстояние L между продольными осями форсунок кавитирующих струй выбрано удовлетворяющим соотношению 25 tg(α /2)≤ L/dФ≤ 60 tg(α /2), где α - угол расширения кавитирующей струи, a dФ - диаметр форсунки, причем расстояние h от форсунок до зоны поверхности обработки находится в интервале h=(40-60)dФ, а угол α расширения кавитирующей струи - в интервале α =15° -70° .
Возможны дополнительные варианты осуществления заявленного способа, в которых целесообразно, чтобы:
- пересечение кавитирующих струй в зоне поверхности обработки осуществляли с обеспечением совпадения центра зоны поверхности обработки для одной кавитирующей струи воды с краем зоны поверхности обработки для другой кавитирующей струи воды;
- пересечение кавитирующих струй воды в зоне поверхности обработки осуществляли с обеспечением расположения центра зоны поверхности обработки для одной кавитирующей струи воды между центром и краем зоны поверхности обработки для другой кавитирующей струи воды;
- пересечение кавитирующих струй воды в зоне поверхности обработки осуществляли с обеспечением расположения центра зоны поверхности обработки для одной кавитирующей струи воды посередине между центром и краем зоны поверхности обработки для другой кавитирующей струи воды;
- использовали, по меньшей мере, три кавитирующие струи, при этом центры зон поверхности обработки для каждой кавитирующей струи располагали в ряд;
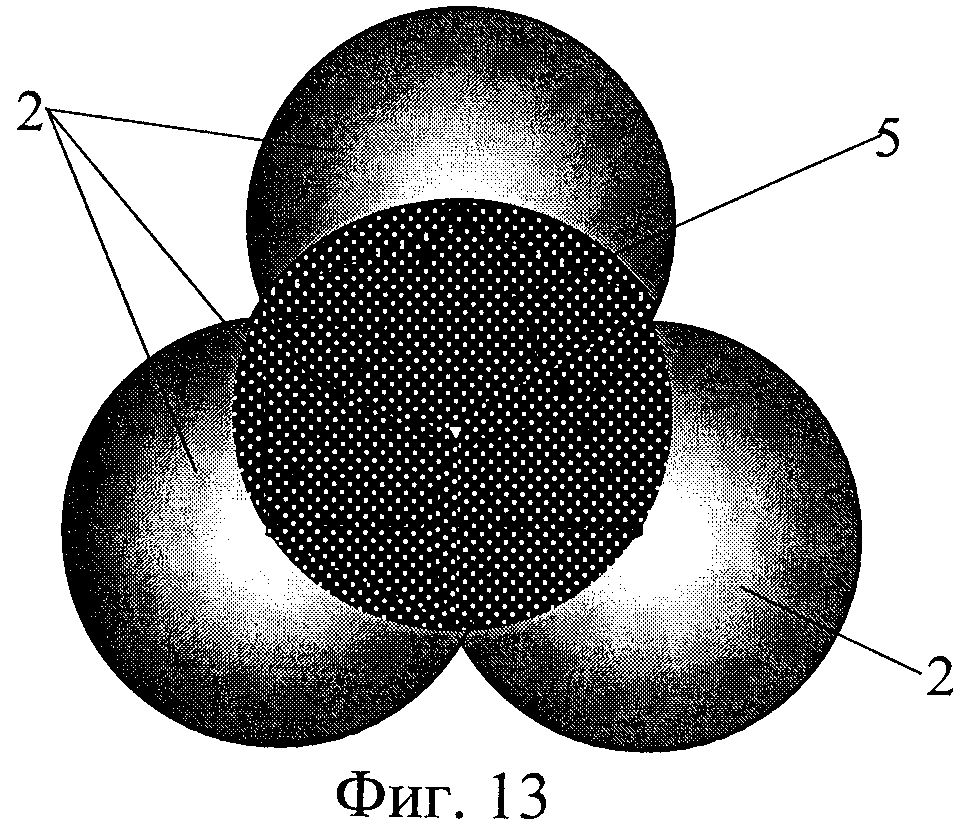
- использовали, по меньшей мере, четыре кавитирующие струи, при этом центры зон поверхности обработки для трех кавитирующих струй располагали в вершинах равностороннего треугольника, а центр зоны поверхности для четвертой кавитирующей струи располагали бы в центре этого равностороннего треугольника.
Для решения поставленной задачи с достижением указанного технического результата в известном устройстве для гидродинамической обработки поверхности, содержащем, по меньшей мере, две форсунки, предназначенные для подачи кавитирующих струй на поверхность, согласно изобретению расстояние L между продольньми осями форсунок выбрано удовлетворяющим соотношению 25tg(α /2)≤ L/dФ ≤60tg(α /2), где α - угол расширения кавитирующей струи, а dФ - диаметр форсунки, причем угол α расширения кавитирующей струи находится в интервале α =15° -70° .
Возможны дополнительные варианты выполнения заявленного устройства, в которых целесообразно, чтобы:
- в форсунке был расположен гидрокавитационный генератор;
- были использованы, по меньшей мере, три форсунки, которые расположены в ряд;
- были использованы, по меньшей мере, четыре форсунки, продольные оси которых расположены параллельно, при этом продольные оси трех форсунок расположены в вершинах равностороннего треугольника, а продольная ось четвертой форсунки расположена в центре этого равностороннего треугольника, расстояние L - расстояние между центральной форсункой и любой форсункой, расположенной в вершине равностороннего треугольника;
- была введена камера, связанная с источником воды повышенного давления, а форсунки подсоединены к камере.
Указанные преимущества, а также особенности настоящего изобретения поясняются лучшими вариантами его выполнения со ссылками на прилагаемые фигуры. Фиг.1 схематично изображает известное устройство с одной форсункой;
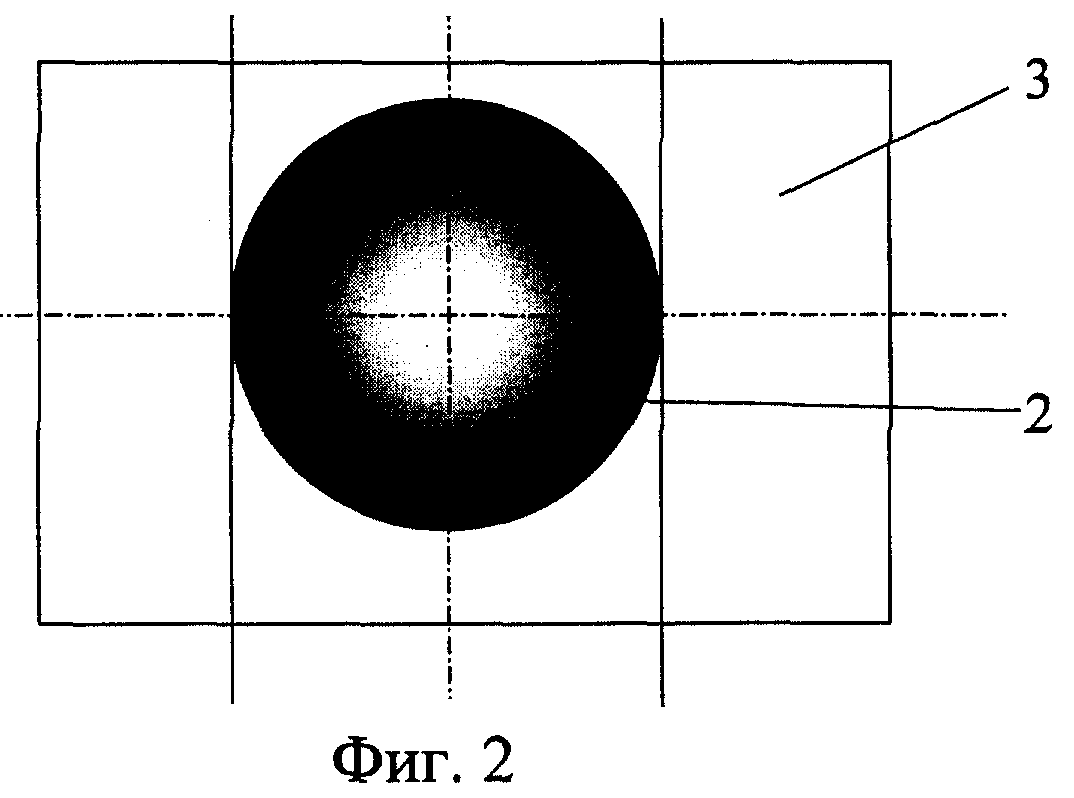
фиг.2 - зону поверхности обработки от одной форсунки;
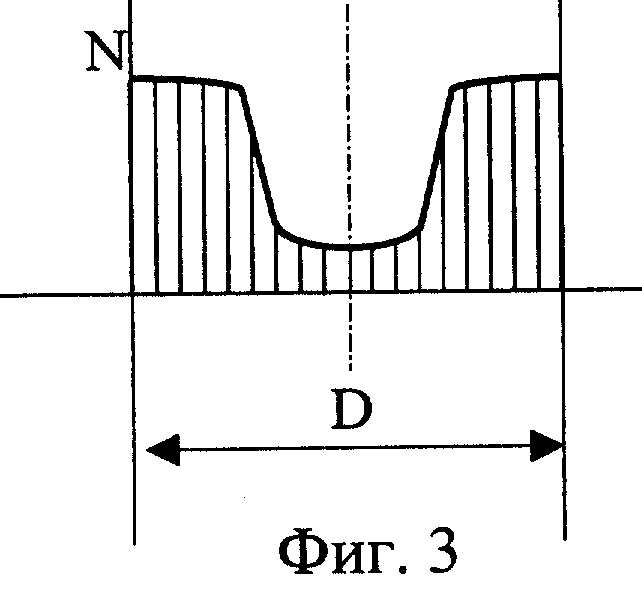
фиг.3 - эпюру распределения кавитационных пузырьков в зоне;
фиг.4 - схематично заявленное устройство при расположении форсунок в один ряд;
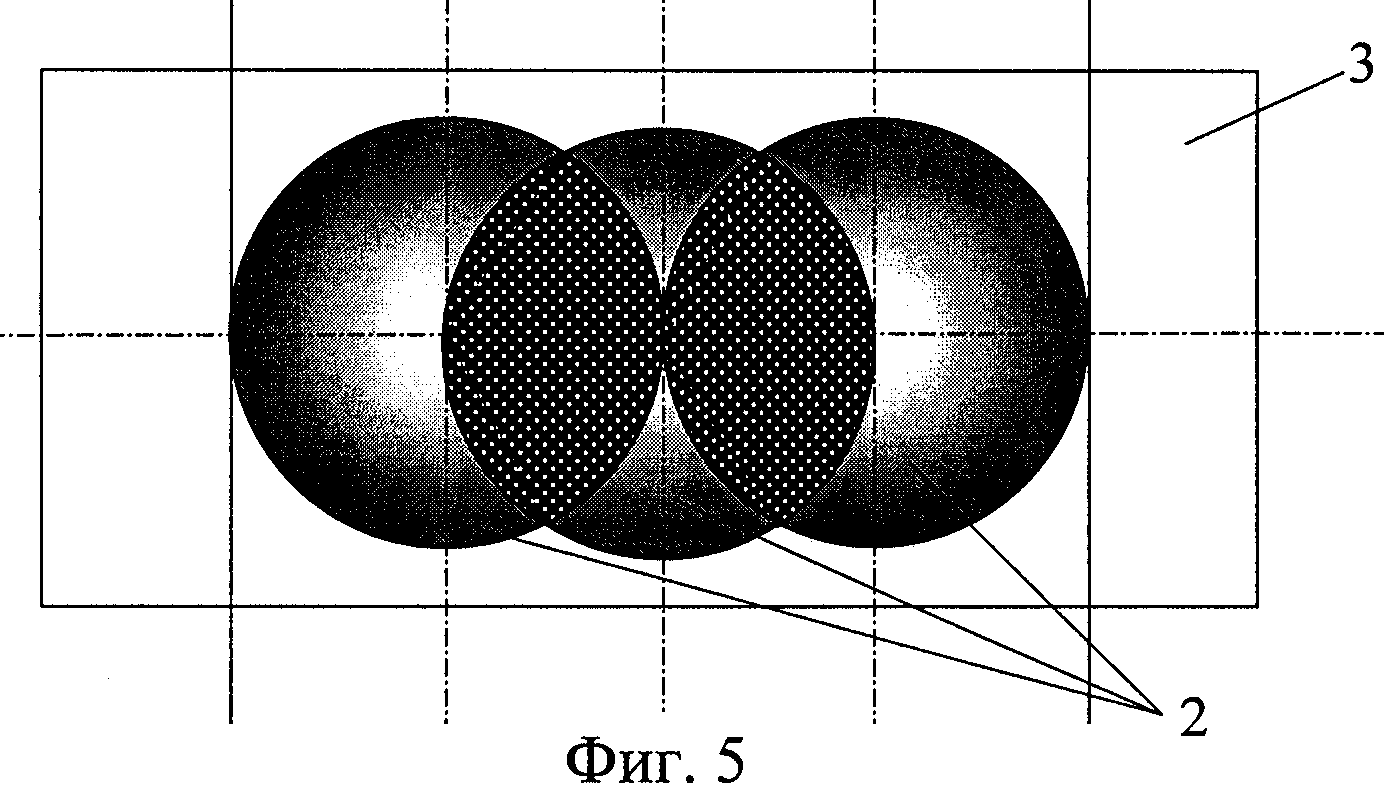
фиг.5 - зону поверхности обработки от ряда форсунок с пересечением кавитирующих струй при совпадении центра зоны поверхности обработки для одной кавитирующей струи воды с краем зоны поверхности обработки для другой кавитирующей струи воды;
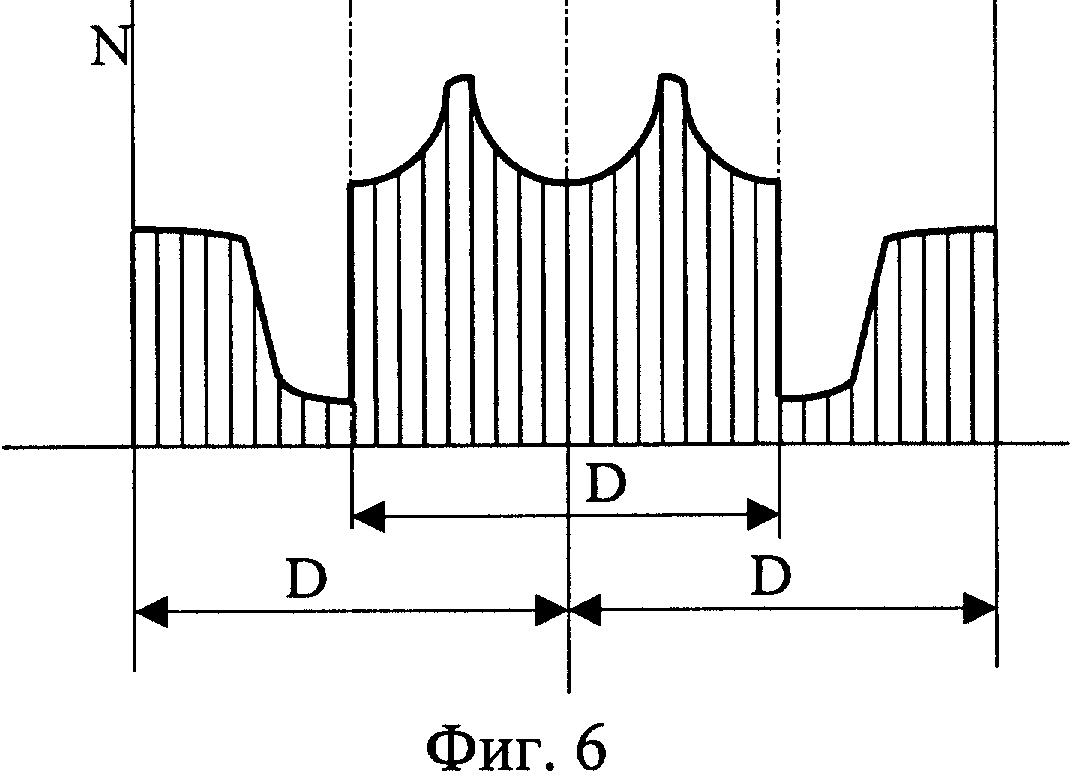
фиг.6 - эпюру распределения кавитационных пузырьков в зоне поверхности обработки при расположении форсунок в ряд на фиг.4;
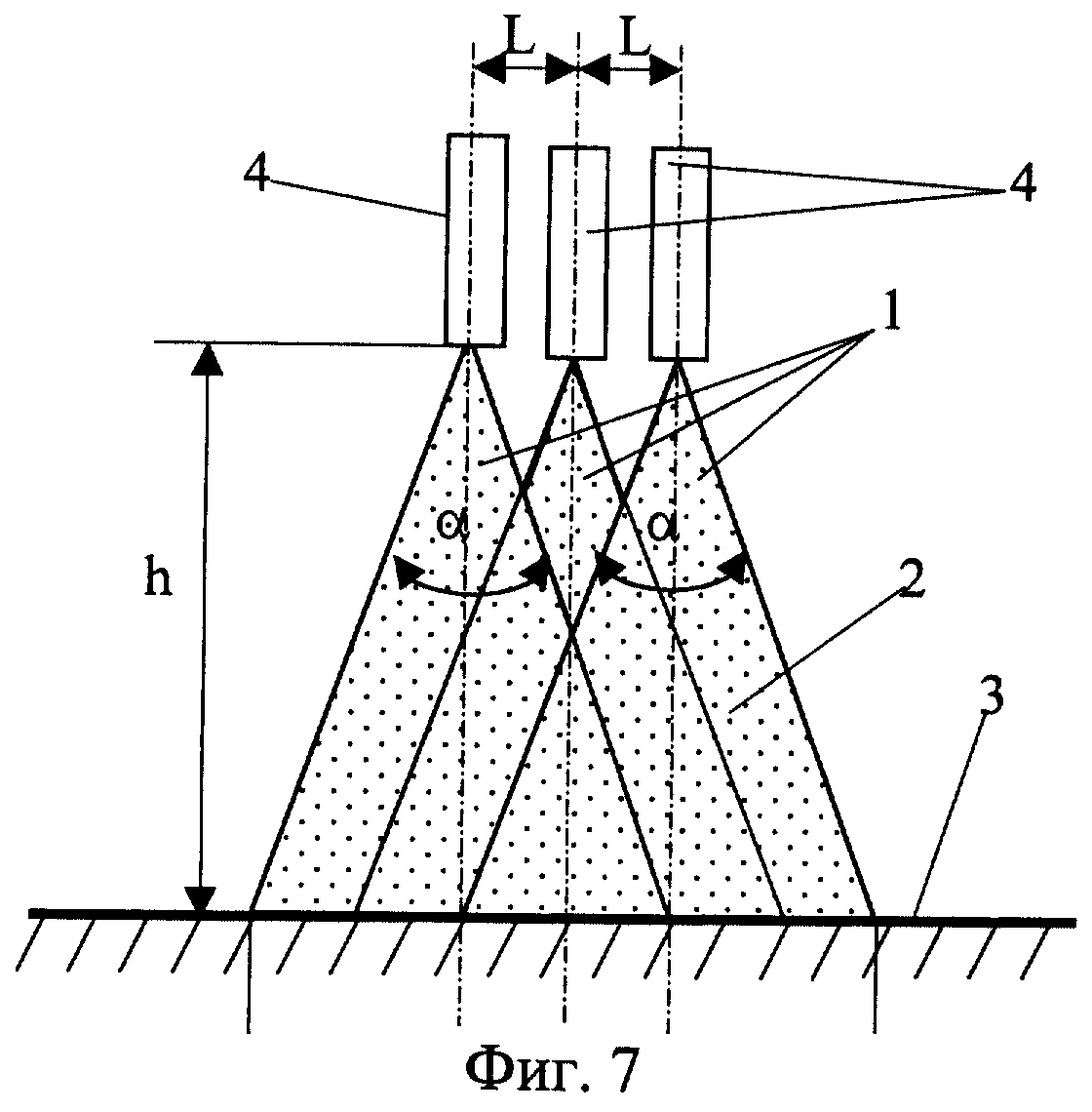
фиг.7 - то же, что фиг 4, при уменьшении расстояния между форсунками;
фиг.8 - зону поверхности обработки от ряда форсунок с пересечением кавитирующих струй при расположении центра зоны поверхности обработки для одной кавитирующей струи воды посередине между центром и краем зоны поверхности обработки для другой кавитирующей струи воды;
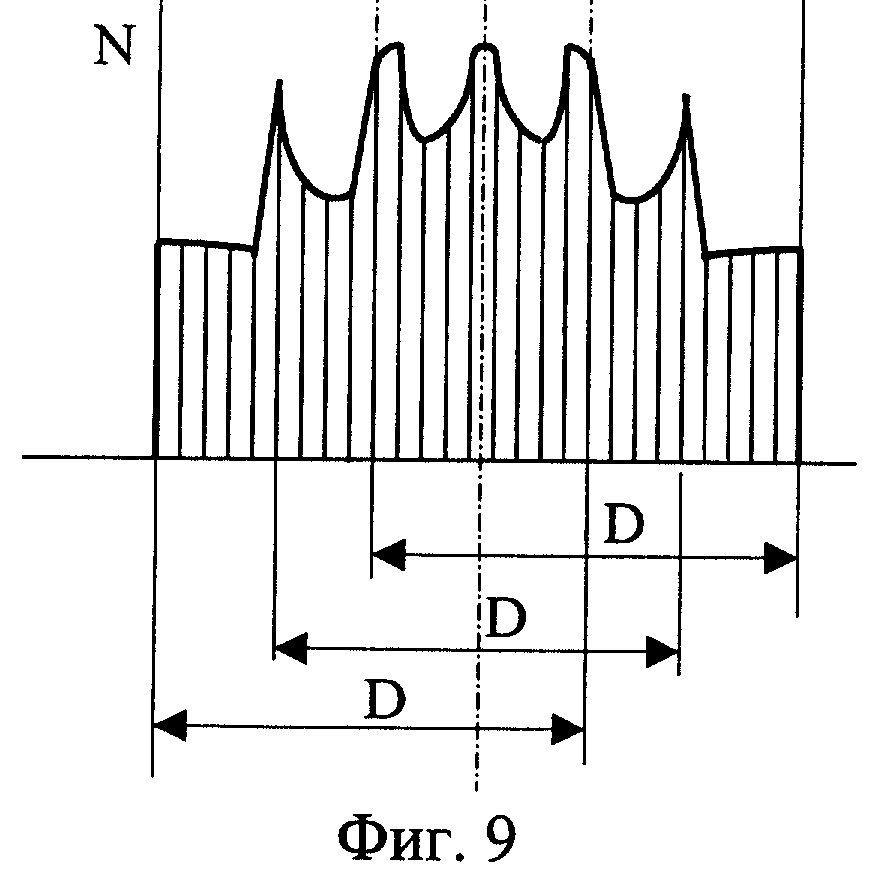
фиг.9 - эпюру распределения кавитационных пузырьков в зоне поверхности обработки при расположении форсунок в ряд на фиг.7;
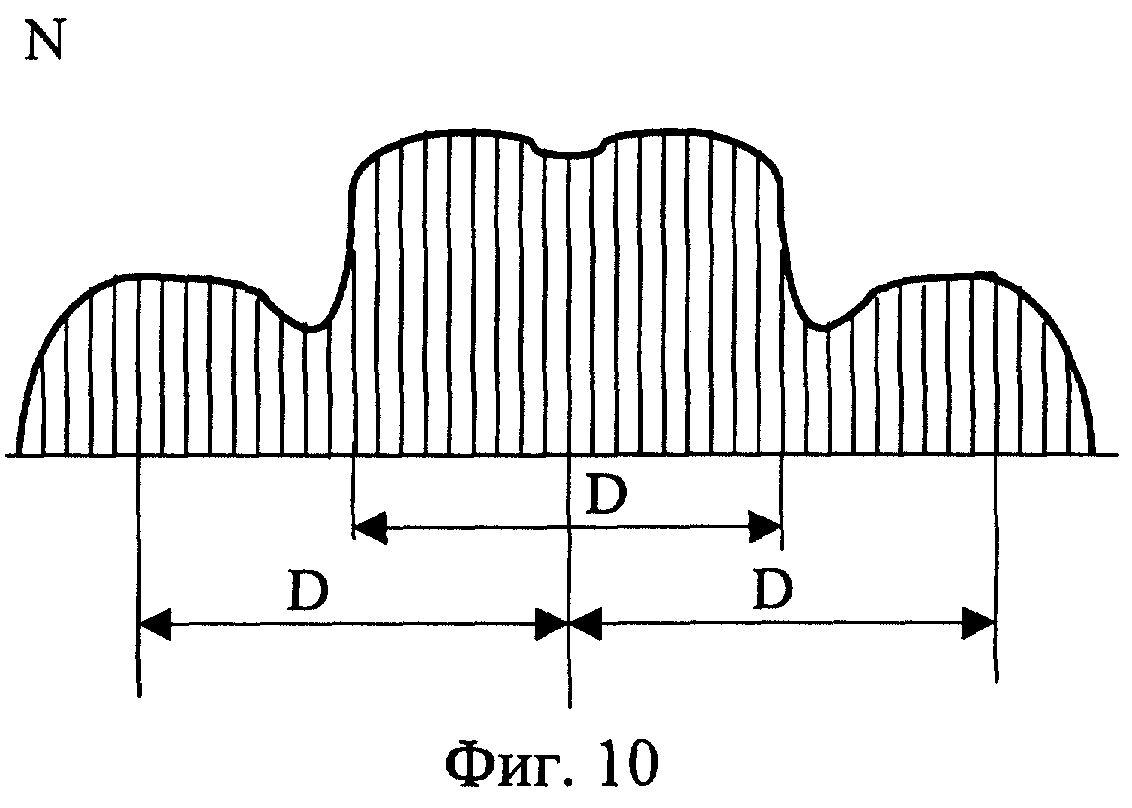
фиг.10 - то же, что фиг.6, с учетом растекания кавитирующих струй;
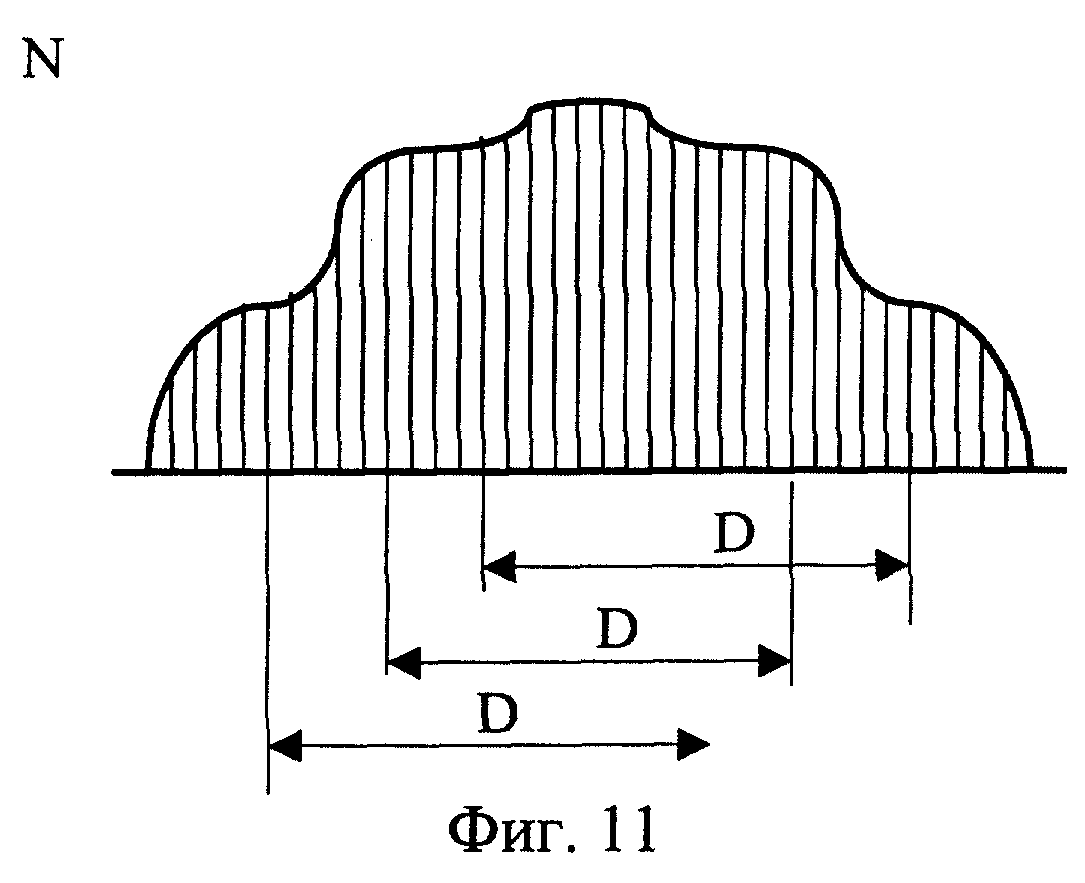
фиг.11 - то же, что фиг.9, с учетом растекания кавитирующих струй;
фиг.12 - расположение форсунок в вершинах равностороннего треугольника и в его центре, вид навстречу форсункам;
фиг.13 - зону поверхности обработки при расположении форсунок в соответствии с фиг.12;
фиг.14 - продольное сечение заявленного устройства, схематично. Способ гидродинамической обработки поверхности (фиг.4-14) включает воздействие, по меньшей мере, двумя кавитирующими струями 1 воды под давлением на зону 2 поверхности 3. Воздействие осуществляют с обеспечением пересечения кавитирующих струй 1 в зоне 2 поверхности 3 обработки.
На фиг.1, 4, 7, 12, 14 показаны форсунки 4, служащие для создания кавитирующих струй 1 и направления струй на поверхность 3.
При воздействии одной кавитирующей струи на зону 2 поверхности 3 (фиг.1, 2) навигационные пузырьки в поперечной плоскости кавитирующей струи 1 распределены неравномерно, что непосредственно связано с распределением кавитационных пузырьков, при их генерации в гидрокавитационном генераторе форсунки 4, а также с процессами, протекающими при распределении дифференциальных потоков воды в струе. Для наглядности на фиг.2 большее количество кавитационных пузырьков показано темным цветом. Количество кавитационных пузырьков градиентно уменьшается к центру струи. На фиг.3 показана эпюра распределения кавитационных пузырьков, где D - диаметр отдельной зоны 2, из которой следует, что количество пузырьков по краю кавитирующей струи 1 максимально, а в ее центре минимально.
При воздействии несколькими кавитирующими струями на зону 2 поверхности 3 без их пересечения, как это осуществляется в ближайшем аналоге, количество кавитационных пузырьков, действующих на поверхность 3 обработки соответствует вариантам, показанньм на фиг.2, 3. Это количество кавитационных пузырьков может лишь незначительно увеличиваться на краях двух кавитирующих струй 1 за счет их растекания при взаимодействии с поверхностью 3. Для нескольких кавитирующих струй 1 без их пересечения получают ряд практически не сливающихся зон 2 (фиг.2), отдельных для каждой форсунки 4. Эти зоны только соприкасаются своими краями между собой.
В соответствии с заявленным способом для увеличения количества кавитационных пузырьков в зоне 2 используют пересечение кавитирующих струй 1 (фиг.4, 7, 14).
Возможны различные варианты реализации способа с пересечением кавитирующих струй 1.
Пересечение кавитирующих струй 1 в зоне 2 поверхности 3 обработки можно осуществлять с обеспечением совпадения центра зоны 2 поверхности 3 обработки для одной кавитирующей струи 1 воды с краем зоны 2 поверхности 3 обработки для другой кавитирующей струи 1 (фиг.4, 5). В этом случае получают общую зону обработки (фиг.5), в которой более темным цветом показано увеличение концентрации кавитационных пузырьков. Эпюра (фиг.6) показывает распределение кавитационных пузырьков в плоскости, расположенной вдоль ряда форсунок 4. Из эпюры распределения видно, что количество N кавитационных пузырьков при пересечении трех кавитирующих струй 1 значительно увеличивается в центральной части общей зоны, затем от центра общей зоны следует уменьшение N, вызванное структурой зоны 2 кавитирующей струи 1 для одной форсунки 4, а далее к краю общей зоны количество N кавитационных пузырьков опять увеличивается и соответствует количеству N кавитационных пузырьков на краю зоны 2 для одной форсунки 4.
При прохождении такой суммарной кавитирующей струи, образованной отдельными коммутирующими струями 1, вдоль поверхности 3 обработки при перемещении самого инструмента обработки, например, при очистке корпуса судна непосредственно под водой, происходит предварительная зачистка поверхности 3 обработки сначала краем зоны 2, а затем окончательная зачистка поверхности центральной частью общей зоны, в которой количество кавитационных пузырьков значительно больше, чем при использовании одной кавитирующей струи 1 или нескольких непересекающихся кавитирующих струй 1. В результате улучшается качество очистки и повышается скорость очистки поверхности 3. Кроме того, за счет увеличения количества кавитационных пузырьков в общей зоне обработки требуется меньшее давление воды для очистки поверхности 3, чем при использовании нескольких непересекающихся кавитирующих струй 1 (при одинаковом общем количестве форсунок 4).
Возможен вариант (фиг.7, 8), при котором пересечение кавитирующих струй 1 воды в зоне 2 поверхности 4 обработки осуществляют с обеспечением расположения центра зоны 2 поверхности 3 обработки для одной кавитирующей струи 1 воды между центром и краем зоны 2 поверхности 3 обработки для другой кавитирующей струи воды 1. В этом случае удается кроме повышения количества кавитационных пузырьков в общей зоне поверхности 3, обрабатываемой кавитирующими струями 1, улучшить равномерность распределения количества кавитационных пузырьков в обобщенной зоне. В частном случае, в соответствии с прилагаемой эпюрой (фиг.9) для более равномерного распределения кавитационных пузырьков целесообразно, чтобы пересечение кавитирующих струй 1 воды в зоне поверхности обработки осуществляли с обеспечением расположения центра зоны 2 поверхности 3 обработки для одной кавитирующей струи 1 воды посередине между центром и краем зоны 2 поверхности обработки для другой кавитирующей струи воды 1. В этом случае удается уменьшить величину провала эпюры распределения концентрации кавитационных пузырьков между краем и центром. Зоны с максимальным количеством кавитационных пузырьков и их ориентировочные границы выделены на фиг.8 темным цветом. Из фиг.8 видно, светлые пятна для зон 2 отдельных кавитирующих струй 1 (фиг.5) перекрываются темным цветом.
Специалистам понятно, что эпюры распределения кавитационных пузырьков на фиг.6 и 9 являются теоретическими и получены простым интегрированием трех эпюр (фиг.3) для одной кавитирующей струи 1. На практике, с учетом растекания суммарной кавитирующей струи, полученной от пересечения отдельных кавитирующих струй 1, получатся эпюры, имеющие большую общую зону поверхности обработки и характеризующуюся сглаженной формой. С учетом эффекта растекания кавитирующих струй 1 при взаимодействии с поверхностью 3 эпюре на фиг.5 соответствует эпюра на фиг.10, а эпюре на фиг.9 - эпюра на фиг.11. С учетом эффекта растекания кавитирующих струй 1 удается значительно улучшить равномерность концентрации кавитационных пузырьков в обобщенной зоне обработки.
В описанных выше случаях используют, по меньшей мере, три кавитирующие струи 1, при этом центры зон поверхности обработки для каждой кавитирующей струи 1 располагают в ряд.
Однако в этом случае (фиг.5, 8) количество кавитационных пузырьков в основном увеличено и равномерно распределено вдоль ряда форсунок 4.
Для повышения концентрации кавитационных пузырьков и их равномерного распределения в обобщенной зоне обработки поверхности 3, составленной из отдельных зон 2, целесообразно использовать, по меньшей мере, четыре кавитирующие струи 1 (фиг.12). Центры зон 2 поверхности обработки для трех кавитирующих струй 1 (фиг.12, 13) располагают в вершинах равностороннего треугольника 5, а центр зоны поверхности для четвертой кавитирующей струи 1 располагают в центре этого равностороннего треугольника 5. (Три форсунки 4 в этом случае располагаются в вершинах равностороннего треугольника, а одна форсунка 4 в центре). В результате получают общую зону обработки поверхности 3 (фиг.13) с равномерной и повышенной симметричной концентрацией кавитационных пузырьков как в продольном, так и в поперечном направлении для перемещающегося рабочего инструмента обработки. Повышенная концентрация кавитационных пузырьков на фиг.13 показана темным цветом. При уменьшении расстояния L между центральной форсункой 4 и крайними форсунками 4 при концентричном расположении форсунок 4 также удается исключить провалы эпюры распределения кавитационных пузырьков (более светлые пятна на фиг.13) для крайних форсунок 4.
Для специалистов понятно, что заявленный способ может быть осуществлен не только при помощи выбора соответствующего расстояния L между форсунками 4, но и при изменении угла наклона форсунок 4 относительно друг друга для создания пересечения кавитирующих струй 1 в зоне 2 поверхности 3. Однако при использовании большого количества форсунок (более 4) для улучшения качества обработки поверхности 3 и получения равномерного распределения повышенной концентрации кавитационных пузырьков в обобщенной зоне обработки поверхности 3 целесообразно пересечение кавитирующих струй 1 обеспечивать надлежащим выбором расстоянии L между форсунками 4, так чтобы центральные оси кавитирующих струй 1 (или продольные оси форсунок 4) были взаимно параллельны (фиг.4-9).
Устройство для гидродинамической обработки поверхности (фиг.14) содержит, по меньшей мере, две форсунки 4, предназначенные для подачи кавитирующих струй 1 на поверхность 3. Расстояние L между продольными осями форсунок 4 выбрано удовлетворяющим соотношению 25tg(α /2)≤ L/dф≤60tg(α /2), где α - угол расширения кавитирующей струи, а dф - диаметр форсунки.
Для упрощения конструкции целесообразно, чтобы гидрокавитационный генератор был расположен непосредственно в форсунке 4 (фиг.14), однако теоретически может быть использован и общий гидрокавитационный генератор для отдельных форсунок 4, которые в этом случае служат лишь для направления кавитирующих струй 1 на обрабатываемую поверхность 3.
В устройство (фиг.14) может быть введена камера 6, связанная с источником воды повышенного давления (посредством отверстия 7 в камере 6, расположенного противоположно форсункам 4, сам источник на фиг.14 не показан), а форсунки 4 соответствующим образом подсоединены к камере 6.
В конструкции в соответствии с заявленным способом могут быть использованы, по меньшей мере, три форсунки 4, расположенные в ряд (фиг.4, 7).
Могут быть использованы, по меньшей мере, четыре форсунки 4 (фиг.12). Продольные оси форсунок 4 расположены параллельно. Продольные оси трех форсунок 4 расположены в вершинах равностороннего треугольника 5. Продольная ось четвертой форсунки 4 расположена в центре этого равностороннего треугольника 5. В этом случае расстояние L - расстояние между центральной форсункой 4 и любой форсункой 4, расположенной в вершине равностороннего треугольника 5.
Работает устройство (фиг.14) следующим образом.
Вода под рабочим давлением через отверстие 7 поступает в камеру 6, а далее попадает в форсунки 4 с генераторами кавитирующих струй 1. Под напором кавитирующие струи 1 с углом α расширения и с пересечением между собой попадают в зоны 2 поверхности 3 обработки. В зонах 2 пересечения кавитирующих струй 1 в общей зоне обработки возникают области с повышенным содержанием кавитационных пузырьков. Параметры качества и производительности обработки поверхности 3 улучшаются. Обработка поверхности 3 суммарной струей с повышенным и равномерным содержанием кавитационных пузырьков позволяет снизить рабочее давление в камере 6, а при равной мощности насоса увеличить его производительность и, соответственно, увеличить количество форсунок 4.
Из экспериментальных данных известно, оптимальное расстояние h одной форсунки 4 для обеспечения максимальной степени схлопывания кавитационных пузырьков на поверхности 3 находится в интервале (40-60)dф, где dф - диаметр форсунки 4. Угол α расширения кавитирующей струи 1 лежит в интервале 15° -70° в зависимости от конкретной конструкции форсунки 4 и выбранного dф. Как правило этот угол для конструкции форсунки определяется также экспериментально.
В результате проведения многочисленных исследований с различными видами форсунок 4 было установлено, что для реализации заявленного способа и повышения производительности обработки поверхности 3 достаточно обеспечить выбор расстояния L между форсунками 4 в интервале L=(25-60)dф tg(α /2), где α - угол расширения кавитирующей струи, а dф - диаметр форсунки.
При выборе расстояния L меньше 25 dФ tg(α /2) происходит значительное пересечение кавитирующих струй 1. В результате для двух соседних форсунок 4 в центре общей зоны обработки поверхности 3 образуется зона пониженной концентрации кавитационных пузырьков и при неподвижном рабочем инструменте качество очистки поверхности 3 падает. При перемещении же рабочего инструмента в направлении поперек ряда расположения форсунок 4, например, при очистке поверхности 3, происходит образование полос из очищенной и неочищенной поверхности. При выборе расстояния L больше 60 dФ tg(α /2) кавитирующие струи 1 пересекаются незначительно. Эпюры распределения кавитационных пузырьков (фиг.6, 9, 10, 11) обладают существенной величиной провалов в распределении количества кавитационных пузырьков в общей зоне обработки для отдельных кавитирующих струй 1. Качество очистки поверхности 3 и производительность также ухудшается.
Наиболее успешно заявленные способ гидродинамической обработки поверхности и устройство для его осуществления промышленно применимы для обработки различных сложных поверхностей, например, для разрушения поверхностей или для их очистки. Способ и устройство также могут быть использованы для подводной очистки поверхности судов.
Реферат
Изобретение относится к гидрокавитационным методам обработки различных поверхностей и может быть использовано для очистки различных сложных поверхностей, в том числе для подводной очистке поверхности судов. Способ включает воздействие, по меньшей мере, двумя кавитирующими струями воды под давлением на зону поверхности обработки. Воздействие осуществляют с обеспечением пересечения кавитирующих струй. Для повышения концентрации и обеспечения равномерности кавитационных пузырьков в зоне поверхности обработки расстояние L между продольными осями форсунок кавитирующих струй выбрано удовлетворяющим соотношению 25tg(α /2)≤ L/dф ≤60tg(α /2), где α - угол расширения кавитирующей струи, a dф - диаметр форсунки, причем расстояние h от форсунок до зоны поверхности обработки находится в интервале h=(40-60)dф, а угол α расширения кавитирующей струи - в интервале α =15° -70° . Устройство для осуществления способа содержит, по меньшей мере, две форсунки. Расстояние L между продольными осями форсунок выбрано удовлетворяющим соотношению 25tg(α /2)≤ L/dф≤60tg(α /2), где α - угол расширения кавитирующей струи, a dф - диаметр форсунки, причем угол α расширения кавитирующей струи находится в интервале α =15° -70° . Изобретение позволяет повысить производительность обработки, улучшить равномерности обработки общей поверхности, повысить концентрацию и обеспечить равномерность кавитационных пузырьков в зоне поверхности обработки, снизить давление.2 н. и 9 з.п. ф-лы, 14 ил.
Комментарии