Линия производства гомогенизированного табачного материала и способ поточного производства гомогенизированного табачного материала - RU2714782C2
Код документа: RU2714782C2
Чертежи






Описание
Настоящее изобретение относится к устройству и способу поточного производства гомогенизированного табачного материала. В частности, настоящее изобретение относится к устройству и способу производства гомогенизированного табачного материала для использования в изделии, генерирующем аэрозоль, например таком, как сигарета или табакосодержащий продукт типа «нагреваемый без сжигания».
В настоящее время при изготовлении табачных продуктов, помимо табачных листьев, используют также гомогенизированный табачный материал. Этот гомогенизированный табачный материал обычно получают из частей табачного растения, которые в меньшей степени пригодны для производства резаного наполнителя, например таких как табачные стебли или табачная пыль. Обычно табачная пыль образуется в качестве побочного продукта во время обработки табачных листьев в процессе изготовления.
Наиболее широко используемыми формами гомогенизированного табачного материала являются восстановленный табачный лист и формованный лист. Способ образования листов гомогенизированного табачного материала обычно включает стадию, на которой табачную пыль и связующее смешивают с образованием пульпы. Затем эту пульпу используют для образования табачного полотна. Например, путем формования вязкой пульпы на движущейся металлической ленте с производством так называемого формованного листа. В качестве альтернативы, пульпу с низкой вязкостью и высоким содержанием воды можно применять для получения восстановленного табака в способе, сходном с производством бумаги. После получения гомогенизированные табачные полотна можно нарезать с помощью способа, сходного с таковым как при резке цельнолистового табака, с производством резаного табачного наполнителя, пригодного для сигарет и других курительных изделий. Функция гомогенизированного табака для использования в обычных сигаретах по существу ограничена физическими свойствами табака, такими как заполняющая способность, сопротивление затяжке, твердость табачного стержня и характеристики горения. Данный гомогенизированный табак обычно не предназначен для влияния на вкусовые качества. Способ изготовления такого гомогенизированного табака раскрыт, например, в европейском патенте EP 0565360.
В «нагреваемом без сжигания» изделии, генерирующем аэрозоль, субстрат, образующий аэрозоль, нагревают до относительно низкой температуры с целью образования аэрозоля, но при предотвращении горения табачного материала. Кроме того, табак, присутствующий в гомогенизированном табачном материале, обычно представляет собой исключительно табак или содержит в основном табак, присутствующий в гомогенизированном табачном материале такого «нагреваемого без сжигания» изделия, генерирующего аэрозоль. Это означает, что состав аэрозоля, который образуется таким «нагреваемым без сжигания» изделием, генерирующем аэрозоль, по существу является продуктом лишь гомогенизированного табачного материала. Следовательно, важно обеспечить эффективное регулирование состава гомогенизированного табачного материала для регулирования, например, вкуса аэрозоля. Таким образом, табачная пыль или отходы от других табачных производств являются менее пригодными для использования в производстве гомогенизированного табачного материала для изделий, генерирующих аэрозоль, поскольку неизвестен точный состав табачной пыли.
Этот гомогенизированный табачный материал является скорее «клейким» и обладает в целом относительно низкой прочностью на разрыв. Таким образом, во время его производства, его обработку следует выполнять с осторожностью вследствие того, что, в случае неправильной обработки он может легко порваться или разорваться, или его характеристики могут измениться, что ведет к изменению аромата или характеристик аэрозоля, полученного при использовании в изделии, генерирующем аэрозоль.
Следовательно, существует необходимость в новом способе и устройстве для производства гомогенизированного табачного материала для использования в нагреваемых изделиях, генерирующих аэрозоль, типа «нагреваемые без сжигания», который был бы приспособлен к различным свойствам нагревания и требованиям к образованию аэрозоля в таком нагреваемом изделии, генерирующем аэрозоль, благодаря которым гомогенизированный табачный материал подвергается надлежащей обработке и обеспечивается возможность образования оптимального аэрозоля.
Настоящее изобретение относится к линии производства гомогенизированного табачного листа, содержащей: резервуар, выполненный с возможностью вмещения пульпы, образованной из смеси табачного порошка, связующего и вещества для образования аэрозоля в водной среде; устройство формования, выполненное с возможностью получения пульпы из резервуара и формования пульпы с образованием гомогенизированного табачного материала; подвижную транспортирующую основу, на которой формуют указанную пульпу и которая выполнена с возможностью транспортировки гомогенизированного табачного материала в направлении транспортировки; устройство для продольной резки, которое расположено ниже по потоку относительно устройства формования, выполненное с возможностью продольной резки гомогенизированного табачного материала в направлении транспортировки с образованием разделенных на части гомогенизированных табачных листов; и участок сматывания, который расположен ниже по потоку относительно устройства для продольной резки, выполненный с возможностью получения разделенных на части гомогенизированных табачных листов с устройства для продольной резки и сматывания по меньшей мере одного из разделенных на части гомогенизированных табачных листов в рулон.
Продольная резка гомогенизированного табачного листа после формования и перед сматыванием позволяет избежать образования «большого рулона», имеющего ширину, по существу равную ширине формованного листа. Большой рулон необходимо хранить при специальных влажностных и температурных условиях, чтобы избежать изменения характеристик гомогенизированного табачного листа. Кроме того, также необходима стадия разматывания большого рулона, во время которой смотанный гомогенизированный табачный лист может легко треснуть или разорваться. Благодаря настоящему изобретению предотвращается стадия разматывания большого рулона. Меньшие рулоны, получаемые с использованием устройства согласно настоящему изобретению, разматываются проще, чем большой рулон, и скорость осуществления всего процесса возрастает. Условия, при которых меньшие рулоны необходимо хранить, также менее жесткие, чем условия хранения большого рулона.
Гомогенизированные табачные материалы образуют путем смешения нескольких ингредиентов с водой с получением пульпы. На следующей стадии образуют непрерывное полотно из гомогенизированного материала на основе путем формования пульпы на основе. Желательно, чтобы готовый гомогенизированный табачный материал имел сравнительно высокую прочность на разрыв и высокую однородность.
Термин «гомогенизированный табачный материал» используется по всему настоящему описанию для обозначения любого табачного материала, образованного в результате агломерации частиц табачного материала. Листы или полотна гомогенизированного табачного материала согласно настоящему изобретению формируются в результате агломерации табака в виде частиц, полученного посредством измельчения или иного измельчения в порошок листовых пластинок табака и/или стеблей табачных листьев.
Дополнительно, гомогенизированный табачный материал может содержать незначительное количество из одного или нескольких из табачной пыли, тонкоизмельченных частиц табака и других побочных продуктов табака в виде частиц, образованных во время обработки, перемещения и отгрузки табака.
Гомогенизированный табачный материал может содержать одно или несколько внутренних связующих, одно или несколько внешних связующих или их комбинацию для способствования агломерации частиц табака. Гомогенизированный табачный материал может содержать другие добавки, включая, но без ограничения, табачные и нетабачные волокна, вещества для образования аэрозоля, увлажнители, пластификаторы, ароматизаторы, наполнители, водные и неводные растворители и их комбинации.
Согласно настоящему изобретению указанную пульпу получают из листовых пластинок табака и стеблей разных типов табака, которые смешивают надлежащим образом. Под термином «тип табака» подразумевают одну из различных разновидностей табака. По отношению к настоящему изобретению указанные различные типы табака подразделяют на три основных группы: светлый табак, темный табак и ароматический табак. Различие между этими тремя группами обусловлено процессом высушивания, которому табак подвергают перед тем, как он будет подвергнут дальнейшей обработке с получением табачного продукта.
Виды светлого табака представляют собой виды табака обычно с большими листьями светлой окраски. В настоящем описании термин «светлый табак» используют для видов табака, которые были подвергнуты трубоогневой сушке. Примерами видов светлого табака являются китайский трубоогневой сушки, бразильский трубоогневой сушки, американский трубоогневой сушки, такой как табак Virginia, индийский трубоогневой сушки, трубоогневой сушки из Танзании или другие африканские виды табака трубоогневой сушки. Светлый табак характеризуется высоким соотношением сахара и азота. С точки зрения вкусоароматических ощущений, светлый табак является табаком того типа, который после сушки ассоциируется с пряным и интенсивным ощущением. В соответствии с настоящим изобретением виды светлого табака представляют собой виды табака с содержанием редуцирующих сахаров, составляющим от приблизительно 2,5 процента до приблизительно 20 процентов в пересчете на сухой вес листьев, и с общим содержанием аммиака, составляющим менее приблизительно 0,12 процента в пересчете на сухой вес листьев. Редуцирующие сахара предусматривают, например, глюкозу или фруктозу. Общее содержание аммиака составляют, например, аммиак и соли аммиака.
Виды темного табака представляют собой виды табака обычно с большими темными листьями. По всему описанию термин «темный табак» используют для видов табака, которые были подвергнуты воздушной сушке. Дополнительно, виды темного табака могут быть ферментированы. Виды табака, которые используют, главным образом, для жевания, нюханья, для сигар и трубочных смесей, также включены в данную категорию. С точки зрения вкусоароматических ощущений темный табак представляет собой табак такого типа, который после высушивания ассоциируется с ощущением запаха дыма, присущим сигарам темного типа. Темный табак характеризуется низким соотношением сахара и азота. Примерами видов темного табака являются Burley Malawi или другие типы Burley, темный высушенный бразильский Galpao, индонезийский Kasturi солнечной сушки или воздушной сушки. В соответствии с настоящим изобретением виды темного табака представляют собой виды табака с содержанием редуцирующих сахаров, составляющим менее приблизительно 5 процентов в пересчете на сухой вес листьев, и общим содержанием аммиака не более приблизительно 0,5 процента в пересчете на сухой вес листьев.
Виды ароматического табака представляют собой виды табака, которые часто имеют небольшие листья со светлой окраской. По всему описанию термин «ароматический табак» используют в отношении других видов табака, которые характеризуются высоким содержанием ароматических веществ, например высоким содержанием эфирных масел. С точки зрения вкусоароматических ощущений, ароматический табак представляет собой табак такого типа, который после сушки ассоциируется с пряным и ароматичным ощущением. Примерами видов ароматического табака являются греческий восточный, турецкий восточный, полувосточный табак, но также табак огневой сушки, американский Burley, например, Perique, Rustica, американский Burley или Meriland.
Дополнительно смесь может содержать так называемые табачные наполнители. Табачный наполнитель не является особым типом табака, но включает разные типы табака, которые в основном используют для дополнения к другим типам табака, используемых в смеси, и которые не придают особого характерного ароматического свойства конечному продукту. Примерами табачных наполнителей являются стебли, средние жилки или черешки других типов табака. Конкретным примером могут служить стебли трубоогневой сушки с нижних черешков бразильского табака трубоогневой сушки.
В пределах каждого типа табака табачные листья дополнительно сортируют, например, по месту происхождения, положению на растении, цвету, текстуре поверхности, размеру и форме. Эти и другие характеристики табачных листьев используются для получения табачной смеси. Табачная смесь представляет собой смесь видов табака, относящихся к одному и тому же или к разным типам, так что табачная смесь имеет собирательное конкретное свойство. Данное свойство может представлять собой, например, уникальный вкус или конкретный состав аэрозоля, образующийся в результате нагревания или горения. Смесь содержит конкретные типы и сорта табака в заданном количественном соотношении друг к другу.
Важным параметром пульпы, используемой для получения гомогенизированного табачного материала, является вязкость, которая влияет на прочность на разрыв и однородность формованного полотна при образовании непрерывного полотна из гомогенизированного табачного материала, в частности во время формования пульпы. Кроме того, для определения конечного качества формованного полотна, в частности до начала формования, важна также плотность пульпы. Надлежащие плотность, вязкость и однородность пульпы сводят к минимуму количество дефектов и максимально увеличивают прочность на разрыв формованного полотна.
Пульпа содержит, в дополнение к смеси табачного порошка, целлюлозную волокнистую массу, содержащую волокна целлюлозы, которую предпочтительно добавляют в пульпу с целью повышения прочности на разрыв полотна из табачного материала и которая действует в качестве упрочняющего средства. Предпочтительно, добавляют также связующее и вещество для образования аэрозоля с целью улучшения характеристик прочности на разрыв гомогенизированного листа и содействия образованию аэрозоля. Дополнительно, с целью достижения определенной вязкости и влажности, оптимальных для формования полотна из гомогенизированного табачного материала, в пульпу может быть добавлена вода. Пульпу перемешивают с целью сделать ее как можно более однородной.
Затем пульпу собирают в устройстве формования, например содержащем камеру формования, в котором предпочтительно поддерживают предварительно заданное количество пульпы, например задают предварительно заданный уровень пульпы в камере формования. Предпочтительно, пульпу непрерывно подают в камеру формования одновременно с формованием пульпы на подвижной основе с образованием непрерывного полотна из гомогенизированного табачного материала.
В соответствии с настоящим изобретением пульпу формуют посредством устройства формования по ширине подвижной транспортирующей основы. Например, формование может осуществляться с помощью лезвия для формования. Транспортирующую основу перемещают в продольном направлении или направлении транспортировки для извлечения пульпы из устройства формования. Основа может включать, например, подвижную ленту из нержавеющей стали. Устройство формования предпочтительно выполнено и сконструировано таким образом, чтобы образовывать на подвижной основе формованное полотно из пульпы, которое имеет по существу однородную толщину.
Формованный гомогенизированный табачный лист имеет ширину, которая определяется как его размер, по существу перпендикулярный направлению транспортировки подвижной основы, который предпочтительно определяется в результате компромисса между двумя противоположными требованиями. Предпочтительно влажность листа должна поддерживаться по существу однородной и контролироваться для получения конечного продукта с ограниченным количеством дефектов, кроме того, необходимо добиться максимально возможно высокой скорости производства. В результате надлежащего контроля влажности можно снизить выбранное значение ширины листа, поскольку относительно «небольшая ширина» позволяет добиться надлежащей однородности уровня влажности, в частности, во время стадии высушивания, в то время как для повышения скорости производства необходимо увеличить ширину листа. Таким образом, предпочтительно ширина листа настолько велика, насколько это позволяет надлежащий контроль его влажности.
Предпочтительно ширина формованного гомогенизированного табачного листа составляет приблизительно 1,930 метра при формовании.
После формования образованный таким образом гомогенизированный табачный лист или полотно подают непосредственно в устройство для продольной резки, расположенное ниже по потоку относительно устройства формования. Устройство для продольной резки выполнено с возможностью разделения формованного табачного полотна на множество частей в направлении транспортировки. Таким образом, ниже по потоку относительно устройства для продольной резки, табачное полотно разделяется в продольном направлении на параллельные участки табачного полотна. В результате этого, ниже по потоку относительно устройства для продольной резки образуется множество разделенных на части табачных листов, ширина каждого из которых меньше первоначальной ширины формованного табачного листа.
В контексте настоящего документа термины «ниже по потоку» и «выше по потоку» относятся к направлению транспортировки табачного полотна на подвижной основе. Таким образом, первый объект расположен «ниже по потоку» относительно второго объекта, если, во время перемещения на основе, табачное полотно достигает сначала первого объекта, а затем второго объекта.
Сумма множества ширин разделенных на части табачных листов равна первоначальной ширине формованного табачного листа. Ширины разделенных на части табачных листов, продольно разрезанных устройством для продольной резки, могут быть по существу идентичны, то есть формованный табачный лист разделяется по существу на идентичные разделенные на части листы, или ширины разных разделенных на части табачных листов могут отличаться друг от друга. Значения ширин выбирают в зависимости от конечного применения разделенного на части табачного листа, то есть, предпочтительно они зависят от характеристик изделия, генерирующего аэрозоль, в котором используется доля разделенного на части табачного листа.
Предпочтительно ширина разделенного на части табачного листа находится в диапазоне от приблизительно 0,05 метра до приблизительно 0,5 метра.
Ниже по потоку относительно устройства для продольной резки расположен участок сматывания. На участок сматывания поступает по меньшей мере один из разделенных на части табачных листов для его сматывания в рулон. Размер рулона относительно «мал» вследствие того, что ширина разделенного на части табачного листа также относительно мала.
В соответствии с настоящим изобретением «большой рулон», имеющий ширину, равную ширине формованного гомогенизированного табачного листа, не образуется. Формованный табачный лист разрезают на меньшие листы, ширина которых меньше ширины листа при формовании, за счет чего исключается стадия образования большого рулона, для которого требуются специальные условия перед дополнительным разрезанием. Вследствие размещения устройства для продольной резки и участка сматывания ниже по потоку относительно устройства формования, образуются «меньшие» рулоны, то есть рулоны с меньшей шириной, которые проще поддаются обработке и перемещению.
Кроме того, формованный гомогенизированный табачный лист является довольной клейким и обладает относительно низкой прочностью на разрыв из-за своего состава. За счет образования рулонов с относительно небольшой шириной, например, в которые сматывают лист, такой как разделенный на части табачный лист, который уже, чем формованный лист, смотанный в «большой рулон», упрощается последующий процесс разматывания, потому что более узкий лист является менее хрупким, и разрыв или раздирание во время его разматывания происходит реже. Создание более узкого формованного листа экономически нецелесообразно, поскольку это снижает скорость всего процесса.
Предпочтительно линия производства гомогенизированного табачного листа в соответствии с настоящим изобретением содержит участок высушивания, расположенный ниже по потоку относительно устройства формования и выше по потоку относительно указанного устройства для продольной резки, выполненный с возможностью высушивания гомогенизированного листа. Полотно гомогенизированного табачного материала предпочтительно образовано с помощью устройства формования, выполненного с возможностью формования полученной пульпы, содержащей вышеописанную смесь табачного порошка на несущей поверхности подвижной основы. Предпочтительно формованное табачное полотно затем высушивают на участке высушивания с образованием листа гомогенизированного табачного материала. Предпочтительно влажность формованного табачного полотна после формования составляет от приблизительно 60 процентов до приблизительно 80 процентов по весу от общего веса гомогенизированного табачного листа. Предпочтительно влажность указанного формованного табачного полотна после сматывания составляет от приблизительно 7 процентов до приблизительно 15 процентов от общего веса полотна табачного материала. Предпочтительно влажность указанного гомогенизированного табачного полотна при сматывании составляет от приблизительно 8 процентов до приблизительно 12 процентов от общего веса гомогенизированного табачного полотна. Разница между влажностью при формовании и влажностью при сматывании предпочтительно главным образом устраняется на участке высушивания.
Предпочтительно ширина формованного листа после высушивания и перед продольной резкой составляет приблизительно 1,8 метра.
Предпочтительно указанное устройство для продольной резки расположено непосредственно ниже по потоку относительно указанного участка высушивания. После участка высушивания формованный гомогенизированный табачный лист имеет надлежащую плотность или консистенцию, за счет количества оставшейся влаги, для подходящего разрезания на параллельные листы. Иное содержание влаги, которое может присутствовать в другом месте на производственной линии, может вызвать трудности при разрезании листа, который может разорваться на краях, где выполняют разрез.
Предпочтительно участок сматывания расположен непосредственно ниже по потоку относительно устройства для продольной резки. Разделенный на части табачный лист, таким образом, сматывают в рулоны сразу после разрезания. Затем рулоны можно дополнительно обрабатывать или хранить.
Предпочтительно подвижная транспортирующая основа включает единственную непрерывную подвижную основу, транспортирующую гомогенизированный табачный лист от устройства формования на устройство для продольной резки. Гомогенизированный табачный лист ниже по потоку относительно устройства формования остается на основе при перемещении от устройства формования, предпочтительно также через участок высушивания, до достижения устройства для продольной резки. Если используется единственная подвижная основа, снятие листа с основы не требуется. Как указано, гомогенизированный табачный лист является относительно хрупким и легко рвется; снятие листа может вызвать раздирание или разрыв листа. Исключение снятия листа с основы может снизить вероятность разрыва листа.
Предпочтительно участок сматывания содержит датчик, выполненный с возможностью определения размера рулона или величины разделенного на части гомогенизированного табачного листа, смотанного в рулон, и отправки сигнала, если размер или величина превышает заданное пороговое значение; элемент для разрезания смотанного рулона для автоматического разрезания в поперечном направлении разделенного на части гомогенизированного табачного листа в указанном рулоне, вследствие чего указанный рулон можно заменить в ответ на сигнал от указанного датчика. Рулоны, в которые смотаны разделенные на части гомогенизированные табачные листы, имеют предпочтительно предварительно заданный диаметр или имеют максимальный диаметр, который предпочтительно не должен быть превышен. Альтернативно рулоны имеют максимальный вес, который коррелирует с весом разделенного на части гомогенизированного табачного листа. Максимальный диаметр или максимальный вес выбирают для надлежащей обработки рулонов, причем выбор предельного значения веса или диаметра может отразиться на сложности возможной дополнительной стадии разматывания рулонов. Таким образом, после достижения максимального диаметра или максимального веса, новый рулон помещают в держатель рулона участка сматывания, а рулон, имеющий максимальный вес или диаметр, снимают, причем разделенный на части гомогенизированный табачный лист разрезают в направлении, по существу перпендикулярном направлению транспортировки основы. Разрез выполняют предпочтительно элементом для разрезания, включенным в участок сматывания. Предпочтительно разрез выполняется автоматически, без вмешательства оператора.
Предпочтительно устройство для продольной резки выполнено с возможностью продольной резки гомогенизированного табачного листа по меньшей мере на три разделенных на части гомогенизированных табачных листа.
Предпочтительно устройство для продольной резки содержит по меньшей мере два лезвия для образования по меньшей мере трех разделенных на части гомогенизированных табачных листов. Формованный лист предпочтительно имеет ширину, составляющую от приблизительно 2 метров до приблизительно 1,5 метра для достижения относительно высокой производственной скорости. Предпочтительным является образование рулонов, имеющих ширину смотанного листа, которая составляет от приблизительно 0,05 метра до приблизительно 0,5 метра для надлежащей обработки, и, таким образом, предпочтительным является образование по меньшей мере трех разделенных на части гомогенизированных табачных листов посредством устройства для продольной резки.
Предпочтительно устройство для продольной резки содержит множество лезвий - от 2 до 10, вследствие чего образуется множество разделенных на части гомогенизированных табачных листов - от 3 до 11. Предпочтительно каждый разделенный на части табачный лист имеет ширину, составляющую от приблизительно 0,05 метра до приблизительно 0,5 метра.
Предпочтительно производственная линия содержит по меньшей мере три дополнительные подвижные основы, расположенные ниже по потоку относительно устройства для продольной резки, для транспортировки по меньшей мере трех разделенных на части гомогенизированных табачных листов к участку сматывания.
Предпочтительно производственная линия содержит участок сматывания, имеющий множество блоков сматывания, количество которых равно количеству разделенных на части гомогенизированных табачных листов. Предпочтительно участок сматывания содержит по меньшей мере три блока сматывания, более предпочтительно он содержит от 3 до 11 блоков сматывания.
Преимущественно участок сматывания содержит множество держателей рулона, количество которых равно количеству разделенных на части гомогенизированных табачных листов, на которые гомогенизированный табачный лист разрезается устройством для продольной резки. Ниже по потоку относительно устройства для продольной резки, предпочтительно все разделенные на части табачные листы сматывают в разные рулоны. Производственная скорость возрастает.
Настоящее изобретение также относится к способу поточного производства гомогенизированного табачного материала, причем указанный способ включает получение пульпы, содержащей смесь табачного порошка, связующее и вещество для образования аэрозоля в водной среде; формование пульпы на основе, выполненной с возможностью перемещения в направлении транспортировки, с образованием гомогенизированного табачного листа; продольную резку гомогенизированного табачного листа в указанном направлении транспортировки при перемещении гомогенизированного табачного листа в направлении транспортировки с образованием разделенных на части гомогенизированных табачных листов; и сматывание по меньшей мере одного разделенного на части гомогенизированного табачного листа в рулон.
Предпочтительно способ включает продольную резку гомогенизированного табачного листа по меньшей мере на три разделенных на части гомогенизированных табачных листа. Более предпочтительно способ включает продольную резку гомогенизированного табачного листа на от трех до одиннадцати разделенных на части гомогенизированных табачных листов.
Предпочтительно способ включает сматывание всех по меньшей мере трех разделенных на части табачных листов. Более предпочтительно способ включает одновременное сматывание всех по меньшей мере трех разделенных на части табачных листов.
Предпочтительно способ включает одновременную транспортировку по меньшей мере трех разделенных на части табачных листов. Более предпочтительно способ включает одновременную транспортировку по меньшей мере трех разделенных на части табачных листов к соответствующим блокам сматывания участка сматывания. Предпочтительно сматывание происходит на участке сматывания.
Термин «поточный» относится к взаимосвязанной последовательности процессов изготовления. Стадии способа согласно настоящему изобретению выполняют одну за одной или одновременно, непрерывным образом. Между одной стадией и другими процесс не прерывается.
Преимущества способа были уже отмечены выше, а именно, что поточное производство «малых» рулонов из разделенных на части гомогенизированных табачных листов вместо «большого рулона», имеющего ширину, равную ширине формованного листа гомогенизированного материала, обеспечивает лучшую обработку меньших рулонов, что сводит к минимуму риск раздирания и разрыва гомогенизированных табачных листов.
Предпочтительно способ дополнительно включает сматывание каждого разделенного на части гомогенизированного табачного листа в рулон.
Преимущественно способ дополнительно включает высушивание разделенного на части гомогенизированного табачного листа.
Предпочтительно способ включает проверку величины разделенного на части гомогенизированного табачного листа, смотанного в рулон, или размер рулона; и автоматическую смену рулона, если указанная величина или указанный размер превышает заданное пороговое значение.
Преимущественно стадия получения пульпы включает создание целлюлозной волокнистой массы из волокон целлюлозы и воды, предоставление смеси табачного порошка; и объединение целлюлозной волокнистой массы, смеси табачного порошка, связующего и вещества для образования аэрозоля с образованием указанной пульпы. Согласно настоящему изобретению связующее и вещество для образования аэрозоля предварительно смешивают с образованием суспензии, и затем объединяют ее с целлюлозной волокнистой массой и смесью табачного порошка. Гомогенизированные табачные материалы образуют путем смешения нескольких ингредиентов с водой с получением пульпы и затем, например, путем формования этой пульпы, создают непрерывное полотно гомогенизированного материала на основе. Желательно, чтобы готовый гомогенизированный табачный материал имел сравнительно высокую прочность на разрыв и высокую однородность.
Уменьшенная прочность на разрыв гомогенизированного табачного листа может привести к затруднениям при последующей обработке гомогенизированного табачного полотна при производстве изделия, генерирующего аэрозоль, и может вызвать, например, остановки оборудования. Дополнительно, негомогенное табачное полотно может привести к нежелательному различию в отношении доставки аэрозоля между изделиями, генерирующими аэрозоль, которые производят из одного и того же гомогенизированного табачного полотна.
Кроме того, еще одним важным параметром пульпы, используемой для получения гомогенизированного табачного материала, является ее вязкость, в частности, во время формования или иного образования непрерывного табачного полотна. Вязкость влияет на прочность на разрыв гомогенизированного табачного полотна и его однородность. Плотность пульпы, в частности, перед началом стадии формования этой пульпы для образования гомогенизированного табачного полотна, важна для определения конечного качества самого полотна. Надлежащие плотность и гомогенность пульпы сводят к минимуму количество дефектов и максимально увеличивают прочность на разрыв полотна.
Пульпа содержит множество компонентов для производства гомогенизированного табачного полотна. Эти компоненты влияют на свойства гомогенизированного табачного материала. Первый ингредиент представляет собой смесь табачного порошка, которая предпочтительно содержит основную часть табака, присутствующего в пульпе. Смесь табачного порошка является источником основной части табака в гомогенизированном табачном материале и, следовательно, придает аромат аэрозолю. Целлюлозную волокнистую массу, содержащую волокна целлюлозы, добавляют в качестве упрочняющего средства с целью повышения предела прочности на разрыв полотна табачного материала. Также добавляют связующее и вещество для образования аэрозоля с целью улучшения характеристик прочности на разрыв гомогенизированного листа и содействия образованию аэрозоля. Дополнительно, с целью достижения определенной вязкости и влажности, оптимальных для формования полотна гомогенизированного табачного материала, добавляют воду в пульпу.
Однако связующие при контакте с водой могут превращаться в гель, причем сшивание геля будет препятствовать дальнейшей однородной дисперсии связующего в пульпе и, как следствие, препятствовать достижению требуемой гомогенности и вязкости пульпы.
Согласно настоящему изобретению осуществляют предварительное смешивание связующего и вещества для образования аэрозоля с тем, чтобы как можно дольше задержать контакт между водой и связующим и, как следствие, образование геля. Суспензия, образованная между связующим и веществом для образования аэрозоля, задерживает образование геля, когда эту суспензию, образованную связующим и веществом для образования аэрозоля, объединяют с водой. Без ограничения теорией, молекулы вещества для образования аэрозоля задерживают образование водородных связей. Иначе говоря, вещество для образования аэрозоля по меньшей мере частично ингибирует сшивание связующего и воды благодаря своему размещению между молекулами воды и связующего.
Целлюлозная волокнистая масса содержит воду и волокна целлюлозы. Собственно табак содержит натуральные волокна целлюлозы. Волокна целлюлозы волокнистой массы, добавляемые в пульпу в дополнение к тем волокнам целлюлозы, которые содержатся в табачной смеси, будут в дальнейшем именоваться «добавочными» волокнами целлюлозы. Волокна целлюлозы для включения в пульпу с получением гомогенизированного табачного материала известны из уровня техники и включают без ограничения волокна древесины мягких пород; волокна древесины твердых пород; джутовые волокна; льняные волокна; табачные волокна и их комбинации. В дополнение к получению волокнистой массы, добавленные волокна целлюлозы могут быть подвергнуты подходящим видам обработки, таким как размалывание, механическое получение волокнистой массы, химическое получение волокнистой массы, обесцвечивание, сульфатное получение волокнистой массы и их комбинация.
Частицы волокон могут включать табачные материалы из стебля, черешки или другие растительные табачные материалы. Предпочтительно волокна на основе целлюлозы, такие как древесные волокна, имеют низкое содержание лигнина. Частицы волокон могут быть выбраны, исходя из желания обеспечить достаточную прочность на разрыв. Как альтернатива, либо с вышеуказанными волокнами, либо вместо них можно использовать другие волокна, такие как растительные волокна, включая пеньку и бамбук.
Добавление связующего, такого как любое из камедей или пектинов, описанных в данном документе, способствует тому, что табачный порошок остается по существу диспергированным в гомогенизированном табачном листе. Относительно описательного обзора камедей см. Gums And Stabilizers For The Food Industry, IRL Press (G.O. Phillip et al. eds. 1988); Whistler, Industrial Gums: Polysaccharides And Their Derivatives, Academic Press (2d ed. 1973) и Lawrence, Natural Gums For Edible Purposes, Noyes Data Corp. (1976).
Хотя можно использовать любые связующие, предпочтительными связующими являются природные пектины, такие как фруктовые, цитрусовые или табачные пектины; гуаровые камеди, такие как гидроксиэтилгуар и гидроксипропилгуар; камеди бобов рожкового дерева, такие как гидроксиэтил- и гидроксипропил-производные камеди бобов рожкового дерева, альгинат; крахмалы, такие как модифицированные крахмалы или производные крахмалов; целлюлозы, такие как метил-, этил-, этилгидроксиметил- и карбоксиметилцеллюлоза; тамариндовая камедь; декстран; пуллалон; конжаковая мука; ксантановая камедь и т. п. Особо предпочтительным связующим для использования в настоящем изобретении является гуар.
Пульпа для производства гомогенизированного табачного материала может содержать другие ингредиенты или добавки, в дополнение к вышеуказанному перечню. Например, пульпа может содержать, но без ограничения, табачные волокна, пластификаторы, ароматизаторы, наполнители, водные и неводные растворители и их комбинации.
Согласно настоящему изобретению способ получения пульпы для производства гомогенизированного табачного материала включает стадию предварительного смешивания вещества для образования аэрозоля и связующего, например такого, как гуар или глицерин, таким образом, чтобы эти два компонента по меньшей мере частично образовали суспензию. Суспензия представляет собой гетерогенную смесь, в которой частицы, подобные растворенному веществу, выпадают в осадок из фазы, подобной растворителю, через некоторое время после их добавления.
Суспензию между веществом для образования аэрозоля и связующим получают в отсутствие воды. В данном контексте термин «в отсутствие воды» следует понимать в том смысле, что содержание воды в суспензии связующего в веществе для образования аэрозоля составляет менее 1 процента от общего веса суспензии.
После фазы предварительного смешивания и образования суспензии связующего в веществе для образования аэрозоля, образуют пульпу в соответствии со способом согласно настоящему изобретению.
Пульпу образуют путем взаимного объединения всех вышеуказанных элементов: суспензии связующего в веществе для образования аэрозоля, волокнистой массы и смеси табачного порошка. При образовании пульпы связующее вступает в контакт с водой вследствие того, что волокнистая масса содержит воду. В результате контакта с водой начинается процесс вызревания, при котором может образовываться гель, и происходит непрерывное изменение вязкости пульпы. Тем не менее, связующему в суспензии требуется больше времени для образования геля, чем без предварительного смешивания в суспензии с веществом для образования аэрозоля. Следовательно, затрачивается больше времени на смешивание и получение пульпы с максимально возможной однородностью и гомогенностью перед образованием гомогенизированного табачного полотна, например, с использованием стадии формования.
Предпочтительно стадия получения пульпы включает стадии получения волокнистой массы и размалывания волокон целлюлозы с образованием волокнистой массы и измельчением смеси табака из одного или нескольких типов табака. На последующей стадии пульпу образуют за счет объединения порошка табачной смеси из разных типов табака с волокнистой массой и связующим. Дополнительная стадия предусматривает гомогенизацию пульпы и образование из пульпы гомогенизированного табачного материала. В соответствии с настоящим изобретением стадия получения волокнистой массы и размалывания обеспечивает в результате волокна целлюлозы со средним размером от приблизительно 0,2 миллиметра до приблизительно 4 миллиметров. На стадии измельчения получают смесь табачного порошка со средним размером от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра. Связующее добавляют в пульпу в количестве от приблизительно 1 процента до приблизительно 5 процентов по сухому весу от общего веса гомогенизированного табачного листа.
Поскольку табак, находящийся в гомогенизированном табачном материале, представляет собой по существу исключительную часть или основную часть табака, присутствующего в изделии, генерирующем аэрозоль, влияние на свойства аэрозоля, такие как его запах, преимущественно обусловлены гомогенизированным табачным материалом. Предпочтительно, чтобы высвобождение веществ из табака, присутствующего в гомогенизированном табачном материале, упрощалось с целью улучшения использования табака. В соответствии с настоящим изобретением табачный порошок имеет такой же размер или меньше структуры клеток табака, по меньшей мере для фракции от общего количества табачного порошка. Считается, что тонкое измельчение табака до приблизительно 0,05 миллиметра может преимущественно раскрыть структуру клеток табака и, таким образом, улучшить образование аэрозоля из веществ, присутствующих в табаке, из собственно табака. Примерами веществ, для которых образование аэрозоля может быть улучшено при использовании табачного порошка со средним размером частиц порошка от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра являются пектин, никотин, эфирные масла и другие ароматизаторы. В дальнейшем термин «табачный порошок» используют по всему описанию для обозначения табака, характеризующегося средним размером от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра.
Такой же средний размер табачного порошка от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра может также улучшить однородность пульпы. Слишком крупные частицы табака, а именно, частицы табака более приблизительно 0,15 миллиметра, могут вызвать дефекты и области с низкой прочностью в гомогенизированном табачном полотне, которое образуется из пульпы. Дефекты в гомогенизированном табачном полотне могут уменьшать прочность на разрыв гомогенизированного табачного полотна. Уменьшенная прочность на разрыв может привести к затруднениям при последующей обработке гомогенизированного табачного полотна при производстве изделия, генерирующего аэрозоль, и может вызвать, например, остановки оборудования. Дополнительно, негомогенное табачное полотно может привести к нежелательному различию в отношении доставки аэрозоля между изделиями, генерирующими аэрозоль, которые производят из одного и того же гомогенизированного табачного полотна. По этой причине табак, имеющий относительно небольшой средний размер частиц, желателен как исходный табачный материал для образования пульпы с образованием приемлемого гомогенизированного табачного материала для изделий, генерирующих аэрозоль. Слишком маленькие частицы табака увеличивают потребление энергии, требуемой в процессе уменьшения их размера, без добавления преимуществ для этого дополнительного уменьшения.
Уменьшенный средний размер частиц табачного порошка также предпочтителен ввиду его влияния на уменьшение вязкости табачной пульпы, обеспечивая тем самым лучшую однородность. Однако при среднем размере от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра, табачные волокна целлюлозы в составе табачного порошка по существу разрушаются. Следовательно, табачные волокна целлюлозы в составе табачного порошка могут давать только очень маленький вклад в прочность на разрыв полученного гомогенизированного табачного полотна. Обычно это компенсируют с помощью добавления связующих. Тем не менее, существует практическое ограничение по количеству связующих, которые могут присутствовать в пульпе и, следовательно, в гомогенизированном табачном материале. Это связано с тем, что связующие имеют склонность образовывать гель при вступлении в контакт с водой. Образование геля оказывает сильное влияние на вязкость пульпы, которая в свою очередь является важным параметром пульпы для последующих процессов производства полотна, например таких как формование. Поэтому предпочтительно иметь относительно низкое количество связующего в гомогенизированном табачном материале. В соответствии с настоящим изобретением количество связующего, добавленного в смесь из одного или нескольких типов табака, составляет от приблизительно 1 процента до приблизительно 5 процентов по сухому весу пульпы. Используемое в пульпе связующее может быть любым из видов камеди или пектина, описанных в настоящем документе. Связующее может обеспечивать, чтобы табачный порошок оставался, по существу, распределенным по всему гомогенизированному табачному полотну. Относительно описательного обзора камедей см. Gums And Stabilizers For The Food Industry, IRL Press (G.O. Phillip et al. eds. 1988); Whistler, Industrial Gums: Polysaccharides And Their Derivatives, Academic Press (2d ed. 1973) и Lawrence, Natural Gums For Edible Purposes, Noyes Data Corp. (1976).
Хотя можно использовать любые связующие, предпочтительными связующими являются природные пектины, такие как фруктовые, цитрусовые или табачные пектины; гуаровые камеди, такие как гидроксиэтилгуар и гидроксипропилгуар; камеди бобов рожкового дерева, такие как гидроксиэтил- и гидроксипропил-производные камеди бобов рожкового дерева, альгинат; крахмалы, такие как модифицированные крахмалы или производные крахмалов; целлюлозы, такие как метил-, этил-, этилгидроксиметил- и карбоксиметилцеллюлоза; тамариндовая камедь; декстран; пуллалон; конжаковая мука; ксантановая камедь и т. п. Особо предпочтительным связующим для использования в настоящем изобретении является гуар.
Однако, с одной стороны, относительно небольшой средний размер частиц табачного порошка и уменьшенное количество связующего может привести к очень однородной пульпе, а затем к очень однородному гомогенизированному табачному материалу, с другой стороны, прочность на разрыв гомогенизированного табачного полотна, полученного из этой пульпы, может быть относительно низкой и потенциально недостаточной для того, чтобы достаточно выдерживать силы, действующие на гомогенизированный табачный материал в процессе обработки.
В соответствии с настоящим изобретением в пульпу вводят волокна целлюлозы. Указанные волокна целлюлозы добавляют к волокнам целлюлозы, присутствующим в самом табаке, другими словами, волокна целлюлозы, упомянутые в настоящем документе, являются волокнами, отличающимися от тех, что присутствуют естественным образом в порошке табачной смеси, и их называют «добавленные волокна целлюлозы». Введение в пульпу волокон целлюлозы, действующих как упрочняющее средство, увеличивает прочность на разрыв полотна табачного материала. Следовательно, добавление волокон целлюлозы к тем, что уже имеются в табаке, может увеличить устойчивость к внешним воздействиям полотна гомогенизированного табачного материала. Таким образом поддерживают бесперебойный способ изготовления гомогенизированного табачного материала и последующую его обработку во время изготовления изделий, генерирующих аэрозоль. Это, в свою очередь, может привести к повышению эффективности производства, эффективности затрат, воспроизводимости и производственной скорости при изготовлении изделий, генерирующих аэрозоль, и других курительных изделий.
Волокна целлюлозы для включения в пульпу с получением гомогенизированного табачного материала известны из уровня техники и включают без ограничения волокна древесины мягких пород; волокна древесины твердых пород; джутовые волокна; льняные волокна; табачные волокна и их комбинации. В дополнение к получению волокнистой массы, волокна целлюлозы могут быть подвергнуты подходящим видам обработки, таким как размалывание, механическое получение волокнистой массы, химическое получение волокнистой массы, обесцвечивание, сульфатное получение волокнистой массы и их комбинация.
Частицы волокон могут включать табачные материалы из стебля, черешки или другие растительные табачные материалы. Предпочтительно волокна на основе целлюлозы, такие как древесные волокна, имеют низкое содержание лигнина. Как альтернатива, либо с вышеуказанными волокнами, либо вместо них можно использовать другие волокна, такие как растительные волокна, включая пеньку и бамбук.
Крайне важным параметром добавленных волокон целлюлозы является длина волокон целлюлозы. В случае слишком коротких волокон целлюлозы волокна не будут эффективно способствовать повышению прочности на разрыв полученного гомогенизированного табачного материала. В случае слишком длинных волокон целлюлозы волокна целлюлозы будут влиять на гомогенность пульпы и, в свою очередь, могут приводить к негомогенности и другим дефектам гомогенизированного табачного материала, в частности в случае тонкого гомогенизированного табачного материала, например гомогенизированного табачного материала с толщиной несколько сотен микрометров. Согласно настоящему изобретению размер добавленных волокон целлюлозы в пульпе, содержащей табачный порошок со средним размером от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра, и связующее в количестве от приблизительно 1 процента до приблизительно 5 процентов по сухому весу пульпы, предпочтительно составляет от приблизительно 0,2 миллиметра до приблизительно 4 миллиметров. Предпочтительно средний размер волокон целлюлозы составляет от приблизительно 1 миллиметра до приблизительно 3 миллиметров. Предпочтительно, данное дополнительное уменьшение получают с помощью стадии размалывания. В настоящем изобретении «размер» волокон означает длину волокон, т. е. длина волокон представляет собой основной размер волокон. Таким образом, под средним размером волокон подразумевают среднюю длину волокон. Средняя длина волокон представляет собой среднюю длину по заданному количеству волокон, за исключением волокон, имеющих длину менее приблизительно 200 микрон или более приблизительно 10000 микрон, и за исключением волокон, имеющих ширину менее приблизительно 5 микрон или более приблизительно 75 микрон. Кроме того, предпочтительно в соответствии с настоящим изобретением количество волокон целлюлозы, добавленных к волокнам целлюлозы, присутствующим в смеси табачного порошка, составляет от приблизительно 1 процента до приблизительно 3 процентов по сухому весу от общего веса пульпы. Было продемонстрировано, что такие величины для ингредиентов пульпы повышают прочность на разрыв с поддержанием высокого уровня гомогенности гомогенизированного табачного материала по сравнению с гомогенизированным табачным материалом, который используют только со связующим для обеспечения требуемой прочности на разрыв гомогенизированного табачного полотна. В то же время, волокна целлюлозы, характеризующиеся средним размером, составляющим от приблизительно 0,2 миллиметра до приблизительно 4 миллиметров, существенно не замедляют высвобождение веществ из тонкоизмельченного табачного порошка, когда гомогенизированный табачный материал используют в качестве субстрата, генерирующего аэрозоль, в изделии, генерирующем аэрозоль. В соответствии с настоящим изобретением может быть обеспечен сравнительно быстрый и надежный способ изготовления гомогенизированного табачного полотна, а также субстрата, приспособленного для высвобождения аэрозоля с высокой воспроизводимостью.
Кроме того, настоящее изобретение относится к изделию, генерирующему аэрозоль, содержащему часть вышеописанного гомогенизированного табачного материала. Изделие, генерирующее аэрозоль, представляет собой изделие, содержащее субстрат, образующий аэрозоль, способный высвобождать летучие соединения, которые могут образовывать аэрозоль. Изделие, генерирующее аэрозоль, может представлять собой негорючее изделие, генерирующее аэрозоль. Негорючее изделие, генерирующее аэрозоль, высвобождает летучие соединения без сгорания субстрата, образующего аэрозоль, например, в результате нагревания данного субстрата, образующего аэрозоль, или в результате химической реакции, или в результате механического воздействия на субстрат, образующий аэрозоль.
Субстрат, образующий аэрозоль, способен высвобождать летучие соединения, которые могут образовывать аэрозольное летучее соединение и могут высвобождаться в результате нагрева субстрата, образующего аэрозоль. С целью использования гомогенизированного табачного материала в изделии, генерирующем аэрозоль, в пульпу, которая образует формованный лист, предпочтительно включают вещества для образования аэрозоля. Вещества для образования аэрозоля могут быть выбраны на основании одного или нескольких предварительно заданных свойств. Функционально вещество для образования аэрозоля обеспечивает механизм, который позволяет веществу для образования аэрозоля испаряться и доставлять никотин и/или ароматизатор в аэрозоль при нагревании выше удельной температуры испарения вещества для образования аэрозоля.
Конкретные варианты осуществления будут далее описаны, лишь в виде примеров, со ссылками на прилагаемые графические материалы, на которых:
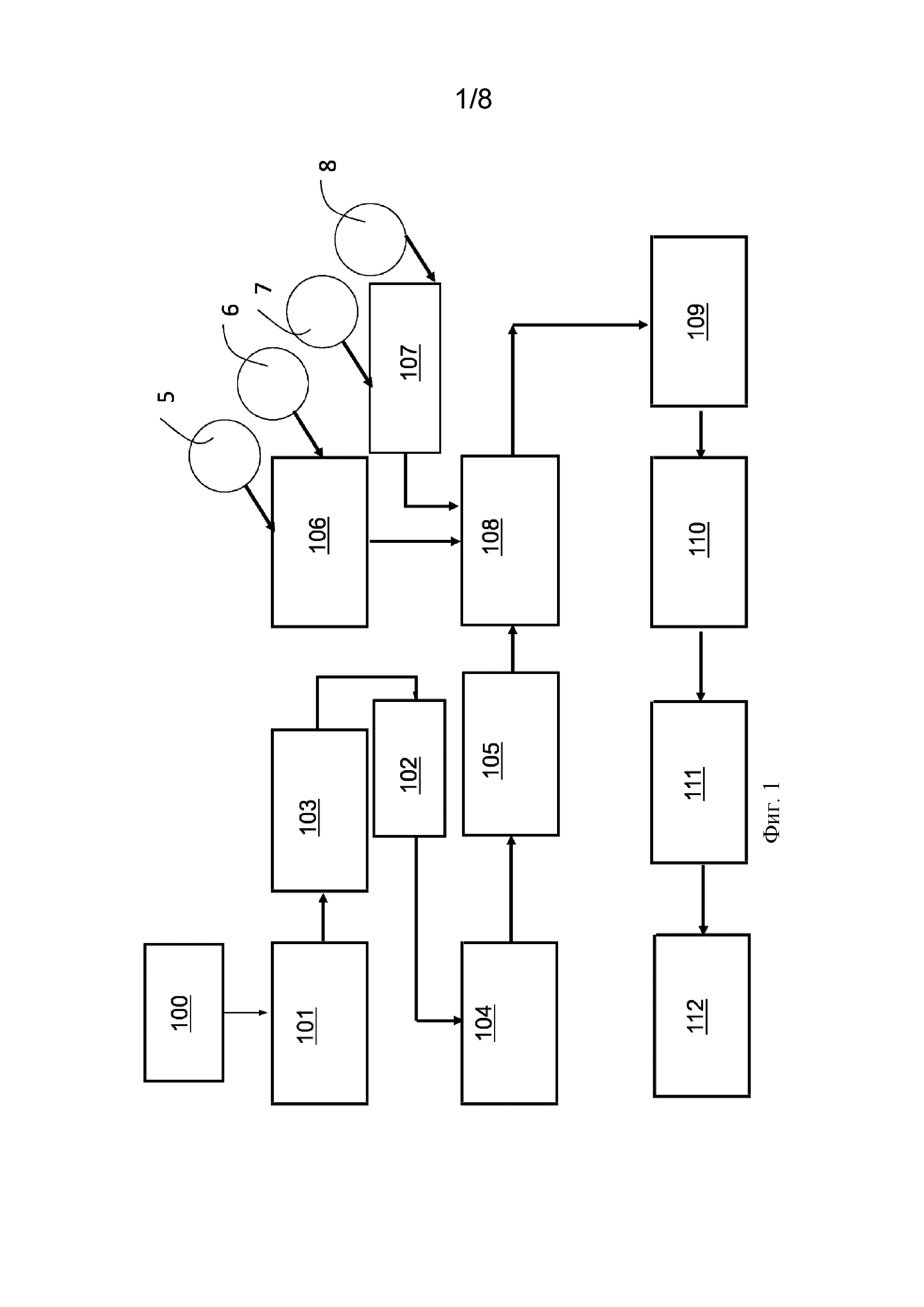
- на фиг. 1 показана схема последовательности стадий способа получения пульпы для гомогенизированного табачного материала в соответствии с настоящим изобретением;
- на фиг. 2 показана блок-схема варианта способа, показанного на фиг. 1;
- на фиг. 3 показана блок-схема способа производства гомогенизированного табачного материала в соответствии с настоящим изобретением;
- на фиг. 4 показана в увеличенном виде одна из стадий способа, показанного на фиг. 1, 2 или 3;
- на фиг. 5 показана в увеличенном виде одна из стадий способа, показанного на фиг. 1, 2 или 3;
- на фиг. 6 показан схематический вид устройства для выполнения способа, показанного на фиг. 1 и 2;
- на фиг. 7 показан схематический вид устройства для выполнения способа, показанного на фиг. 3; и
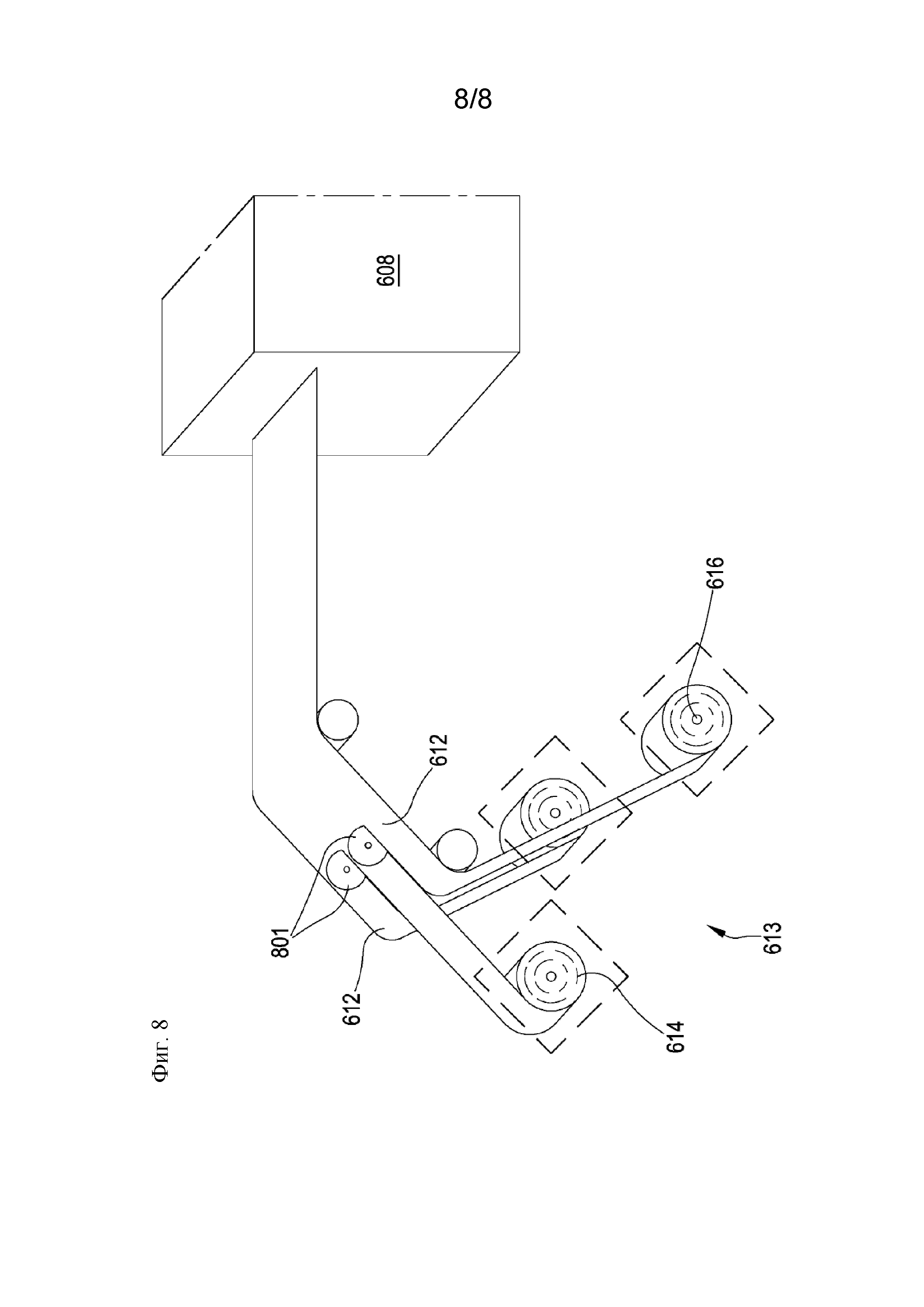
- на фиг. 8 показан схематический вид устройства для выполнения способа, показанного на фиг. 3.
В соответствии с настоящим изобретением способ получения пульпы представлен со ссылкой на фиг. 1. Первая стадия способа по настоящему изобретению представляет собой осуществление выбора 100 типов табака и сортов табака, подлежащих использованию в табачной смеси для производства гомогенизированного табачного материала. Типы табака и сорта табака, используемые в настоящем способе, представляют собой, например, светлый табак, темный табак, ароматический табак и табачный наполнитель.
Только выбранные типы табака и сорта табака, предназначенные для производства используемого гомогенизированного табачного материала, подлежат обработке в соответствии со следующими стадиями способа по настоящему изобретению.
Способ предусматривает дополнительную стадию 101, на которой выбранный табак складывают. Данная стадия может предусматривать проверку целостности табака, например, сорт и количество, которые могут быть, например, подтверждены с помощью устройства считывания штрихового кода для отслеживания продукта и возможности оперативного контроля. После сбора и высушивания табачному листу присваивают сорт, который описывает, например, положение стебля, качество и цвет.
Кроме того, стадия 101 складывания может также предусматривать, в случае если табак транспортируют в производственные помещения для производства гомогенизированного табачного материала, распаковывание или раскрытие коробок с табаком. Затем распакованный табак предпочтительно подают на участок взвешивания с целью взвешивания табака.
Кроме того, стадия 101 складывания табака может предусматривать разрезание брикетов, в случае необходимости, поскольку табачные листья обычно сжимают в брикеты в транспортных ящиках для отгрузки.
Следующие стадии осуществляют для каждого типа табака, как детально описано ниже. Эти стадии можно выполнять последовательно по сортам таким образом, что требуется только одна производственная линия. Как альтернатива, разные типы табака можно обрабатывать на отдельных линиях. Это может быть преимуществом, если для некоторых типов табака применяют разные стадии обработки. Например, в традиционных первичных процессах обработки табака виды светлого и темного табака обрабатывают, по меньшей мере частично, в отдельных процессах, поскольку темный табак часто получает дополнительный соус. Однако в соответствии с настоящим изобретением предпочтительно к смешанному табачному порошку до образования гомогенизированного табачного полотна не добавляют никакого соуса.
Дополнительно, способ по настоящему изобретению предусматривает стадию 102 крупного измельчения табачных листьев.
В соответствии с вариантом способа согласно настоящему изобретению, после стадии 101 складывания табака и перед стадией 102 крупного измельчения табака выполняют дополнительную стадию 103 разрезания, как показано на фиг. 1. На стадии 103 разрезания табак разрезают на полоски, характеризующиеся средним размером, составляющим от приблизительно 2 миллиметров до приблизительно 100 миллиметров.
Предпочтительно после стадии 103 разрезания, выполняют стадию удаления нетабачного материала из полосок (не показано на фиг. 1).
Затем разрезанный табак транспортируют в направлении стадии 102 крупного измельчения. Скоростью потока табака на мельнице для крупного измельчения полосок табачного листа предпочтительно управляют и измеряют ее.
На стадии 102 крупного измельчения табачные полоски уменьшают до среднего размера частиц, составляющего от приблизительно 0,25 миллиметра до приблизительно 2 миллиметров. На данной стадии клетки табачных частиц все еще сохраняются практически неповрежденными и полученные частицы не представляют релевантных транспортных проблем.
Предпочтительно после стадии 102 крупного измельчения частицы табака транспортируют, например, с помощью пневматического перемещения на стадию 104 смешивания. Как альтернатива, стадию 104 смешивания можно осуществлять перед стадией 102 крупного измельчения или, при ее наличии, до стадии 103 разрезания или, как альтернатива, между стадией 103 разрезания и стадией 102 крупного измельчения.
На стадии 104 смешивания смешивают все частицы крупноизмельченного табака из разных типов табака, выбранных для табачной смеси. Таким образом, стадия 104 смешивания является единственной стадией для всех выбранных типов табака. Это означает, что после стадии смешивания существует необходимость только в одной производственной линии для всех различных типов табака.
На стадии 104 смешивания предпочтительно осуществляют смешивание различных типов табака в виде частиц. Предпочтительно, осуществляют стадию измерения и управления одним или несколькими свойствами табачной смеси. В соответствии с настоящим изобретением потоком табака можно управлять так, чтобы получить желаемую смесь в соответствии с предварительно установленным целевым значением или предварительно установленными целевыми значениями. Например, может быть желательным, чтобы смесь включала светлый табак 1 по меньшей мере в количестве приблизительно 30 процентов по сухому весу общего табака в смеси, и чтобы доля в процентах темного табака 2 и ароматического табака 3 составляла от приблизительно 0 процентов до приблизительно 40 процентов по сухому весу от общего количества табака в смеси, например, приблизительно 35 процентов. Более предпочтительно, также вводят табачный наполнитель 4 в процентном отношении от приблизительно 0 процентов до приблизительно 20 процентов по сухому весу от общего количества табака в смеси. Следовательно, скоростью потока разных типов табака управляют так, чтобы получить данное отношение разных типов табака. Как альтернатива, если стадию 102 крупного измельчения осуществляют последовательно для различных используемых табачных листьев, на стадии взвешивания в начале стадии 102 определяют количество используемого табака на определенный тип и сорт табака, вместо управления скоростью его потока.
На фиг. 2 показано введение различных типов табака во время стадии 104 смешивания.
Следует понимать, что каждый тип табака сам по себе мог представлять собой подсмесь, другими словами «тип светлый табак» мог представлять собой, например, смесь табака типа Virginia и бразильского табака трубоогневого высушивания различных сортов.
После стадии 104 смешивания осуществляют стадию 105 тонкого измельчения в табачный порошок со средним размером от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра. На данной стадии 105 тонкого измельчения уменьшают размер табака до размера порошка, подходящего для получения пульпы. После данной стадии 105 тонкого измельчения клетки табака по меньшей мере частично разрушаются и табачный порошок может становиться клейким.
Полученный таким образом табачный порошок можно немедленно использовать для образования табачной пульпы. Как альтернатива, может быть добавлена дополнительная стадия хранения табачного порошка, например, в соответствующих емкостях (не показано).
Стадии смешивания табака и измельчения табака с образованием гомогенизированного табачного материала в соответствии с фиг. 1 осуществляют с использованием устройства 200 для измельчения и смешивания табака, схематически показанного на фиг. 3. Устройство 200 содержит участок 201 приема табака, где осуществляют накопление, раскладывание стопок, взвешивание и осмотр различных типов табака. Необязательно, в случае если табак был отгружен в картонных коробках, на участке 201 приема осуществляется удаление картонных коробок, содержащих табак. Участок 201 приема табака также необязательно содержит блок разделения брикетов табака.
На фиг. 3 показана производственная линия только для одного типа табака, но может присутствовать такое же оборудование для табака каждого типа, используемого в полотне гомогенизированного табачного материала в соответствии с настоящим изобретением, в зависимости от того, когда выполняют стадию смешивания. Далее табак вводят в устройство 202 для разрезания на стадии 103 разрезания. Устройство 202 для разрезания может представлять собой, например, стержневое устройство для разрезания. Устройство 202 для разрезания предпочтительно приспособлено для обработки брикетов всех размеров, чтобы измельчать табачные полоски и разрезать полоски на фрагменты меньшего размера. Обрезки табака в каждой производственной линии транспортируют, например, посредством пневматического транспорта 203 к мельнице 204 на стадию 102 крупного измельчения. Предпочтительно управление осуществляют на протяжении транспортировки так, чтобы отбраковать инородный материал в табачных обрезках. Например, вместе с пневматическим транспортом разрезанного табака могут присутствовать система удаления полос с конвейера, сепаратор тяжелых частиц и металлодетектор, причем все они указаны позиционным обозначением 205 на прилагаемом графическом материале.
Мельница 204 приспособлена для крупного измельчения табачных полосок до размера от приблизительно 0,25 миллиметра до приблизительно 2 миллиметров. Скоростью ротора мельницы можно управлять и менять в зависимости от скорости потока обрезков табака.
Предпочтительно, бункер 206 промежуточного хранения для управления однородным массовым потоком располагают после мельницы 204 крупного измельчения. Кроме того, предпочтительно мельницу 204 оснащают искровыми детекторами и системой 207 отключения для соблюдения условий техники безопасности.
От мельницы 204 частицы табака транспортируют, например, посредством пневматического транспорта 208 к смесителю 210. Смеситель 210 предпочтительно содержит бункер, в котором находится соответствующая система управления клапаном. В смеситель вводят все частицы табака всех различных типов табака, которые были выбраны для предварительно заданной смеси. В смесителе 210 частицы табака смешивают с получением однородной смеси. Из смесителя 210 смесь частиц табака транспортируют к участку 211 тонкого измельчения.
Участок 211 тонкого измельчения представляет собой, например, ударную сортировочную мельницу с соответственно разработанным вспомогательным оборудованием для получения тонкоизмельченного табачного порошка согласно надлежащим техническим условиям, то есть табачного порошка с размером, составляющим от приблизительно 0,03 миллиметра до приблизительно 0,12 миллиметра. После участка 211 тонкого измельчения пневматическая линия 212 для перемещения приспособлена для транспортировки тонкоизмельченного табачного порошка к бункеру 213 промежуточного хранения порошка для непрерывной подачи пульпы к расположенному ниже по потоку резервуару для периодического смешивания пульпы, в котором происходит процесс получения пульпы.
Способ производства гомогенизированного табачного материала, показанный на фиг. 1, дополнительно включает стадию 106 получения суспензии. Стадия 106 получения суспензии предпочтительно предусматривает смешивание вещества 5 для образования аэрозоля и связующего 6 с образованием суспензии. Предпочтительно, вещество 5 для образования аэрозоля предусматривает глицерин и связующее 6 предусматривает гуар.
Стадия 106 образования суспензии связующего в веществе для образования аэрозоля предусматривает стадии загрузки вещества 5 для образования аэрозоля и связующего 6 в емкость и смешивания этих двух компонентов. Предпочтительно, полученную суспензию затем хранят перед введением в пульпу. Предпочтительно, глицерин добавляют к гуару на двух стадиях, первое количество глицерина смешивают с гуаром, а затем второе количество глицерина вводят в транспортировочные трубы, таким образом глицерин используют для очистки производственной линии, избегая тем самым образования трудноочищаемых участков на линии.
Линия 300 получения пульпы приспособлена для получения суспензии связующего в веществе для образования аэрозоля в соответствии со стадией 106 согласно настоящему изобретению, как показано на фиг. 4.
Линия 300 получения пульпы включает вещество для образования аэрозоля, такое как глицерин, наливной резервуар 301 и трубопроводную систему 302 для перемещения, снабженную системой 303 управления массовым потоком, приспособленной для перемещения вещества 5 для образования аэрозоля из резервуара 301 и управления его скоростью потока. Дополнительно, линия 300 получения пульпы содержит участок 304 обработки связующего и пневматическую транспортную и дозирующую систему 305 для транспортировки и взвешивания связующего 6, поступающего на участок 304.
Вещество 5 для образования аэрозоля и связующее 6 из резервуара 301 и участка 304 обработки соответственно транспортируют в один или несколько смесительных резервуаров 306, представляющих собой часть линии 300 получения пульпы, выполненных с возможностью однородного смешивания связующего 6 и вещества 5 для образования аэрозоля.
Способ получения гомогенизированного табачного материала предусматривает стадию 107 получения целлюлозной волокнистой массы. Стадия 107 получения волокнистой массы предпочтительно предусматривает смешивание волокон 7 целлюлозы и воды 8 в концентрированном виде, необязательно хранение полученной таким образом волокнистой массы, а затем разбавление концентрированной волокнистой массы перед образованием пульпы. Волокна целлюлозы, поставляемые, например, в виде листов или в мешках, загружают в разбиватель целлюлозы, а затем разбавляют водой. Полученный водный раствор целлюлозы можно хранить при различных плотностях, однако предпочтительно, чтобы волокнистая масса, полученная на стадии 107, представляла собой «концентрат». Предпочтительно, «концентрат» означает, что общее количество волокон целлюлозы в волокнистой массе составляет от приблизительно 3 процентов до 5 процентов от общего веса волокнистой массы перед разбавлением. Предпочтительно, волокна целлюлозы представляют собой волокна древесины мягких пород. Предпочтительно общее количество волокон целлюлозы в пульпе по сухому весу составляет от приблизительно 1 процента до приблизительно 3 процентов, предпочтительно от приблизительно 1,2 процента до приблизительно 2,4 процента, по сухому весу пульпы.
Предпочтительно, стадия смешивания воды и волокон целлюлозы длится от приблизительно 20 до приблизительно 60 минут, преимущественно при температуре от приблизительно 15 градусов Цельсия до приблизительно 40 градусов Цельсия.
Срок хранения, в случае осуществления хранения волокнистой массы, может предпочтительно изменяться от приблизительно 0,1 до приблизительно 7 суток.
Преимущественно, разбавление водой осуществляют после стадии хранения концентрированной волокнистой массы. Воду добавляют в концентрированную волокнистую массу в таком количестве, чтобы содержание волокон целлюлозы составляло менее приблизительно 1 процента от общего веса волокнистой массы. Например, разбавление можно осуществлять с коэффициентом от приблизительно 3 до приблизительно 20. Кроме того, можно осуществлять дополнительную стадию смешивания, которая предусматривает смешивание концентрированной волокнистой массы и добавляемой воды. Дополнительная стадия смешивания предпочтительно длится от приблизительно 120 минут до приблизительно 180 минут при температуре от приблизительно 15 градусов Цельсия до приблизительно 40 градусов Цельсия, более предпочтительно при температуре от приблизительно 18 градусов Цельсия до приблизительно 25 градусов Цельсия.
Все резервуары и трубы для перемещения волокон целлюлозы, гуара и глицерина предпочтительно разработаны таким образом, чтобы быть настолько оптимально короткими, насколько это возможно для уменьшения времени перемещения, сведения к минимуму отходов, избежания перекрестного загрязнения и упрощения очистки. Кроме того, предпочтительно трубы для перемещения волокон целлюлозы, гуара и глицерина являются настолько прямыми, насколько это возможно, для обеспечения быстрого и непрерывающегося потока. В частности, в случае суспензии связующего в веществе для образования аэрозоля наличие поворотов в транспортной трубе может привести к образованию участков с низкой скоростью потока или даже простоя, и такие участки в свою очередь могут стать участками, где возможно образование геля, что потенциально может привести к участкам закупоривания внутри труб для перемещения. Как указано выше, такие участки закупоривания могут привести к необходимости очистки и простою всего производственного процесса.
Предпочтительно, после стадии 107 получения волокнистой массы осуществляют необязательную стадию фибриллирования волокон (не показано на фиг. 1).
На фиг. 5 показано устройство 400 для осуществления стадии 107 способа образования волокнистой массы. На фиг. 5 схематически показана линия 400 подачи и получения волокон целлюлозы, содержащая систему 401 подачи, предпочтительно приспособленную для подачи волокон 7 целлюлозы в объемной форме, например, в виде панелей/листов или ворсистых волокон, и разбиватель 402 целлюлозы. Система 401 подачи приспособлена для направления волокон целлюлозы в разбиватель 402 целлюлозы, который в свою очередь приспособлен для однородного распределения принимаемых волокон.
Разбиватель 402 целлюлозы содержит блок 401а управления температурой, с помощью которого температуру в разбивателе целлюлозы поддерживают в пределах заданного температурного интервала, и блок 401b управления скоростью вращения, с помощью которого скоростью лопастной мешалки (не показана), расположенной в разбивателе 402 целлюлозы, управляют и поддерживают ее предпочтительно в пределах от приблизительно 5 об/мин до приблизительно 35 об/мин.
Линия 400 подачи и получения волокон целлюлозы дополнительно содержит водопроводную линию 404, приспособленную для введения воды 8 в разбиватель 402 целлюлозы. Предпочтительно, водопроводная линия 404 оснащена регулятором 405 скорости потока для управления скоростью потока воды, вводимой в разбиватель 402 целлюлозы.
Линия 400 подачи и получения волокон целлюлозы может также дополнительно содержать систему 403 размалывания волокон для обработки и фибриллирования волокон, с помощью которой удаляют длинные и сцепленные волокна и обеспечивают однородное распределение волокон.
Предпочтительно, средний размер волокон целлюлозы в конце стадии получения волокнистой массы и размалывания составляет от приблизительно 0,2 миллиметра до приблизительно 4 миллиметров, более предпочтительно от приблизительно 1 миллиметра до приблизительно 3 миллиметров.
Под средним размером подразумевают среднюю длину. Каждую длину волокна рассчитывают в соответствии со структурой волокна и, следовательно, она представляет собой фактическую длину волокна в развернутом состоянии. Среднюю длину волокна рассчитывают по определенному количеству волокон, например она может быть рассчитана для 5000 волокон.
Измеренные объекты рассматривают как волокна в том случае, если их длина и ширина находятся в пределах:


С целью вычисления средней длины волокон можно использовать анализатор волокон MorFi Compact, выпускаемый компанией TechPap SAS.
Анализ осуществляют, например, путем размещения волокон в растворе с образованием водной суспензии волокон. Предпочтительно во время подготовки образца используют деионизированную воду и не применяют механическое смешивание. Смешивание осуществляют с помощью анализатора волокон. Предпочтительно измерения осуществляют на волокнах, которые были выдержаны в течение по меньшей мере 24 часов при температуре примерно 22 градуса по Цельсию и относительной влажности примерно 50 процентов.
Ниже по потоку относительно системы 403 размалывания волокон, линия 400 подачи и получения волокон целлюлозы может содержать промежуточный резервуар 407 для целлюлозы, соединенный с системой 403 размалывания волокон, для хранения раствора волокон с высокой вязкостью, выходящего из системы 403.
На конце линии 400 подачи и получения волокон целлюлозы предпочтительно расположен резервуар 408 для разбавления целлюлозы, в котором разбавляют волокнистую массу и который соединен с промежуточным резервуаром 407 для целлюлозы. Резервуар 408 для разбавления целлюлозы приспособлен для периодической выгрузки волокон целлюлозы надлежащей консистенции для последующего смешивания пульпы. Воду для разбавления вводят в резервуар 408 через вторую водопроводную линию 410.
Способ образования пульпы согласно настоящему изобретению дополнительно включает стадию 108 образования пульпы, на которой объединяют между собой суспензию 9 связующего в веществе для образования аэрозоля, полученную на стадии 106, волокнистую массу 10, полученную на стадии 107, и табачный порошок 11, полученный на стадии 104.
Предпочтительно стадия 108 образования пульпы включает сначала стадию введения в резервуар суспензии 9 связующего в веществе для образования аэрозоля и целлюлозной волокнистой массы 10. После этого также вводят смесь 11 табачного порошка. Предпочтительно, суспензию 9, волокнистую массу 10 и смесь 11 табачного порошка надлежащим образом дозируют с целью регулирования вводимого в резервуар количества каждого из них. Получение пульпы осуществляют согласно конкретной пропорции между ее ингредиентами. Необязательно, также добавляют воду 8.
Предпочтительно стадия 108 образования пульпы также включает стадию смешивания, на которой все ингредиенты пульпы смешивают вместе в течение определенного промежутка времени. На следующей стадии способа в соответствии с настоящим изобретением затем пульпу перемещают на последующую стадию 109 формования и стадию 110 высушивания.
На фиг. 6 схематически показано устройство 500 для образования пульпы, приспособленное для осуществления стадии 108 способа по настоящему изобретению. Устройство 500 содержит смесительный резервуар 501, куда вводят целлюлозную волокнистую массу 10 и суспензию 9 связующего в веществе для образования аэрозоля. Кроме того, смесь 11 табачного порошка из линии смешивания и измельчения подвергают тонкому измельчению и дозируют в смесительный резервуар 501 в определенном количестве с получением пульпы.
Например, смесь 11 табачного порошка может быть помещена в бункер для промежуточного хранения тонкоизмельченного табачного порошка с целью обеспечения непрерывности операции с порошком, осуществляемой выше по потоку, и удовлетворения требований процесса смешивания пульпы. Табачный порошок перемещают в смесительный резервуар 501 предпочтительно с помощью пневматической транспортной системы (не показана).
Предпочтительно устройство 500 дополнительно содержит систему дозирования/взвешивания порошка (также не показана) для дозированной подачи требуемого количества ингредиентов пульпы. Например, табачный порошок можно взвешивать с помощью весов (не показаны) или взвешивающей ленты (не показана) для точного дозирования. Смесительный резервуар 501 специально выполнен с возможностью смешивания сухих и жидких ингредиентов с образованием гомогенной пульпы. Смесительный резервуар для пульпы предпочтительно содержит охлаждающее устройство (не показано), такое как стенка с водяной рубашкой, для обеспечения водного охлаждения внешних стенок смесительного резервуара 501. Смесительный резервуар 501 для пульпы дополнительно оснащен одним или несколькими датчиками (не показаны), такими как датчик уровня наполнения, датчик температуры и отверстие для взятия проб с целью управления и отслеживания. Смесительный резервуар 501 снабжен лопастной мешалкой 502, приспособленной для обеспечения однородного перемешивания пульпы, в частности приспособленной для перемещения пульпы от внешних стенок резервуара к внутренней части резервуара или наоборот. Скоростью лопастной мешалки предпочтительно можно управлять с помощью специального блока управления. Смесительный резервуар 501 также содержит водопроводную линию 8 для введения воды с контролируемой скоростью потока.
Предпочтительно смесительный резервуар 501 содержит два отдельных резервуара, один из которых расположен ниже по потоку пульпы относительно другого; при этом один резервуар предназначен для получения пульпы, а второй резервуар с пульпой предназначен для перемещения с целью обеспечения непрерывной подачи пульпы к участку формования.
Способ производства гомогенизированного табачного полотна по настоящему изобретению дополнительно включает стадию 109 формования, на которой пульпу, полученную на стадии 108, подвергают формованию в виде непрерывного табачного полотна на основе. Стадия 109 формования включает перемещение пульпы из смесительного резервуара 501 в камеру формования. Кроме того, она предпочтительно включает отслеживание уровня пульпы в камере формования и влажности пульпы. Далее, стадия 109 формования включает формование, предпочтительно с помощью лезвия для формования, пульпы на основе, такой как металлический конвейер. Кроме того, для получения конечного гомогенизированного табачного полотна для использования в изделии, генерирующем аэрозоль, способ по настоящему изобретению включает стадию 110 высушивания, на которой формованное полотно гомогенизированного табачного материала предпочтительно высушивают. Стадия 110 высушивания включает высушивание формованного полотна с помощью пара и нагретого воздуха. Предпочтительно высушивание с помощью пара осуществляют со стороны формованного полотна, находящейся в контакте с основой, тогда как высушивание с помощью нагретого воздуха осуществляют со свободной стороны формованного полотна.
Устройство для осуществления стадий формования 109 и высушивания 110 схематически показано на фиг. 7. Устройство 600 для формования и высушивания содержит систему 601 для перемещения пульпы, такую как насос, предпочтительно имеющую возможность управления потоком, и камеру 602 формования, в которую пульпу перемещают с помощью насоса. Предпочтительно камера 602 формования оснащена датчиком 603 уровня наполнения и лезвием 604 для формования для формования пульпы в виде непрерывного полотна гомогенизированного табачного материала. Для управления плотностью формованного полотна камера 602 формования может также содержать устройство 605 для управления плотностью.
На основу, такую как ленточный конвейер 606 из нержавеющей стали, подают пульпу, формованную с помощью лезвия 604 для формования. Ширина пульпы при формовании с образованием формованного полотна составляет приблизительно 1,93 метра.
Устройство 600 для формования и высушивания также содержит участок 608 высушивания для высушивания формованного полотна из пульпы. Участок 608 высушивания содержит паровой нагреватель 609 и расположенное в верхней части устройство 610 для воздушного высушивания.
Предпочтительно формованное полотно пропускают через второй процесс высушивания с целью дополнительного удаления содержания влаги из полотна и достижения целевой или определенной влажности. Ширина формованного полотна после высушивания предпочтительно составляет приблизительно 1,8 метра.
После стадии 110 высушивания формованное полотно предпочтительно разрезают на один или несколько разделенных на части гомогенизированных табачных листов на стадии 111 продольной резки, например с образованием трех разделенных на части параллельных полотен 612, как показано на фиг. 7 и 8. Разрезание выполняют посредством устройства 611 для продольной резки, содержащего одно или несколько лезвий, например два лезвия 801 в примере, показанном на фиг. 8. Основа 606 перемещает формованное полотно от участка 608 высушивания непосредственно на устройство 611 для продольной резки.
Предпочтительно ширина разделенных на части формованных полотен 612 после продольной резки составляет от приблизительно 0,05 метра до приблизительно 0,5 метра, более предпочтительно ширина составляет приблизительно 0,125 метра.
После стадии 111 продольной резки каждое из разделенных на части полотен 612 сматывают в рулон на стадии 112 сматывания, которая происходит на участке 613 сматывания. Каждое из разделенных на части полотен 612 предпочтительно сматывают в отдельный рулон, например, с образованием трех рулонов 614, показанных на фиг. 8. Участок 613 сматывания предпочтительно содержит множество держателей 616 рулона, количество которых равно количеству разделенных на части полотен 612. Предпочтительно, вблизи от каждого держателя 615 рулона участок 613 сматывания содержит датчик 616, выполненный с возможностью измерения размера диаметра рулона 614 или его веса. После достижения предельного значения, датчик 616 отправляет соответствующий сигнал на блок управления (не показан) для смены рулона 614. Кроме того, участок 613 сматывания может содержать резак для рулона (не показан) для срезания разделенного на части полотна 612 с рулона, подлежащего замене.
Рулоны 614 можно затем использовать для производства изделия, генерирующего аэрозоль (не показано).
Реферат
Настоящее изобретение относится к линии производства гомогенизированного табачного листа, содержащей: резервуар (501), выполненный с возможностью вмещения пульпы, образованной из смеси табачного порошка, связующего и вещества для образования аэрозоля в водной среде; устройство формования (600), выполненное с возможностью получения пульпы из резервуара и формования пульпы с образованием гомогенизированного табачного материала; подвижную транспортирующую основу (606), на которой формуют указанную пульпу и которая выполнена с возможностью транспортировки гомогенизированного табачного материала в направлении транспортировки; устройство для продольной резки (611), расположенное ниже по потоку относительно устройства формования, выполненное с возможностью продольной резки гомогенизированного табачного материала в направлении транспортировки с образованием разделенных на части гомогенизированных табачных листов; и участок сматывания (613), расположенный ниже по потоку относительно устройства для продольной резки, выполненный с возможностью получения разделенных на части гомогенизированных табачных листов с устройства для продольной резки и сматывания по меньшей мере одного из разделенных на части гомогенизированных табачных листов в рулон. Также оно относится к способу поточного производства гомогенизированного табачного листа. 2 н. и 9 з.п. ф-лы, 8 ил.
Комментарии