Устройство для транспортировки и удержания листов стекол, в частности в установке мойки, и связанный с ним способ - RU2746153C2
Код документа: RU2746153C2
Чертежи

Описание
Изобретение относится к транспортирующему и удерживающему устройству для листа стекла, особенно в горизонтальном положении, и к установке мойки для листов стекла, содержащему такое устройство, и к способу его осуществления.
Изобретение будет описано более конкретно со ссылкой на применение удерживания во время мойки и сушки листа стекла, предназначенного для транспортировки через установку мойки и сушки, однако, без ограничения этим. Его можно использовать для любого варианта применения, требующего удерживания листа стекла, подлежащего транспортировке, особенно в (по существу) горизонтальном положении, перед его установкой для конечного использования.
Более конкретно, изобретение применимо к листу изогнутого стекла, особенно для вариантов применения в автомобилях и с очень маленькой толщиной, ниже 1,2 мм, или даже ниже 1,1 мм, например, 0,7 мм, или 0,55 мм, или даже 0,4 мм или 0,3 мм, однако, без ограничения этим. Его можно применять для любого листа плоского или неплоского стекла, и для других типов транспортного средства или даже других вариантов применения.
В настоящее время уменьшение веса автотранспортных средств является одним из направлений, которые исследуют автопроизводители для того, чтобы в частности уменьшить потребление транспортными средствами ископаемого топлива и вследствие этого уменьшения выбросы парниковых газов (CO2).
Из всех составных элементов остекления транспортного средства является одним из элементов, где ведутся поиски уменьшения веса. Одним из шагов при уменьшении веса при остеклении является уменьшение толщины стекла. Следовательно, в настоящее время предложено остекление, в частности ветровыми стеклами, при котором внутренний лист стекла имеет толщину меньше, чем 1,2 мм, например, 1,1 мм, например, 0,7 мм или 0,55 мм, или даже 0,4 мм или 0,3 мм.
Во время изготовления многослойного остекления, такого как автомобильное остекление, пару изогнутых листов стекла, которые предназначены для наслаивания вместе с пленкой прозрачного пластмассового материала, необходимо подвергнуть операции мойки для того, чтобы избежать присутствия пыли, которая в противном случае несла бы риск захвата внутри многослойного материала, создавая видимые дефекты, которые были бы недопустимы, учитывая качество, принятое в области автомобилей, и приводили бы к отбраковыванию остекления.
Мойку изогнутых листов стекла обычно выполняют в моечных туннелях, причем листы стекла проходят один за другим по транспортировочному устройству, оборудованному двумя параллельными и разнесенными лентами, уложенными на указанные ленты своей кромкой, в четырех точках, если лист стекла симметричный, или в трех точках, если его контур асимметричный. Мойку и сушку выполняют по всей площади поверхности двух противоположных сторон листа стекла и по его периферии путем распыления находящихся под давлением струй воды с последующими находящимися под давлением струями воздуха, причем то, что листы стекла расположены на краю обеспечивает мойку всей поверхности и периферии листов стекла.
Однако, листы стекла толщиной порядка 1,4 мм или менее, подвергающиеся давлению струй воды и воздуха, вибрируют и деформируются, причем амплитуда вибраций значительно увеличивается по мере уменьшения толщины стекла. Конкретно, амплитуда вибрации увеличивается, поскольку прочность листа стекла на изгиб уменьшается в пропорции с кубом толщины листа стекла. Таким образом, вибрации с амплитудой порядка 20 мм наблюдаются под действием струй осушающего воздуха для листа стекла толщиной 1,4 мм, и достигают, соответственно, 40 мм и даже 160 мм для стекла с соответствующей толщиной 1,1 мм и 0,7 мм. Вибрации заставляют стекло ударяться о дутьевые форсунки и вызывают значительные удары на поверхности кромки стекла, опирающейся на транспортер ленты, что приводит к инициированию образования трещин и вызывает раскалывание листов стекла.
Регулировки давления воды и воздуха и выравнивание форсунок не обеспечивают возможность получения удовлетворительной устойчивости или устранения ударов для листов стекла с очень маленькой толщиной, ниже 1,2 мм. Происходит слишком много поломок листов стекла.
Вследствие этого, цель изобретения состоит в том, чтобы предложить устройство для транспортировки и удерживания листа стекла, которое устраняет вышеупомянутые недостатки, обеспечивая в то же время прочное удерживание листа стекла во время транспортировки и при целевом применении во время его мойки, обеспечивая в то же самое время оптимальную мойку поверхности двух сторон листа стекла, включая периферию листа стекла. Предпочтительно, устройство изобретения можно использовать на существующих установках транспортировки и мойки.
Согласно изобретению устройство для транспортировки и удерживания листа стекла содержит транспортировочное средство и удерживающее средство, которые предназначены для удерживания листа стекла на своем месте, в частности в (по существу) горизонтальном положении, и отличается тем, что удерживающее средство содержит:
- с одной стороны, по меньшей мере две разнесенные и параллельные системы транспортировки, называемые боковые системы транспортировки, и множество разнесенных проволок, проходящих поперек относительно боковых систем транспортировки и несущих посредством этого лист стекла, предназначенный посредством по меньшей мере всех или части его боковых сторон для локального прижатия к проволокам, и
- с другой стороны, средство доставки находящихся под давлением струй воды и/или воздуха, (в плоскости, по существу перпендикулярной плоскости, содержащей проволоки), причем находящиеся под давлением струи предназначены для распыления в направлении верхней стороны листа стекла - стороны, противоположной стороне, поддерживаемой проволоками, для того, чтобы удерживать указанный лист стекла прочно прижатым к проволокам.
В остальном описании термины «горизонтальный», «вертикальный», «верхний», «нижний», «верх», «низ» следует понимать как определение элементов устройства или листа стекла, когда устройство опирается на горизонтальную плоскость, и когда с ним связан лист стекла, также проходящий горизонтально.
Термин «высота» при определении элемента устройства следует понимать в смысле вертикального размера, а именно в направлении, перпендикулярном горизонтальной плоскости, содержащей устройство.
Определение «боковое» следует понимать, как направление, поперечное (перпендикулярное) продольному направлению транспортировки, а именно направлению движения листов стекла.
Боковые системы транспортировки проходят продольно в направлении транспортировки. Две боковые системы транспортировки предназначены для расположения таким образом, чтобы располагаться с каждой стороны и на некотором расстоянии от двух боковых сторон листа стекла, которые параллельны направлению транспортировки.
Предпочтительно, средства доставки находящихся под давлением струй воздуха и/или воды соответствуют струям воздуха и/или воды, предназначенным для очистки листа стекла с верхней стороны, тогда как другие струи распыляют в то же самое время на противоположную нижнюю сторону, причем струи, распыляемые на верхнюю сторону листа стекла, являются более мощными, чем струи, распыляемые на нижнюю сторону, для того, чтобы обеспечить прочное прижимание листа стекла вниз и к проволокам несмотря на наличие струй на нижней стороне. Градиент положительного давления между струями, нацеленными на верхнюю сторону, и противоположными струями, нацеленными на нижнюю сторону, больше, чем 10%, например, порядка 20%.
Проволоки образуют по меньшей мере единую сетку, поддерживаемую и натягиваемую с помощью двух боковых систем транспортировки для того, чтобы поддерживать лист стекла, тогда как струи под давлением предназначены прочно прижимать лист стекла к проволокам, таким образом удерживая лист стекла на своем месте и избегая любого изменения амплитуды листа стекла, подвергающегося воздействиям вибрационных движений, связанных с давлением струй воды и воздуха во время его мойки.
Проволоки имеют достаточное натяжение для поддержки массы листа стекла без деформирования сетки, по крайней мере без ее деформирования в одной плоскости с концом нижних моющих форсунок.
Таким образом, лист стекла, предназначенный для транспортировки, удерживается своей нижней стороной на сетке или сетках, и поэтому находится в определенном месте, оставаясь свободным от любой рамы, окружающей его периферию, что означает, что периферийный край листа стекла не закрыт конструкцией.
Согласно одному признаку проволоки проходят по меньшей мере в направлении, перпендикулярном направлению транспортировки, тогда как боковые системы транспортировки параллельны направлению транспортировки.
Предпочтительно, проволоки образуют сеть из проволок, перекрещивающихся по типу сетки; проволоки ориентированы не только перпендикулярно боковым системам транспортировки, но также параллельно последним и содержат множество ячеек.
Согласно одному первому варианту осуществления проволоки образуют единую опору параллельных и разнесенных проволок или единую сетку перекрещенных проволок, размеры которых больше, чем размеры листа стекла, который опирается на указанную опору или сеть. Далее, под сеткой подразумевают сеть перекрещенных проволок или опору, содержащую разнесенные и параллельные проволоки.
Предпочтительно, средство транспортировки устройства дополнительно содержит одну или две системы транспортировки, расположенные в центре и называемые транспортеры, причем лист стекла предназначен обращаться и опираться своей центральной частью на эти центральные транспортеры.
Между прочим, существующие установки мойки содержат только эти центральные транспортеры.
Вследствие этого, две боковые системы транспортировки синхронизированы со скоростью транспортировки центральных транспортеров.
Таким образом, лист стекла опирается на сетку, а также посредством сетки на центральные транспортеры.
Согласно второму варианту осуществления проволоки образуют пару двух отдельных опор из разнесенных проволок или пару двух отдельных сеток, причем каждую опору или сетку несет вдоль двух своих противоположных боковых сторон соответствующая одна из двух боковых систем транспортировки с одной стороны, а с другой стороны транспортировочное средство, которое расположено в центре между двумя боковыми системами транспортировки.
Предпочтительно, транспортировочное средство содержит две центральные системы транспортировки, являющиеся параллельными (и с одинаковой скоростью), называемые центральные транспортеры, каждый из которых механически соединен, например, с помощью вала и универсального узла с соответствующей боковой системой таким образом, чтобы движение боковых систем транспортировки было синхронизировано с центральными транспортерами.
Две сетки соответственно поддерживают две боковые части листа стекла, проходящие от двух краев или боковых сторон листа стекла в направлении середины. Центральная часть листа стекла не имеет сетки и опирается прямо на центральные транспортеры.
Под боковыми сторонами листа стекла подразумевают стороны, параллельные направлению движения или транспортировки листа стекла, а под передней и задней сторонами подразумевают две противоположные стороны, которые также по существу перпендикулярны боковым сторонам, причем передняя и задняя понимают со ссылкой на направление движения.
Таким образом, лист стекла, который предназначен для транспортировки, опирается (по причине своего изгиба) на своей передней и задней сторонах на две обычные центральные системы транспортировки, а также удерживается всеми или частью своих боковых сторон на сетке или сетках, причем проволоки локально взаимодействуют с боковыми сторонами листа стекла.
Когда лист стекла опирается на центральные системы транспортировки и на единую сетку (первый вариант осуществления) или две сетки (второй вариант осуществления), боковые системы транспортировки можно регулировать по высоте для того, чтобы была возможность поддержки листа стекла сетками (и, вследствие этого, адаптации к любому типу кривизны) и удерживания его на некотором расстоянии от форсунок для распыления воды и/или воздуха, расположенных в по существу горизонтальных нижней и верхней плоскостях.
Согласно еще одному признаку устройство содержит несколько сеток или пар сеток, распределенных на расстоянии по длине (центральных и боковых) систем транспортировки, для того, чтобы установить множество листов стекла, которые подлежат мойке в одной установке мойки.
Сеть или сетки пары имеют размер в направлении транспортировки, который больше, чем размер боковых сторон листа стекла.
Промежуток между двумя боковыми системами транспортировки больше, чем протяжение, отделяющее переднюю и заднюю стороны листа стекла.
Сеть или сетки, следовательно, проходят таким образом, чтобы поддерживать всю периферию листа стекла за исключением, возможно, центральной части.
Согласно еще одному признаку промежуток между проволоками обеспечивает зацепление со стеклом исключительно локализованным образом, избегая контакта с непрерывной поверхностью стекла и обеспечивая оптимальную мойку по причине ограниченного характера области контакта.
В приведенных выше вариантах осуществления сетки соединены с боковыми системами транспортировки, причем эти системы транспортировки в общем состоят из лент шириной 2-5 см.
В еще одном варианте осуществления изобретения два боковых транспортера изготовлены из самих сеток (которые, вследствие этого, образуют транспортировочное средство, более широкое, чем ленты). Два боковых транспортера в форме сеток можно регулировать по меньшей мере в показателях наклона для того, чтобы иметь возможность адаптации к разной кривизне листов стекла, подлежащих транспортировке.
Предпочтительно, промежуток между проволоками или ширина ячеек сетки составляет между 10 мм и 200 мм, предпочтительно, порядка 50 мм.
Кроме того, каждая проволока создает локальный контакт с периферией листа изогнутого стекла, а более конкретно с их боковыми кромками в форме точки контакта. Ограниченный диаметр точки контакта составляет долю ширины проволоки, а именно долю диаметра проволоки. Диаметр проволоки ограничивают для того, чтобы минимизировать область контакта. Диаметр проволоки составляет между 0,5 мм и 15 мм, предпочтительно порядка 2 мм.
Кроме того, проволоки предпочтительно выполнены так, чтобы вызывать вытеснение, а не удерживание воды. В частности, проволоки, предпочтительно, имеют гладкую поверхность (без закручивания). Материалом проволоки предпочтительно является пластмасса, например, полиамид, в частности типа нейлона.
Вследствие этого устройство изобретения для транспортировки и удерживания листа стекла обеспечивает:
- устойчивую транспортировку всех листов стекла независимо от геометрии контура указанного листа;
- защиту поверхности кромки листов стекла от любого контакта или ударов;
- распределение опор по периферии листа стекла, в частности в четырех точках на двух центральных транспортерах и по меньшей мере в одной точке на каждой из боковых кромок остекления, опирающихся на сетки, образуя наименьшее возможное препятствие для доступа воды и воздуха ко всей поверхности и периферии листов стекла.
Изобретение также относится к установке мойки и сушки, содержащему транспортирующее и удерживающее устройство изобретения, особенно для мойки листов стекла, в частности изогнутых листов стекла для остекления транспортного средства.
В заключение, изобретение относится к способу применения устройства изобретения в установке, содержащем машину для мойки и сушки, причем устройство содержит два центральных транспортера, отличающемуся тем, что он включает следующие стадии:
- высоту боковых систем транспортировки регулируют с помощью устройства в остановленном положении;
- лист или листы стекла переносят с помощью автоматизированного средства поверх транспортировочного устройства перед мойкой и удерживающим устройством машины для того, чтобы поместить на центральные транспортеры и проволоки, если предоставлены, перед моечной машиной;
- лист стекла транспортируют до входа в моечную машину, где его боковые кромки будут поддерживать сетка или сетки (вследствие этого, предоставленные по меньшей мере по длине моечной машины);
- транспортировку начинают для того, чтобы транспортировать лист или листы стекла, которые подлежат мойке и сушке;
- во время стадий мойки и сушки, следовательно, распыления находящихся под давлением струй воды, а затем воздуха на две противоположные нижнюю и верхнюю стороны листа стекла давление, прикладываемое струями к верхней стороне, сильнее, чем давление нижних струй для того, чтобы обеспечить удерживание листа стекла прочно прижатым к сетке или сеткам.
Предпочтительным образом способ осуществления устройства изобретения состоит в следующем, причем обычно имеется два центральных транспортера:
- высоту боковых систем транспортировки регулируют таким образом, чтобы лист стекла можно было поддерживать в плоскости (на поверхности) по существу посередине между форсунками;
- лист стекла переносят с помощью автоматизированного средства поверх транспортирующего и удерживающего устройства для того, чтобы разместить на центральных транспортерах и сетке или паре сеток, если имеются, перед моечной машиной, лист стекла имеет переднюю и заднюю стороны (края), прочно прижатые к указанным центральным транспортерам, причем к ним (вниз) обращена вогнутая сторона в случае изогнутого листа стекла;
- лист стекла, поддерживаемый таким образом, транспортируют до входа в моечную машину, где его боковые кромки будет поддерживать сетка или сетки (предоставленные по меньшей мере по длине моечной машины);
- лист стекла, поддерживаемый таким образом, можно подвергать стадиям мойки и сушки;
- во время стадий мойки и сушки, следовательно, распыления находящихся под давлением струй воды, а затем воздуха на две противоположные нижнюю и верхнюю стороны листа стекла, давление, прикладываемое струями к верхней стороне, сильнее, чем давление нижних струй для того, чтобы обеспечить удерживание листа стекла прочно прижатым к сетке или сеткам.
Далее настоящее изобретение описано с помощью примеров, которые являются исключительно иллюстративными и никоим образом не ограничивают объем правовых притязаний изобретения, и на основе приложенных иллюстраций, на которых:
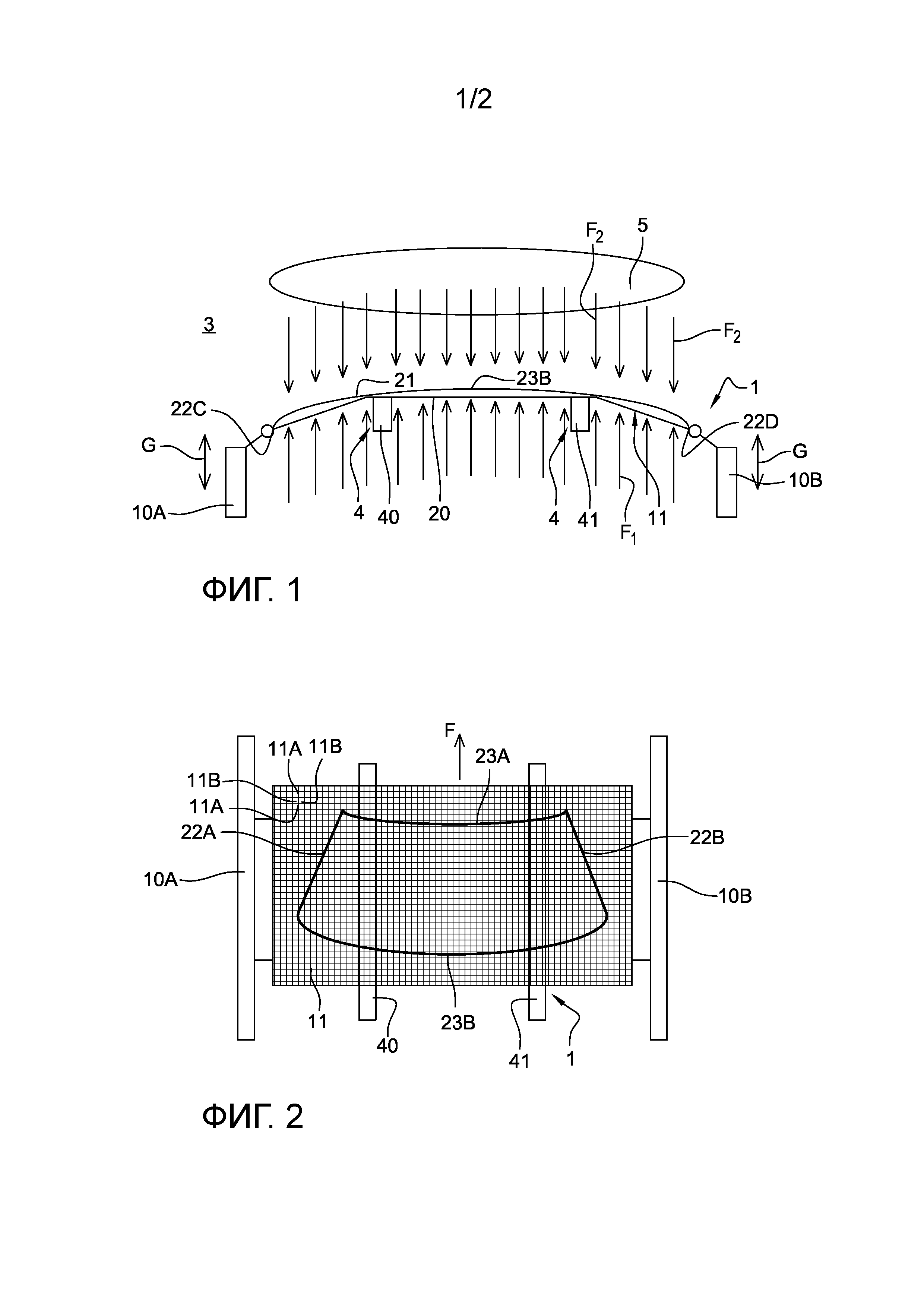
- на фиг. 1 представлен в установке мойки схематичный вид в поперечном разрезе транспортирующего и удерживающего устройства изобретения согласно первому варианту осуществления в положении удерживания листа стекла, причем вид в поперечном разрезе представляет собой поперечное сечение относительно продольного направления транспортировки и расположенного в вертикальной плоскости, проходящей через поверхность кромки задней стороны листа стекла;
- на фиг. 2 представлен схематичный вид сверху устройства фиг. 1;
- фиг. 3 соответствует виду фиг. 1 согласно второму варианту осуществления устройства изобретения;
- на фиг. 4 представлен схематичный вид сверху устройства фиг. 3;
- на фиг. 5 представлен схематичный вид третьего варианта осуществления.
Транспортирующее и удерживающее устройство 1 изобретения, показанное на фиг. 1-4, имеет цель удерживания листа стекла 2 по существу в горизонтальной плоскости, его транспортировки или участия в его транспортировке в направлении F и удерживания его на своем месте без какого либо влияния на амплитуду или по крайней мере минимизации этого влияния на амплитуду при воздействии высоких вибраций на две его стороны, в частности струй воды и воздуха под давлением из средства 5 доставки по меньшей мере в верхней части.
На фиг. 1 представлена схематичная иллюстрация в поперечном разрезе установке 3 транспортировки и распыления воздуха, содержащего транспортирующее и удерживающее устройство 1 для транспортировки и удерживания листа стекла 2, предпочтительно центральную систему 4 транспортировки, содержащую две параллельные системы 40 и 41 транспортировки, называемые центральные транспортеры, и струи воды или воздуха под давлением, обозначенные стрелками F1 и F2, направленные вертикально, соответственно, вверх и вниз.
Транспортирующее и удерживающее устройство 1 изобретения содержит две параллельные и разнесенные боковые системы 10A и 10B транспортировки, расположенные в боковом направлении относительно листа стекла 2 и на каждой стороне центральной системы 4 транспортировки, и единую удерживающую опору 11 в форме сетки в случае варианта осуществления фиг. 1 и 2 и две удерживающие опоры 12 и 13 в форме пары двух сеток в случае варианта осуществления фиг. 3 и 4.
Боковые системы 10A и 10B транспортировки двигаются поступательно в горизонтальной плоскости, которая означает плоскость, перпендикулярную вертикальной плоскость фиг. 1, сопровождая транспортировку листа стекла.
Как будет видно позже, боковые системы 10A и 10B транспортировки можно регулировать по высоте в направлении стрелки G, когда системы остановлены, что означает перед началом работы и перед началом транспортировки.
Лист стекла 2 имеет две противоположные стороны, нижнюю сторону 20 и верхнюю сторону 21, проходящие горизонтально, нижняя сторона 20 обращена вниз. Лист стекла содержит две противоположные боковые стороны 22A и 22B, параллельные направлению движения, и две другие стороны, называемые передняя сторона 23A и задняя сторона 23B, поперечные боковым сторонам.
Лист стекла 2 изогнут и горизонтально опирается на ведущие ленты 40 и 41 на передней 23A и задней 23B сторонах, причем транспортирующее и удерживающее устройство 1 обеспечивает, что лист стекла 2 удерживается в этой горизонтальной плоскости перпендикулярно струям во время его мойки. Перед прохождением листа стекла через струи он опирается на сетку 11 по меньшей мере своими боковыми сторонами 22C и 22D (в области нижнего края листа стекла) (фиг. 1).
Лист стекла 2 в изображенном примере изогнутый, причем нижняя сторона 20 соответствует вогнутой стороне 20. Вследствие этого, вогнутая поверхность листа стекла обращена вниз, что означает обращена к центральной системе 4 транспортировки.
Согласно первому варианту осуществления фиг. 1 и 2 сетку 11 несут две боковые системы 10A и 10B транспортировки, и она продолжается от одной боковой системы до другой. Ее размеры больше, чем размеры опирающегося на нее листа стекла 2.
Сетка 11 изображена в данном случае, образующей сеть разнесенных и параллельных поперечных проволок 11A и 11B, образующих множество квадратных или ромбовидных ячеек. В качестве альтернативы она может содержать только параллельные и разнесенные проволоки 11A, расположенные между двумя боковыми системами и проходящие поперек направления транспортировки.
Скорость движения каждой из боковых систем 10A и 10B синхронизирована со скоростью продвижения центральных транспортеров 40 и 41 таким образом, чтобы сетка 11, поддерживающая лист, продвигалась с такой же скоростью, как у центральных транспортеров.
Во втором варианте осуществления фиг. 3 и 4 проволоки образуют две отдельные опоры из разнесенных проволок или пару двух отдельных сеток 12 и 13, каждая с поперечными проволоками, причем каждую сетку поддерживает вдоль ее двух противоположных боковых сторон соответствующая одна из двух боковых систем 10A, 10B транспортировки с одной стороны, а с другой стороны один из двух центральных транспортеров 40, 41, расположенных в центре между двумя профилями.
Каждая боковая система 10A, 10B транспортировки механически соединена, например, ремнями с центральным транспортером 40, 41 таким образом, чтобы синхронизировать движение боковых систем 10A, 10B с центральными транспортерами.
Вследствие этого, лист стекла 2 опирается своей центральной частью на центральные транспортеры 40 и 41, своим нижним краем и своими передней и задней сторонами 23A и 23B и своими боковыми частями, соответственно, на сетки 12 и 13 по меньшей мере своими нижними боковыми кромками 22C и 22D.
Предпочтительно, промежуток между проволоками или ширина ячейки сетки составляет между 5 мм и 200 мм, предпочтительно порядка 50 мм.
Диаметр проволок ограничивают для того, чтобы минимизировать область контакта; он составляет между 0,5 мм и 15 мм, и предпочтительно порядка 2 мм.
Кроме того, проволоки выполнены так, чтобы вызывать вытеснение, а не удерживание воды. В частности, проволоки имеют гладкую поверхность (без закручивания). Материалом проволоки является, например, полиамид, такой как нейлон.
Согласно изобретению, когда лист стекла подвергают воздействию моющих струй, верхние струи F2 прикладывают более высокое давление, чем нижние струи F1, для того, чтобы компенсировать риск колебания листа стекла 2 и прочно его прижать к сетке 1 или паре сеток 12 и 13.
Каждая проволока в контакте с листом стекла сцеплена с периферией листа стекла; конкретно, по причине кривизны листа стекла и относительной ровности натянутых сеток зоны контакта листа стекла 2 с проволоками ограничены точками контакта между проволоками сетки 11 и периферией листа стекла.
Боковые системы 10A и 10B транспортировки, связанные с сеткой или парой сеток, располагают за счет регулировки высоты (вертикальное направление в направлении стрелки G на фиг. 1 и 3) сетки или сеток перед началом производственного цикла (связанного с мойкой листов стекла) таким образом, чтобы поддерживать все формы листов стекла (обычно предназначенных для образования ветрового стекла). Таким образом, нет риска касания листом стекла форсунок, которые распыляют воду и воздух во время мойки.
Регулировка устройства по высоте и приведение его в действие предпочтительно являются автоматизированными.
В заключение, в другом варианте осуществления, показанном на фиг. 5, именно боковые транспортеры 10A и 10B состоят из сеток 14 и 15. можно регулировать наклон сеток для того, чтобы адаптировать к разной кривизне листов стекла. В частности, сетки наклоняют относительно горизонтали (не видно в данном случае на виде сверху) для того, чтобы наклонить вниз от внутренних краев 14A, 15A рядом с центральной осью транспортировки в направлении наружных краев 14B, 15B. Вследствие этого, стороны 14A и 15A регулируют до высоты центрального транспортера, если он имеется, в то время как стороны 14B и 15B опускают за счет наклона сетки таким образом, чтобы боковые кромки листа стекла естественно опирались на сетку, когда его передняя и задняя стороны опираются на центральный транспортер, если он имеется, или на стороны 14A и 15A, если центральный транспортер отсутствует.
Реферат
Изобретение относится к транспортирующему и удерживающему устройству для листа стекла, особенно в горизонтальном положении, и к установке мойки для листов стекла, содержащему такое устройство, и к способу его осуществления. Устройство содержит транспортировочное средство и удерживающее средство. Удерживающее средство содержит с одной стороны, по меньшей мере две размещенные на расстоянии друг от друга и параллельные системы (10A, 10B) транспортировки - боковые системы транспортировки, и множество размещенных на расстоянии друг от друга проволок (11A; 11B), проходящих поперек относительно боковых систем транспортировки и удерживаемых боковыми системами. С другой стороны, удерживающее средство содержит средство (5) доставки находящихся под давлением струй воды и/или воздуха с их распылением на верхнюю сторону листа стекла, противоположную поддерживаемой проволоками его стороне, для удержания листа стекла прижатым к проволокам. Лист стекла выполнен с возможностью локальной опоры по меньшей мере всеми или частью своих боковых сторон на проволоку. Технический результат: прочное удерживание листа стекла во время транспортировки и при целевом применении во время его мойки, оптимальная мойка поверхности двух сторон листа стекла, включая периферию листа стекла. 3 н. и 12 з.п. ф-лы, 5 ил.
Комментарии