Способ удаления заусенцев струей жидкости под высоким давлением и соответствующее промышленное устройство - RU2533147C2
Код документа: RU2533147C2
Чертежи
Описание
Область техники
[0001] Настоящее изобретение в целом относится к промышленной очистке механически обработанных деталей, в частности к способу и промышленному устройству для удаления заусенцев на механически обработанных деталях, особенно на металлических механически обработанных деталях, таких как компоненты двигателя и коробки передач, посредством воздействия струи жидкости под высоким давлением.
[0002] Заусенцы представляют собой нежелательные остатки материала, например, в форме тонкого выступа или области шероховатости, которые остаются присоединенными к детали после операции механической обработки, то есть рабочей операции, включающей удаление материала посредством резания, то есть посредством сверления, фрезерования, шлифовки или обточки. Заусенцы сверления, например, имеют место при сверлении почти любого типа материала, но особенно при сверлении металла. Удаление таких заусенцев называют удалением заусенцев в настоящем контексте.
[0003] Один конкретный пример нежелательных заусенцев относится к автомобильной промышленности, точнее к производству двигателей и коробок передач, где блоки цилиндров, головки цилиндров, части коробки передач и другие полученные посредством литья компоненты подвергают механической обработке до определенных размеров. При все более строгих требованиях к точности и достоверности надежное удаление заусениц особо важно, поскольку оно может воздействовать на рабочие характеристики, надежность и долговечность двигателя или коробки передач. Не ограничиваясь этим приложением, настоящее изобретение особенно подходит для удаления заусенцев с компонентов двигателя или коробки передач.
Уровень техники
[0004] Удаление заусенцев струей воды под высоким давлением широко распространено для удаления заусенцев с деталей сложной геометрии или с внутренними контурами. Наряду с другими причинами это объясняется тем, что устраняющая касания к детали обработка струей жидкости, например струей воды, избавляет от необходимости использования дорогостоящих направляющих устройств, способных приспосабливаться к сложной форме детали (например, в многоцелевом станке с ЧПУ типа CNC, применяющем классическое удаление заусениц посредством вращательных режущих инструментов),
[0005] Например, заявка на международный патент WO 2006/077037 описывает автоматизированный промышленный очиститель, содержащий устройство предварительной промывки, устройство очистки деталей от заусенцев струей жидкости под высоким давлением, устройство промывки инжекционным потоком и устройство вакуумной очистки. Согласно заявке WO 2006/077037 для очистки деталей от заусенцев струей жидкости под высоким давлением механически обработанную деталь помещают в открытое пространство посредством промышленного робота. Затем механически обработанную деталь, с которой должны быть удалены заусенцы, подвергают воздействию струи жидкости под высоким давлением/ с высокой скоростью (например, при давлении 1000 бар) для удаления заусенцев с указанной детали посредством режущего воздействия струи жидкости.
[0006] Заявка DE 102006039035 на патент Германии описывает модифицированный способ и устройство для удаления заусенцев струей под высоким давлением, в частности для компонентов двигателя, что имеет целью уменьшить осаждение или накопление малых частиц материала, полученных во время удаления заусенцев (обрезки, стружка, опилки, крошки). Согласно заявке DE 102006039035 механически обработанную деталь, с которой должны быть удалены заусенцы, помещают в приемный резервуар для удаления заусенцев посредством устройства позиционирования и снимают заусенцы посредством струйного сопла высокого давления, создающего струю высокого давления/ с высокой скоростью для удаления заусенцев. Согласно заявке DE 102006039035 приемный резервуар для удаления заусенцев содержит сопло распыления, соединенное с контуром подачи жидкости для создания тумана распыленных капелек (аэрозоля) в приемном резервуаре. Создание газообразной оболочки, содержащей капельки вокруг детали во время удаления заусенцев, предназначено для замедления, связывания и уноса частиц, отделенных во время удаления заусенцев, что, таким образом, увеличивает чистоту, уменьшая количество остатков на детали. Хотя способ заявки DE 102006039035, по-видимому, улучшает окончательную чистоту детали по сравнению с известными способами удаления заусенцев (описанных в заявке WO 2006/077037), он не решает проблему увеличения производительности или эффективности удаления заусенцев, то есть резки материала.
[0007] В заявке DE 102005013948 на патент Германии описан еще один модифицированный способ и устройство для удаления заусенцев струей жидкости под высоким давлением, в частности, с компонент двигателей, которые действительно решают проблему увеличения эффективности удаления заусенцев по сравнению с известными способами удаления заусенцев (описанных, например, в заявке WO 2006/077037). В результате заявка DE 102005013948 позволяет уменьшить прилагаемое давление, необходимое для заданной эффективности удаления заусенцев и, таким образом, сократить потребление энергии насосами высокого давления (которое в известных промышленных устройствах может достигать 500 кВт). С этой целью в заявке DE 102005013948 предложено формировать приемный резервуар для удаления заусенцев в виде вакуумной камеры и создавать пониженное давление (отрицательное давление) в камере во время удаления заусенцев. Уменьшение плотности воздуха в камере для удаления заусенцев сводит к минимуму потерю кинетической энергии струей жидкости под высоким давлением/ с высокой скоростью на ее траектории до воздействия на зону заусениц. Согласно заявке DE 102005013948 улучшенная эффективность удаления заусенцев при том же значении приложенного давления (лучший результат), или одинаковая эффективность удаления заусенцев при пониженном приложенном давлении (экономия энергии) могут быть достигнуты посредством создания давления меньше атмосферного в приемном резервуаре для удаления заусенцев.
[0008] В заявке DE 102008015042 на патент Германии и в эквивалентной заявке WO 2009/112485 описан немного отличающийся способ удаления заусенцев струей жидкости под высоким давлением. Предложено перемещать деталь в приемный резервуар, содержащий чистящую жидкость, таким образом, чтобы по меньшей мере та часть детали, с которой должны быть удалены заусенцы, была погружена в чистящую жидкость. Специальное сопло для удаления заусенцев также помещено в этот приемный резервуар для удаления заусенцев. С механически обработанной части затем снимают заусенцы посредством воздействия струи жидкости под высоким давлением, в то время как по меньшей мере соответствующая механически обработанная часть погружена в жидкость. Для уменьшения сопротивления окружающей жидкости в заявке DE 102008015042 использован известный метод подводной струйной очистки. Фактически подводную струйную очистку, например, для очистки корпуса судна выполняют посредством водяных струй под давлением с газовой оболочкой. Примеры подводной струйной очистки описаны, например, в патентных документах JP 60029394, JP 6047670 и WO 02/44020. В соответствии с этим, даже предлагая нетрадиционное «подводное» удаление заусенцев, заявка DE 102008015 042 предусматривает создание газовой оболочки, окружающей струю жидкости под высоким давлением с той же самой целью, что и вышеупомянутая заявка DE 102005013948, а именно для уменьшения потерь кинетической энергии струи.
Техническая проблема
[0009] При учете известного уровня техники цель настоящего изобретения состоит в создании альтернативного способа и устройства, дающих возможность упрощенного и все же эффективного удаления заусенцев струей жидкости под высоким давлением.
Раскрытие изобретения
[0010] Для решения вышеупомянутой проблемы настоящее изобретение предлагает способ согласно пункту 1 формулы изобретения и соответствующее устройство согласно пункту 11.
[0011] Способ относится к удалению заусенцев струей жидкости под высоким давлением с детали, например с детали блока цилиндров, головки цилиндра, коробки передач или любого другого компонента двигателя внутреннего сгорания, особенно когда он представляет собой отливку, содержащую по меньшей мере одну механически обработанную часть, с которой должны быть удалены заусенцы. Как предложено в пункте 1 формулы изобретения, способ включает операции:
- позиционирования механически обработанной детали в приемном резервуаре для удаления заусенцев посредством устройства позиционирования, например, посредством промышленного робота, обладающего 6 степенями свободы; и
- удаления заусенцев с механически обработанной части посредством воздействия струи жидкости под высоким давлением/ с высокой скоростью, предпочтительно струи чистой жидкости, не содержащей абразивных частиц (например, удаление заусенцев струей чистой воды / гидроудаление заусенцев, неабразивная струя жидкости), причем струю создают посредством струйного сопла высокого давления и по меньшей мере механически обработанная часть, с которой нужно снять заусенцы, опущена в жидкость, например в промывочную жидкость.
[0012] Согласно настоящему изобретению способ дополнительно включает операции:
- заполнения, до или после позиционирования детали, приемного резервуара для удаления заусенцев очищающей жидкостью через заливочное отверстие приемного резервуара для удаления заусенцев, для образования ванны очищающей жидкости в приемном резервуаре; и
- удаления заусенцев с механически обработанной части после заполнения таким образом, чтобы струя жидкости под высоким давлением/ с высокой скоростью и по меньшей мере механически обработанная часть, с которой должны быть сняты заусенцы, во время удаления заусенцев были погружены в ванну очищающей жидкости, содержащейся в приемном резервуаре, то есть без оболочки защитного газа (газовой оболочки), частично или полностью окружающей струю жидкости под высоким давлением/ с высокой скоростью.
[0013] Соответствующее устройство для реализации вышеупомянутого способа предложено в пункте 10.
[0014] Как ни странно и в полном противоречии с казалось бы разумным подходом уменьшения сопротивления, воздействующего на струю жидкости под высоким давлением/ с высокой скоростью (см., например, способ «вакуумного распыления» в заявке DE 102005013948 или способ «подводной струйной очистки с газовой оболочкой» в заявке DE 102008015042), было обнаружено, что на эффективность удаления заусенцев струей жидкости под высоким давлением нет значительного воздействия или она может даже быть увеличена, когда струйное удаление заусенцев проводят в иммерсии, то есть когда струя, а также участок, подлежащий очистке от заусенцев, погружены в жидкость. Не углубляясь в теорию, можно полагать, что этот результат связан со статическим давлением, с которым окружающая жидкость воздействует на заусенец (-нцы) таким же образом, как прижим или подставка, улучшая эффективность резки струей для удаления заусенцев в ходе специальной операции по удалению заусенцев. Как следует понимать, термин «погруженный» в настоящем контексте используется в его обычном значении. Другими словами и в отличие от обычно принимаемой практики при подводной струйной очистке струю жидкости - когда она выходит из сопла - немедленно погружают в окружающую жидкость, предпочтительно в моющий раствор в ванне. Наиболее предпочтительно, чтобы никакой защитной оболочки не было вообще. В любом случае не создают никакой газовой оболочки струи. В качестве полезных побочных эффектов уменьшен, если не полностью устранен, обусловленный кавитацией чрезмерный износ, получен увеличенный апертурный угол струи, упрощена конструкция и уменьшено потребление энергии.
[0015] В этом контексте следует отметить, что хорошо известно погружение механически обработанных деталей, например компонент двигателя или коробки передач, для цели очистки в промышленных способах очистки, например в способах промывки в проточной жидкости. При промывке в проточной жидкости деталь промывают очищающей жидкостью и сильные потоки и турбулентности создают внутри жидкости, например, посредством воздушных или водяных струй при сравнительно низком давлении (см., например, патент США 5419352 или заявку WO 2008/022701). При воздействии токов и турбулентностей жидкость осуществляет промывку поверх, вокруг и внутри детали и, таким образом, позволяет удалять неприкрепленные остатки (например, обрезки, стружку, опилки, крошки) из полостей и углублений в детали. Кроме того, при добавлении к очищающейся жидкости соответствующих моющих средств промывка в проточной жидкости ставит целью омыление и эмульгирование с возможностью смыва других загрязняющих веществ, например масляных остатков, таких как смазочно-охлаждающая жидкость для обработки резанием.
[0016] Настоящее изобретение, в свою очередь, имеет бесспорное преимущество, впервые предлагая удаление заусенцев струей жидкости под высоким давлением с детали в иммерсии, так есть удаление заусенцев струей жидкости при погружении в жидкость. Как следует понимать, удаление заусенцев как таковое представляет собой операцию, существенно отличную от простого удаления уже отделенных, то есть неприкрепленных частиц посредством турбулентной промывки. Струя жидкости под высоким давлением/ с высокой скоростью для удаления заусенцев обычно подходит для отрезания металлических частей низкой прочности, например неотделенных алюминиевых или стальные заусенцев, и с этой целью выходное давление на сопле для струи жидкости под высоким давлением/ с высокой скоростью обычно значительно превышает 100 бар, причем предпочтительно превышает 500 бар.
[0017] Предпочтительно, чтобы струйное сопло высокого давления имело выходное отверстие особой формы, в частности удлиненное выходное отверстие с двойной кривизной, например, относительно двух ортогональных осей, и создавало струю жидкости под высоким давлением/ с высокой скоростью с апертурным углом струи, по меньшей мере равным 45°, предпочтительно в диапазоне от 45° до 90°. Термин «апертурный угол струи» здесь относится к вершине или апертурному углу самого малого конуса, обволакивающего струю.
[0018] В предпочтительном варианте реализации настоящего изобретения, который облегчает конструкцию и работу устройства, струйное сопло высокого давления устанавливают стационарно в приемном резервуаре для удаления заусенцев. В соответствии с этим механически обработанную часть, особенно механически обработанную полость, располагают в пределах диапазона воздействия стационарного струйного сопла высокого давления посредством простого позиционирования детали относительно фиксированного сопла, например, используя обычный промышленный робот для позиционирования и удержания детали, особенно для введения стационарного сопла в механически обработанную полость детали.
[0019] Предпочтительно, чтобы механически обработанная деталь была подвергнута промывке в проточной жидкости внутри приемного резервуара для удаления заусенцев по меньшей мере во время операции удаления заусенцев, более предпочтительно также до начала и после завершения операции удаления заусенцев струей жидкости. Промывка в проточной жидкости может быть достигнута посредством создания турбулентности в иммерсионной ванне, например, посредством использования насоса для создания сильной циркуляционной турбулентности или введения струй жидкости в ванну с целью промывки детали в проточной жидкости. При использовании ванны дополнительная промывка в проточной жидкости уменьшает осаждение или накопление отделенных заусениц, например, во внутренних полостях детали. Для извлечения и удаления частиц заусениц и других остатков способ предпочтительно включает непрерывную рециркуляцию очищающей жидкости ванны через фильтр частиц, расположенный в контуре рециркуляции, с целью дополнительного улучшения чистоты детали.
[0020] Еще в одном предпочтительном варианте реализации настоящего изобретения, использующем в качестве устройства позиционирования промышленный робот с 6 степенями свободы, очистительное устройство, осуществляющее способ согласно изобретению, содержит приемный резервуар для предварительной промывки, описанный выше приемный резервуар для удаления заусенцев, по желанию один или несколько дополнительных приемных резервуаров для удаления заусенцев, предпочтительно таких, как изложено выше, и приемный резервуар для сушки. Предпочтительно расположение каждого из приемных резервуаров в пределах достижимого рабочего пространства робота, и тогда единственный робот можно использовать для последовательного циклического перемещения данной детали через различные устройства обработки (предварительная промывка, удаление заусенцев и/или промывка в проточной жидкости, сушка). Этот вариант реализации настоящего изобретения предпочтительно включает единственный источник создания повышенного давления для получения жидкости под большим давлением, например насос высокого давления, который подсоединяют посредством соответствующего расположения клапанов, связанного с соответствующим средством управления, в периодической последовательности, то есть последовательно, к приемному резервуару для предварительной промывки, к приемному резервуару для удаления заусенцев и, если это применимо, последовательно к одному или нескольким дополнительным приемным резервуарам для удаления заусенцев. В особенно эргономической конфигурации промышленный робот содержит монтажное основание выше горизонтального уровня самого верхнего из верхних отверстий приемных резервуаров, через которые робот вставляет деталь в вертикальном положении.
[0021] В предпочтительном режиме выполнения струйное сопло высокого давления формируют на удлиненной стационарной трубке (или формируют целиком с этой трубкой), выступающей в резервуар для удаления заусенцев, например, вертикально. В этом варианте реализации настоящего изобретения способ кроме того включает, после возможного возвращения, удержание стационарной трубки в некотором положении посредством съемного зажима, когда эта трубку не используют. Съемный зажим высвобождают после предварительного позиционирования детали и затем деталь позиционируют с возможностью расположения механически обработанной части в пределах диапазона действия стационарного струйного сопла высокого давления. Последний подход позволяет избегать неопределенного движения трубки и более достоверно вносить обнаружение столкновений в программу управления движением робота.
[0022] Как изложено выше, предложенный способ и устройство не исключительно, но особенным образом подходят для применения в промышленности при производстве автомобильных двигателей и коробок передач.
[0023] Изобретение также относится к способу и устройству, предложенным в пунктах 17 и 18 формулы, и к любой их комбинации с одной или несколькими из вышеуказанных предпочтительных особенностей.
Краткое описание чертежей
[0024] Далее посредством примера будет описан предпочтительный и неограничивающий вариант реализации настоящего изобретения со ссылками на сопровождающие чертежи, на которых:
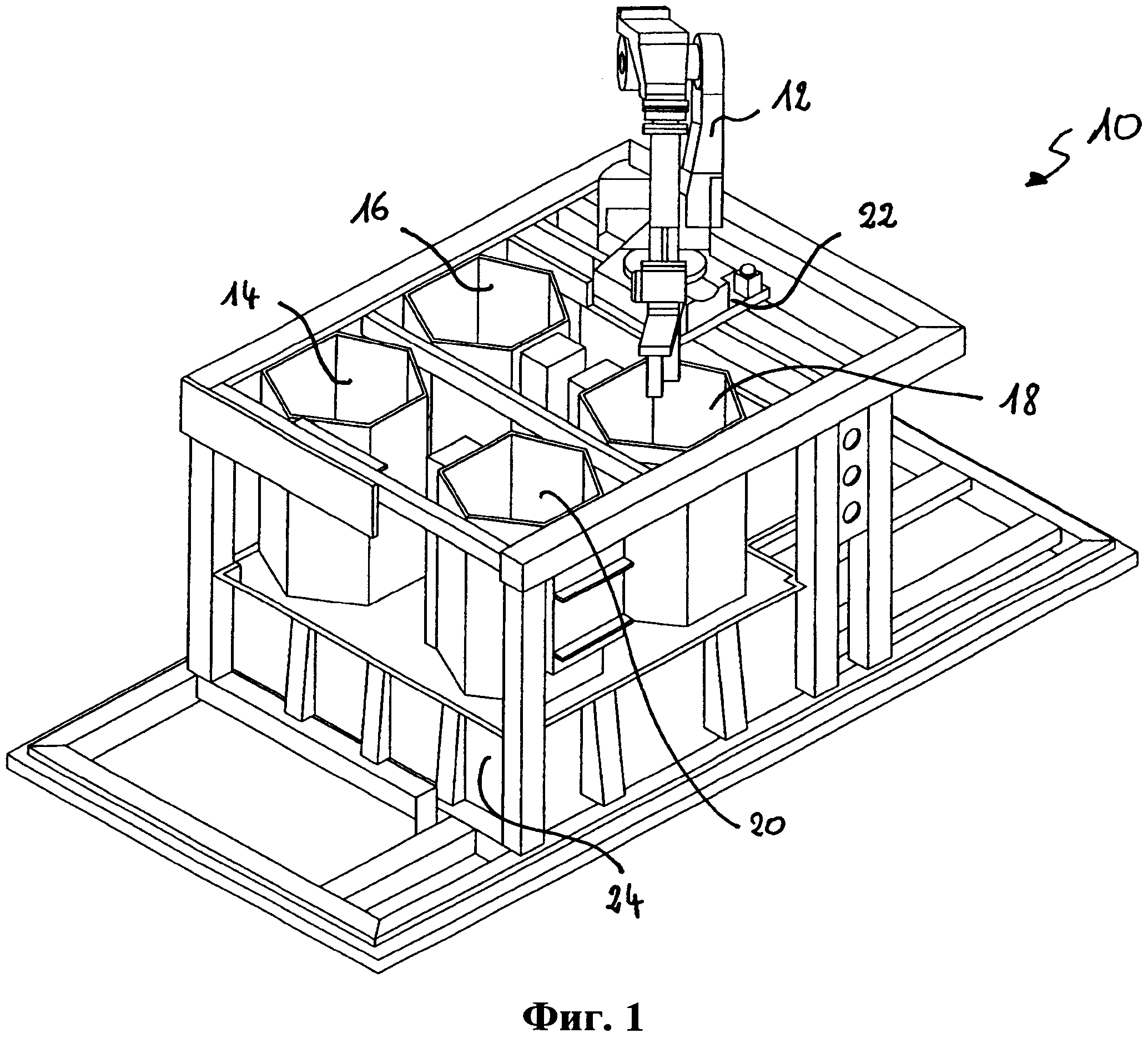
На фиг.1 схематически показан перспективный вид промышленного устройства для удаления заусенцев струей жидкости под высоким давлением согласно настоящему изобретению;
На фиг.2A-D схематически показаны вертикальные виды в разрезе приемного резервуара для удаления заусенцев в устройстве фиг.1, иллюстрирующие способ удаления заусенцев струей жидкости под высоким давлением согласно настоящему изобретению, где:
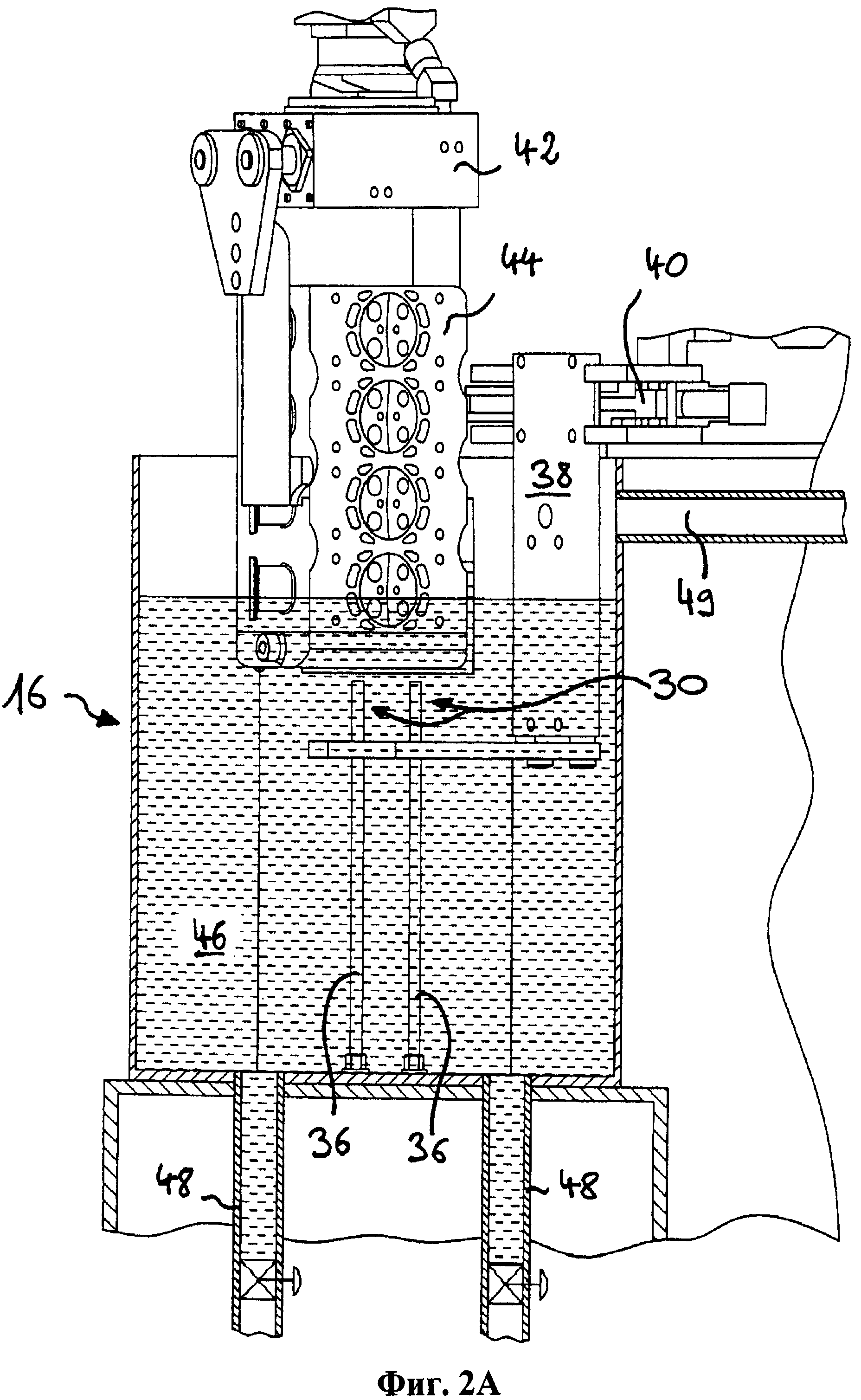
фиг.2А поясняет начальную фазу, в которой приемный резервуар заполнен очищающей жидкостью, и деталь позиционируют относительно струйных сопел высокого давления;
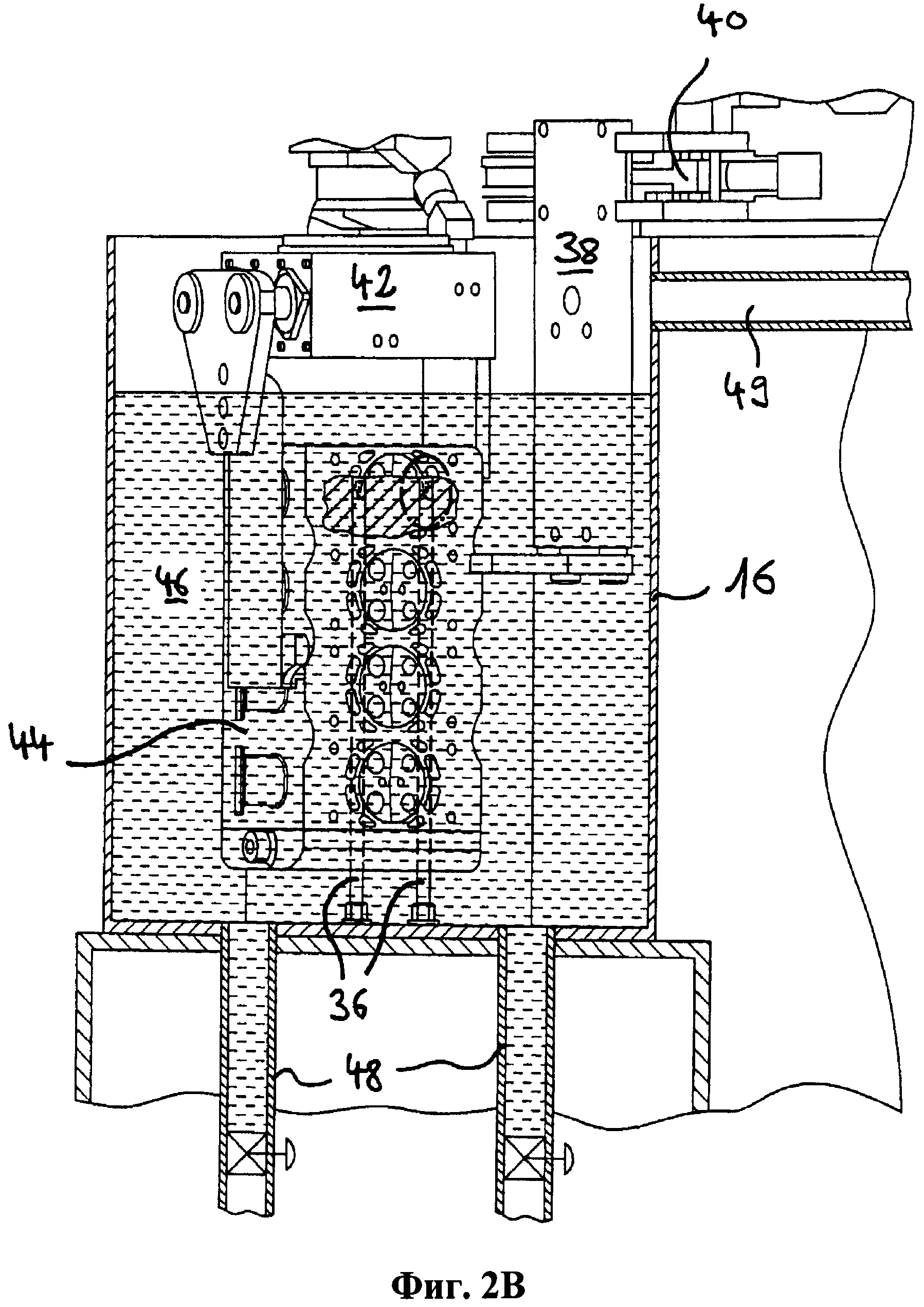
фиг.2В поясняет основную фазу работы, во время которой с детали снимают заусенцы посредством жидких струй под высоким давлением/ с высокой скоростью, когда деталь и струйные сопла высокого давления погружены в очищающую жидкость;
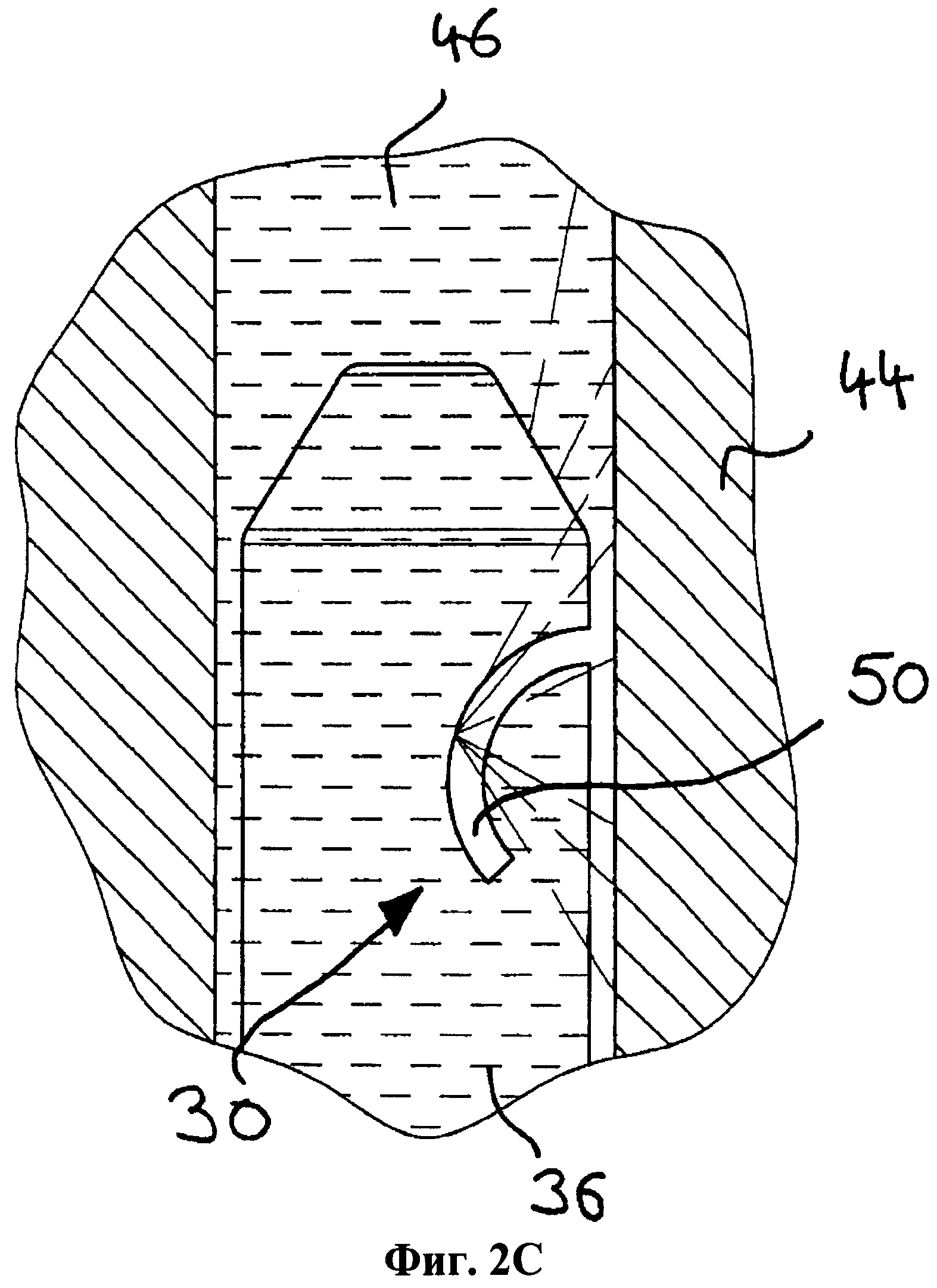
на фиг.2С показан увеличенный вид сбоку согласно отмеченному пунктиром участку, обозначенному на фиг.2В, более подробно иллюстрирующий работающее струйное сопло высокого давления;
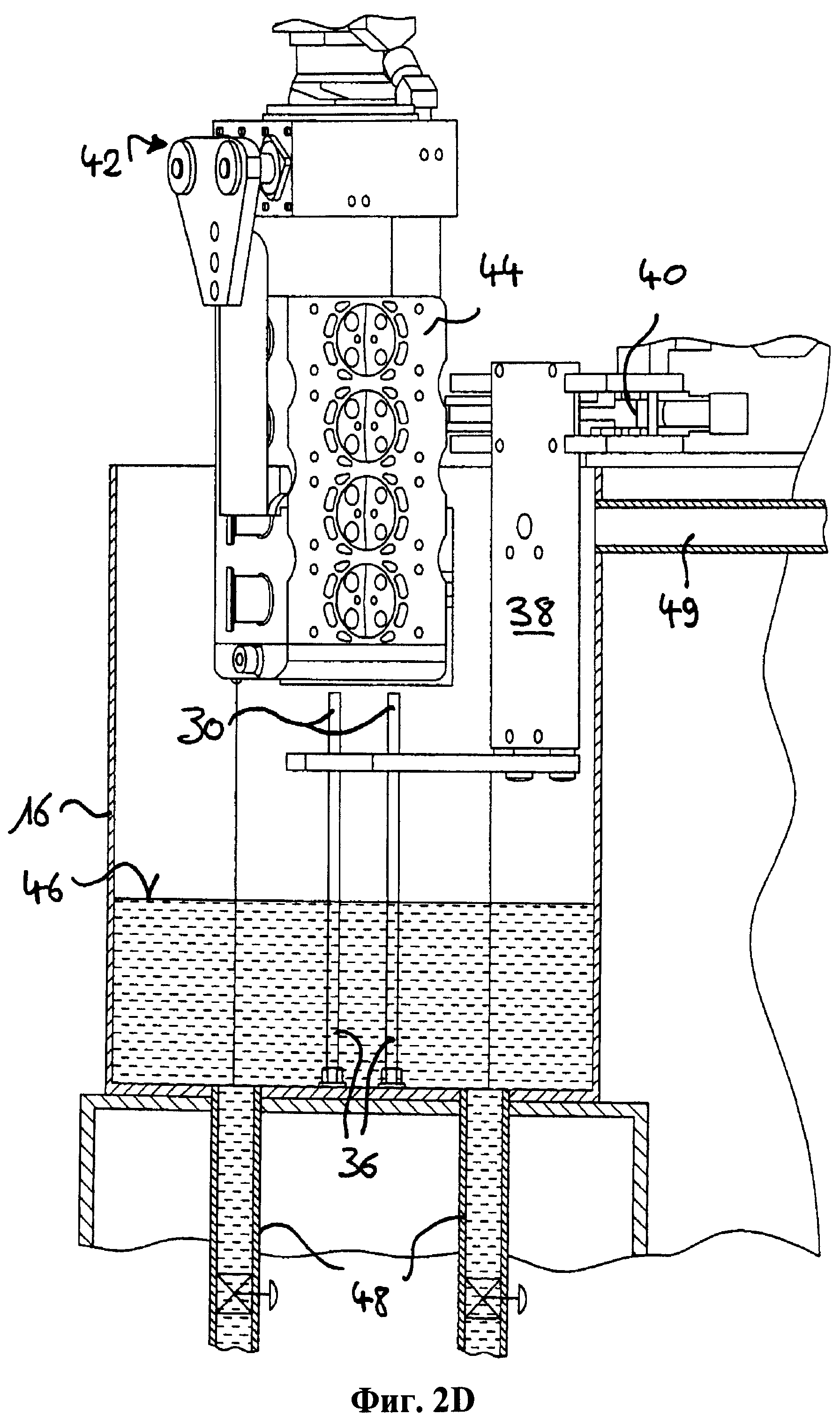
фиг.2D поясняет окончательную фазу, во время которой сливают очищающую жидкость и удаляют деталь, с которой сняты заусенцы;
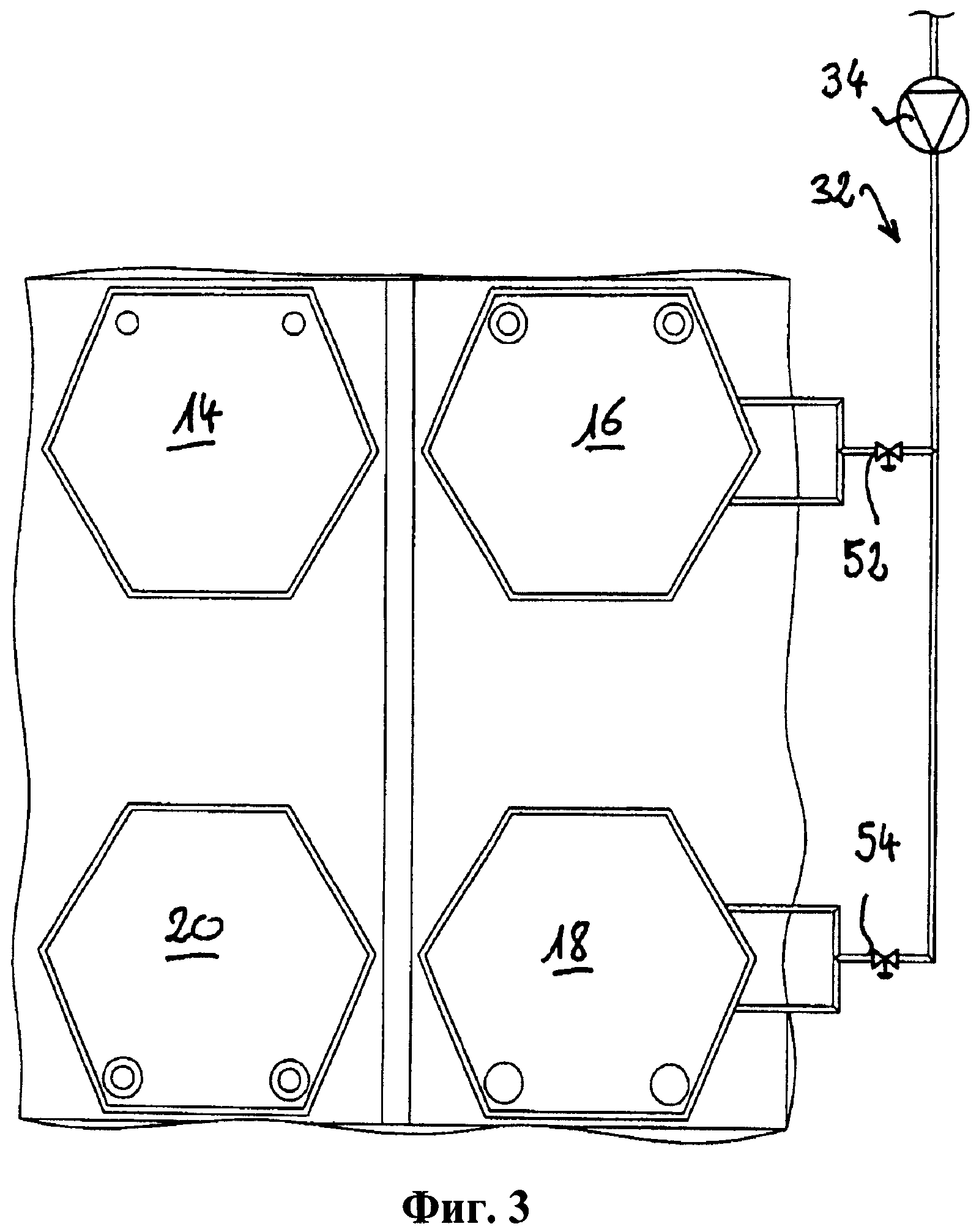
На фиг.3 схематически показан вид сверху устройства фиг.1, поясняющий подсоединение двух приемных резервуаров для удаления заусенцев к контуру жидкости высокого давления.
[0025] Одинаковые номера позиций использованы для обозначения идентичных или подобных элементов на этих чертежах.
Описание предпочтительного варианта реализации изобретения
[0026] Фиг.1 в общем виде поясняет промышленное устройство 10 очистки для удаления заусенцев струей жидкости под высоким давлением. Устройство 10 включает устройство позиционирования, точнее робот 12 с шестью степенями свободы, например обычный шарнирный промышленный робот для автоматического позиционирования детали и ее удержания посредством соответствующим образом разработанного рабочего органа (также называемого захватным устройством). Устройство 10 кроме того содержит приемный резервуар 14 для предварительной промывки, первый приемный резервуар 16 для удаления заусенцев, второй приемный резервуар 18 для удаления заусенцев и приемный резервуар 20 для сушки, которые, в данном порядке, образуют последовательные устройства обработки для того, чтобы подвергнуть механически обработанную деталь, например головку цилиндров двигателя внутреннего сгорания (показанную на фиг.2A-D), полному циклу удаления заусенцев. Следует иметь в виду, что каждый из приемных резервуаров 14, 16, 18, 20 располагают в пределах рабочей зоны, то есть достижимого рабочего пространства робота 12 с возможностью позиционирования и удержания детали внутри каждого из приемных резервуаров 14, 16, 18 и 20 посредством робота 12. Кроме того, как очевидно из перспективного вида фиг.1, робот 12 содержит монтажное основание 22, расположенное выше горизонтального уровня самого верхнего отверстия любого из приемных резервуаров 14, 16, 18, 20 (которые представляют собой уровень на фиг.1). Как также видно на фиг.1, приемные резервуары 14, 16, 18, 20 близко расположены друг к другу на основании 24, на котором вспомогательное оборудование, такое как соединительные трубопроводы для жидкости, воздуха, электрических, пневматических и/или гидравлических схем, а также сопутствующие компоненты и фитинги защищены так, что само устройство 12 образует сравнительно компактное устройство с уменьшенной площадью основания, которое можно легко вставить, например, в полностью автоматизированную поточную линию.
[000027] Устройство 10 на фиг.1 предназначено для выполнения в указанной последовательности следующих основных операций полного способа удаления заусенцев:
- робот 12 захватывает деталь из соответствующего автоматического накопителя (не показан);
- робот 12 перемещает деталь в приемный резервуар 14 для предварительной промывки;
- деталь подвергают операции предварительной промывки в приемном резервуаре 14 для предварительной промывки;
- робот 12 перемещает деталь из приемного резервуара 14 для предварительной промывки в первый приемный резервуар 16 для удаления заусенцев и соответствующим образом позиционирует и удерживает деталь там;
- с некоторой механически обработанной части детали снимают заусенцы посредством воздействия струи жидкости под высоким давлением/ с высокой скоростью из одного или нескольких струйных сопл высокого давления, которые стационарно установлены в первом приемном резервуаре 16 для удаления заусенцев;
- робот 12 перемещает деталь из первого приемного резервуара 16 для удаления заусенцев во второй приемный резервуар 18 для удаления заусенцев для последующего удаления заусенцев с механически обработанных частей детали;
- с еще одной механически обработанной части детали снимают заусенцы посредством воздействия струи жидкости под высоким давлением/ с высокой скоростью из одного или нескольких струйных сопл высокого давления, стационарно установленных во втором приемном резервуаре 18 для удаления заусенцев;
- робот 12 перемещает деталь из второго приемного резервуара 18 для удаления заусенцев в приемный резервуар 20 для сушки;
- деталь подвергают операции сушки в приемном резервуаре 20 для сушки для удаления с детали любой оставшейся жидкости, например, посредством продувки горячего воздуха с высокой скоростью потока;
- робот 12 перемещает деталь из приемного резервуара для сушки и помещает деталь в соответствующий автоматический накопитель (не показан) для последующей обработки детали.
[0028] Операция предварительной промывки и соответствующий приемный резервуар 14 для предварительной промывки полезны, как таковые, но не существенны для настоящего изобретения и могут быть любой подходящей формы, например, в виде подходящего устройства промывки в проточной жидкости (так называемого «турбулентного чана»), известного квалифицированному специалисту. Операция предварительной промывки обладает преимуществом удаления любых загрязнений, таких как неплотно прикрепленные заусенцы и СОЖ, прилипшие к детали, способные оказать отрицательное воздействие на последующее удаление заусенцев струей жидкости. Точно также операция сушки и соответствующий приемный резервуар 20 для сушки полезны, как таковые, но не существенны для настоящего изобретения и могут быть любой подходящей формы, например в виде подходящего устройства для воздушного дутья с высокой производительностью, также известного квалифицированному специалисту. Операция сушки выгодна для удаления любых остатков очищающей жидкости, способных воздействовать на последующую обработку.
[0029] Посредством обращения к фиг.2А-D, на которых показан первый приемный резервуар 16 для удаления заусенцев в вертикальном разрезе во время различных фаз, ниже будут описаны основные аспекты предложенных устройства и способа удаления заусенцев струей жидкости под высоким давлением.
[0030] Как можно видеть на фиг.2А, 2В и 2D, некоторое количество (равное, по меньшей мере, единице, но в зависимости от детали способное быть и большим) струйных сопл 30 высокого давления, например две трубки, показанные для иллюстрации, стационарно устанавливают в первом приемном резервуаре 16 для удаления заусенцев, например, прикрепленными к нижней пластине приемного резервуара 16. Хотя это не показано подробно на фиг.3, струйные сопла 30 высокого давления подсоединены к контуру 32 жидкости под высоким давлением, который сформирован в виде контура для удаления заусенцев посредством струи чистой воды, предпочтительно в виде рециркуляционного контура с фильтром частиц, и оборудован источником поддержания высокого давления, например мощным насосом 34 с номинальной мощностью, например, превышающей 500 кВт, или, что более предпочтительно, энергосберегающим насосом 34 высокого давления с номинальной мощностью, примерно равной 100 кВт, то есть много меньшей 500 кВт. В показанном варианте реализации настоящего изобретения струйные сопла 30 высокого давления сформированы интегрально с верхним участком (см. отмеченный пунктиром круг на фиг.2В) удлиненных тонких трубок 36 диаметром в диапазоне 4-10 мм. Каждая трубка 36 приварена к нижней пластине приемного резервуара 16, 18 и выступает в приемный резервуар 16, 18 с возможностью расположения своего сопла 30 в соответствующем положении, зависящем от геометрии детали. Хотя показано, что они выступают в вертикальном направлении, у трубок 36 с соплами 30 может быть любая ориентация, например, во втором приемном резервуаре 18 для удаления заусенцев несколько горизонтальных трубок 36 могут быть прикреплены к боковой стенке приемного резервуара 18 и ориентированы горизонтально.
[0031] Как, кроме того, можно видеть на фиг.2А, 2В и 2D, устройство 10 содержит съемный зажим 38, расположенный в приемном резервуаре 16. Зажим 38 конфигурирован для возврата в положение, принимаемое по умолчанию, и для удержания одной или нескольких стационарных трубок 36, особенно в области сопл 30, в некотором положении, когда соответствующие трубки 36 не используют (как показано на фиг.2А и 2D), и для высвобождения трубок 36 до того времени, и в его течение, когда сопла 30 работают для удаления заусенцев, как можно видеть на фиг.2В. С этой целью съемный зажим 38 на фиг, 2A-D содержит два держателя с возможностью вертикального поворота между положениями зацепления и разъединения, приводимые в действие, например, пневматическим цилиндром 40. В качестве дополнительного преимущества зажим 38 позволяет избегать деформации трубок 36 в случае столкновения с деталью и дает возможность обнаружения столкновений, осуществленную в системе управления роботом 12.
[0032] Как, кроме того, можно видеть на фиг.2А, 2 В и 2D, робот 12 содержит рабочий орган 42 (захватное устройство), конфигурированный известным способом для операций с деталью 44, например головкой блока цилиндров, показанной на фиг.2А-D. В соответствии с этим можно видеть, что робот 12 должным образом позиционирует деталь 44 относительно стационарного струйного сопла (сопел) 30 высокого давления и трубки (-ок) 36 таким образом, чтобы одна или несколько механически обработанных частей, с которых нужно снять заусенцы, были автоматически расположены в пределах диапазона действия струйного сопла (-пел) 30. В соответствии с этим нет необходимости использования дорогой конфигурации для перемещения самих сопел 30 относительно детали 44.
[0033] Согласно основной особенности устройства 12 приемные резервуары для удаления заусенцев 16, 18, показанные на фиг.2А-D, формируют в виде герметичных контейнеров/емкостей, способных удерживать (сильно перемешиваемую) ванну 46 из жидкости, например очищающей жидкости. Кроме того, приемные резервуары 16, 18 для удаления заусенцев содержат соответствующее заливочное отверстие 48, соединенное с контуром подачи очищающей жидкости для затопления (быстрого заполнения) приемного резервуара 16, 18 для удаления заусенцев очищающей жидкостью. Хотя это не показано, заливочное отверстие (-я) 48 может быть подсоединено посредством соответствующим образом управляемого клапана с приводом от двигателя к контуру низкого давления или к любому отдельному подходящему источнику очищающей жидкости. В течение фаз, показанных на фиг.2А и В, ванна 46 уже достигла своего рабочего уровня, тогда как фиг.2D иллюстрирует фазу слива ванны 46. Как видно на фиг.2А, 2В и 2D, каждый приемный резервуар для удаления заусенцев содержит верхнее отверстие, через которое робот 12 вводит/удаляет деталь 44. Предпочтительно, чтобы каждое верхнее отверстие имело идентичную геометрию и, хотя это не показано, робот 12 содержал крышку или покрытие, сочетающееся с верхним отверстием каждого приемного резервуара 14, 16, 18, 20, с целью закрытия последнего, чтобы избегать разбрызгивания и испускания тумана/пара и предохранять робот 12.
[0034] Другой ключевой аспект предложенного способа состоит в том, что соответствующий приемный резервуар 16, 18 заполняют очищающей жидкостью через отверстие 48 до удаления заусенцев, предпочтительно до позиционирования детали (как видно на фиг.2А), и, следовательно, в том, что операцию удаления заусенцев (фиг.2С) выполняют, когда как сама струя жидкости под высоким давлением/ с высокой скоростью, как схематично показано в виде расходящихся штриховых линий на фиг.2С, так и по меньшей мере погруженная механически обработанная часть, с которой нужно снять заусенцы, погружены в ванну 46. Эта фаза удаления заусенцев и одновременного погружения соответствующего участка (-ков) детали 44 и сопла (-ел) 30 лучше всего видны при сопоставлении фиг.2В и фиг.2С.
[0035] Хотя это не показано на чертежах, следует иметь ввиду, что устройство 10 использует ванну 46 для дополнительной промывки в проточной жидкости до, особенно во время, и также и после удаления заусенцев при погружении, как показано на фиг.2С. С этой целью приемные резервуары 16, 18 предпочтительно связывают с контуром рециркуляции, снабженным фильтром частиц и насосом высокого давления, через по меньшей мере одно входное и выходное соединение (не показано), конфигурированное для создания турбулентности в ванне 46. Предпочтительно, чтобы этот контур рециркуляции для промывки в проточной жидкости совпадал, то есть представлял собой его часть, с контуром 32 высокого давления, необходимым для удаления заусенцев, посредством чего можно уменьшить потребление энергии и стоимость монтажа, и промывку в проточной жидкости можно проводить, используя тот же самый насос 34, что используют для удаления заусенцев.
[0036] Как кроме того показано на фиг.2С, сопло 30 содержит удлиненную апертуру 50 сопла специфической искривленной формы, выбираемой в зависимости от детали 44 и создаваемой в трубке 36, например, посредством электроэрозии. На фиг.2С апертура сопла 50 образована в виде разреза в форме дуги окружности (в вертикальном виде сбоку), образованного в цилиндрической трубчатой боковой стенке трубки 36 с расширением в направлении вниз от вершины трубки 36. Форма апертуры 50 сопла изменчива и зависит от геометрии детали и механической обработки. Однако предпочтительно, чтобы поперечная ширина апертуры 50 сопла была в диапазоне 0,025-0,2 мм. В комбинации с соответствующим источником высокого давления, таким как насос 34, апертуру 50 сопла конфигурируют так, чтобы достигнуть динамического выходного давления на выходе сопла, предпочтительно превышающего 100 бар, и еще более предпочтительно превышающего 500 бар, чтобы улучшить результаты удаления заусенцев. Кроме того, предпочтительно, чтобы выходная скорость струи в апертуре 50 сопла равнялась скорости звука, например скорости звука в воздухе или скорости звука в воде (например, больше 1 м/с) при 20°С.
[0037] Фиг.2С также иллюстрирует отсутствие оболочки у струи жидкости под высоким давлением/ с высокой скоростью. В частности, сопло 30, имеющее единственное выходное отверстие и источник подачи единственной среды, производит струю жидкости, лишенную какой-либо преднамеренно созданной частичной или полной газовой оболочки. Вопреки принятой практике подводной очистки было обнаружено, что возможно эффективное удаление заусенцев без уменьшения лобового сопротивления, обусловленного окружающей жидкостью. Как, кроме того, видно на фиг.2С, сопло 30, ввиду формы его апертуры 50 создает струю с апертурным углом, значительно превышающим 45° и, возможно, достигающим 90°. Форма сопла, таким образом, обеспечивает большой диапазон для удаления заусенцев. Например, показанная на фиг.2С подходящая форма представляет собой удлиненную апертуру 50 сопла, искривленную вдоль цилиндрической оболочки трубки 36, то есть относительно оси трубки, например вертикальной оси, и, кроме того, относительно другой перпендикулярной оси, например, по-существу, горизонтальной оси. Однако не исключаются другие искривленные формы, особенно вдоль двух различных осей, для создания струи с большой апертурой.
[000038] Как схематично показано на фиг.3, контур 32 предпочтительно снабжен единственным источником поддержания высокого давления, таким как насос 34. В соответствии с этим контур 32 конфигурируют посредством соответственно расположенных клапанов, например управляемых клапанов 52, 54 с приводом от двигателя, чтобы по очереди питать сопла 30 первого и второго приемных резервуаров 16, 18 для удаления заусенцев жидкостью под высоким давлением. В качестве варианта контур 32 может быть конфигурирован с возможностью последовательного подсоединения насоса 34 к входным отверстиям для промывки проточной жидкостью (и к соответствующим выходным отверстиям для возврата) обоих приемных резервуаров 16, 18 для удаления заусенцев. Предпочтительно, хотя это не показано, чтобы контур 32 был кроме того конфигурирован с возможностью первоначального подсоединения насоса 34 к приемному резервуару 14 для предварительной промывки. Такие последовательно работающие конфигурация и соединения позволяют выполнять различные операции обработки в приемных резервуарах 14, 16, 18 посредством единственного непрерывно работающего мощного насоса 34 и, таким образом, дают возможность снижения издержек, связанных с потребление энергии и монтажом. Следует иметь ввиду, что контур 32 предназначен для чистой жидкости (просто жидкой фазы) и содержит ее, например воду, лишенную абразивных присадок, но может содержать чистящие присадки, такие как поверхностно-активные вещества, в качестве предпочтительной жидкости для удаления заусенцев и очистки.
Условные обозначения - Список номеров позиций:
10 устройство для удаления заусенцев струей жидкости под высоким давлением
12 промышленный робот
14 приемный резервуар для предварительной промывки
16 первый приемный резервуар для удаления заусенцев
18 второй приемный резервуар для удаления заусенцев
20 приемный резервуар для сушки
22 монтажное основание
24 основание
30 струйное сопло высокого давления
32 контур жидкости под высоким давлением
34 насос высокого давления
36 трубка
38 зажим
40 пневматический цилиндр
42 рабочий орган робота
44 деталь (например, головка блока цилиндров)
46 ванна
48 заливочное отверстие
49 выходное отверстие переполнения
50 апертура сопла
52, 54 управляемые клапаны
Реферат
Предложены способ и устройство для снятия заусенцев струей жидкости под высоким давлением, в которых с механически обработанной детали (44) снимают заусенцы посредством воздействия струи жидкости под высоким давлением/ с высокой скоростью из струйного сопла (30) высокого давления, которое связано с контуром (32) жидкости высокого давления. Согласно изобретению приемный резервуар (16) для снятия заусенцев содержит входное заливочное отверстие (48), связанное с контуром подачи жидкости для заполнения очищающей жидкостью приемного резервуара (16) для снятия заусенцев и конфигурированное с возможностью содержания ванны (46) очищающей жидкости во время операции. До снятия заусенцев приемный резервуар (16) для снятия заусенцев заполняют очищающей жидкостью через входное заливочное отверстие (48) резервуара. Далее, с механически обработанной части (44) удаляют заусенцы после заполнения и посредством воздействия струи жидкости без газовой оболочки таким образом, что струя жидкости под высоким давлением/ с высокой скоростью и по крайней мере механически обработанная часть погружены в ванну очищающей жидкости во время снятия заусенцев. 2 н. и 15 з.п. ф-лы, 6 ил.
Формула
позиционирования детали в приемном резервуаре для удаления заусенцев посредством устройства позиционирования, причем указанная деталь содержит по меньшей мере одну механически обработанную часть, с которой должны быть удалены заусенцы;
удаления заусенцев с механически обработанной части посредством воздействия струи жидкости под высоким давлением/ с высокой скоростью из струйного сопла высокого давления, когда по меньшей мере указанная механически обработанная часть погружена в жидкость;
отличающийся тем, что
заполнение приемного резервуара для удаления заусенцев до удаления заусенцев очищающей жидкостью происходит через заливочное отверстие приемного резервуара для удаления заусенцев; и
удаление заусенцев с указанной механически обработанной части выполняют после заполнения посредством струи жидкости под высоким давлением/ с высокой скоростью без газовой оболочки, так что указанная струя жидкости под высоким давлением/ с высокой скоростью и по меньшей мере указанная обработанная часть погружены в ванну очищающей жидкости во время удаления заусенцев.
создания турбулентности в ванне очищающей жидкости посредством насоса для промывки в проточной жидкости механически обработанной детали в приемном резервуаре для удаления заусенцев.
до удаления заусенцев:
захвата детали роботом;
перемещения детали посредством робота в приемный резервуар для предварительной промывки и предварительной промывки детали;
перемещения детали посредством робота в приемный резервуар для удаления заусенцев;
позиционирования детали посредством робота в приемном резервуаре для удаления заусенцев, и
после удаления заусенцев и, в качестве варианта, после перемещения детали посредством робота в один или несколько дополнительных приемных резервуаров для удаления заусенцев, с целью последовательного удаления заусенцев на одном или нескольких дополнительных механически обработанных частях детали:
перемещения детали посредством робота в приемный резервуар для сушки, просушки детали в приемном резервуаре для сушки; и
перемещения детали посредством робота из приемного резервуара для сушки для последующей обработки детали.
подсоединение единственного источника создания высокого давления для последовательной подачи жидкости высокого давления в приемный резервуар для предварительной промывки, в приемный резервуар для удаления заусенцев и, если это применимо, последовательно в один или несколько дополнительных приемных резервуаров для удаления заусенцев.
удержание стационарной трубки в положении посредством съемного зажима, когда эту трубку не используют;
высвобождение съемного зажима после предварительного позиционирования детали и
позиционирование детали с возможностью расположения обработанной части в пределах диапазона действия стационарного струйного сопла высокого давления, когда зажим удален.
по меньшей мере один приемный резервуар для удаления заусенцев для содержания ванны очищающей жидкости во время работы и для получения по меньшей мере части детали; и
струйное сопло высокого давления, соединенное с контуром жидкости под высоким давлением для создания струи жидкости под высоким давлением/ с высокой скоростью и расположенное в указанном приемном резервуаре для удаления заусенцев с указанной механически обработанной части детали, с которой заусенцы должны быть удалены;
устройство позиционирования для позиционирования детали относительно струйного сопла высокого давления;
отличающееся тем, что
приемный резервуар для удаления заусенцев содержит заливочное отверстие, соединенное с контуром подачи очищающей жидкости и подходящее для заполнения приемного резервуара для удаления заусенцев очищающей жидкостью; и тем, что
струйное сопло высокого давления сконфигуровано для создания подводной струи жидкости под высоким давлением/ с высокой скоростью без газовой оболочки и погружено в ванну очищающей жидкости для выполнения удаления заусенцев с указанной механически обработанной части детали.
удлиненную стационарную трубку, на которой формируют струйное сопло высокого давления или формируют целиком с этой трубкой, причем трубка выступает в приемный резервуар для удаления заусенцев; и
съемный зажим для удержания и предпочтительно повторного позиционирования стационарной трубки, когда трубку не используют.
Комментарии